Спосіб виправлення товстого листа, наприклад, штрипсової сталі
Номер патенту: 73438
Опубліковано: 15.07.2005
Автори: Бойко Володимир Семенович, Мурашкін Олександр Вікторович, Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович
Формула / Реферат
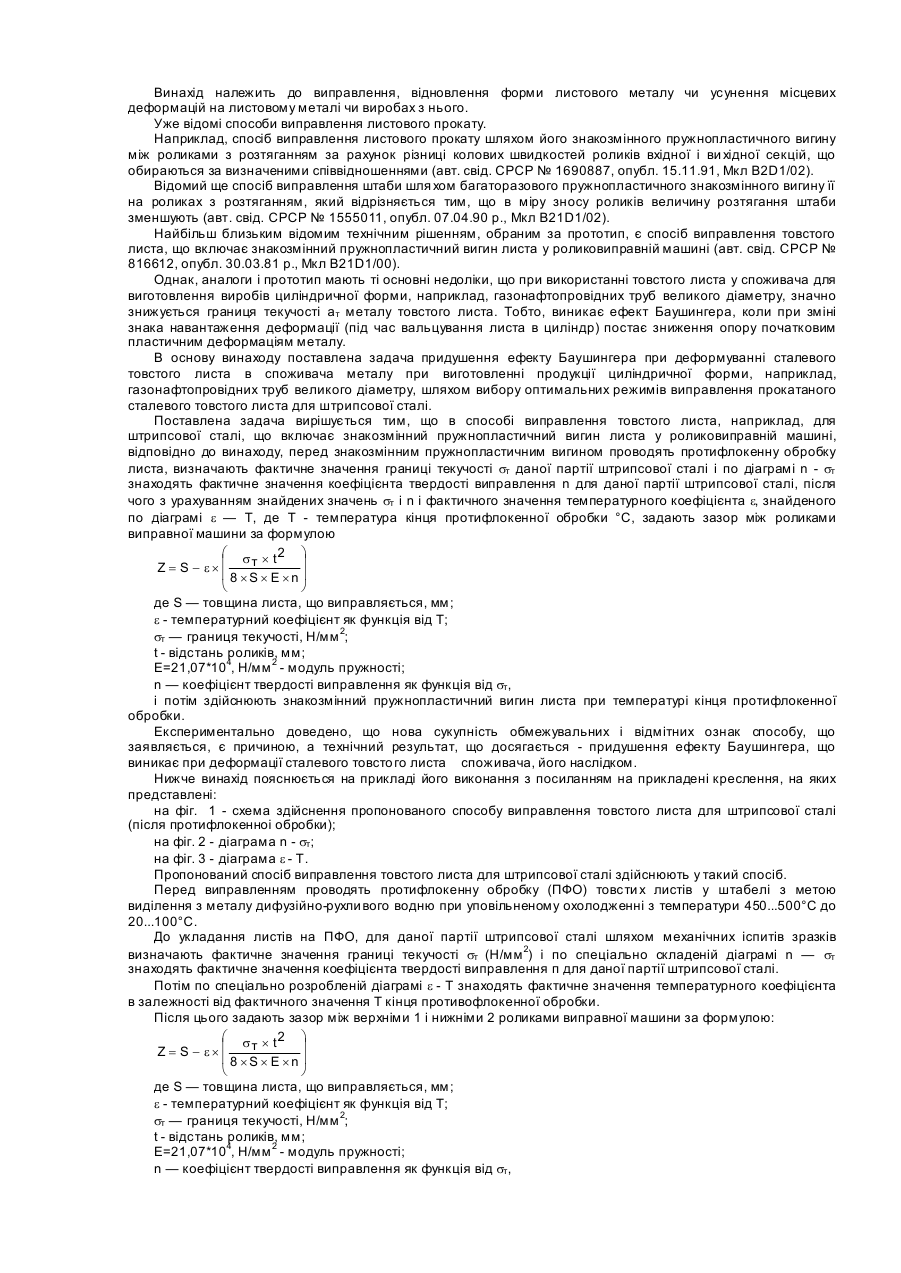
Спосіб виправлення товстого листа, наприклад, штрипсової сталі, що включає знакозмінний пружнопластичний вигин листа у роликовиправній машині, який відрізняється тим, що перед знакозмінним пружнопластичним вигином проводять протифлокенну обробку листа, визначають фактичне значення границі текучості σt даної партії штрипсової сталі і по діаграмі n - σt, знаходять фактичне значення коефіцієнта твердості виправлення n для даної партії штрипсової сталі, після чого з урахуванням знайдених значень σt, n і фактичного значення температурного коефіцієнта ε, знайденого по діаграмі ε -Т, де Т - температура кінця противофлокенної обробки, °С, задають зазор між роликами виправної машини за формулою
![]() ,
,
де S – товщина листа, що виправляється, мм;
ε – температурний коефіцієнт як функція від Т;
σt - границя текучості, Н/мм2;
t - відстань роликів, мм;
Е = 21,07* 104, Н/мм2 - модуль пружності;
n - коефіцієнт твердості виправлення як функція від σt, і потім здійснюють знакозмінний пружнопластичний вигин листа при температурі кінця протифлокенної обробки.
Текст
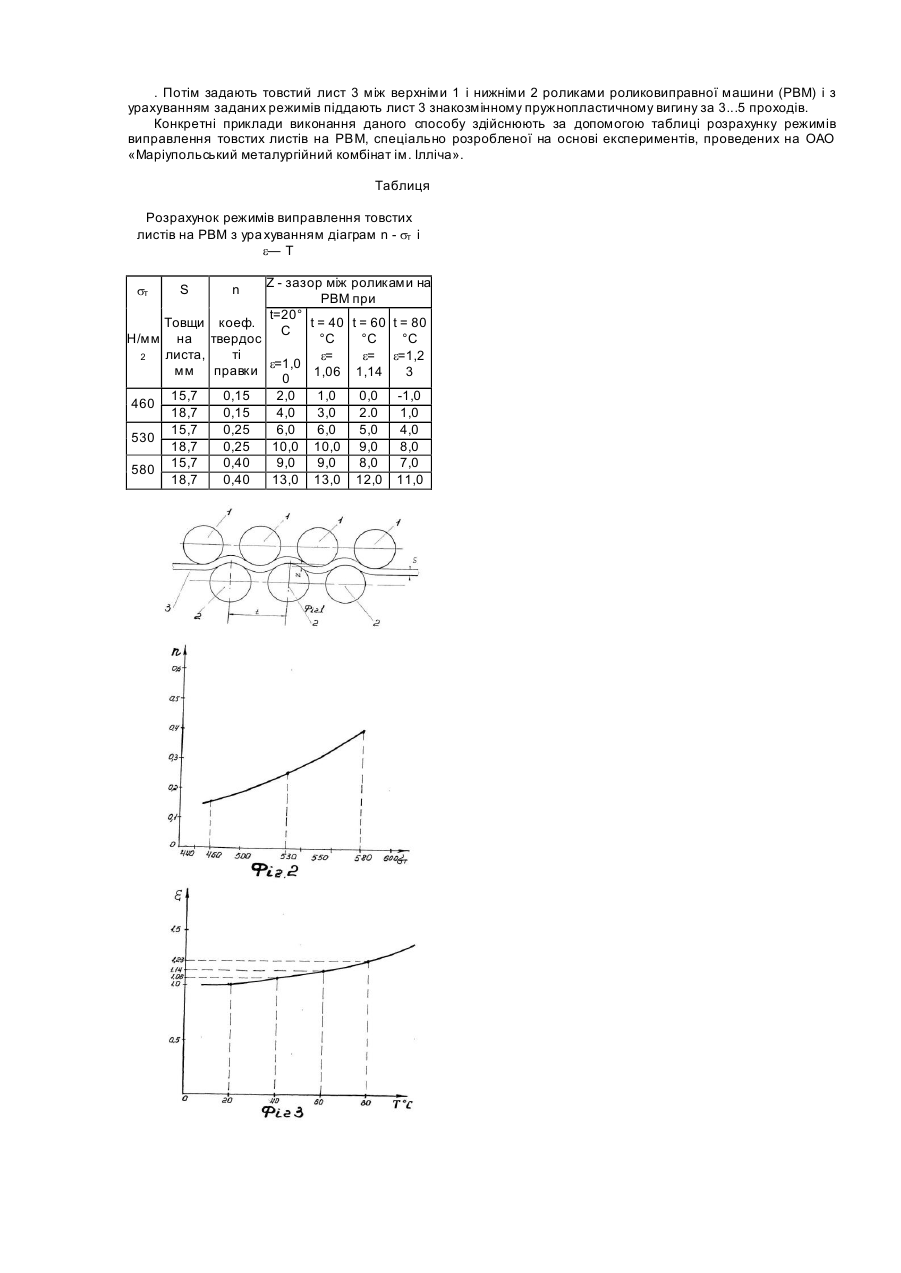
Винахід належить до виправлення, відновлення форми листового металу чи усунення місцевих деформацій на листовому металі чи виробах з нього. Уже відомі способи виправлення листового прокату. Наприклад, спосіб виправлення листового прокату шляхом його знакозмінного пружнопластичного вигину між роликами з розтяганням за рахунок різниці колових швидкостей роликів вхідної і ви хідної секцій, що обираються за визначеними співвідношеннями (авт. свід. СРСР № 1690887, опубл. 15.11.91, Мкл В2D1/02). Відомий ще спосіб виправлення штаби шля хом багаторазового пружнопластичного знакозмінного вигину її на роликах з розтяганням, який відрізняється тим, що в міру зносу роликів величину розтягання штаби зменшують (авт. свід. СРСР № 1555011, опубл. 07.04.90 р., Мкл B21D1/02). Найбільш близьким відомим технічним рішенням, обраним за прототип, є спосіб виправлення товстого листа, що включає знакозмінний пружнопластичний вигин листа у роликовиправній машині (авт. свід. СРСР № 816612, опубл. 30.03.81 р., Мкл B21D1/00). Однак, аналоги і прототип мають ті основні недоліки, що при використанні товстого листа у споживача для виготовлення виробів циліндричної форми, наприклад, газонафтопровідних труб великого діаметру, значно знижується границя текучості ат металу товстого листа. Тобто, виникає ефект Баушингера, коли при зміні знака навантаження деформації (під час вальцування листа в циліндр) постає зниження опору початковим пластичним деформаціям металу. В основу винаходу поставлена задача придушення ефекту Баушингера при деформуванні сталевого товстого листа в споживача металу при виготовленні продукції циліндричної форми, наприклад, газонафтопровідних труб великого діаметру, шляхом вибору оптимальних режимів виправлення прокатаного сталевого товстого листа для штрипсової сталі. Поставлена задача вирішується тим, що в способі виправлення товстого листа, наприклад, для штрипсової сталі, що включає знакозмінний пружнопластичний вигин листа у роликовиправній машині, відповідно до винаходу, перед знакозмінним пружнопластичним вигином проводять протифлокенну обробку листа, визначають фактичне значення границі текучості sт даної партії штрипсової сталі і по діаграмі n - sт знаходять фактичне значення коефіцієнта твердості виправлення n для даної партії штрипсової сталі, після чого з урахуванням знайдених значень sт і n і фактичного значення температурного коефіцієнта e, знайденого по діаграмі e — Т, де Т - температура кінця протифлокенної обробки °С, задають зазор між роликами виправної машини за формулою æ s ´ t2 ö т ÷ Z = S - e´ ç ç 8 ´S ´ E ´n ÷ è ø де S — товщина листа, що виправляється, мм; e - температурний коефіцієнт як функція від Т; sт — границя текучості, Н/мм 2; t - відстань роликів, мм; Е=21,07*104, Н/мм 2 - модуль пружності; n — коефіцієнт твердості виправлення як функція від sт, і потім здійснюють знакозмінний пружнопластичний вигин листа при температурі кінця протифлокенної обробки. Експериментально доведено, що нова сукупність обмежувальних і відмітних ознак способу, що заявляється, є причиною, а технічний результат, що досягається - придушення ефекту Баушингера, що виникає при деформації сталевого товсто го листа споживача, його наслідком. Нижче винахід пояснюється на прикладі його виконання з посиланням на прикладені креслення, на яких представлені: на фіг. 1 - схема здійснення пропонованого способу виправлення товстого листа для штрипсової сталі (після протифлокенноі обробки); на фіг. 2 - діаграма n - sт; на фіг. 3 - діаграма e - Т. Пропонований спосіб виправлення товстого листа для штрипсової сталі здійснюють у такий спосіб. Перед виправленням проводять протифлокенну обробку (ПФО) товсти х листів у штабелі з метою виділення з металу дифузійно-рухли вого водню при уповільненому охолодженні з температури 450...500°С до 20...100°С. До укладання листів на ПФО, для даної партії штрипсової сталі шляхом механічних іспитів зразків визначають фактичне значення границі текучості sт (Н/мм 2) і по спеціально складеній діаграмі n — sт знаходять фактичне значення коефіцієнта твердості виправлення п для даної партії штрипсової сталі. Потім по спеціально розробленій діаграмі e - Т знаходять фактичне значення температурного коефіцієнта в залежності від фактичного значення Т кінця противофлокенної обробки. Після цього задають зазор між верхніми 1 і нижніми 2 роликами виправної машини за формулою: æ s ´ t2 ö т ÷ Z = S - e´ ç ç 8 ´S ´ E ´n ÷ è ø де S — товщина листа, що виправляється, мм; e - температурний коефіцієнт як функція від Т; sт — границя текучості, Н/мм 2; t - відстань роликів, мм; Е=21,07*104, Н/мм 2 - модуль пружності; n — коефіцієнт твердості виправлення як функція від sт, . Потім задають товстий лист 3 між верхніми 1 і нижніми 2 роликами роликовиправної машини (РВМ) і з урахуванням заданих режимів піддають лист 3 знакозмінному пружнопластичному вигину за 3...5 проходів. Конкретні приклади виконання даного способу здійснюють за допомогою таблиці розрахунку режимів виправлення товстих листів на РВМ, спеціально розробленої на основі експериментів, проведених на ОАО «Маріупольський металургійний комбінат ім. Ілліча». Таблиця Розрахунок режимів виправлення товстих листів на РВМ з ура хуванням діаграм n - sт і e— Т Z - зазор між роликами на РВМ при t=20° Товщи коеф. t = 40 t = 60 t = 80 С Н/мм на твердос °С °С °С листа, ті 2 e= e= e=1,2 мм правки e=1,0 1,06 1,14 3 0 sт 460 530 580 S n 15,7 18,7 15,7 18,7 15,7 18,7 0,15 0,15 0,25 0,25 0,40 0,40 2,0 4,0 6,0 10,0 9,0 13,0 1,0 3,0 6,0 10,0 9,0 13,0 0,0 2.0 5,0 9,0 8,0 12,0 -1,0 1,0 4,0 8,0 7,0 11,0
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for flattening of thick sheet, for example, of skelp steel
Автори англійськоюBoiko Volodymyr Semenovych, Klymanchuk Vladislav Vladislavovych, Shebanyts Eduard Mykolaiovych, Murashkin Oleksandr Viktorovych
Назва патенту російськоюСпособ правки толстого листа, например, штрипсовой стали
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Шебаниц Эдуард Николаевич, Мурашкин Александр Викторович
МПК / Мітки
МПК: B21D 1/00
Мітки: наприклад, спосіб, товстого, штрипсової, листа, виправлення, сталі
Код посилання
<a href="https://ua.patents.su/2-73438-sposib-vipravlennya-tovstogo-lista-napriklad-shtripsovo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виправлення товстого листа, наприклад, штрипсової сталі</a>
Спосіб виготовлення листа із сталі, лист із сталі та спосіб підвищення опору сталі до розповсюдження тріщин у листі
Номер патенту: 59425
Опубліковано: 15.09.2003
Автори: Ку Джаянг, Воун Глен А., Бангару Нарасімха-Рао В.
МПК: C21D 8/00
Мітки: листі, сталі, тріщин, спосіб, опору, листа, розповсюдження, виготовлення, підвищення, лист
Формула / Реферат:
1. Спосіб виготовлення листа із сталі, який має мікрошарову мікроструктуру, що містить 2-10 об.% тонких шарів аустеніту і 90-98 об.% пластинок переважно дрібнозернистого мартенситу і дрібнозернистого нижнього бейніту, який виготовляють із сталевого сляба, який містить залізо і наступні легуючі елементи, мас.%:0,04-0,12 С,принаймні 1-6 Ni,0,1-1,0 Сu,0,1-0,8 Мо,0,02-0,1 Nb,0,008-0,03...
Спосіб виготовлення листа із двофазної сталі, лист із двофазної сталі та спосіб підвищення опору двофазної сталі до поширення тріщин у листі
Номер патенту: 59426
Опубліковано: 15.09.2003
Автори: Ку Джаянг, Бангару Нарасімха-Рао В.
МПК: C21D 8/02, C22C 38/08
Мітки: листа, спосіб, опору, сталі, тріщин, підвищення, виготовлення, поширення, двофазної, листі, лист
Формула / Реферат:
1. Спосіб виготовлення листа із двофазної сталі, що має температуру переходу із в'язкого стану у крихкий (ТПВК) нижчу, ніж -73 °С (-100 °F) як в основному листі, так і в зоні термічного впливу (ЗТВ), й мікроструктуру, яка містить 10-40 об. % першої фази, яка складається в основному з фериту, й 60-90 об. % другої фази, яка складається переважно із дрібнозернистого пластинчатого мартенситу, дрібнозернистого нижнього бейніту або їх сумішей,...
Спосіб одержання листа сталі (варіанти)
Номер патенту: 61966
Опубліковано: 15.12.2003
Автори: Хара Такуя, Асахі Хітоші, Ку Джаянг, Бангару Нарасімха-Рао В., Лютон Мішель Дж., Тамехіро Хіроші, Петерсен Кліффорд В., Суджіяма Масаакі
МПК: C21D 8/02
Мітки: спосіб, одержання, варіанти, листа, сталі
Формула / Реферат:
1. Спосіб одержання листа сталі, який відрізняється тим, що(а) нагрівають стальний сляб, який містить залізо та наступні легуючі елементи в мас. %:від 0,03 до 0,10 С,від 1,6 до 2,1 Мn,від 0,01 до 0,10 Nb,від 0,01 до 0,10 V,від 0,3 до 0,6 Мо,від 0,005 до 0,03 Ті,до температури, достатньої для того, щоб розчинити всі карбіди та карбонітриди ванадію й ніобію,(б) обтискують згаданий...
Низьколегована конструкційна сталь (варіанти) та спосіб одержання листа сталі (варіанти)
Номер патенту: 59411
Опубліковано: 15.09.2003
Автори: Ку Джаянг, Хара Такуя, Терада Йоші, Асахі Хітоші, Тамехіро Хіроші, Лютон Мішель Дж., Бангару Нарасімха-Рао В., Петерсен Кліффорд В.
МПК: C22C 38/08, C22C 38/04, C21D 8/02, C22C 38/12, C22C 38/14
Мітки: спосіб, сталь, сталі, листа, низьколегована, одержання, варіанти, конструкційна
Формула / Реферат:
1. Низьколегована конструкційна сталь, яка має міцність на розрив щонайменше 930 МПа, енергію удару, виміряну при дослідженні зразків із V-надрізом за Шарпі при -40°С, щонайменше 120 Дж, параметр 50% vTrs менший, ніж -60°С і мікроструктуру, яка містить щонайменше 90 об.% суміші дрібнозернистого нижнього бейніту і дрібнозернистого рейкового мартенситу, у якій щонайменше 2/3 вказаної суміші складаються з дрібнозернистого нижнього бейніту,...
Сталь і спосіб одержання листа із сталі
Номер патенту: 57775
Опубліковано: 15.07.2003
Автори: Петерсен Кліффорд В., Ку Джеянг, Комізо Ю-ійші, Окагучі Шуджі, Хамада Масахіко, Лутон Майкл Дж., Бангару Нарасіма-Рау В., Фуджівара Казукі
МПК: C22C 38/50, C21D 8/02, C22C 38/48
Мітки: одержання, сталь, спосіб, сталі, листа
Формула / Реферат:
1. Сталь, що має межу міцності на розрив щонайменше 900 МПа (130 тис. фунтів на кв. дюйм) і яка містить залізо і такі добавки в мас. %:С: від 0,02% до 0,1%;Мn: від 0,2% до 2,5%;Nі: від 0,2% до 1,2%;Nb: від 0,01% до 0,1%;Ті: від 0,005% до 0,03%;N: від 0,001% до 0,006%;а також інші домішки, у тому числіР: не більше 0,015%; іS: не більше 0,003%;а також додатково містить...
Попередній патент: Паливний брикет
Наступний патент: Пристрій для метання м’ячів
Випадковий патент: Установка для дугового зварювання і наплавлення порошковим електродом