Спосіб абразивної обробки крихких матеріалів
Номер патенту: 92676
Опубліковано: 25.11.2010
Автори: Литвиненко Юрій Михайлович, Січкар Зорислав Васильович, Котенко Валерій Антонович, Мазур Петро Володимирович, Галанов Борис Олександрович, Григор'єв Олег Миколайович
Формула / Реферат
Спосіб абразивної обробки крихких матеріалів, що включає обертання заготовки з крихкого матеріалу, обертання абразивного інструменту, поступальне переміщення заготовки відносно інструменту, нагрівання заготовки і обробку заготовки абразивним інструментом, який відрізняється тим, що нагрівання заготовки проводять до температури, яка на 50-100 °С менше від температури крихко-в'язкого переходу її матеріалу.
Текст
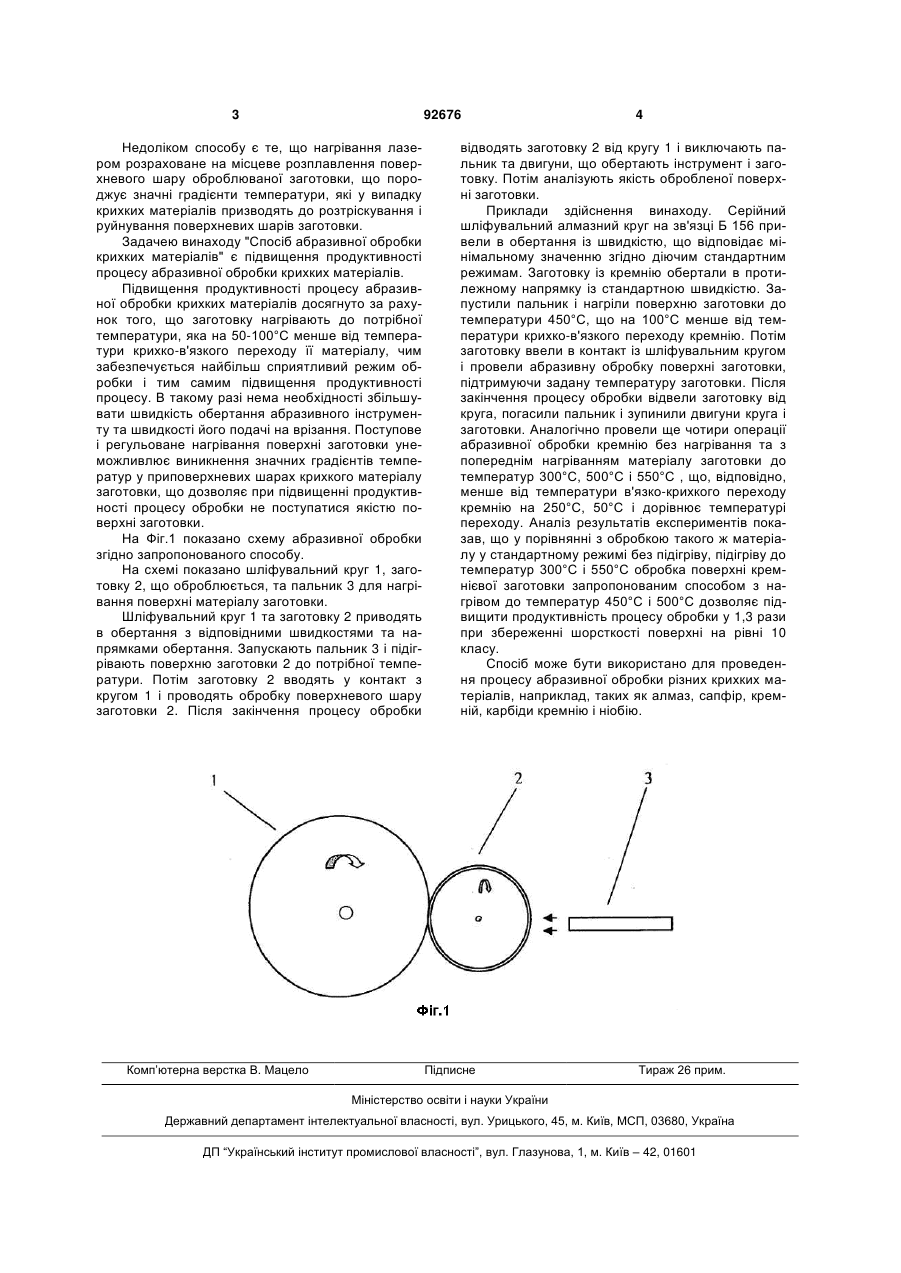
Спосіб абразивної обробки крихких матеріалів, що включає обертання заготовки з крихкого матеріалу, обертання абразивного інструменту, поступальне переміщення заготовки відносно інструменту, нагрівання заготовки і обробку заготовки абразивним інструментом, який відрізняється тим, що нагрівання заготовки проводять до температури, яка на 50-100 °С менше від температури крихко-в'язкого переходу її матеріалу. (19) (21) a200903846 (22) 21.04.2009 (24) 25.11.2010 (46) 25.11.2010, Бюл.№ 22, 2010 р. (72) ГРИГОР'ЄВ ОЛЕГ МИКОЛАЙОВИЧ, ГАЛАНОВ БОРИС ОЛЕКСАНДРОВИЧ, КОТЕНКО ВАЛЕРІЙ АНТОНОВИЧ, МАЗУР ПЕТРО ВОЛОДИМИРОВИЧ, СІЧКАР ЗОРИСЛАВ ВАСИЛЬОВИЧ, ЛИТВИНЕНКО ЮРІЙ МИХАЙЛОВИЧ (73) ІНСТИТУТ ПРОБЛЕМ МАТЕРІАЛОЗНАВСТВА ІМ. І.М.ФРАНЦЕВИЧА НАН УКРАЇНИ (56) JP 63057160 A, 11.03.1988 3 92676 Недоліком способу є те, що нагрівання лазером розраховане на місцеве розплавлення поверхневого шару оброблюваної заготовки, що породжує значні градієнти температури, які у випадку крихких матеріалів призводять до розтріскування і руйнування поверхневих шарів заготовки. Задачею винаходу "Спосіб абразивної обробки крихких матеріалів" є підвищення продуктивності процесу абразивної обробки крихких матеріалів. Підвищення продуктивності процесу абразивної обробки крихких матеріалів досягнуто за рахунок того, що заготовку нагрівають до потрібної температури, яка на 50-100°С менше від температури крихко-в'язкого переходу її матеріалу, чим забезпечується найбільш сприятливий режим обробки і тим самим підвищення продуктивності процесу. В такому разі нема необхідності збільшувати швидкість обертання абразивного інструменту та швидкості його подачі на врізання. Поступове і регульоване нагрівання поверхні заготовки унеможливлює виникнення значних градієнтів температур у приповерхневих шарах крихкого матеріалу заготовки, що дозволяє при підвищенні продуктивності процесу обробки не поступатися якістю поверхні заготовки. На Фіг.1 показано схему абразивної обробки згідно запропонованого способу. На схемі показано шліфувальний круг 1, заготовку 2, що оброблюється, та пальник 3 для нагрівання поверхні матеріалу заготовки. Шліфувальний круг 1 та заготовку 2 приводять в обертання з відповідними швидкостями та напрямками обертання. Запускають пальник 3 і підігрівають поверхню заготовки 2 до потрібної температури. Потім заготовку 2 вводять у контакт з кругом 1 і проводять обробку поверхневого шару заготовки 2. Після закінчення процесу обробки Комп’ютерна верстка В. Мацело 4 відводять заготовку 2 від кругу 1 і виключають пальник та двигуни, що обертають інструмент і заготовку. Потім аналізують якість обробленої поверхні заготовки. Приклади здійснення винаходу. Серійний шліфувальний алмазний круг на зв'язці Б 156 привели в обертання із швидкістю, що відповідає мінімальному значенню згідно діючим стандартним режимам. Заготовку із кремнію обертали в протилежному напрямку із стандартною швидкістю. Запустили пальник і нагріли поверхню заготовки до температури 450°С, що на 100°С менше від температури крихко-в'язкого переходу кремнію. Потім заготовку ввели в контакт із шліфувальним кругом і провели абразивну обробку поверхні заготовки, підтримуючи задану температуру заготовки. Після закінчення процесу обробки відвели заготовку від круга, погасили пальник і зупинили двигуни круга і заготовки. Аналогічно провели ще чотири операції абразивної обробки кремнію без нагрівання та з попереднім нагріванням матеріалу заготовки до температур 300°С, 500°С і 550°С , що, відповідно, менше від температури в'язко-крихкого переходу кремнію на 250°С, 50°С і дорівнює температурі переходу. Аналіз результатів експериментів показав, що у порівнянні з обробкою такого ж матеріалу у стандартному режимі без підігріву, підігріву до температур 300°С і 550°С обробка поверхні кремнієвої заготовки запропонованим способом з нагрівом до температур 450°С і 500°С дозволяє підвищити продуктивність процесу обробки у 1,3 рази при збереженні шорсткості поверхні на рівні 10 класу. Спосіб може бути використано для проведення процесу абразивної обробки різних крихких матеріалів, наприклад, таких як алмаз, сапфір, кремній, карбіди кремнію і ніобію. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of abrasive machining brittle materials
Автори англійськоюHryhoriev Oleh Mykolaiovych, Halanov Borys Oleksandrovych, Kotenko Valerii Antonovych, Mazur Petro Volodymyrovych, Sichkar Zoryslav Vasyliovych, Lytvynenko Yurii Mykhailovych
Назва патенту російськоюСпособ абразивной обработки хрупких материалов
Автори російськоюГригорьев Олег Николаевич, Галанов Борис Александрович, Котенко Валерий Антонович, Мазур Петр Владимирович, Сичкарь Зорислав Васильевич, Литвиненко Юрий Михайлович
МПК / Мітки
МПК: B24B 1/00
Мітки: обробки, крихких, матеріалів, спосіб, абразивної
Код посилання
<a href="https://ua.patents.su/2-92676-sposib-abrazivno-obrobki-krikhkikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб абразивної обробки крихких матеріалів</a>
Технологічна рідина для абразивної обробки композиційних метало- та мінералокерамічних матеріалів

Номер патенту: 19438
Опубліковано: 15.12.2006
Автори: Ситник Борис Васильович, Лавріненко Валерій Іванович, Скрябін Валерій Олексійович, Лещук Ірина Венедиктовна
МПК: C10M 173/02
Мітки: мінералокерамічних, метало, матеріалів, обробки, абразивної, технологічна, композиційних, рідина
Формула / Реферат:
(21) u 2006 06931 (57) Технологічна рідина для абразивної обробки композиційних метало- та мінералокерамічних матеріалів, що містить водні розчини амонію сірчанокислого та нітриту натрію, яка відрізняється тим, що вона додатково містить анодно активовану ОН іонами воду при наступному співвідношенні компонентів, (мас. %): амоній сірчанокислий (NН4)2SO4 0,05...0,15 нітрит...
Тверде мастило для алмазно-абразивної обробки інструментальних матеріалів
Номер патенту: 34193
Опубліковано: 25.07.2008
Автори: Пономаренко Ірина Пилипівна, Смоквина Володимир Віталійович, Лавріненко Валерій Іванович, Бровченко Анатолій Михайлович, Волошина Віра Григорівна
МПК: C10M 159/00
Мітки: алмазно-абразивної, тверде, обробки, матеріалів, мастило, інструментальних
Формула / Реферат:
Тверде мастило для алмазно-абразивної обробки інструментальних матеріалів на основі воску та олеїнової кислоти, яке відрізняється тим, що додатково містить графітол при такому співвідношенні компонентів, мас. %: віск 48 графітол 50 олеїнова кислота 2.
Відцентровий стенд для випробування на розтягання зразків крихких гірських порід та інших крихких матеріалів
Номер патенту: 52493
Опубліковано: 25.08.2010
Автор: Колодій Марина Анатоліївна
МПК: G01N 3/08
Мітки: стенд, порід, інших, матеріалів, гірських, крихких, відцентровий, випробування, розтягання, зразків
Формула / Реферат:
1. Відцентровий стенд для випробування на розтягання зразків крихких гірських порід та інших крихких матеріалів, що включає вертикальний вал в підшипниках, який несе обертову платформу з касетою та випробовуваним зразком одним чи кількома, розташовану в вакуумній камері, привід обертання платформи, обмежувач амплітуди та демпфер коливань обертової платформи, системи: змащування підшипників, вакуумну та керування розгоном обертових зразків,...
Пристрій для обробки крихких матеріалів
Номер патенту: 66271
Опубліковано: 16.10.2006
Автори: Жуйков Юрій Іванович, Меньшов Юрій Григорович
МПК: B28D 7/00, B24B 55/00
Мітки: обробки, крихких, пристрій, матеріалів
Формула / Реферат:
Винахід стосується одержання гумінових кислот і може бути використаний при одержанні добрив, а також у промисловості як компонент бурильних розчинів, як барвник деревини, інгібітору корозії і накипу і т.д.Гумінові речовини надзвичайно широко розповсюджені в природі і складають основну, а іноді переважну частину каустобіолітів вугільного ряду (горючі сланці, викопне вугілля, торф) і природних гумітів (ґрунтів, торфу, бурого й окисненого...
Спосіб визначення температуропровідності крихких неметалевих матеріалів
Номер патенту: 89253
Опубліковано: 11.01.2010
Автор: Маслов Володимир Петрович
МПК: G01N 3/00, G01N 25/18
Мітки: спосіб, температуропровідності, матеріалів, неметалевих, визначення, крихких
Формула / Реферат:
Спосіб визначення температуропровідності крихких неметалевих матеріалів, що включає вимірювання фізичних величин матеріалів та визначення їх температуропровідності шляхом розрахунку, який відрізняється тим, що попередньо вибирають еталонний матеріал з відомою температуропровідністю аеm, зблоковують пластини з еталонного матеріалу та з досліджуваного матеріалу, разом полірують одну поверхню зблокованих пластин, а потім вимірюють залишкову...
Попередній патент: Гідравлічний двигун-таран
Наступний патент: Спосіб тангенціального висічення пігментних невусів за могиляком о.і.
Випадковий патент: Пристрій для виготовлення розплаву чавуну інжекцією дрібного вугілля у плавильний газогенератор і спосіб застосування цього пристрою