Спосіб позапічної обробки чавуну магнієм
Номер патенту: 7598
Опубліковано: 15.06.2005
Автори: Прахнін Вячеслав Леонідович, Косолап Микола Володимирович, Коваль Сергій Олексійович, Аніщенко Микола Федорович, Аріх Сергій Георгійович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Шебаніц Едуард Миколайович, Синельніков Володимир Петрович, Фентісов Ігор Миколайович, Лещенко Єгор Миколайович, Ватлецов Олександр Васильович, Кладіті Георгій Олександрович, Малімон Олександр Афанасович
Формула / Реферат
Спосіб позапічної обробки чавуну магнієм, що включає подачу магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять у формі оксиду магнію, який змішано з екзотермічною сумішшю, що може відновлювати магній та складається з порошків алюмінію і окислів заліза, при цьому співвідношення компонентів в наповнювачі порошкового дроту, який містить оксид магнію, алюмінієвий порошок і окисли заліза, знаходиться в межах 1:(2-5):(5-12).
Текст
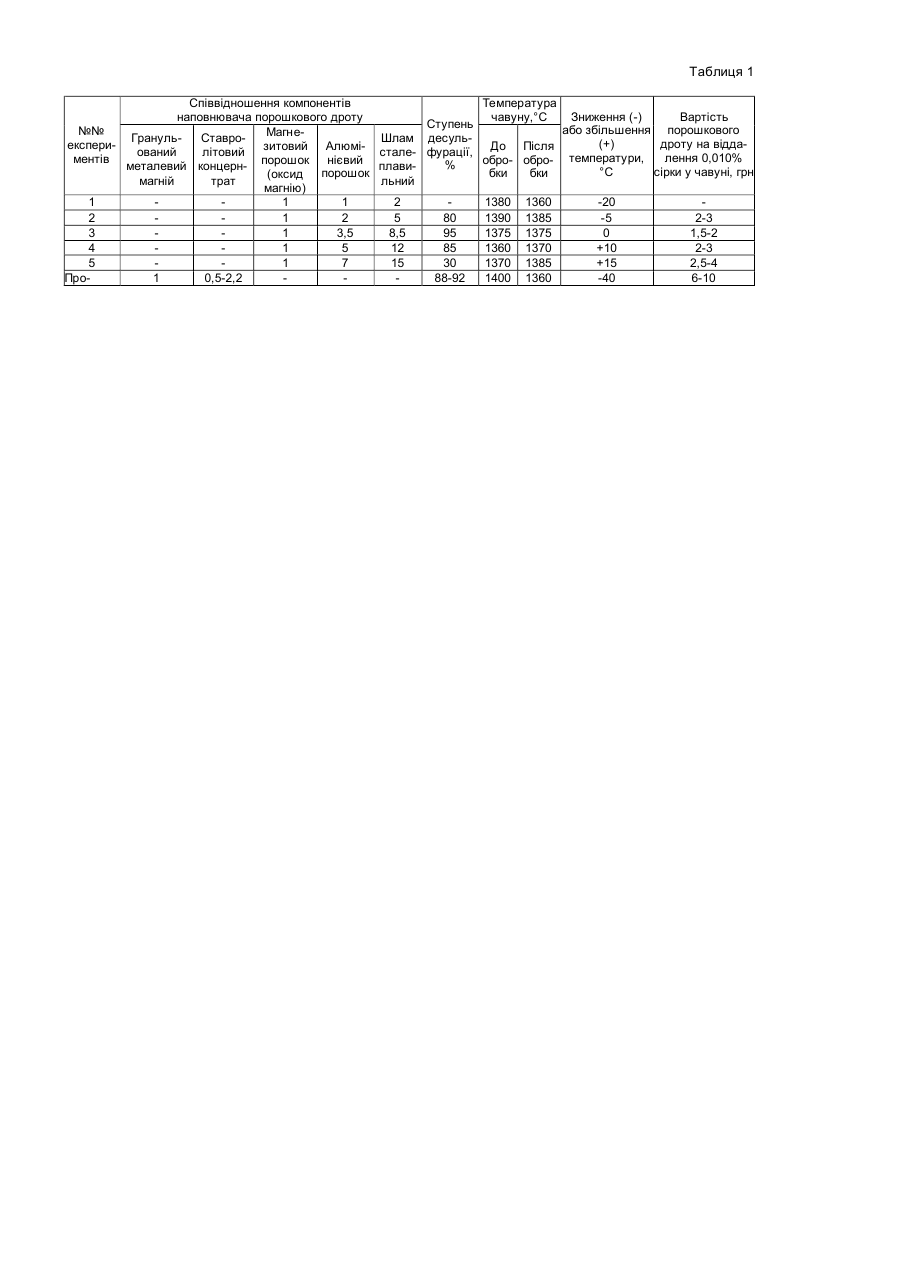
Корисна модель відноситься до галузі чорної металургії, зокрема до позапічної десульфурації чавуну. Відомий спосіб позапічної обробки чавуну магнієм, який включає подачу магнію у вигляді порошкового дроту в розплав чавуну зі швидкістю 1,8-2,2м/с та інтенсивністю подачи магнію 90-140г/с [Патент України №6710, кл.С21С1/00,1994]. Відома технологія не гарантує належне засвоєння часток магнію внаслідок великої інтенсивності подачи чистого магнію в об'єм металу, який супроводжується значним піроефектом і надмірним пилогазовиділенням а, відповідно, зниженням ступеню засвоєння магнію та десульфурації. Найбільш близьким, до запропонованого способу, за технічною суттю та ефектом, що досягається, є спосіб позапічної обробки чавуну магнієм, який включає подачу магнію в розплав чавуну у вигляді порошкового дроту, де магній знаходиться в суміші зі ставролітовим концентратом в співвідношенні 1:(0,5-2,2), і інтенсивністю подачі магнію 40-89г/с [Патент України №23570, кл.С21С1/00, 2001]. Недоліком відомого способу є значні втрати тепла чавуном через наявність у наповнювачі порошкового дроту баластової фази (ставролітового концентрату), що приводить до зниження температури розплаву під час обробки на 30-50°С, а також висока вартість порошкового дроту, який містить металевий (гранульований) магній. В основу корисної моделі поставлено задачу - удосконалити спосіб обробки чавуну магнієм шляхом зміни структурної форми магнію, який вводять в розплав у складі порошкового дроту. Поставлена задача вирішується тим, що в способі позапічної обробки чавуну магнієм , що включає подачу магнію в розплав чавуну у вигляді порошкового дроту, згідно з корисною моделлю, магній вводять у формі оксиду магнію, який змішано з екзотермічною сумішшю, що може відновлювати магнію та складається з порошків алюмінію і окислів заліза, при цьому співвідношення компонентів в наповнювачі порошкого дроту, який містить оксид магнію, алюмінієвий порошок та окисли заліза, знаходиться в межах 1:(2-5):(5-12). Спільним з найбільш близьким аналогом суттєвим ознаком запропонованої корисної моделі є подача магнію в рідкий чавун у вигляді порошкового дроту. Відмінними від найбільш близького аналога суттєвими ознаками запропонованої корисної моделі є таки: - подача магнію в рідкий чавун у вигляді порошку оксиду магнію, змішаного з порошками алюмінію та окислів заліза в співвідношенні 1:(2-5):(5-12); - відсутність баластної фази у вигляді ставролітового концентрату, що в поєднанні з наявністю активної екзотермічної суміші із порошків алюмінію та окислів заліза не тільки знижує втрату температури розплаву під час обробки, але в ряді випадків приводить к її зростанню Між сукупністю суттєвих ознак запропонованої корисної моделі та технічним результатом, що досягається, є причинно - наслідковий зв'язок. Магній, потрібний для десульфурації чавуну, подається в розплав не у вигляді дорогих і металевих гранул, які легко окислюються, а у вигляді стійкого до окислювання оксиду магнію. При цьому, утворення металевого магнію у виді пару відбувається безпосередньо у розплаві за рахунок його відновлення з оксиду металевим алюмінієм, який входить у надлишку до складу екзотермічної суміші наповнювача порошкового дроту, що забезпечує достатньо високу ступень засвоєння магнію. Необхідне для протікання зазначенної реакції тепло виділяється за рахунок екзотермічної реакції між надлишком порошку алюмінію та окислами заліза (окалиною, сталеплавильним шламом),що входять до екзотермічного складу наповнювача. Крім цього, тепло, яке виділяється по ходу обробки чавуну, компенсує охолодження розплаву аж до підвищення його температури, що при тих же (у порівнянні з прототипом) рівнях десульфурації чавуну істотно полегшує протікання процесів у сталеплавильних агрегатах, сприяє економії палива та скороченню тривалості плавки. Відсутність баластної фази у виді ставролітового концентрату сприяє більш ефективному нагріву чавуну, а продукти окислювально-відновних реакцій у виді окислів алюмінію і заліза розріджують шлак, що дозволяє виключити процес ресульфурації. Додатково значно знижується вартість порошкового дроту, який використовують для досягнення рівнозначної з прототипом ступені десульфурації чавуну. Заявлений спосіб здійснюється таким чином. На установку десульфурації чавуну (УДЧ) доменного цеху металургійного комбінату рідкий чавун подається в чавуновізних ковшах, які встановлюються на місце під обробку. Порошковий дріт з наповнювачем із суміші порошків магнезиту (85-95% оксиду магнію), вторинного або первинного алюмінію (89-99%) та сталеплавильного шламу або окалини (50-80% окислів заліза) вводять за допомогою трайб - апарату в чавун. Співвідношення матеріалів, які містять оксид магнію, алюміній та окисли заліза, складає 1:(2-5):(5-12). Це дозволяє досягти максимального степеня відновлення магнію і засвоєння його чавуном, забезпечує оптимальний рівень десульфурації та мінімальне охолодження (або навіть нагрівання) розплаву, а також сприяє одержанню необхідної для запобігання ресульфурації рідкорухливості шлаку. При співвідношенні, зазначених вище, матеріалів в наповнювачі менш 1:2:5 тепла зкзотермічної реакції та кількості алюмінію недостатньо для протікання процесу відновлення магнію з його оксиду, десульфурація чавуну не відбувається, а температура розплаву за час його обробки значно знижується. При співвідношенні зазначених вище матеріалів в наповнювачі більш 1:5:12 кількості магнію, що утворюється, через малий вміст його оксиду у суміші буде недостатнім для досягнення високого степеня десульфурації чавуну, а екзотермічна реакція між значними об'ємами алюмінію та окислів заліза у наповнювачі відбувається дуже інтенсивно, що приводить до перегріву та викиду чавуну, а також зниженню стійкості футерівки чавуновізних ковшів. Одержані результати випробування запропонованого способу наведеш в таблиці 1. Як видно з наведених показників, оптимальне співвідношення компонентів у наповнювачі порошкового дроту для обробки рідкого чавуну на УДЧ доменного цеху металургійного комбінату, яке отримане в результаті експериментів, склало 1:(2-5):(5-12) для матеріалів, які містять, відповідно, оксид магнію( зокрема, магнезитовийо порошок), алюміній (зокрема, порошок вторинного алюмінію) та окисли заліза (зокрема, сталеплавильний шлам). Отримані дані свідчать, що максимальний позитивний ефект, який міститься в мінімальних втратах (або деякому приросту) температури розплаву під час його обробки при забезпеченні стабільно високого рівня десульфурації чавуну, а також у зниженні вартості порошкового дроту, який необхідний для досягнення однакового з прототипом рівня десульфураії, досягається в повній мірі тільки у випадку збігу всіх ознак запропонованого способу позапічної обробки чавуну магнієм з оптимальними параметрами, які є об'єктом корисної моделі. Таблиця 1 Співвідношення компонентів наповнювача порошкового дроту №№ МагнеСтавроГранульексперизитовий Алюмілітовий ований ментів порошок нієвий металевий концерн(оксид порошок трат магній магнію) 1 1 1 2 1 2 3 1 3,5 4 1 5 5 1 7 Про1 0,5-2,2 Температура чавуну,°С Зниження (-) Вартість Ступень або збільшення порошкового Шлам десульдроту на відда(+) До Після стале- фурації, лення 0,010% обро- обро- температури, % плависірки у чавуні, грн °С бки бки льний 2 5 8,5 12 15 80 95 85 30 88-92 1380 1390 1375 1360 1370 1400 1360 1385 1375 1370 1385 1360 -20 -5 0 +10 +15 -40 2-3 1,5-2 2-3 2,5-4 6-10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for out-of-furnace cast iron treatment by magnesium
Автори англійськоюBoiko Volodymyr Semenovych, Klymanchuk Vladyslav Vladyslavovych, Arikh Serhii Heorhiovych, Shebanits Eduard Mykolaiovych, Fentisov Ihor Mykolaiovych, Kosolap Mykola Volodymyrovych, Leschenko Yehor Mykolaiovych, Prakhnin Viacheslav Leonidovych, Koval Serhii Oleksiovych, Kladiti Heorhii Oleksandrovych, Anischenko Mykola Fedorovych, Vatletsov Oleksandr Vasyliovych
Назва патенту російськоюСпособ внепечной обработки чугуна магнием
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Арих Сергей Георгиевич, Шебаниц Эдуард Николаевич, Фентисов Игорь Николаевич, Косолап Николай Владимирович, Лещенко Егор Николаевич, Прахнин Вячеслав Леонидович, Коваль Сергей Алексеевич, Кладити Георгий Александрович, Анищенко Николай Федорович, Ватлецов Александр Васильевич
МПК / Мітки
МПК: C21C 1/00
Мітки: обробки, позапічної, спосіб, чавуну, магнієм
Код посилання
<a href="https://ua.patents.su/2-7598-sposib-pozapichno-obrobki-chavunu-magniehm.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки чавуну магнієм</a>
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 31893
Опубліковано: 15.12.2000
Автори: Кисіленко Володимир Васильович, Тітієвський Володимир Маркович, Остапчук Микола Петрович, Хрущов Евген Іванович, Якін Михайло Миколайович, Зборщик Олександр Михайлович, Оніщук Віталій Прохорович, Овчиніков Микола Олексійович, Бойко Володимир Семенович, Дюдкін Дмитро Олександрович
МПК: C21C 1/02
Мітки: магнієм, позапічної, чавуну, спосіб, обробки
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в сплаві з кремнієм в співвідношенні 1:(1,5 - 3,0) та залізом, а інтенсивність подавання магнію становить 25 - 40г/с.
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 23570
Опубліковано: 15.11.2001
Автори: Царицин Євген Олександрович, Дюдкін Дмитро Олександрович, Кисіленко Володимир Васильович, Оніщук Віталій Прохорович, Овсяніков Олександр Матвійович, Остапчук Микола Петрович
МПК: C21C 1/00
Мітки: магнієм, чавуну, обробки, позапічноі, спосіб
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в суміші зі ставролитовим концентратом в співвідношенні 1:(0,5-2,2) і інтенсивністю подавання магнію 40-89 г/с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 6744
Опубліковано: 16.05.2005
Автори: Остапчук Микола Петрович, Косолап Микола Володимирович, Семенченко Петро Михайлович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Кисіленко Володимир Васильович
МПК: C21C 7/00
Мітки: спосіб, чавуну, позапічної, обробки, магнієм
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає введення магнію в розплав у вигляді порошкового дроту разом з кремнієм та залізом, який відрізняється тим, що магній вводять у суміші зі сплавом кремнію та заліза, причому відношення магнію до сплаву кремнію та заліза становить величину (0,1...0,5):1, а масова інтенсивність надходження магнію в розплав складає 0,03...0,09 г/т.с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 52651
Опубліковано: 15.01.2003
Автори: Фентісов Ігор Миколайович, Лещенко Єгор Миколайович, Прядкін Олексій Григорович, Бойко Володимир Семенович, Розумний Павло Кузьмич, Стець Павло Денисович, Якін Михайло Миколайович, Коваль Сергій Олексійович, Ботман Сергій Васильович, Остапчук Микола Петрович, Стець Володимир Павлович, Богомолов Анатолій Григорович, Овчінніков Микола Олексійович
МПК: C21C 1/02, C21C 7/064
Мітки: обробки, позапічної, спосіб, чавуну, магнієм
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає регульований ввід в чавун порошкового дроту, який відрізняється тим, що передбачає ввід в чавун порошкового дроту з наповнювачем у вигляді порошкового магнію, наповнювач додатково містить галогеніди лужноземельних металів при наступному співвідношенні компонентів, мас.%: магній 15÷45 : галогеніди лужноземельних металів 55÷85.
Спосіб позапічної обробки чавуну порошковим дротом
Номер патенту: 6742
Опубліковано: 16.05.2005
Автори: Климанчук Владислав Владиславович, Косолап Микола Володимирович, Бойко Володимир Семенович, Кисіленко Володимир Васильович, Остапчук Микола Петрович, Семенченко Петро Михайлович
МПК: C21C 7/00
Мітки: спосіб, порошковим, дротом, чавуну, позапічної, обробки
Формула / Реферат:
Спосіб позапічної обробки чавуну порошковим дротом, що включає введення магнію в розплав разом з залізом та додатковим елементом, який відрізняється тим, що магній вводять у суміші зі сплавом заліза та додатковим елементом - феросплавом, причому відношення між магнієм в порошковому заповнювачі дроту і вмістом самого заповнювача в дроті становить величину 0,15...1,05, а як додатковий елемент в феросплаві використовують алюміній, ванадій,...
Попередній патент: Гідродинамічний підшипник ковзання
Наступний патент: Стеля пасажирського вагона
Випадковий патент: Флотатор-відстійник для очищення виробничих стічних вод