Система управління процесом снування
Формула / Реферат
Система управління процесом снування, що містить пульт управління, систему управління, снувальну машину, датчик обриву ниток, датчик лінійної швидкості снування, датчик натягу, блок вимірювання та контролю натягу, яка відрізняється тим, що датчик натягу виконано акустичним з направленим резонатором, а блок вимірювання та контролю натягнення виконано на базі мікроконтролера, а управління натягом ниток виконується одночасно для всіх ниток шляхом зміни лінійної швидкості снування.
Текст
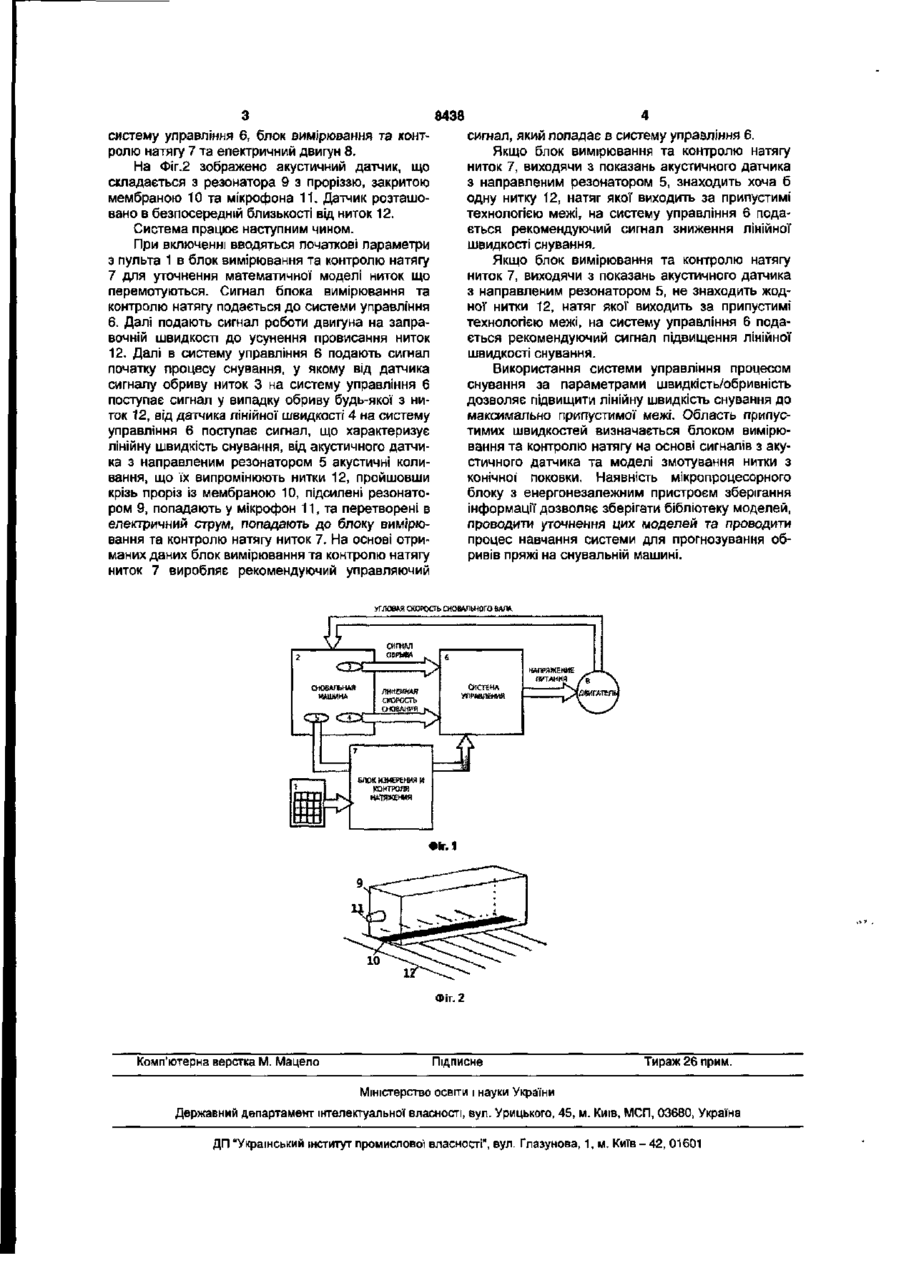
Система управління процесом снування, що містить пульт управління, систему управління, снувальну машину, датчик обриву ниток, датчик лінійної швидкості снування, датчик натягу, блок вимірювання та контролю натягу, яка відрізняється тим, що датчик натягу виконано акустичним з направленим резонатором, а блок вимірювання та контролю натягнення виконано на базі мікроконтролера, а управління натягом ниток виконується одночасно для всіх ниток шляхом зміни лінійної* швидкості снування. Корисна модель відноситься до області текстильної промисловості, а саме до снувальних машин. Відомий пристрій для стабілізації натягу ниток основи на снувальній машині А.С. (SU 1377306) найближчий аналог, що містить по числу ниток еталонні грузи, трипозиційний датчик положення еталонних грузів, блок регулювання натягу ниток та за кількістю контролюємих ниток викональні механізми. Однак датчик існуючого пристрою не може вимірювати коливальну складову натягу ниток, та виконує вимірювання натягу з великими часовими інтервалами, що дозволяє вирівняти натягнення ниток, але не призводить до зниження обривності. До того ж снувальна машина з викональними механізмами за числом контролюємих ниток є дорогою та складною в ремонті. Задачею корисної моделі є створити систему управління процесом снування, у якій за рахунок конструктивних особливостей можливо було б зменшити обривність ниток та підвищити швидкість снування а також зробити апаратну реалізацію більш дешевою. Це досягається тим, що в системі управління процесом снування, що містить пульт управління, систему управління, снувальну машину, датчик обриву ниток, датчик лінійної швидкості снування, датчик натягу, блок вимірювання та контролю натягу, датчик натягу виконаний акустичним із направленим резонатором, а блок вимірювання та контролю натягу виконаний на базі мікроконтролера, а управління натягом ниток виконується одночасно для всіх ниток шляхом зміни лінійної швид кості снування. Виконання датчика акустичним та розміщення його в зоні між розподільчим та випускним рядками в місці, рів но віддаленому від максимумів коливань ниток на першій та другій гармоніках, та використання резонатора для підсилення вимірюємих коливань і відсікання цехових шумів, дозволяє вимірювати динамічні характеристики ниток, такі, як частоту та амплітуду коливань. Використання мікропроцесора в блоці вимірювання та контролю натягу ниток дозволяє легко вносить корективи до моделі процесу снування, та виконувати складні розрахунки в реальному масштабі часу. Введення до системи акустичного датчика, який передає сигнал у блок вимірювання та контролю натягу ниток дозволяє вщстежувати зміни спектру коливань ниток, І на основі отриманих даних створювати управляючий сигнал, що відповідає критеріям мінімальності обривності ниток при максимумі лінійної швидкості снування. Особливою відмінністю даної* системи є мала кількість датчиків. Гнучкість системи управління та точність вимірювань що проводяться обумовлені тим, що датчик є безконтактним, а безпосередньо зняті данні проходять алгоритмічну обробку в реальному масштабі часу. На Фіг.1 показана структурна схема системи для забезпечення екстремальності закону управління процесом снування за параметрами швидкість/обривність, що містить: пульт 1, снувальну машину 2, у якій розташовані датчики обриву ниток 3, датчик лінійної швидкості снування 4 та акустичний датчик із направленим резонатором 5, 00 со GO ш 8438 систему управління 6, блок вимірювання та контролю натягу 7 та електричний двигун 8. На Фіг.2 зображено акустичний датчик, що складається з резонатора 9 з проріззю, закритою мембраною 10 та мікрофона 11. Датчик розташовано в безпосередній близькості від ниток 12. Система працює наступним чином. При включенні вводяться початкові параметри з пульта 1 в блок вимірювання та контролю натягу 7 для уточнення математичної моделі ниток що перемотуються. Сигнал блока вимірювання та контролю натягу подається до системи управління 6. Далі подають сигнал роботи двигуна на заправочній швидкості до усунення провисання ниток 12. Далі в систему управління 6 подають сигнал початку процесу снування, у якому від датчика сигналу обриву ниток 3 на систему управління б поступає сигнал у випадку обриву будь-якої з ниток 12, від датчика лінійної швидкості 4 на систему управління 6 поступає сигнал, що характеризує лінійну швидкість снування, від акустичного датчика з направленим резонатором 5 акустичні коливання, що їх випромінюють нитки 12, пройшовши крізь проріз із мембраною 10, підсилені резонатором 9, попадають у мікрофон 11, та перетворені в електричний струм, попадають до блоку вимірювання та контролю натягу ниток 7. На основі отриманих даних блок вимірювання та контролю натягу ниток 7 виробляє рекомендуючий управляючий сигнал, який попадає в систему управління 6. Якщо блок вимірювання та контролю натягу ниток 7, виходячи з показань акустичного датчика з направленим резонатором 5, знаходить хоча б одну нитку 12, натяг якої виходить за припустимі технологією межі, на систему управління 6 подається рекомендуючий сигнал зниження лінійної швидкості снування. Якщо блок вимірювання та контролю натягу ниток 7, виходячи з показань акустичного датчика з направленим резонатором 5, не знаходить жодної' нитки 12, натяг якої виходить за припустимі технологією межі, на систему управління 6 подається рекомендуючий сигнал підвищення лінійної швидкості снування. Використання системи управління процесом снування за параметрами швидкість/обривність дозволяє підвищити лінійну швидкість снування до максимально припустимої межі. Область припустимих швидкостей визначається блоком вимірювання та контролю натягу на основі сигналів з акустичного датчика та моделі змотування нитки з конічної поковки. Наявність мікропроцесорного блоку з енергонезалежним пристроєм зберігання інформації дозволяє зберігати бібліотеку моделей, проводити уточнення цих моделей та проводити процес навчання системи для прогнозування обривів пряжі на снувальній машині. УГЛОВАЯ СКОРОСТЬ ШОВАПЬНОГО ВАЛА ФІГ. 1 Фіг.2 Комп'ютерна верстка М. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem for control of warping process
Назва патенту російськоюСистема управления процессом снования
МПК / Мітки
МПК: D02H 13/00
Мітки: управління, процесом, система, снування
Код посилання
<a href="https://ua.patents.su/2-8438-sistema-upravlinnya-procesom-snuvannya.html" target="_blank" rel="follow" title="База патентів України">Система управління процесом снування</a>
Система управління процесом технічної експлуатації
Номер патенту: 68027
Опубліковано: 15.07.2004
Автори: Слепов Лев Іванович, Волошин Ігор Іванович, Блаженний Валерій Іванович, Семон Богдан Йосипович
МПК: G05B 13/00
Мітки: технічної, експлуатації, процесом, система, управління
Формула / Реферат:
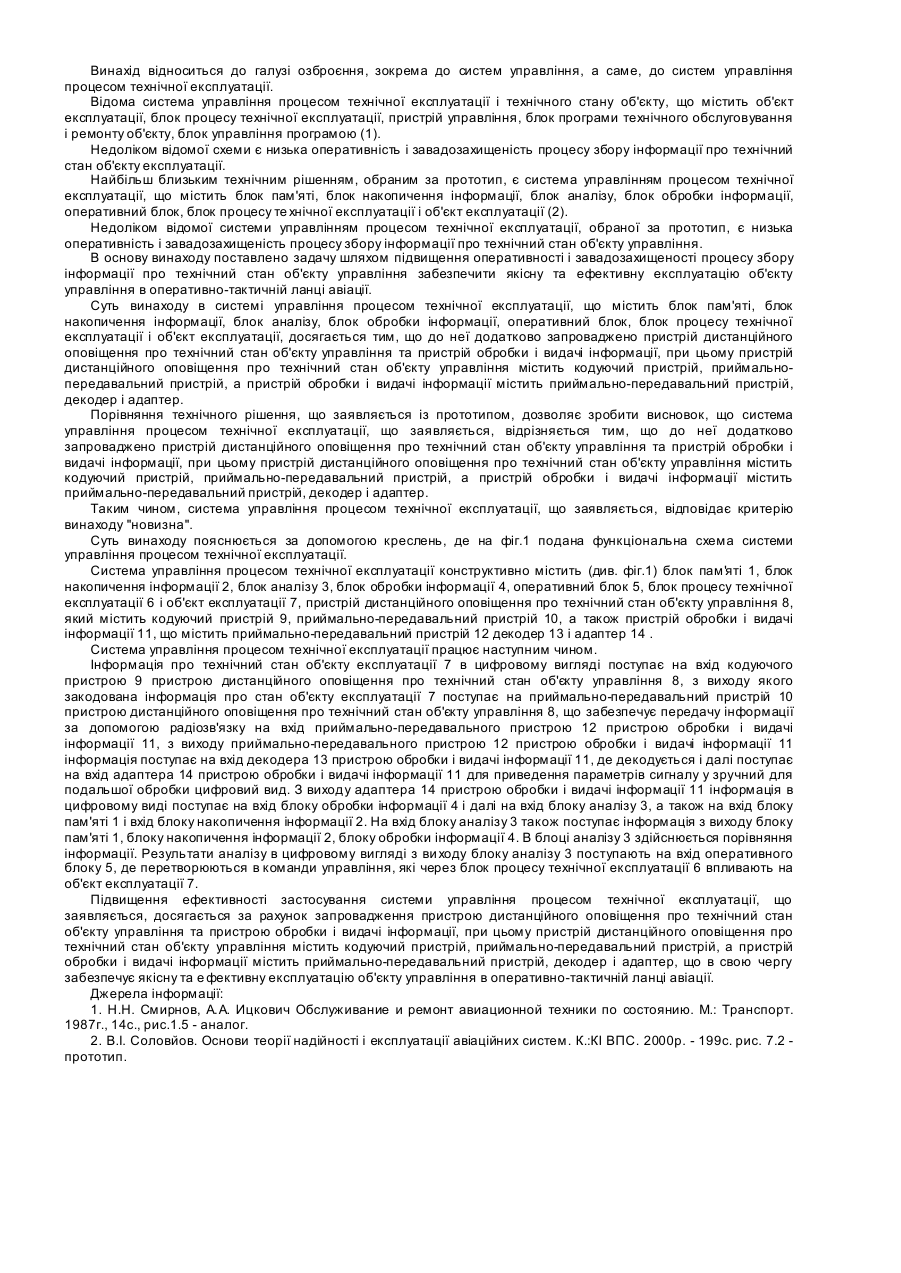
Система управління процесом технічної експлуатації, що містить блок пам'яті, блок накопичення інформації, блок аналізу, блок обробки інформації, оперативний блок, блок процесу технічної експлуатації і об'єкт експлуатації, яка відрізняється тим, що система додатково оснащена пристроєм дистанційного оповіщення про технічний стан об'єкта управління та пристроєм обробки і видачі інформації, при цьому пристрій дистанційного оповіщення про...
Система управління процесом технічної експлуатації
Номер патенту: 73458
Опубліковано: 15.07.2005
Автори: Семон Богдан Йосипович, Блаженний Валерій Іванович, Волошин Ігор Іванович, Пустовий Сергій Олексійович
МПК: G05B 13/00
Мітки: технічної, процесом, експлуатації, система, управління
Формула / Реферат:
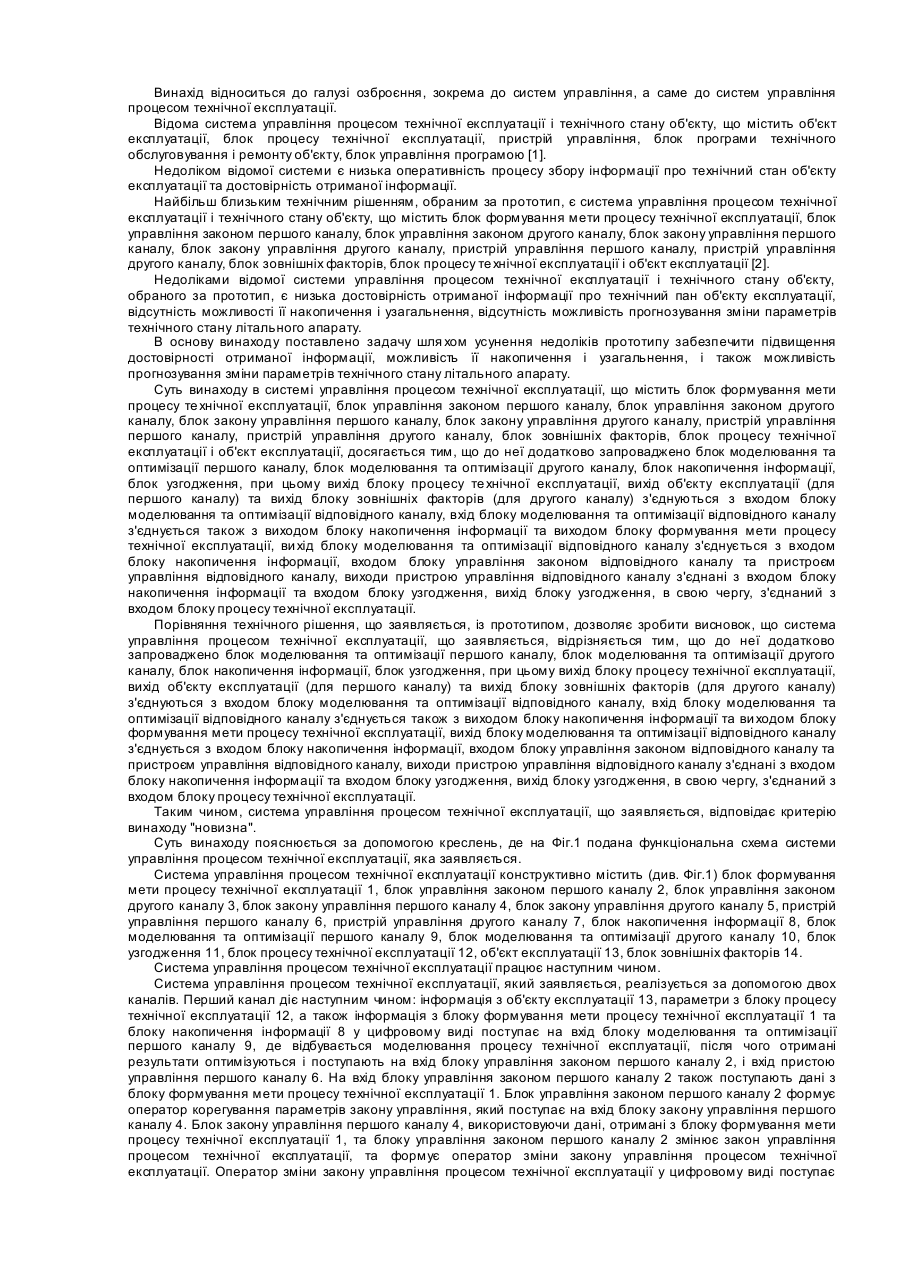
Система управління процесом технічної експлуатації, що містить блок формування мети процесу технічної експлуатації, блок управління законом першого каналу, блок управління законом другого каналу, блок закону управління першого каналу, блок закону управління другого каналу, пристрій управління першого каналу, пристрій управління другого каналу, блок зовнішніх факторів, блок процесу технічної експлуатації і об'єкт експлуатації, яка...
Система автоматичного управління процесом збагачення
Номер патенту: 51044
Опубліковано: 15.11.2002
Автори: Назаренко Наталія Володимирівна, Купін Андрій Іванович, Назаренко Михайло Володимирович, Назаренко Володимир Михайлович
МПК: B03B 13/00
Мітки: процесом, система, збагачення, автоматичного, управління
Формула / Реферат:
1. Система автоматичного керування процесом збагачення, що містить послідовно з'єднані блок регулювання подачі сировини, млин, класифікатор та сепаратор, а також екстремальний регулятор, виходи якого з'єднані із млином через пристрій регулювання витрати води в млин та зливом класифікатора через пристрій регулювання витрати води в злив класифікатора, а входи з'єднані з датчиками оперативної інформації, такими як датчик витрати води в млин...
Система управління процесом вирощування мікроорганізмів
Номер патенту: 32483
Опубліковано: 15.12.2000
Автори: Ніколаєнко Володимир Федорович, Трегуб Віктор Григорович, Ладанюк Анатолій Петрович
Мітки: система, вирощування, управління, мікроорганізмів, процесом
Формула / Реферат:
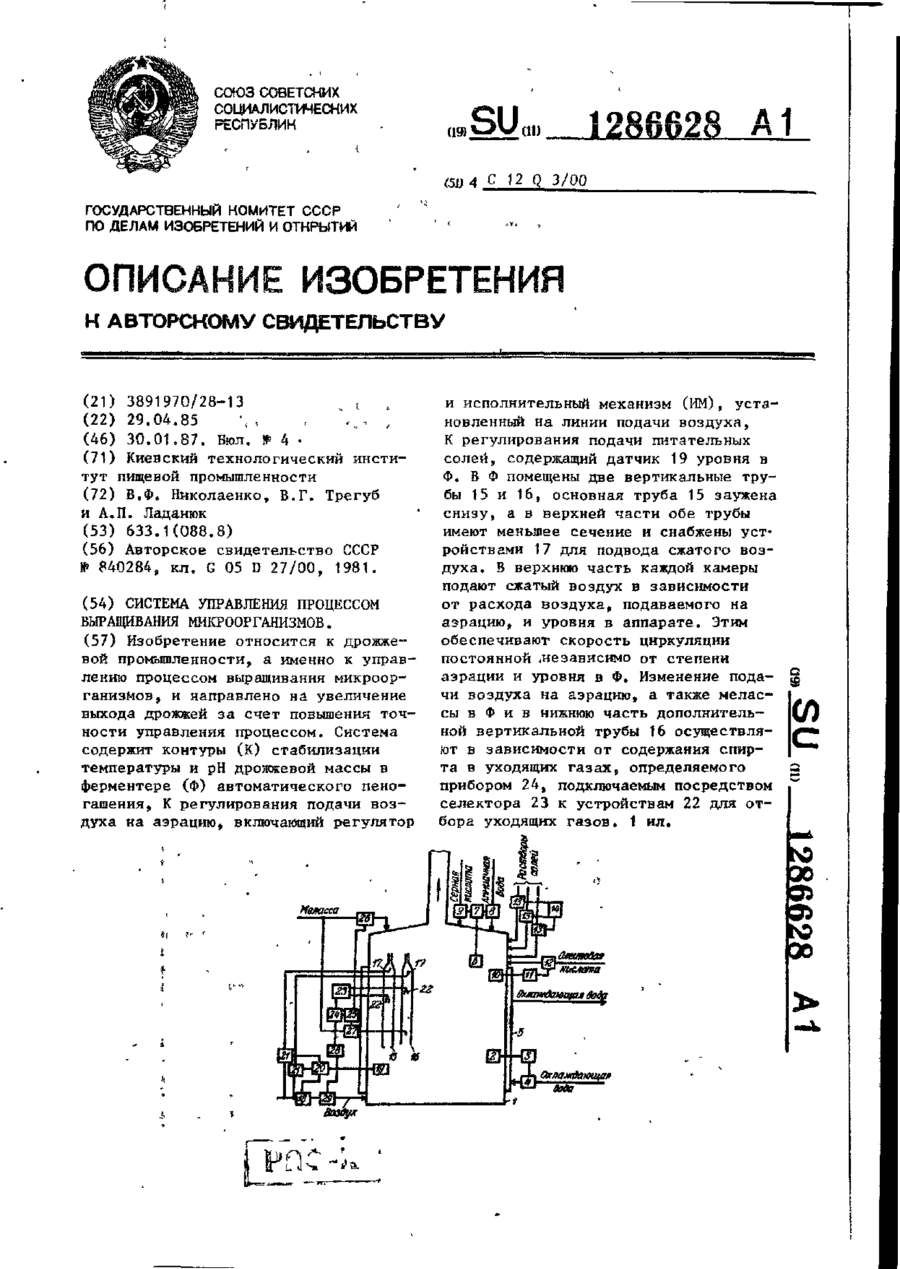
Формула изобретенияСистема управления процессом выращивания микроорганизмов, содержащая контуры стабилизации температуры в ферментерах У рН дрожжевой массы, контур автоматического пеногашения, контур регулирования подачи воздуха на аэрацию, включающий регулятор и исполнительный механизм, установленный на линии подачи воздуха и подачи питательных солей, датчик уровня в ферментере и помещенную в последний вертикальную трубу, верхний...
Система управління процесом очищення поверхні металів катодним розпиленням
Номер патенту: 51903
Опубліковано: 16.12.2002
Автори: Давидов Анатолій Михайлович, Здибель Олександр Станіславович, Пастух Ігор Маркович, Лотоцька Ірина Анатолієвна
МПК: C23C 14/54
Мітки: металів, процесом, поверхні, система, розпиленням, очищення, катодним, управління
Формула / Реферат:
Система управління процесом очищення поверхні металів катодним розпиленням, яка містить пристрій автоматичного керування регульованим джерелом живлення розрядних камер, яка відрізняється тим, що додатково включає блок оптимального регулювання, який містить генератори імпульсів програмованої форми та регульованої постійної напруги, електронні ключі, резисторно-діодні комутаційні лінії, суматор, блок автоматичного відключення, що містить...
Попередній патент: Пристрій для діагностування технічного стану гноєприбирального транспортера з електроприводом в процесі експлуатації
Наступний патент: Установка для отримання силіцію
Випадковий патент: Пристрій для дуоденального зондування