Установка для дугового зварювання і наплавлення порошковим електродом
Номер патенту: 43716
Опубліковано: 17.12.2001
Автори: Чигарьов Валерій Васильович, Гавриш Павло Анатолійович, Кадава Віктор Володимирович, Кассов Валерій Дмитрович

Формула / Реферат
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з трубопроводом, редуктором і балоном з вуглекислим газом.
Текст
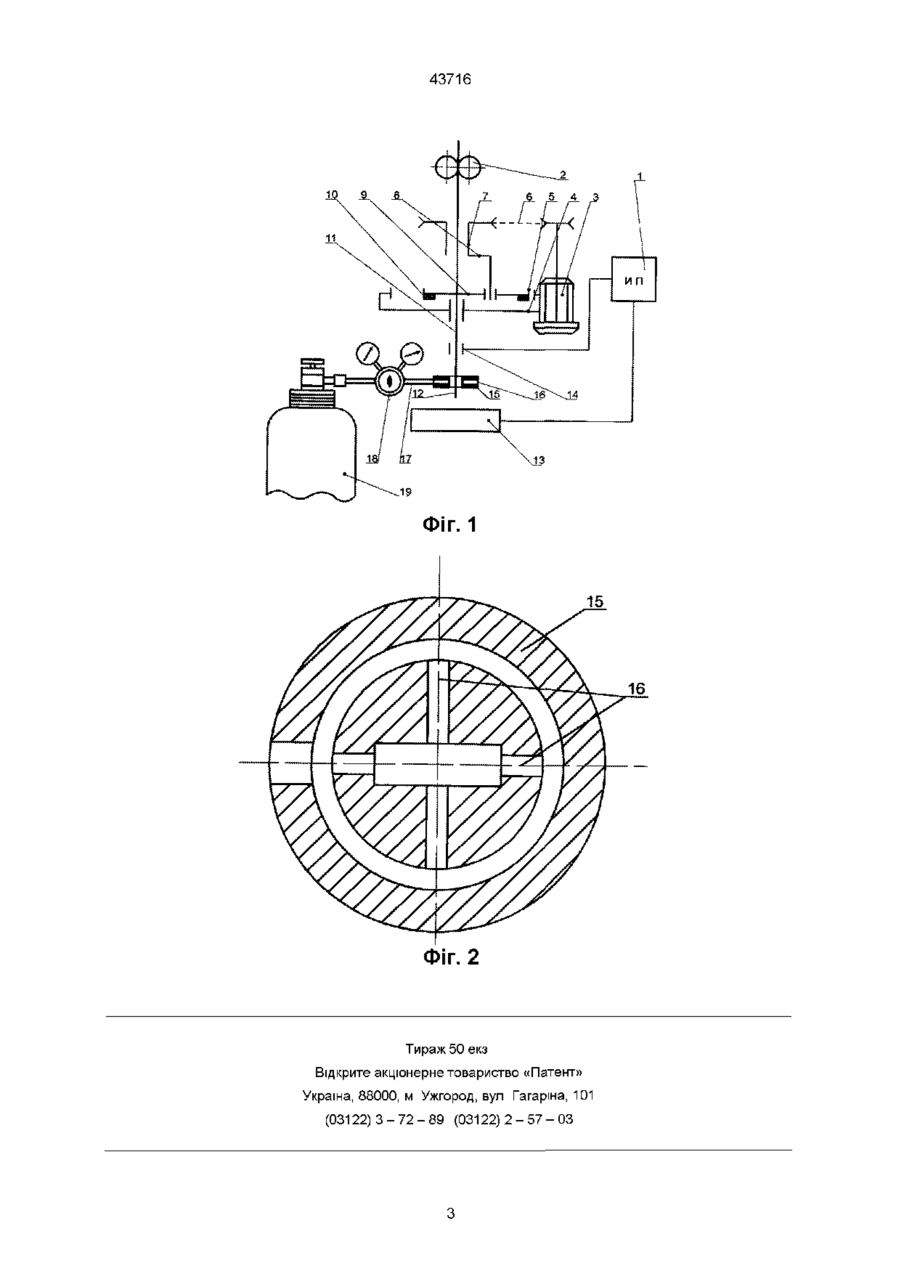
Установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, яка відрізняється тим, що вона додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електрода нижче зони підігріву, причому в охолоджувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з трубопроводом, редуктором і балоном з вуглекислим газом Винахід стосується дугового зварювання і наплавлення плавким електродом і має застосовуватися у промисловості для зварювання і наплавлення металів Відомою Є установка для дугового зварювання, що має джерело живлення, механізм подачі порошкового електроду, мундштук, струмопідвід (причому установка працювала зі збільшеним вильотом плавкого електроду) [1] При збільшеному вильоті порошкового електроду підвищується температура плавлення оболонки і, як наслідок, продуктивність процесу зварювання або наплавлення Однак шихта осердника порошкового електроду нагрівається менш інтенсивно, ніж оболонки В результаті шихта по об'єму осердника нагрівається неравномірно, просипається у зварювальну ванну, що погіршує якість наплавленого металу Відома також установка для дугового зварювання і наплавлення порошковим електродом [2], яка має джерело живлення, механізм подачі порошкового електроду, виконаного у вигляді електродвигуна, важеля, нерухомого зубчастого колеса із внутрішнім зачіплюванням і зачепленого з ним зубчастого колеса-сателгга По колу колесасателіта рівномірно розташовані ПОСТІЙНІ магнгги Електродвигун кінематично з'єднаний з мундштуком, який установлено з можливістю обертання навколо своєї осі та з'єднано за допомогою важеля з колесом-сателітом Безконтактний пристрій нагрівання порошкового електроду високочастотним індукційним струмом індукує струм в порошковому електроді, і при обертанні зубчастого колеса сателіта з розташованими на ньому постійними магнітами навколо порошкового електроду відбувається деяке вирівнювання швидкостей плавлення оболонки та осердника порошкового електроду Це позитивно впливає на якість наплавленого металу Але й дана установка має недоліки - розподілення температури по перерізу порошкового електроду, особливо при використанні порошкових дротів великого діаметра (3 мм), порошкових стрічок, є не рівномірним, по оболонці висока температура, а в шихті, особливо у центрі осердника -низька, недостатня для розплавлення неметалевих часток шихти, - установка призначена в основному для порошкових електродів кругового перерізу (дротів), - нерівномірний прогрів шихти по перерізу шихтового осердника погіршує якість наплавленого шару через його забруднення компонентами шихти, що не розплавилися В основу винаходу поставлена задача удосконалити установку для дугового зварювання і наплавлення, додавши нові конструктивні елементи та формуючи нові взаємозв'язки поміж елементами, і таким чином, забезпечити більш високу якість наплавленого металу Поставлена задача досягається тим, що установка для дугового зварювання і наплавлення порошковим електродом, що має джерело живлення, механізм подачі порошкового дроту, струмопідвід, мундштук, пристрій попереднього підігріву дроту, додатково обладнана охолоджувальним елементом, установленим на вильоті порошкового електроду нижче зони підігріву, причому в охолод Зоя (О со 43716 жувальному елементі виконано внутрішні канали для подавання вуглекислого газу, з'єднані з трубопроводом, редуктором і балоном з вуглекислим газом Суть винаходу полягає в охолоджувальній дії вуглекислого газу При охолодженні оболонки порошкового електроду тепло від оболонки йде в шихту, через що підвищується градієнт температури по всьому перерізу порошкового електроду На фіг 1 представлена схема установки для дугового зварювання і наплавлення порошковим електродом, а на фіг 2 - охолоджувальний елемент у вигляді кільця (один з можливих варіантів) Установка має джерело живлення 1 (фиг 1), механізм подачі порошкового електроду 2, електродвигун 3, з'єднаний через кінематичну передачу 6 з мундштуком 7, а останній у свою чергу з'єднаний через важіль 8 із зубчастим колесом-сателітом 9, по колу якого рівномірно розташовані ПОСТІЙНІ магніти 10, при тому мундштук 7 установлено з можливістю обертання навколо порошкового електроду 11, а зубчасте колесо-сателіт 9 установлено з можливістю обертання по зубчастому колесу 4 за допомогою внутрішнього зачіплювання 5, при цьому джерело живлення 1 з'єднано з виробом 13 і струмопідводом 14 Дуга горить між плавким торцем 12 порошкового електроду і виробом 13 На ДІЛЯНЦІ поміж струмопідводом 14 і плавким торцем 12 установлено елемент 15 (у вигляді кільця прямокутника, двох паралельних трубок тощо), що має внутрішні канали 16, через які до порошкового електроду 11 подається вуглекислий газ із балона 19 через трубопровід 17 за допомогою редуктора 18 Установка для дугового зварювання і наплавлення працює так Вмикають джерело живлення 1, подають порошковий електрод 11 механізмом подачі 2 Електродвигун 3 через кінематичну передачу 6 уводить у обертання мундштук 7, з'єднаний через важіль 8 із зубчастим колесом-сателітом 9, по колу якого рівномірно розташовані ПОСТІЙНІ магнгги 10 Таким чином, водночас з мундштуком 7 обертається зубчасте колесо-сателіт 9 навколо порошкового електроду 11 Крім того, одночасно зубчасте колесо-сателіт 9 обертається по зубчастому колесу 4, яке має внутрішнє зачіплювання 5 Завдяки обертанню постійних магнітів 10 навколо порошкового електроду 11 в останньому індукується струм високої частоти, який нагріває оболонку порошкового електроду Одночасно вмикають подачу вуглекислого газу із балона 19, котрий на внутрішніх каналах через трубопровід 17 за допомогою редуктора 18 подається у кільце 15 (фіг 1,2) До того ж кільце 15 установлюють на ДІЛЯНЦІ вильоту порошкового електроду 11 поміж струмопідводом 14 і плавким торцем 12 Цим досягається максимальний перерозподіл тепла між оболонкою і шихтою порошкового електроду 11, оскільки вуглекислий газ, попадаючи із трубопровода 17 в кільце 15 через його внутрішні канали 16, дуже розширюється, що й призводить до охолоджувального ефекту Дуга горить між виробом 13 і плавким торцем 12 порошкового електроду 11, струм до електроду підводиться від джерела живлення 1 до струмопідводу 14 Внаслідок максимального перерозподілу тепла поміж оболонкою і осердником нерівномірність нагріву шихти осердника стає незначною При тому тепловкладення у основний метал не змінюється Полегшуються умови для утворення і переносу електродних краплин, а стабільність процесу не порушується при переході у режим з короткими замкненнями Істотно поширюється діапазон робочих напружень Коефіцієнт втрат на розбризкування знижується у 2-3,5 рази, зменшується КІЛЬКІСТЬ дефектів, підвищується хімічна однорідність наплавленого металу У лабораторних умовах здійснили відновлювальне наплавлення поясу карбонізаційної колони Для наплавлення застосовували порошковий електрод 0 2,5 мм Установка попереднього підігріву порошкового електроду має зубчасте колесо з постійними магнггами із сплаву ЮНДК 24, рівномірно розташованими по колу Передаточне відношення зубчастої передачі і = 8 Електродвигун постійного струму п = 2400 об/мін, u = 36 Вт, ремінна передача і = 2,85 Відстань від торця плавкого електроду до зубчастого колеса-сателіта є 95 мм Витрати вуглекислого газу складають 40-160 л/год, Продуктивність наплавлення - 36 кг/год Пор та шлакових вкраплин немає, відставання плавлення шихти від оболонки не помічалося, що свідчить про високу якість наплавленого металу Література 1 Акулов А И , Синицин В В , Чернышев Г Г Особенности сварки открытой дугой порошковыми проволоками// Сварочное производство, 1973, № 4-С19 2 А С СССР № 1731509 А1, В23К 9/04 Установка для дуговой сварки и наплавки порошковой проволокой /Карпенко ВМ, Гавриш ПА (СССР)- № 4819994/08, Завлено 26 04 90, опубл 07 05 92, бюл № 17 43716 ФІГ. 1 15 Фіг. 2 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3 43716
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for arc welding and facing by powder electrode
Автори англійськоюChyhariov Valerii Vasyliovych, Kassov Valerii Dmytrovych, Havrysh Pavlo Anatoliiovych, Kadava Viktor Volodymyrovych
Назва патенту російськоюУстановка для дуговой сварки и наплавки порошковым электродом
Автори російськоюЧигарев Валерий Васильевич, Кассов Валерий Дмитриевич, Гавриш Павел Анатольевич, Кадава Виктор Владимирович
МПК / Мітки
Мітки: електродом, зварювання, наплавлення, дугового, порошковим, установка
Код посилання
<a href="https://ua.patents.su/4-43716-ustanovka-dlya-dugovogo-zvaryuvannya-i-naplavlennya-poroshkovim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Установка для дугового зварювання і наплавлення порошковим електродом</a>
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Бунаков Олексій Іванович, Кузнецов Валерій Дмитрович
МПК: B23K 9/04
Мітки: газі, наплавлення, спосіб, присадним, електродугового, інертному, електродом, дротом, неплавким
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Спосіб дугового зварювання електродом, що плавиться

Номер патенту: 24440
Опубліковано: 16.07.2001
Автори: Носовський Борис Іванович, Носовський Михайло Борисович
МПК: B23K 9/12
Мітки: спосіб, дугового, плавиться, електродом, зварювання
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором электродную проволоку с помощью приводных роликов и сварочной горелки подают в сварочную ванну, отличающийся тем, что электродную проволоку изгибают по синусоидальному закону в зоне между приводными роликами и горелкой симметрично относительно оси, и в момент уменьшения пульсирующего напряжения сварочной дуги до нуля, преобразуют синусоидальные колебания электродной проволоки в...
Випрямляч для дугового зварювання плавким електродом
Номер патенту: 17187
Опубліковано: 18.03.1997
Автори: Федотенков В'ячеслав Георгійович, Гавва Віктор Маркович, Махлін Наум Мордухович, Зацерковний Сергій Анатолійович
МПК: B23K 9/00
Мітки: електродом, дугового, випрямляч, зварювання, плавким
Формула / Реферат:
Выпрямитель для дуговой сварки плавящимся электродом, содержащий регулируемый трехфазный силовой трансформатор с основной вторичной обмоткой с повышенным рассеянием и вспомогательной вторичной обмоткой с нормальным рассеянием, основной и вспомогательный выпрямительные блоки, отличающийся тем, что в выпрямитель дополнительно введен трехфазный магнитный усилитель, каждая рабочая обмотка которого подключена последовательно к соответствующей фазе...
Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення
Номер патенту: 27182
Опубліковано: 15.08.2000
Автори: Болотько Віктор Іванович, Шатан Олександр Федорович, Дименко Володимир Васильович
Мітки: пристрій, зварювання, електродом, спосіб, струмом, змінним, дугового, плавким, здійснення
Формула / Реферат:
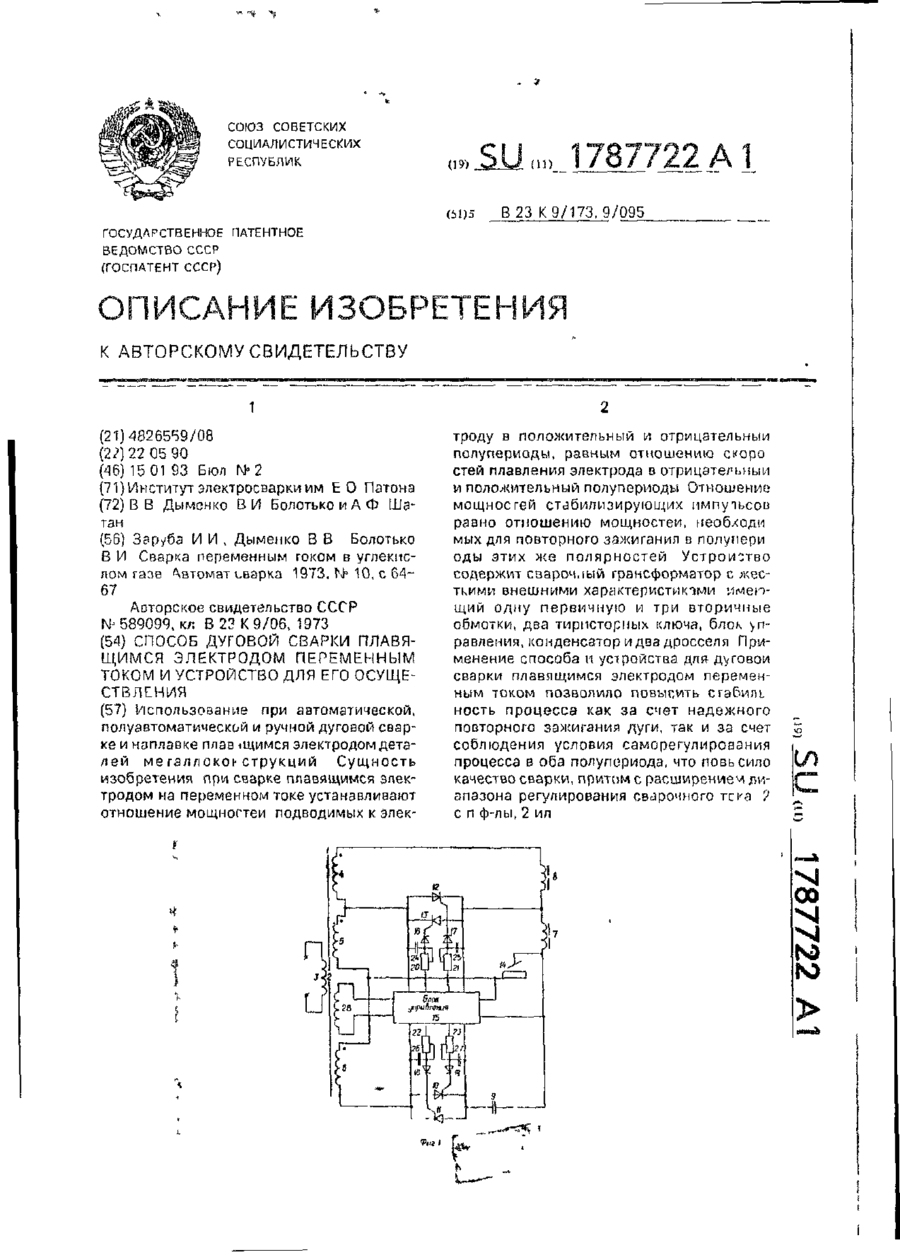
Формула изобретения1.Способ дуговой сварки плавящимся электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых...
Пальник для дугового зварювання електродом, що не плавиться
Номер патенту: 18581
Опубліковано: 25.12.1997
Автори: Кіпернік Юхим Григорійович, Гізер Борис Васильович, Скріпачук Валерій Іванович, Остапов Анатолій Васильович, Дьогтяр Володимир Іванович, Карпов Олег Петрович
МПК: B23K 9/167
Мітки: дугового, пальник, електродом, зварювання, плавиться
Формула / Реферат:
Горелка для дуговой сварки неплавящимся электродом в среде защитных газов, содержащая соосно размещенный в полом корпусе электрододержатель, механизм осевого перемещения электрододержателя, токоподвод, отличающаяся тем, что она снабжена дополнительным токоподводом с нихромовой спиралью, электрододержатель выполнен с токосъемным буртом на нерабочем торце, полый корпус выполнен из электроизоляционного материала и с клиньями в его полости,...
Попередній патент: Спосіб упаковування харчових дріжджів
Наступний патент: Спосіб облицювання схилів каналів із змінним рівнем води
Випадковий патент: Спосіб регуляції росту рослин