Цифровий друк зв’язуючим

Формула / Реферат
1. Спосіб формування друкованого цифровим способом зображення (Р) за допомогою кольорових пігментів (12) на поверхні (2) будівельної панелі (1), що включає в себе етапи, на яких:
- розсіюють сухі кольорові пігменти (12) на поверхні (2);
- зв'язують частину сухих кольорових пігментів з поверхнею (2);
- видаляють незв'язані сухі кольорові пігменти з поверхні таким чином, що за допомогою зв'язаних сухих кольорових пігментів (12) формується створене цифровим способом зображення (Р); і
- прикладають тепло і тиск до поверхні (2) будівельної панелі (1),
при цьому етап зв'язування згаданої частини сухих кольорових пігментів з поверхнею (2) включає в себе нанесення рідкої речовини (11) за допомогою цифрової головки (30) для нанесення покриття.
2. Спосіб за п. 1, в якому сухі кольорові пігменти (12) зв'язують зі зв'язуючим на поверхні (2) будівельної панелі (1).
3. Спосіб за п. 1, в якому сухі кольорові пігменти (12) змішують зі зв'язуючим.
4. Спосіб за п. 2 або 3, в якому зв'язуюче містить термореактивну смолу.
5. Спосіб за п. 2 або 3, в якому зв'язуюче містить термопластичну смолу.
6. Спосіб за будь-яким з пп. 2-5, в якому зв'язуюче є порошком.
7. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) будівельної панелі (1) містить термореактивну смолу.
8. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) будівельної панелі (1) містить шар порошку.
9. Спосіб за будь-яким з попередніх пунктів, в якому будівельна панель (1) є панеллю підлоги.
10. Спосіб за будь-яким з попередніх пунктів, в якому будівельна панель (1) є панеллю стіни або компонентом меблів.
11. Спосіб за будь-яким з попередніх пунктів, в якому сухі кольорові пігменти (12) видаляють потоком повітря.
12. Спосіб за п. 1, в якому рідка речовина (11) є речовиною на водній основі.
13. Обладнання для забезпечення цифрового зображення (Р) на будівельній панелі (1), причому це обладнання містить цифрову головку (30) для нанесення покриття, блок (27) розсіювання порошку і систему (28) видалення порошку, при цьому цифрова головка (30) для нанесення покриття виконана з можливістю нанесення рідкої речовини (11) на панель для зв'язування частини порошку з панеллю, блок (27) розсіювання порошку виконаний з можливістю нанесення шару порошку, який містить кольорові пігменти (12), на поверхню будівельної панелі, а блок (28) видалення порошку виконаний з можливістю видалення незв'язаного порошку з панелі (1), і при цьому обладнання додатково містить блок пресування, виконаний з можливістю прикладання тепла і тиску до панелі (1).
Текст
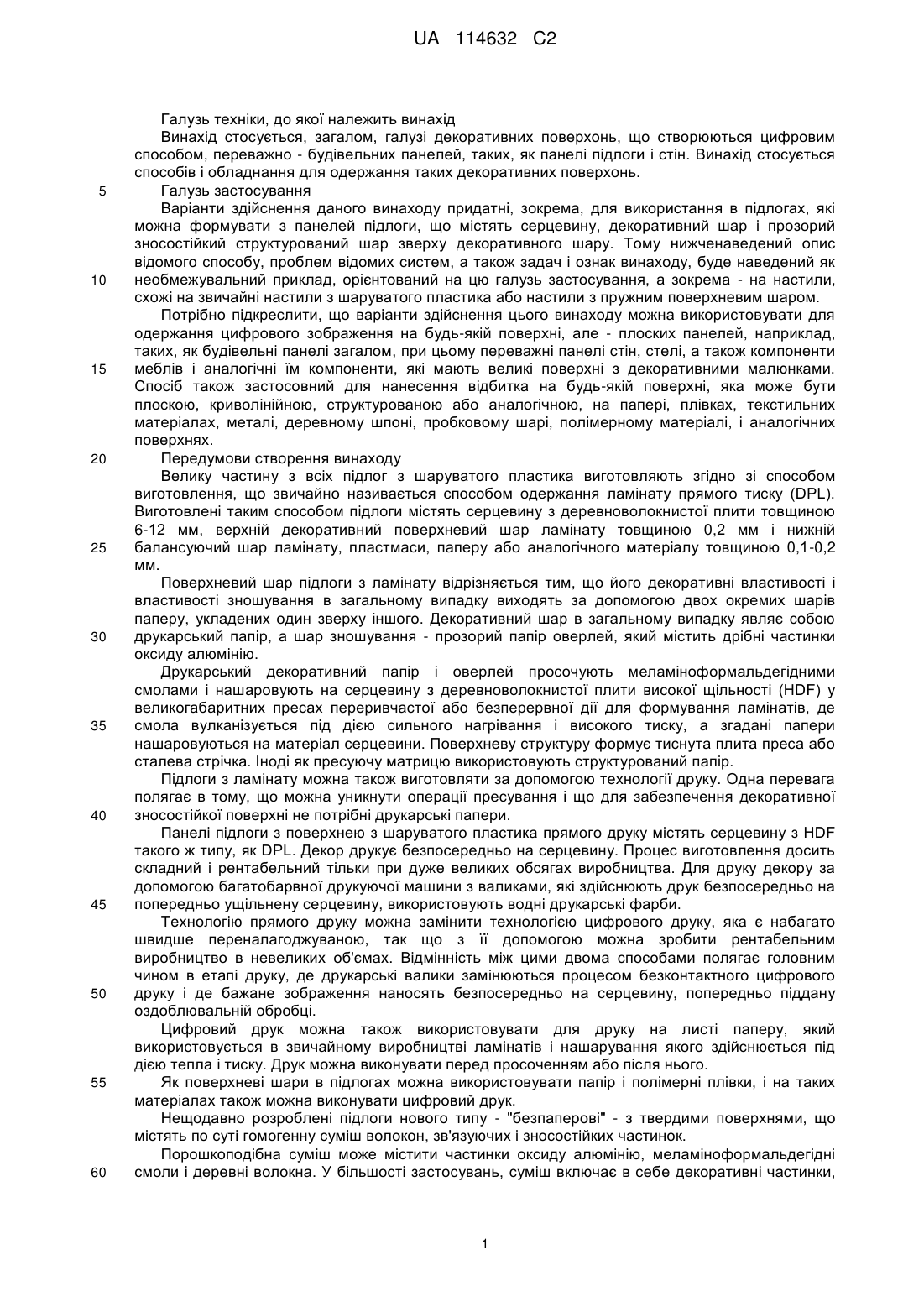
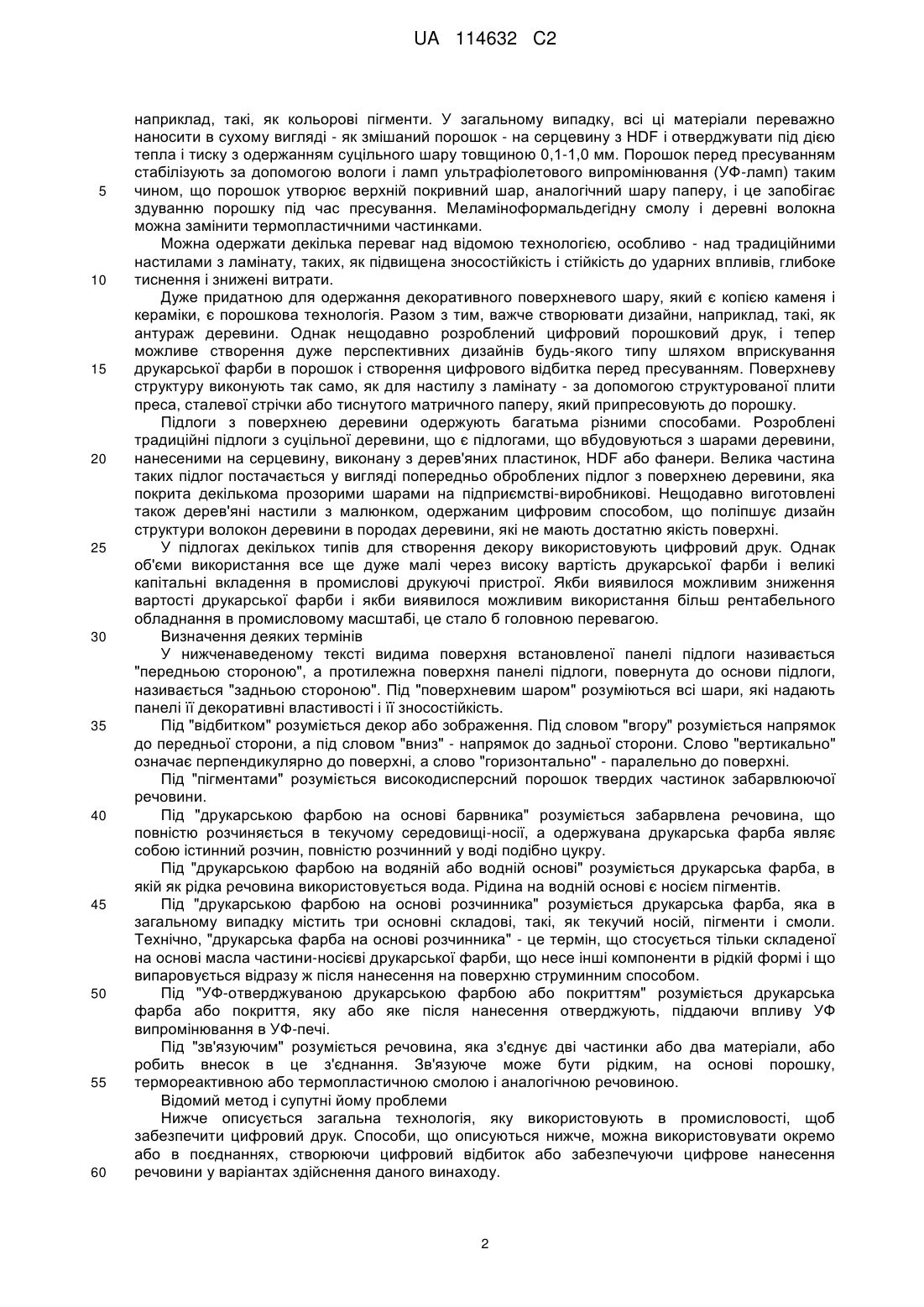
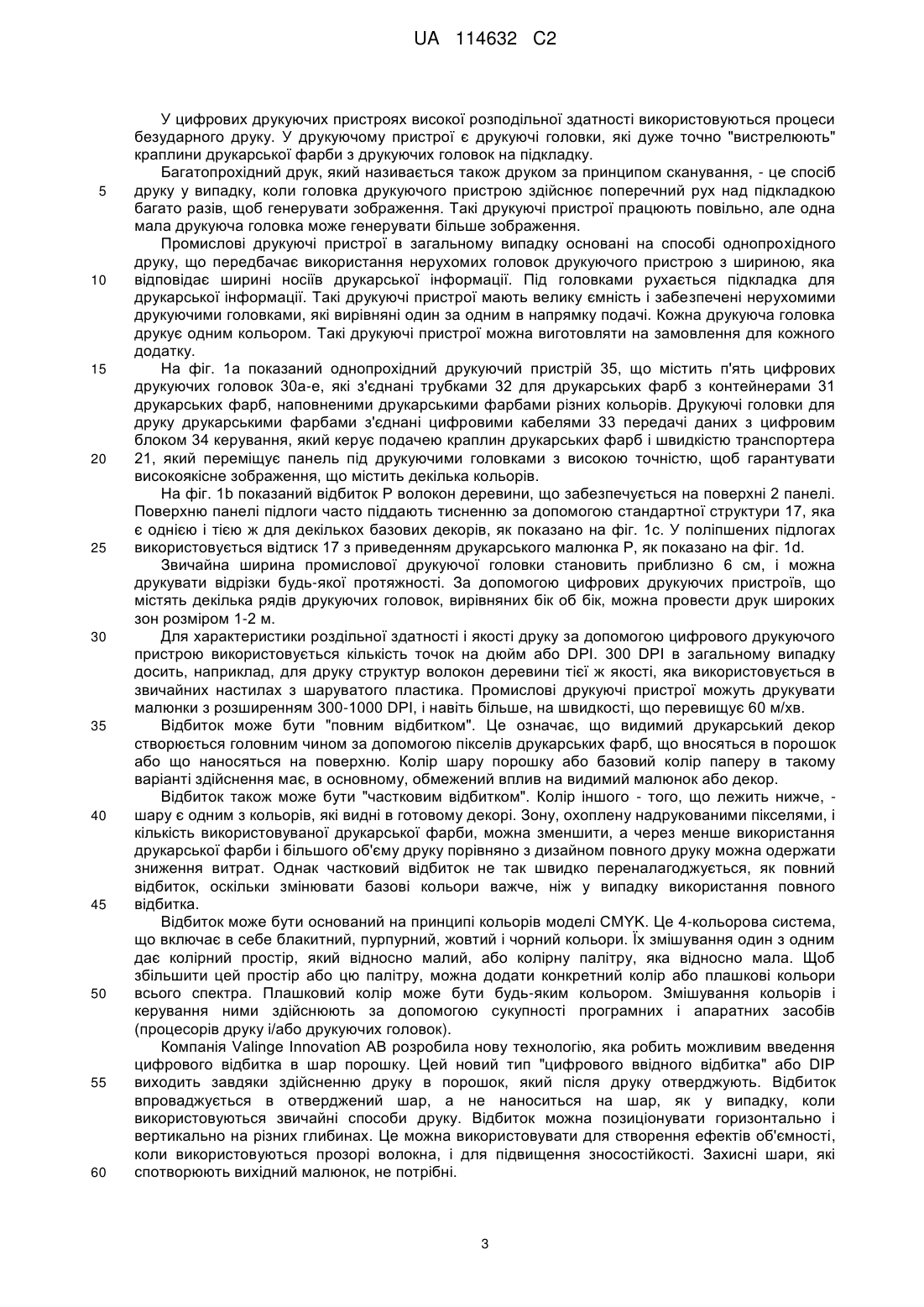
Реферат: Винахід стосується способу і обладнання для формування цифрового зображення за допомогою нанесення шару порошку, що містить кольорові пігменти, на поверхні, зв'язування частини порошку і видалення незв'язаного порошку з поверхні. UA 114632 C2 (12) UA 114632 C2 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої належить винахід Винахід стосується, загалом, галузі декоративних поверхонь, що створюються цифровим способом, переважно - будівельних панелей, таких, як панелі підлоги і стін. Винахід стосується способів і обладнання для одержання таких декоративних поверхонь. Галузь застосування Варіанти здійснення даного винаходу придатні, зокрема, для використання в підлогах, які можна формувати з панелей підлоги, що містять серцевину, декоративний шар і прозорий зносостійкий структурований шар зверху декоративного шару. Тому нижченаведений опис відомого способу, проблем відомих систем, а також задач і ознак винаходу, буде наведений як необмежувальний приклад, орієнтований на цю галузь застосування, а зокрема - на настили, схожі на звичайні настили з шаруватого пластика або настили з пружним поверхневим шаром. Потрібно підкреслити, що варіанти здійснення цього винаходу можна використовувати для одержання цифрового зображення на будь-якій поверхні, але - плоских панелей, наприклад, таких, як будівельні панелі загалом, при цьому переважні панелі стін, стелі, а також компоненти меблів і аналогічні їм компоненти, які мають великі поверхні з декоративними малюнками. Спосіб також застосовний для нанесення відбитка на будь-якій поверхні, яка може бути плоскою, криволінійною, структурованою або аналогічною, на папері, плівках, текстильних матеріалах, металі, деревному шпоні, пробковому шарі, полімерному матеріалі, і аналогічних поверхнях. Передумови створення винаходу Велику частину з всіх підлог з шаруватого пластика виготовляють згідно зі способом виготовлення, що звичайно називається способом одержання ламінату прямого тиску (DPL). Виготовлені таким способом підлоги містять серцевину з деревноволокнистої плити товщиною 6-12 мм, верхній декоративний поверхневий шар ламінату товщиною 0,2 мм і нижній балансуючий шар ламінату, пластмаси, паперу або аналогічного матеріалу товщиною 0,1-0,2 мм. Поверхневий шар підлоги з ламінату відрізняється тим, що його декоративні властивості і властивості зношування в загальному випадку виходять за допомогою двох окремих шарів паперу, укладених один зверху іншого. Декоративний шар в загальному випадку являє собою друкарський папір, а шар зношування - прозорий папір оверлей, який містить дрібні частинки оксиду алюмінію. Друкарський декоративний папір і оверлей просочують меламіноформальдегідними смолами і нашаровують на серцевину з деревноволокнистої плити високої щільності (HDF) у великогабаритних пресах переривчастої або безперервної дії для формування ламінатів, де смола вулканізується під дією сильного нагрівання і високого тиску, а згадані папери нашаровуються на матеріал серцевини. Поверхневу структуру формує тиснута плита преса або сталева стрічка. Іноді як пресуючу матрицю використовують структурований папір. Підлоги з ламінату можна також виготовляти за допомогою технології друку. Одна перевага полягає в тому, що можна уникнути операції пресування і що для забезпечення декоративної зносостійкої поверхні не потрібні друкарські папери. Панелі підлоги з поверхнею з шаруватого пластика прямого друку містять серцевину з HDF такого ж типу, як DPL. Декор друкує безпосередньо на серцевину. Процес виготовлення досить складний і рентабельний тільки при дуже великих обсягах виробництва. Для друку декору за допомогою багатобарвної друкуючої машини з валиками, які здійснюють друк безпосередньо на попередньо ущільнену серцевину, використовують водні друкарські фарби. Технологію прямого друку можна замінити технологією цифрового друку, яка є набагато швидше переналагоджуваною, так що з її допомогою можна зробити рентабельним виробництво в невеликих об'ємах. Відмінність між цими двома способами полягає головним чином в етапі друку, де друкарські валики замінюються процесом безконтактного цифрового друку і де бажане зображення наносять безпосередньо на серцевину, попередньо піддану оздоблювальній обробці. Цифровий друк можна також використовувати для друку на листі паперу, який використовується в звичайному виробництві ламінатів і нашарування якого здійснюється під дією тепла і тиску. Друк можна виконувати перед просоченням або після нього. Як поверхневі шари в підлогах можна використовувати папір і полімерні плівки, і на таких матеріалах також можна виконувати цифровий друк. Нещодавно розроблені підлоги нового типу - "безпаперові" - з твердими поверхнями, що містять по суті гомогенну суміш волокон, зв'язуючих і зносостійких частинок. Порошкоподібна суміш може містити частинки оксиду алюмінію, меламіноформальдегідні смоли і деревні волокна. У більшості застосувань, суміш включає в себе декоративні частинки, 1 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 60 наприклад, такі, як кольорові пігменти. У загальному випадку, всі ці матеріали переважно наносити в сухому вигляді - як змішаний порошок - на серцевину з HDF і отверджувати під дією тепла і тиску з одержанням суцільного шару товщиною 0,1-1,0 мм. Порошок перед пресуванням стабілізують за допомогою вологи і ламп ультрафіолетового випромінювання (УФ-ламп) таким чином, що порошок утворює верхній покривний шар, аналогічний шару паперу, і це запобігає здуванню порошку під час пресування. Меламіноформальдегідну смолу і деревні волокна можна замінити термопластичними частинками. Можна одержати декілька переваг над відомою технологією, особливо - над традиційними настилами з ламінату, таких, як підвищена зносостійкість і стійкість до ударних впливів, глибоке тиснення і знижені витрати. Дуже придатною для одержання декоративного поверхневого шару, який є копією каменя і кераміки, є порошкова технологія. Разом з тим, важче створювати дизайни, наприклад, такі, як антураж деревини. Однак нещодавно розроблений цифровий порошковий друк, і тепер можливе створення дуже перспективних дизайнів будь-якого типу шляхом вприскування друкарської фарби в порошок і створення цифрового відбитка перед пресуванням. Поверхневу структуру виконують так само, як для настилу з ламінату - за допомогою структурованої плити преса, сталевої стрічки або тиснутого матричного паперу, який припресовують до порошку. Підлоги з поверхнею деревини одержують багатьма різними способами. Розроблені традиційні підлоги з суцільної деревини, що є підлогами, що вбудовуються з шарами деревини, нанесеними на серцевину, виконану з дерев'яних пластинок, HDF або фанери. Велика частина таких підлог постачається у вигляді попередньо оброблених підлог з поверхнею деревини, яка покрита декількома прозорими шарами на підприємстві-виробникові. Нещодавно виготовлені також дерев'яні настили з малюнком, одержаним цифровим способом, що поліпшує дизайн структури волокон деревини в породах деревини, які не мають достатню якість поверхні. У підлогах декількох типів для створення декору використовують цифровий друк. Однак об'єми використання все ще дуже малі через високу вартість друкарської фарби і великі капітальні вкладення в промислові друкуючі пристрої. Якби виявилося можливим зниження вартості друкарської фарби і якби виявилося можливим використання більш рентабельного обладнання в промисловому масштабі, це стало б головною перевагою. Визначення деяких термінів У нижченаведеному тексті видима поверхня встановленої панелі підлоги називається "передньою стороною", а протилежна поверхня панелі підлоги, повернута до основи підлоги, називається "задньою стороною". Під "поверхневим шаром" розуміються всі шари, які надають панелі її декоративні властивості і її зносостійкість. Під "відбитком" розуміється декор або зображення. Під словом "вгору" розуміється напрямок до передньої сторони, а під словом "вниз" - напрямок до задньої сторони. Слово "вертикально" означає перпендикулярно до поверхні, а слово "горизонтально" - паралельно до поверхні. Під "пігментами" розуміється високодисперсний порошок твердих частинок забарвлюючої речовини. Під "друкарською фарбою на основі барвника" розуміється забарвлена речовина, що повністю розчиняється в текучому середовищі-носії, а одержувана друкарська фарба являє собою істинний розчин, повністю розчинний у воді подібно цукру. Під "друкарською фарбою на водяній або водній основі" розуміється друкарська фарба, в якій як рідка речовина використовується вода. Рідина на водній основі є носієм пігментів. Під "друкарською фарбою на основі розчинника" розуміється друкарська фарба, яка в загальному випадку містить три основні складові, такі, як текучий носій, пігменти і смоли. Технічно, "друкарська фарба на основі розчинника" - це термін, що стосується тільки складеної на основі масла частини-носієві друкарської фарби, що несе інші компоненти в рідкій формі і що випаровується відразу ж після нанесення на поверхню струминним способом. Під "УФ-отверджуваною друкарською фарбою або покриттям" розуміється друкарська фарба або покриття, яку або яке після нанесення отверджують, піддаючи впливу УФ випромінювання в УФ-печі. Під "зв'язуючим" розуміється речовина, яка з'єднує дві частинки або два матеріали, або робить внесок в це з'єднання. Зв'язуюче може бути рідким, на основі порошку, термореактивною або термопластичною смолою і аналогічною речовиною. Відомий метод і супутні йому проблеми Нижче описується загальна технологія, яку використовують в промисловості, щоб забезпечити цифровий друк. Способи, що описуються нижче, можна використовувати окремо або в поєднаннях, створюючи цифровий відбиток або забезпечуючи цифрове нанесення речовини у варіантах здійснення даного винаходу. 2 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 60 У цифрових друкуючих пристроях високої розподільної здатності використовуються процеси безударного друку. У друкуючому пристрої є друкуючі головки, які дуже точно "вистрелюють" краплини друкарської фарби з друкуючих головок на підкладку. Багатопрохідний друк, який називається також друком за принципом сканування, - це спосіб друку у випадку, коли головка друкуючого пристрою здійснює поперечний рух над підкладкою багато разів, щоб генерувати зображення. Такі друкуючі пристрої працюють повільно, але одна мала друкуюча головка може генерувати більше зображення. Промислові друкуючі пристрої в загальному випадку основані на способі однопрохідного друку, що передбачає використання нерухомих головок друкуючого пристрою з шириною, яка відповідає ширині носіїв друкарської інформації. Під головками рухається підкладка для друкарської інформації. Такі друкуючі пристрої мають велику ємність і забезпечені нерухомими друкуючими головками, які вирівняні один за одним в напрямку подачі. Кожна друкуюча головка друкує одним кольором. Такі друкуючі пристрої можна виготовляти на замовлення для кожного додатку. На фіг. 1a показаний однопрохідний друкуючий пристрій 35, що містить п'ять цифрових друкуючих головок 30a-e, які з'єднані трубками 32 для друкарських фарб з контейнерами 31 друкарських фарб, наповненими друкарськими фарбами різних кольорів. Друкуючі головки для друку друкарськими фарбами з'єднані цифровими кабелями 33 передачі даних з цифровим блоком 34 керування, який керує подачею краплин друкарських фарб і швидкістю транспортера 21, який переміщує панель під друкуючими головками з високою точністю, щоб гарантувати високоякісне зображення, що містить декілька кольорів. На фіг. 1b показаний відбиток Р волокон деревини, що забезпечується на поверхні 2 панелі. Поверхню панелі підлоги часто піддають тисненню за допомогою стандартної структури 17, яка є однією і тією ж для декількох базових декорів, як показано на фіг. 1c. У поліпшених підлогах використовується відтиск 17 з приведенням друкарського малюнка Р, як показано на фіг. 1d. Звичайна ширина промислової друкуючої головки становить приблизно 6 см, і можна друкувати відрізки будь-якої протяжності. За допомогою цифрових друкуючих пристроїв, що містять декілька рядів друкуючих головок, вирівняних бік об бік, можна провести друк широких зон розміром 1-2 м. Для характеристики роздільної здатності і якості друку за допомогою цифрового друкуючого пристрою використовується кількість точок на дюйм або DPI. 300 DPI в загальному випадку досить, наприклад, для друку структур волокон деревини тієї ж якості, яка використовується в звичайних настилах з шаруватого пластика. Промислові друкуючі пристрої можуть друкувати малюнки з розширенням 300-1000 DPI, і навіть більше, на швидкості, що перевищує 60 м/хв. Відбиток може бути "повним відбитком". Це означає, що видимий друкарський декор створюється головним чином за допомогою пікселів друкарських фарб, що вносяться в порошок або що наносяться на поверхню. Колір шару порошку або базовий колір паперу в такому варіанті здійснення має, в основному, обмежений вплив на видимий малюнок або декор. Відбиток також може бути "частковим відбитком". Колір іншого - того, що лежить нижче, шару є одним з кольорів, які видні в готовому декорі. Зону, охоплену надрукованими пікселями, і кількість використовуваної друкарської фарби, можна зменшити, а через менше використання друкарської фарби і більшого об'єму друку порівняно з дизайном повного друку можна одержати зниження витрат. Однак частковий відбиток не так швидко переналагоджується, як повний відбиток, оскільки змінювати базові кольори важче, ніж у випадку використання повного відбитка. Відбиток може бути оснований на принципі кольорів моделі CMYK. Це 4-кольорова система, що включає в себе блакитний, пурпурний, жовтий і чорний кольори. Їх змішування один з одним дає колірний простір, який відносно малий, або колірну палітру, яка відносно мала. Щоб збільшити цей простір або цю палітру, можна додати конкретний колір або плашкові кольори всього спектра. Плашковий колір може бути будь-яким кольором. Змішування кольорів і керування ними здійснюють за допомогою сукупності програмних і апаратних засобів (процесорів друку і/або друкуючих головок). Компанія Valinge Innovation AB розробила нову технологію, яка робить можливим введення цифрового відбитка в шар порошку. Цей новий тип "цифрового ввідного відбитка" або DIP виходить завдяки здійсненню друку в порошок, який після друку отверджують. Відбиток впроваджується в отверджений шар, а не наноситься на шар, як у випадку, коли використовуються звичайні способи друку. Відбиток можна позиціонувати горизонтально і вертикально на різних глибинах. Це можна використовувати для створення ефектів об'ємності, коли використовуються прозорі волокна, і для підвищення зносостійкості. Захисні шари, які спотворюють вихідний малюнок, не потрібні. 3 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 Спосіб DIP можна використовувати у всіх матеріалах на основі порошку, які можна отверджувати після друку. Разом з тим, спосіб DIP виявляється особливо придатним до використання, коли порошок містить суміш деревних волокон, малих жорстких частинок і меламіноформальдегідної смоли. Поверхневий шар також може містити термопластичний матеріал, наприклад, частинки вінілу, які наносять на підкладку у вигляді порошку. Це забезпечує введення відбитка в частинки порошку вінілу. Навіть в таких матеріалах можна досягнути поліпшеного дизайну і підвищеної зносостійкості. Для одержання високої якості друку і високої швидкості друку в шарах на основі порошків й інших вищеописаних шарах, доводиться використовувати придатну головку друкуючого пристрою. Головка друкуючого пристрою має декілька малих сопел, які можуть керовано "вистрелювати" краплини друкарських фарб ("Drop on demond" - DOD - технологія струминного друку з дозуванням фарби). Об'єм кожної краплини можна змінювати залежно від типу друкарської фарби і типу головки, звичайно - в діапазоні від 1 до 100 піколітрів. Можна виконати друкуючі головки, які зможуть "вистрелювати" краплини більшого об'єму - аж до величини більше 200 піколітрів. Деякі головки друкуючих пристроїв можуть "вистрелювати" краплини різних об'ємів і здатні друкувати в межах напівтонової шкали. Інші головки можуть "вистрелювати" тільки краплини одного - фіксованого - об'єму. Для вистрелювання краплин з сопла можна використовувати різні технології. Технологія головок термодрукуючих пристроїв передбачає використання картриджів для друку з рядом мініатюрних камер, кожна з яких містить нагрівник, причому всі вони створені за допомогою фотолітографії. Щоб відбувався викид краплини з кожної камери, через нагрівальний елемент пропускають імпульс струму, що спричиняє швидке випаровування друкарської фарби в камері з утворенням пухирця, що обумовлює велике підвищення тиску, що просуває краплину друкарської фарби через сопло до підкладки. У більшості споживчих струминних друкуючих пристроїв від таких компаній, як Canon, Hewlett-Packard і Lexmark, використовуються головки термодрукуючих пристроїв. У більшості головок комерційних і промислових струминних друкуючих пристроїв і деяких споживчих друкуючих пристроях, таких, як що виготовляються компанією Epson, використовується технологія головок п'єзоелектричних друкуючих пристроїв. Замість нагрівального елемента, в наповненій друкарською фарбою камері позаду кожного сопла використовується п'єзоелектричний матеріал. Коли прикладається напруга, п'єзоелектричний матеріал вимірює форму, що приводить до генерування імпульсу тиску в текучому середовищі, що виштовхує краплину друкарської фарби з сопла. П'єзоелектричний струминний друк (що називається також струминним п'єзодруком) забезпечує використання ширшої номенклатури друкарських фарб, ніж струминний термодрук, оскільки не висувається вимога наявності леткого компонента і питання про когації не виникає. Можна використовувати друкарські фарби множини типів, такі, як друкарські фарби на основі барвників, друкарські фарби на основі розчинників, латексні друкарські фарби або УФ-отверджувані друкарські фарби. Друкарські фарби на основі пігментів в загальному випадку окремо змішуються одна з одною за рахунок використання кольорових пігментів і декількох хімічних речовин. Пігмент - це високодисперсний порошок твердих частинок забарвлюючої речовини, які суспендовані або дисперговані по всій рідині-носієві. Пігменти, які використовуються в друкарській фарбі для цифрового друку, мають середній розмір частинок 0,1 мікрона. Звичайний розмір сопел становить приблизно 20 мікронів, і це означає, що частинка пігменту має досить місця, щоб пройти по каналах сопла в друкуючій головці. Сопла як і раніше будуть блокуватися самою друкарською фарбою і пігментами, які утворюють скупчення частинок. Високоякісна пігментна друкарська фарба повинна підтримувати пігмент, суспендований в текучому середовищі-носії, протягом тривалого періоду часу. Це важко виконати, зокрема - при низькій в'язкості, яка потрібні для прийнятного функціонування друкуючих головок. Пігменти мають природну схильність до осідання і випадання в осад в рідині-носії. У високоякісній пігментній друкарській фарбі осідання пігменту звичайно відбуватися не повинне. Особливо придатними є друкарські фарби на водній основі, які містять кольорові пігменти, і вони можуть забезпечити рентабельний спосіб друку з високою якістю в багатьох різних матеріалах. Пігментні друкарські фарби в загальному випадку є більш світлостійкими і більш стійкими до втрати первинних властивостей, ніж друкарські фарби на основі барвників. Пігменти не липнуть до поверхні. Вони аналогічні частинкам піску і можуть бути легко видалені з більшості сухих поверхонь. Тому, щоб забезпечити спеціальну друкарську фарбу і властивості друку, текуче середовище-носій на водній основі в загальному випадку змішують з малими кількостями інших добавок, таких, як зв'язуючі, які забезпечують адгезію пігментів до 4 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхні, збільшення розмірів растрових точок, рівень pH, формування краплин, боротьбу з корозією друкуючої головки, стійкість до втрати первинних властивостей фарби, і т. д. Кольорові пігменти як такі досить конкурентоздатні по ціні, але виробництво пігментних друкарських фарб й інших друкарських фарб для цифрових друкуючих пристроїв є дуже складним і дорогим, а це приводить до високої вартості друкарської фарби, яка знаходиться звичайно в діапазоні приблизно 100 євро/літр. Одним літром друкарської фарби можна 2 здійснити друк приблизно на 100 м покриття, якщо наносять високоякісний відбиток, і це 2 приводить до витрат 1 євро/м . Витрати на поверхні підлог, що одержуються способом звичайного друку у випадку використання друкарських циліндрів, становлять лише 10 % витрат на поверхні підлог, які одержуються способом цифрового друку. Цифрові струминні друкуючі пристрої передбачають використання безконтактного способу нанесення друкарської фарби на поверхню. Разом з тим, лазерний друк оснований на контактному способі, в якому промінь лазера проектує зображення на електрично заряджений обертовий барабан. Тоді сухі частинки друкарської фарби, які звичайно називаються тонером, електростатично вловлюються зарядженими зонами барабана. Друкарська фарба містить дрібні частинки сухого порошку пластмаси з сажею або забарвлюючими агентами. Матеріал термореактивної пластмаси діє як зв'язуюче. Барабан друкує зображення на папері за рахунок безпосереднього контакту або нагрівання, який приводить до злиття друкарської фарби з папером за допомогою зв'язування порошку пластмаси з папером. Кольорові лазерні принтери передбачають використання принципу кольорів моделі CMYK за допомогою кольорової сухої друкарської фарби, в типовому випадку - таких кольорів, як блакитний, пурпурний, жовтий і чорний, які змішують, щоб забезпечити високоякісне кольорове зображення. Лазерна технологія з ударним способом не використовується для друку на плоских поверхнях панелей, таких, як поверхні панелей підлоги. Вищевикладений опис різних відомих аспектів являє собою їх характеристику заявником, а не допущення, що відомого рівня техніки стосуються будь-які відомості з вищевикладеного опису. Деякі з вищеописаних технологій відомі і використовуються окремо, але не у всіх вищеописаних поєднаннях і не всіма вищеописаними способами. На закінчення, потрібно згадати, що цифровий друк є дуже швидко переналагодженим способом, але його не можна використовувати повністю через високу вартість друкарської фарби. Витрати обумовлюються головним чином необхідністю подрібнення кольорових пігментів до чітко визначених дуже дрібних частинок і диспергування цих частинок по всьому текучому середовищі-носієві. Якби можна було створювати цифрові зображення за допомогою друкарської фарби, яка не містить кольорові пігменти або кольорові речовини, це стало б головною перевагою. Для одержання переваг, пов'язаних з можливістю швидко переналагоджуваного створення зображення з високим розширенням, використовують тільки цифрову технологію нанесення. Разом з тим, не повністю використовуються або не розроблені інші аспекти цієї технології, пов'язані головним чином з можливістю дуже точного нанесення рідкої речовини безконтактним способом. Відомо, що порошок, що наноситься на рідку речовину, можна використовувати для створення підвищених ділянок або зображення головним чином на паперовій підкладці, і що рідку речовину можна наносити цифровим способом за допомогою струминного друку. У US 3083116 описаний порошок для друку підвищених ділянок і процес друку підвищених ділянок, що полягає в тому, що розпилюють порошкоподібну смолу на знову віддрукований лист, видаляють з нього надмірний порошок, який не прилипає до вологої друкарської фарби, і прикладають тепло до порошку, що закріпився на листі, таким чином, що частинки порошку будуть текти разом і прилипати до листа. Порошок може містити фенольну смолу. У US 3446184 описаний спосіб формування липкої копії зображення. Порошок тонера наносять на рідке утворення, і частина порошку закріплюється рідким покриттям, що приводить до формування видимого зображення. Сипкий порошок видаляють, а лист пропускають через нагрівальний блок, де порошок, який закріпився, розчиняється, утворюючи довготривале зображення. У US 4312268 описаний спосіб, за допомогою якого здійснюють цифрове нанесення друкарської фарби на водній основі на безперервне полотно, а розчинний одноколірний порошковий матеріал наносять і на полотно, і на друкарську фарбу. Частина порошкового матеріалу зв'язується з рідиною, а не зв'язаний порошковий матеріал видаляють з полотна перед нагріванням полотна для висушування рідини і для злиття порошкового матеріалу з полотном за рахунок розчинення порошку. Згадується, що порошковий матеріал може мати розмір частинок в діапазоні від 5 до 1000 мікронів і може мати температуру розчинення або 5 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 60 температуру злиття в діапазоні від 50 до 300 градусів по Цельсію. Порошковий матеріал можна одержувати шляхом розрідження або диспергування, відповідно, барвника або пігменту в смолі або композиції смоли, після чого слідує подрібнення, охолоджування розпиленням і т. п. для перетворення матеріалу в тонкоподрібнений. Порошковий матеріал може надавати друкарській фарбі, яка може містити фенольну смолу, якості стійкості до абразивного стирання. Рідкий матеріал, який наносять струменями, може бути прозорою і безбарвною водою. У US 6387457 описаний спосіб друку з використанням сухих пігментів. Матеріал зв'язуючого наносять на поверхню підкладки рівномірно або у вигляді малюнка. Сухий пігмент наносять на матеріал зв'язуючого у вигляді малюнка або рівномірно. Матеріал сухого пігменту містить пластівці неметалічного матеріалу, що мають розмір частинок, менший, ніж приблизно 100 мікронів. Пластівці вирівнюються в напрямку, паралельному до поверхні підкладки. У EP 0403264 A2 описаний спосіб перенесення для формування багатоколірного зображення на барабані, який переносить це зображення на папір. Цифрове приховане (латентне) зображення послідовно виявляють на станції проявлення, де забарвлений порошок наносять на рухоме приховане зображення і фіксують, одержуючи видиме довготривале зображення. Можна використовувати декілька цифрових друкуючих головок, які друкують безбарвними текучими середовищами, що містять суміш води з багатоатомними спиртами і їх різновидами типу етиленгліколю, гліцерину, діетиленгліколю і поліетиленгліколю. Упоперек поверхні паперу наносять порошковий тонер, а під час проявлення прикладають напругу. Потім змінюють знак напруги на протилежний, щоб видалити тонер із зон фону. Фіксація досягається за допомогою звичайних способів злиття для копіювальних апаратів. У EP 0657309 A1 описаний багатобарвний спосіб перенесення, що передбачає використання паперу, який переносить, що несе малюнок, сформований за допомогою струминного друку і порошку аналогічно вищеописаним способам. Цей спосіб перенесення призначений для декоративної кераміки. У WO 2011/107610 описаний спосіб створення піднесення або відтиску на панелі підлоги, щоб уникнути використання дорогих плит преса. Цей спосіб є таким же, як відомі способи створення підвищеного відбитка. У документі, який розглядається, описується спосіб одержання мостини шляхом друку на отверджуваній підкладці для створення піднесення на панелі. Піднесення можна наносити на базовий декоративний малюнок, який безпосередньо друкований або нашарований на панелі. Отверджувана речовина може містити зносостійкі частинки. Отверджувану речовину можна друкувати цифровим способом на панелі за допомогою здійснюваного спочатку друку рідиною з наданням попередньо визначеного малюнка і подальшої подачі проміжної речовини, яка може містити порошок. Отверджувана речовина може бути отверджуваною за допомогою ультрафіолетового (УФ) випромінювання або може бути лаком. Відомі способи непридатні для створення високоякісного багатоколірного зображення на будівельній панелі, зокрема - не на панелі підлоги, де потрібно використовувати пігменти, стійкі до УФ випромінювання, і де треба впроваджувати зображення в зносостійку поверхню. Невідома і можливість використання відомих принципів для створення зображення на поверхні настилу, яку пресують, зокрема - незрозуміло як потрібно адаптувати згадані принципи для друку на поверхнях підлог, аналогічних деревноволокнистим підлогам (WFF), де порошок, друкарська фарба і способи нанесення потрібно адаптувати до конкретних смол, матеріалів і параметрів пресування, які повинні обумовлювати ефективне формування зносостійкої, стійкої до ударних впливів і стійкої до утворення плям високоякісної багатоколірної поверхні. Задачі і суть винаходу Задача щонайменше деяких варіантів здійснення винаходу полягає в тому, щоб розробити спосіб і обладнання для виготовлення друкованої цифровим способом будівельної панелі, переважно - панелі підлоги, яку можна виготовляти більш рентабельним чином без друкарської фарби, яка містить забарвлюючу речовину, наприклад, - без кольорових пігментів, маніпулювання якими в цифровій друкуючій головці є складним. Вищезазначені задачі є зразковими, і варіанти здійснення винаходу можуть передбачати рішення інших або додаткових задач. Перший аспект винаходу являє собою спосіб формування друкованого цифровим способом зображення за допомогою кольорових пігментів на поверхні будівельної панелі, що включає в себе етапи, на яких: розсіюють сухі кольорові пігменти на поверхні; зв'язують частину сухих кольорових пігментів з поверхнею; і видаляють незв'язані сухі кольорові пігменти з поверхні таким чином, що за допомогою зв'язаних сухих кольорових пігментів формується створене цифровим способом зображення. 6 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відповідно до першого принципу першого аспекту, малюнок або зображення можна формувати за допомогою цифрової головки для нанесення покриття, яка наносить на поверхню тільки зв'язуюче. Пігменти розсіюють випадковим чином зверху малюнка за допомогою допоміжного пристрою. Зв'язуюче з'єднує деякі пігменти, що формують такий же малюнок, як зв'язуюче, а інші - не зв'язані - пігменти видаляють. Цей двоетапний процес, в якому пігменти і рідке зв'язуюче наносять окремо, може забезпечити зображення, якість якого порівнянна з тим, що досягається за допомогою звичайної технології цифрового друку, наприклад, порівнянна з розширенням, що становить щонайменше 300 DPI. Згідно з другим принципом першого аспекту, пігменти можна розсіювати на поверхні на першому етапі, а цифрова друкуюча головка, яка наносить тільки зв'язуюче на розсіяну суміш, після цього формує малюнок або зображення цифровим способом. Зв'язуюче, нанесене цифровим способом, може містити воду, яка розчиняє, наприклад, меламіноформальдегідні частинки, які можна змішувати з пігментами, переважно - по суті гомогенно змішувати з пігментами. Зв'язуюче з'єднує деякі пігменти, які утворюють такий же малюнок, як зв'язуюче, а незв'язані пігменти видаляють. Відповідно до третього принципу першого аспекту, пігменти можна розсіювати на поверхні на першому етапі, а промінь лазера, який зв'язує деякі пігменти з поверхнею шляхом плавлення або отвердження зв'язуючого, яке може бути змішане з пігментами або включене в поверхню під пігментами, після цього формує малюнок або зображення цифровим способом. Зв'язуюче з'єднує деякі пігменти, які утворюють такий же малюнок, як зв'язуюче, а незв'язані пігменти видаляють. Сухі кольорові пігменти можна зв'язувати зі зв'язуючим на поверхні будівельної панелі. Зв'язуюче можна наносити на поверхню будівельної панелі окремо. Сухі кольорові пігменти можна змішувати зі зв'язуючим. Зв'язуюче може бути порошком, переважно - сухим порошком, або рідкою речовиною. Зв'язуюче може містити термореактивну або термопластичну смолу. Поверхня будівельної панелі може містити термореактивну смолу, переважно - меламіноформальдегідну смолу. Поверхня може являти собою шар паперу, фольгу, шар деревини або шар на деревній основі, або шар порошку. Шар порошку може містити суміш, що містить деревно-целюлозні або целюлозні частинки, зв'язуюче і, оптимально, зносостійкі частинки, наприклад, оксиду алюмінію. Зв'язуюче переважно є термореактивним зв'язуючим, таким, як меламіноформальдегідна смола. Будівельна панель може мати поверхню паперу, яка просочилася смолою, термопластичної плівки або фольги, шару порошку, що містить деревно-целюлозні або целюлозні частинки і зв'язуюче. Будівельну панель можна формувати шляхом прикладання тепла і тиску. Будівельна панель може бути панеллю підлоги. Поверхня може бути частиною панелі підлоги. Панель підлоги може містити систему механічного блокування для вертикального і горизонтального блокування. Будівельна панель може бути панеллю стіни або компонентом меблів. Поверхня може бути частиною панелі стіни або компонента меблів. Пігменти можна видаляти потоком повітря. Етап зв'язування згаданої частини сухих кольорових пігментів з поверхнею може включати в себе нанесення рідкої речовини за допомогою цифрової головки для нанесення покриття. Рідку речовину можна наносити на поверхню перед нанесенням сухих кольорових пігментів на поверхню, або можна наносити на поверхню після того, як сухі кольорові пігменти нанесені на поверхню. Рідка речовина може бути на водній основі. Рідку речовину можна піддавати впливу УФ випромінювання. Рідка речовина може бути поліуретаном на водній основі, отверджуваним УФ випромінюванням (УФ-отверджуваним поліуретаном на водній основі). Рідка речовина може містити зв'язуюче, таке, як термореактивне або термопластичне зв'язуюче. Рідку речовину можна наносити за допомогою п'єзоголовки для друку друкарськими фарбами. Етап зв'язування згаданої частини сухих кольорових пігментів з поверхнею може включати в себе подачу променя лазера для зв'язування сухих кольорових пігментів з поверхнею. Спосіб може додатково включати в себе прикладання тепла і тиску до поверхні будівельної панелі. Поверхню будівельної панелі можна пресувати після того, як зв'язаними кольоровими 7 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 пігментами сформоване створене цифровим способом зображення. Заключне зв'язування сухих кольорових пігментів з поверхнею будівельної панелі може відбуватися за рахунок прикладання тепла і тиску до поверхні будівельної панелі. Наприклад, зв'язуюче, яке зв'язує сухі кольорові пігменти з поверхнею будівельної панелі, можна отверджувати за рахунок прикладання тепла і тиску до поверхні будівельної панелі. Зв'язуюче, наприклад, термореактивну смолу, таку, як меламіноформальдегідна смола, що зв'язує сухі кольорові пігменти з поверхнею будівельної панелі, можна отверджувати одночасно зі зв'язуючим, наприклад, термореактивною смолою, такою, як меламіноформальдегідна смола, поверхні будівельної панелі. Отвердження може відбуватися за рахунок прикладання тепла і тиску до поверхні будівельної панелі. Другий аспект винаходу полягає в тому, щоб розробити обладнання для формування цифрового зображення на будівельній панелі, причому це обладнання містить цифрову головку для нанесення покриття, блок розсіювання порошку і систему видалення порошку. Конфігурація цифрової головки для нанесення покриття забезпечує нанесення рідкої речовини на поверхню будівельної панелі або шару порошку, що містить кольорові пігменти і/або зв'язуюче, на поверхню будівельної панелі. Конфігурація вузла розсіювання порошку забезпечує нанесення шару порошку, що містить кольорові пігменти, на поверхню будівельної панелі. Конфігурація рідкої речовини забезпечує зв'язування частини порошку з поверхнею будівельної панелі, а конфігурація вузла видалення порошку забезпечує видалення незв'язаного порошку з поверхні будівельної панелі. Внаслідок цього, зв'язані кольорові пігменти формують цифрове зображення. Порошок може містити термореактивну смолу. Рідка речовина може бути на водній основі. Рідку речовину можна піддавати впливу УФ випромінювання. Поверхня будівельної панелі містить термореактивну смолу, переважно меламіноформальдегідну смолу. Обладнання може додатково містити блок пресування, адаптований до прикладання тепла і тиску до поверхні будівельної панелі. Поверхню будівельної панелі можна пресувати після того, як зв'язані кольорові пігменти сформували цифрове зображення. Спосіб виготовлення і обладнання відповідно до варіантів здійснення винаходу роблять можливим швидко переналагоджуване і дуже рентабельне одержання багато в чому поліпшених декоративних малюнків, оскільки для створення малюнка за допомогою зв'язуючого, яке не має ніяких кольорових пігментів, використовується тільки цифрове обладнання. Варіанти здійснення і подробиці різних аспектів можна об'єднувати з варіантами здійснення і подробицями інших аспектів. Не виключається змішування кольорових пігментів в рідкому зв'язуючому, і це змішування, яке може бути необхідне для конкретного поєднання кольорів, можна використовувати, наприклад, для нанесення менших кількостей пігментів за допомогою цифрової головки для нанесення покриття. Короткий опис креслень Винахід буде детальніше описаний нижче в зв'язку з можливими варіантами здійснення і з посиланнями на прикладені можливі креслення, при цьому: фіг. 1a-d ілюструють відомі способи одержання друкарської і тиснутої поверхні; фіг. 2a-d ілюструють перший аспект винаходу; фіг. 3a-d ілюструють другий аспект винаходу; фіг. 4a-d ілюструють третій аспект винаходу; фіг. 5a-h ілюструють цифрове нанесення пігментів відповідно до першого аспекту винаходу; фіг. 6a-c ілюструють варіанти здійснення винаходу. Докладний опис варіантів здійснення На фіг. 2a-2d показаний варіант здійснення винаходу, оснований на першому принципі, відповідно до якого малюнок зв'язуючого ВР або зображення формують цифровим способом за допомогою цифрової головки для нанесення покриття, яка наносить зв'язуюче 11 у вигляді рідкої речовини. Цифрова друкуюча головка або цифрова головка для друку друкарськими касками, яка використовується головним чином для подачі рідкої речовини без яких-небудь забарвлюючих речовин і яка не призначена для друку кольорового зображення, називається надалі "цифровою головкою для нанесення покриття". Пігменти 12 розсіюють довільним чином за допомогою допоміжного пристрою зверху малюнка зв'язуючого ВР. Зв'язуюче з'єднує деякі пігменти, що формують такий же малюнок, як зв'язуюче, а інші - не зв'язані - пігменти видаляють. 8 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей двоетапний процес, в якому пігменти і рідке зв'язуюче наносять окремо, може забезпечити зображення такої ж якості, як таке, що досягається за допомогою звичайної технології цифрового друку. Спосіб придатний, зокрема, в застосуваннях, де доводиться наносити значні кількості пігментів на велику плоску панель 1, щоб сформувати поліпшене велике зображення або декоративний малюнок. На відміну від відомих способів, цифрову головку для нанесення покриття, як правило, не використовують для нанесення друкарської фарби будь-якого типу з кольоровими пігментами. Це є головною перевагою, оскільки не доводиться маніпулювати дорогими фарбами, що містять дисперсії пігментів, за допомогою цифрової головки для нанесення покриття. На фіг. 2a показано, що за допомогою цифрової головки 30 для нанесення покриття, показаної на фіг. 2d, на поверхні 2 будівельної панелі 1 формують малюнок зв'язуючого ВР. Поверхня 2 може бути, наприклад, шаром паперу, стабілізованим шаром порошку, фольгою або мати базовий колір після нанесення на матеріал, переважно - матеріал серцевини на основі деревини або пластмаси. Зв'язуюче 11 в цьому переважному варіанті здійснення є зв'язуючим на водній основі і містить головним чином воду, наприклад, щонайменше 50 % води. Зв'язуюче 11 може додатково містити добавки, такі, як відокремлювальний агент, агенти, що прикладають поверхневий натяг, змочувальні агенти, загусники, і т. д. Шар 12 пігменту наносять, наприклад, шляхом розсіювання сухого порошку зверху вологого малюнка зв'язуючого ВР, як показано на фіг. 2b. Шар пігменту може містити, наприклад, частинки меламіноформальдегідного порошку, які розчиняються, коли вони виявляються в контакті з малюнком РС зв'язуючого на водній основі. Сухі пігменти і меламіноформальдегідний порошок, які не контактують з малюнком зв'язуючого ВР на водній основі, видаляють, наприклад, потоком повітря, а кольорові пігменти 12, які залишилися, утворюють відбиток, як показано на фіг. 2c, який по суті ідентичний малюнку зв'язуючого ВР. Відбиток Р можна сушити і стабілізувати, наприклад, піддаючи його впливу інфрачервоного (ІЧ) або УФ випромінювання, які нагрівають вологу меламіноформальдегідну смолу і зв'язують кольорові пігменти з поверхнею 2 за рахунок висихання меламіноформальдегідної смоли. Поверхню 2 можна покрити другим зв'язаним малюнком, а на поверхню зверху першого відбитка і/або поруч з ним можна нанести другий шар пігментів і меламіноформальдегідного порошку. Можна створити поліпшений декор з декількома кольорами. Зв'язуюче в цьому варіанті здійснення може містити вологу меламіноформальдегідну смолу і може бути нанесене в два етапи, на першому - як рідка речовина, така, як вода, з цифрової головки 30 для нанесення покриття, а на другому - як порошок з блока 27 розсіювання. Порошок можна змішувати з сухими кольоровими пігментами. Це спрощує функцію цифрової головки для нанесення покриття, яка повинна тільки нанести краплини води без зв'язуючих і кольорових пігментів або з обмеженими кількостями зв'язуючих і кольорових пігментів. Зв'язуюче в сухому вигляді може входити до складу порошку і може активуватися рідкою речовиною, що наноситься головкою для нанесення покриття, як описано вище, або може входити до складу тільки рідкої речовини, що подається цифровою головкою для нанесення покриття. Цей спосіб, в якому рідку речовину і порошок наносять безпосередньо на панель, придатний для формування цифрового зображення на будівельній панелі. Спосіб, що включає в себе нижченаведені етапи, є особливо придатним для формування зображення на поверхні підлоги, що має високу стійкість до ударних впливів і зносостійкість. Наносять рідку речовину, сумісну з термореактивними смолами, і ця речовина повинна мати конкретні хімічні властивості, такі, що під час отвердження термореактивних смол не викликається поява дефектів. Це може бути досягнуто за допомогою рідкої речовини, яка містить, наприклад, воду і/або гліколі. Речовину потрібно наносити на поверхню будівельної панелі, щоб виключити проблеми, пов'язані з позиціонуванням відбитка на панелі. До складу поверхневого шару панелі і/або до складу порошку, що наноситься на панель, переважно входять термореактивні смоли, такі, як меламіноформальдегідні смоли, і вони можуть реагувати з рідкою речовиною і зв'язувати порошок з поверхнею панелі, так що незв'язаний порошок можна видалити. Порошок переважно містить УФ-стабільні кольорові пігменти. Переваги полягають в тому, що таке поєднання матеріалів можна пресувати або отверджувати при високому тиску, що перевищує 4 МПа (40 бар), і нагрівати до температури, що перевищує 160 градусів по Цельсію. Поверхня і сформоване цифровим способом зображення можна отверджувати до одержання твердої зносостійкої поверхні без так званого змішування пігментів протягом етапу пресування і нагрівання, а пігменти можна впроваджувати в отверджену поверхню так, що вони зможуть створювати УФ-стабільне зносостійке зображення, аналогічне зображенням звичайних підлог з шаруватого пластика. 9 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 Як частинки в порошку, що розсіюється, або дисперсіях або рідких речовинах, в зв'язуючому, що наноситься за допомогою цифрової головки для нанесення покриття, можна використовувати широку номенклатуру термореактивних і термопластичних матеріалів. Велику частину таких матеріалів можна одержувати у вигляді сухого порошку або дисперсій рідин. Як альтернатива термореактивним матеріалам, таким, як меламіноформальдегідні смоли, або термопластичним матеріалам, таким, як, наприклад, порошок полівінілхлориду (ПВХ), можна використовувати, наприклад, УФ-отверджуваний поліуретан у вигляді порошку або як дисперсію. Можна використовувати УФ-отверджувану поліуретанову речовину з в'язкістю, яка адаптована до цифрової головки 30 для нанесення покриття. Як рідка речовина в цифровій головці для нанесення покриття переважні поліуретанові дисперсії на водній основі, оскільки вони не отверджуються доти, поки не піддаються впливу УФ випромінювання. Поліуретанові дисперсії являють собою поліуретанополісечовини, які повністю прореагували, з дрібних і дискретних частинок полімерів, і такі частинки можна одержувати з розміром приблизно 0,01-5,0 мікронів, внаслідок чого ними можна маніпулювати в цифровій друкуючій головці або інших аналогічних головках. Вони можуть мати вміст твердих частинок 20-70 %. Поліуретанові дисперсії можна змішувати, наприклад, з акриловими емульсіями й іншими емульсіями, щоб знизити витрати. Цифрова головка 30 для нанесення покриття, яка переважно є п'єзоголовкою, переважно має деяку ємність для "вистрелювання" краплин з об'ємом краплин приблизно 1-200 піколітрів або більше. Об'єм краплин може змінюватися, і це можна використовувати, щоби змінювати інтенсивність кольору для створення напівтонової шкали з тими ж базовими кольорами. Можна також використовувати клеї на водній основі, такі, як водорозчинні клеї або вододисперговані клеї. У порошку для диспергування або як дисперсії можна використовувати інші УФотверджувані матеріали, такі, як акрилати епоксидної смоли, уретану, складного поліефіру, простого поліефіру, аміномодифіковані важко-поліефірні акрилові і змішані акрилатні олігомери. На фіг. 2d показана станція "друку зв'язуючим" обладнання для друку зв'язуючим, яке можна використовувати для створення цифрового відбитка способом "друку зв'язуючим". Цифрова головка 30 нанесення покриття, яка може бути п'єзоголовкою, наносить малюнок зв'язуючого ВР. Для охоплення ширини поверхні, на якій належить виконати друк, можна позиціонувати бік об бік декілька головок 30 для нанесення покриття. Малюнок зв'язуючого створюють цифровим способом точно так само, як при звичайному цифровому друці. Кольори розділені, і кожний блок 36 нанесення покриття наносить в основному ту ж речовину, яка використовується для зв'язування одного конкретного кольору на кожному етапі нанесення покриття. Цифрова головка для нанесення покриття з'єднана подавальною трубкою 32 з контейнером 31, який містить зв'язуюче або один компонент зв'язуючого, переважно - речовина на водній основі, яка в цьому варіанті здійснення може бути головним чином дистильованою або деіонізованою водою. Цифрові головки для нанесення покриття з'єднані цифровими кабелями 33 передачі даних з цифровим блоком 34 керування, який керує подачею краплин, швидкістю транспортера 21, функціонуванням блока нанесення порошку і всім іншим обладнанням, яке використовується для зв'язування і видалення пігментів. Краплини води, які служать як зв'язуюче 11, повинні бути вологими, поки вони проходять станцію 27 розсіювання, що наносить порошкову суміш, яка в цьому переважному варіанті здійснення містить кольорові пігменти 12 і меламіноформальдегідний порошок 13. Меламіноформальдегідні частинки в порошковій суміші, які знаходяться в контакті з вологим малюнком зв'язуючого ВР на водній основі, розчиняються, і водно-меламіноформальдегідний розчин діє як зв'язуюче, яке з'єднує частину пігментно-меламіноформальдегідної суміші з поверхнею 2 панелі 1. Коли порошкова суміш переміщується під переважно гарячою піччю 23 УФ-отвердження ультрафіолетовим випромінюванням, яка переважно розташована після цифрового блока 36 нанесення покриття в напрямку подачі, в межах декількох секунд може відбуватися практично миттєве зв'язування або отвердження. Система 28 видалення порошку, яка в цьому варіанті здійснення основана на потоку повітря і вакуумі, видаляє пігменти і меламіноформальдегідні частинки, які не зв'язані з малюнком зв'язуючого ВР, забезпечується відмінний кольоровий відбиток P. Цей технологічний етап можна повторювати, і можна наносити інший колір за допомогою другого блока 27 розсіювання, який містить фарбу іншого кольору. Видалені висохлі пігменти і меламіноформальдегідні частинки можна пропускати крізь сито або фільтр, і їх можна рециркулювати і повторно використовувати знову декілька разів. 10 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 60 Меламіноформальдегідні або інші зв'язуючі також можуть входити до складу поверхневого шару 2 у вигляді сухого шару, наприклад, коли як базисна поверхня використовується шар паперу, просоченого меламіноформальдегідною смолою, або стабілізований шар порошку. Малюнок зв'язуючого на водній основі буде розчиняти частину цього меламіноформальдегідного шару, і тільки пігменти можна наносити як порошок за допомогою блока 27 розсіювання і рециркулювати. Цей спосіб також можна використовувати, коли вся зв'язувальна речовина входить до складу рідкої речовини, що наноситься за допомогою цифрової головки для нанесення покриття. Крім пігментів і меламіноформальдегідних частинок, порошкова суміш може також містити зносостійкі частинки, такі, як дрібні частинки оксиду алюмінію і волокна, переважно - волокна деревини, які переважно містять змішані прозорі або напівпрозорі волокна. Таку суміш можна використовувати для створення суцільного відбитка за допомогою пігментів, що позиціонуються вертикально один над одним, причому зв'язуючі і зносостійкі частинки виявляються над і під пігментами. Речовина на водній основі без яких-небудь пігментів може проникати в порошкову суміш глибше, ніж пігменти, які наносяться у вигляді дисперсії при звичайному цифровому друці, і можна одержати дуже зносостійкий відбиток. Декілька шарів відбитків можна розташовувати один зверху іншого, і це можна використовувати для додаткового підвищення зносостійкості і для створення тривимірних декоративних ефектів. Для нанесення і/або видалення незв'язаних частинок порошку можна використовувати статичну електрику. Потоки повітря і вакуум, які обумовлюють здування і/або всмоктування частинки, можна поєднувати з щітками. Загалом, для видалення пігментів і незв'язаних частинок неуважної порошкової суміші можна використовувати - окремо або в різних поєднаннях - всі "сухі" і "мокрі" способи, які використовуються для видалення пилу. Разом з тим, переважні "сухі" і безударні способи. Кероване повне або часткове видалення незв'язаних пігментів істотне для високоякісного відбитка із попередньо визначеним декоративним зображенням. Можна також використовувати вдосконалені системи видалення, які видаляють кольорові пігменти, тоді як істотна частина прозорих частинок меламіноформальдегідного порошку може залишатися на поверхні. Цього можна досягнути, наприклад, за допомогою двоетапного розсіювання, при якому перший шар містить лише меламіноформальдегідні частинки, які з'єднані з поверхнею до нанесення зв'язуючого, на яке розпилюється вода і яке висушується за допомогою ІЧ випромінювання, гарячого повітря, УФ випромінювання і аналогічними способами. Цей окремий меламіноформальдегідний шар може в деяких додатках замінювати, наприклад, папір, що попередньо просочився, а як поверхневий шар 2 можна використовувати папір, що тільки не просочився, з базовим кольором або без нього. Вологовміст поверхневого шару повинен бути точно керованим, щоб полегшити видалення незв'язаних частинок порошку. Переважним є вологовміст нижче 6 %. Поверхневий шар 2 можна сушити, наприклад, за допомогою ІЧ ламп або УФ ламп або гарячого повітря перед нанесенням пігментів. Щоб ущільнити поверхню 2 або верхню частину зв'язаних кольорових пігментів з метою створення ущільнювального або відокремлювального шару, який може запобігти прилипанню кольорових пігментів до конкретних частин поверхневого шару, де зв'язуюче не наноситься, можна подавати воду або спеціальні хімічні речовини такі, як відокремлювальні агенти. Відбиток можна покривати прозорими захисними шарами, наприклад, покриття на основі паперу або на основі порошку, що містить оксид алюмінію і меламіноформальдегідні смоли, або УФ-отверджуваним покриттям, яке можна наносити валиками або цифровим способом, наприклад, за допомогою п'єзоголовок для нанесення покриття. На фіг. 3a-3d показаний варіант здійснення винаходу, оснований на другому принципі, згідно з яким пігменти 12 на першому етапі розсіюють на поверхні 2, а після цього цифровим способом формують малюнок або зображення за допомогою цифрової головки для нанесення покриття, яка наносить на розсіяну суміш тільки малюнок зв'язуючого ВР. Нанесене цифровим способом зв'язуюче може містити воду, яка розчиняє, наприклад, меламіноформальдегідні частинки 13, змішані з пігментами 12 або нанесені під пігментами. Зв'язуюче з'єднує деякі пігменти, що формують такий же малюнок, як малюнок зв'язуючого ВР, а інші - незв'язані - пігменти видаляються. На фіг. 3a показана по суті гомогенна суміш меламіноформальдегідного порошку 13 і пігментів 12, розсіяних на поверхні 2. На фіг. 3b показаний нанесений цифровим способом малюнок зв'язуючого ВР, після нанесення на суміш. На фіг. 3c показано, що видалені всі незв'язані пігменти і - в цьому варіанті здійснення - ще і меламіноформальдегідні частинки 13. На фіг. 3d показана станція друку зв'язуючим, що містить блок 27 розсіювання, цифровий блок 11 UA 114632 C2 5 10 15 20 25 30 35 40 45 50 55 36 нанесення покриття, УФ-піч 23 і система 28 видалення порошку на основі потоку повітря і вакууму. Можливе об'єднання першого і другого принципів. Малюнок зв'язуючого може бути нанесений до і після нанесення пігментної суміші, і це можна використовувати для створення суцільного відбитка з більшою вертикальною протяжністю і підвищеною зносостійкістю. На фіг. 4a-4c показаний варіант здійснення винаходу, який заснований на третьому принципі, згідно з яким пігменти 12 на першому етапі розсіюють на поверхні 2, а після цього формують цифровим способом малюнок зв'язуючого ВР зображення за допомогою променя лазера 29, що плавить або отверджує зв'язуюче, яке може бути змішане з пігментами 12 або входити до складу поверхні 2. При видаленні незв'язаних пігментів виходить відбиток, що створюється цифровим способом Р. На фіг. 4d показана станція друку зв'язуючим, що містить блок 27 розсіювання, лазер 29 і систему 28 видалення порошку на основі потоку повітря і вакууму. Лазер можна замінити нагрівальними лампами, які можна використовувати для створення зображень, які можуть включати в себе досить великі зони одного і того ж кольору, як в деяких дизайнах "під камінь". Навіть звичайну лазерну систему, основану на вищеописаному ударному способі, можна використовувати окремо або в поєднанні з вищеописаними способами друку зв'язуючим для нанесення цифрового відбитка частково або повністю на панель підлоги. Всі вищеописані принципи можна об'єднувати частково або повністю, а технологічна лінія може містити декілька станцій цифрового друку зв'язуючим відповідно до першого, другого або третього принципів. На фіг. 5a-5h показане застосування різних кольорів відповідно до першого принципу. Перше зв'язуюче 11a, яким в цьому варіанті здійснення є по суті вода, наносять за допомогою цифрової п'єзоголовки на поверхню 2, яка може являти собою стабілізований шар порошку або папір, як показано на фіг. 5a. На поверхню 2 і на зв'язуюче 11a наносять перший шар порошку, що містить кольорові пігменти 12a і меламіноформальдегідні частинки 13a. Меламіноформальдегідні частинки 13a, які знаходяться в контакті з вологими краплинами води, будуть розчинятися. Перша УФ-піч 23a сушить вологі меламіноформальдегідні частинки і зв'язує пігменти з поверхнею, як показано на фіг. 5c, а не зв'язані меламіноформальдегідні частинки і частинки пігментів видаляються таким чином, що виходить пігментне зображення 12a, яке відповідає нанесеному зв'язуючому 11a. На фіг. 5e-5h показано, що таке ж нанесення можна повторити з пігментом 12b іншого кольору, змішаним з меламіноформальдегідними частинками 13b і новим зв'язуючим 11b, таким чином, що виходять два кольорові зображення кольоровими пігментами 12a, 12b двох типів, як показано на фіг. 5h. На фіг. 6a показаний варіант здійснення, в якому обладнання для цифрового друку зв'язуючим, що містить цифровий блок 36 нанесення покриття, блок 27 розсіювання, блок 23 УФ-отвердження і вакуумну систему 28 видалення порошку, поєднується із звичайним струминним друкуючим пристроєм 35. Спосіб друку зв'язуючим може передбачати використання цього поєднання для створення основної частини цифрового зображення, а деякі частини готового відбитка можна створювати за допомогою струминного принтера. Це може значно знизити витрати, наприклад, на друкарську фарбу, оскільки для 90 % пігментів, які необхідні для створення повністю друкарського декору або малюнка, застосуємо, наприклад, рентабельний спосіб друку зв'язуючим, при якому не доводиться маніпулювати пігментами за допомогою цифрової головки для нанесення покриття. На фіг. 6b показане обладнання для цифрового друку зв'язуючим, де пігменти 12 і меламіноформальдегідний порошок 13 наносяться за допомогою блока 27 розсіювання, що переважно містить тиснутий валик 22 і осцилюючу щітку 42. Незв'язані пігменти і меламіноформальдегідні частинки видаляють за допомогою системи 28 видалення порошку, яка рециркулює суміш 12, 13 в блок 27 розсіювання. За допомогою потоків повітря можливе створення хмари пігментного - меламіноформальдегідного пилу, а з поверхнею 2 будуть зв'язуватися тільки пігменти і меламіноформальдегідний порошок, які вступають в контакт з вологим зв'язуючим 11. На фіг. 6c показано, що спосіб особливо придатний для нанесення цифрового відбитка зв'язуючого на панель 1 підлоги з поверхнею 2 на основі паперу або на основі порошку, серцевиною 3, балансуючим шаром 4 і з системою механічного блокування, що містить смужку 6 з блокуючим елементом 8 на одному краю, який взаємодіє з блокуючим пазом 14 в сусідньому краю для горизонтального блокування сусідніх країв, і язичок 10 на одному краю, який взаємодіє з пазом 9 язичка в іншому краю для вертикального блокування панелей. Такі панелі підлоги мають в цілому поліпшені декори "під деревину" або "під камінь", які вимагають великих 12 UA 114632 C2 5 10 15 20 25 30 кількостей різних кольорових пігментів, і декору, який доводиться точно позиціонувати відносно тиснутих структур і країв панелей з системою механічного блокування. У всіх варіантах здійснення поверхня будівельної панелі може містити термореактивну смолу, наприклад, меламіноформальдегідну смолу. Будівельну панель можна формувати за допомогою прикладання тепла і тиску, переважно - після того, як зв'язаними кольоровими пігментами сформовано зображення, що створюється цифровим способом. В одному варіанті здійснення, зв'язуюче, змішане з сухими кольоровими пігменти, отверджують одночасно як зв'язуюче в поверхні будівельної панелі, переважно - за допомогою прикладання тепла і тиску. Всі вищеописані способи можна об'єднувати - частково або повністю. Приклад 2 Порошкову суміш масою 300 г/м , що містить волокна деревини, меламіноформальдегідні частинки, коричневі кольорові пігменти і частинки оксиду алюмінію, такого, як корунд, наносили за допомогою обладнання для розсіювання на серцевину з HDF товщиною 8 мм. Суміш розпилювали з деіонізованою водою і сушили за допомогою УФ-печі таким чином, що одержували тверду поверхню на основі стабілізованого порошку з коричневим базовим кольором. Панель з поверхнею на основі стабілізованого порошку клали на транспортер і переміщували під цифровою п'єзоголовкою для нанесення покриття, яка подавала краплини води на стабілізовану поверхню і яка друкувала прозорий малюнок волокон деревини на цій поверхні. Меламіноформальдегідні частинки під прозорим малюнком розчинялися, коли цифрова п'єзоголовка для нанесення покриття подавала краплини води. На другому етапі розсіювали чорні пігменти по всій поверхні і прозорому малюнку. Після цього, панель переміщували за допомогою транспортера під УФ-піччю. Меламіноформальдегідні частинки в прозорому малюнку знову сушили, а пігменти над прозорим малюнком зв'язували з поверхнею. Після цього, панель переміщували під вакуумною всмоктувальною трубкою, за допомогою якої видаляли всі незв'язані пігменти і меламіноформальдегідні частинки. Виходив малюнок деревних волокон, що мав коричневий базовий колір і чорну структуру деревних волокон. По всій поверхні розсіювали захисний шар, що містить меламіноформальдегідні частинки і частинки оксиду алюмінію. На цей шар обприскували воду і сушили під УФ-піччю. Панель з відбитком і захисним шаром після цього пресували протягом 20 секунд при температурі 170 градусів по Цельсію і тиску 4 МПа (40 бар), а поверхню на основі порошку зі структурою волокон деревини і захисний шар отверджували, одержуючи тверду зносостійку поверхню з високоякісним відбитком. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Спосіб формування друкованого цифровим способом зображення (Р) за допомогою кольорових пігментів (12) на поверхні (2) будівельної панелі (1), що включає в себе етапи, на яких: - розсіюють сухі кольорові пігменти (12) на поверхні (2); - зв'язують частину сухих кольорових пігментів з поверхнею (2); - видаляють незв'язані сухі кольорові пігменти з поверхні таким чином, що за допомогою зв'язаних сухих кольорових пігментів (12) формується створене цифровим способом зображення (Р); і - прикладають тепло і тиск до поверхні (2) будівельної панелі (1), при цьому етап зв'язування згаданої частини сухих кольорових пігментів з поверхнею (2) включає в себе нанесення рідкої речовини (11) за допомогою цифрової головки (30) для нанесення покриття. 2. Спосіб за п. 1, в якому сухі кольорові пігменти (12) зв'язують зі зв'язуючим на поверхні (2) будівельної панелі (1). 3. Спосіб за п. 1, в якому сухі кольорові пігменти (12) змішують зі зв'язуючим. 4. Спосіб за п. 2 або 3, в якому зв'язуюче містить термореактивну смолу. 5. Спосіб за п. 2 або 3, в якому зв'язуюче містить термопластичну смолу. 6. Спосіб за будь-яким з пп. 2-5, в якому зв'язуюче є порошком. 7. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) будівельної панелі (1) містить термореактивну смолу. 8. Спосіб за будь-яким з попередніх пунктів, в якому поверхня (2) будівельної панелі (1) містить шар порошку. 9. Спосіб за будь-яким з попередніх пунктів, в якому будівельна панель (1) є панеллю підлоги. 10. Спосіб за будь-яким з попередніх пунктів, в якому будівельна панель (1) є панеллю стіни або компонентом меблів. 13 UA 114632 C2 5 10 11. Спосіб за будь-яким з попередніх пунктів, в якому сухі кольорові пігменти (12) видаляють потоком повітря. 12. Спосіб за п. 1, в якому рідка речовина (11) є речовиною на водній основі. 13. Обладнання для забезпечення цифрового зображення (Р) на будівельній панелі (1), причому це обладнання містить цифрову головку (30) для нанесення покриття, блок (27) розсіювання порошку і систему (28) видалення порошку, при цьому цифрова головка (30) для нанесення покриття виконана з можливістю нанесення рідкої речовини (11) на панель для зв'язування частини порошку з панеллю, блок (27) розсіювання порошку виконаний з можливістю нанесення шару порошку, який містить кольорові пігменти (12), на поверхню будівельної панелі, а блок (28) видалення порошку виконаний з можливістю видалення незв'язаного порошку з панелі (1), і при цьому обладнання додатково містить блок пресування, виконаний з можливістю прикладання тепла і тиску до панелі (1). 14 UA 114632 C2 15 UA 114632 C2 16 UA 114632 C2 17 UA 114632 C2 Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 18
ДивитисяДодаткова інформація
Назва патенту англійськоюDigital binder printing
Автори англійськоюPervan, Darko
Автори російськоюПерван Дарко
МПК / Мітки
МПК: B41M 3/00, B05D 5/06, B41M 7/00, B44C 5/04, B41J 3/44, B44C 1/00
Мітки: зв'язуючим, цифровий, друк
Код посилання
<a href="https://ua.patents.su/20-114632-cifrovijj-druk-zvyazuyuchim.html" target="_blank" rel="follow" title="База патентів України">Цифровий друк зв’язуючим</a>
Шовкотрафаретний друк і магнітна орієнтація
Номер патенту: 107071
Опубліковано: 25.11.2014
Автори: Блайкольм Антон, Судан Александр, Деспланд Клод-Ален, Мюллер Едгар, Лі Сян, Деготт П'єр
МПК: B41F 15/00, B41M 1/00, B41L 13/00
Мітки: магнітна, орієнтація, шовкотрафаретний, друк
Формула / Реферат:
1. Пристрій для виготовлення знака, що містить магнітоорієнтовані магнітні або намагнічувані частки у фарбі або покривній композиції на листі матеріалу підкладки, при цьому пристрій містить:пласкодрукувальний модуль для шовкотрафаретного друку, що містить пласку трафаретну сітку і друкувальну плиту для приймання зазначеного листа, при цьому друкувальна плита містить верхню поверхню, звернену до трафаретної сітки, і перший напрямок...
Друк-фільтр
Номер патенту: 15273
Опубліковано: 30.06.1997
Автори: Сіднєєв Євген Іванович, Іванов Дмитро Георгієвич
МПК: B01D 29/00, B01D 29/01
Мітки: друк-фільтр
Формула / Реферат:
Друк-фильтр, содержащий цилиндрический корпус, крышку с патрубками подачи фильтруемой суспензии и сжатого газа, днище, снабженное дренажной перфорированной решеткой, фильтрующий материал и металлическую сетку, последовательно уложенные на дренажную перфорированную решетку, выгрузочное устройство, выполненное в виде разгрузочной трубки со средством закупоривания и открывания, активатора, содержащего вертикальный, установленный соосно корпусу...
Спосіб перетворення зображень рентгенограм у цифровий формат
Номер патенту: 68827
Опубліковано: 16.08.2004
Автори: Бачинський Віктор Теодосович, Савка Іван Григорович, Дєдул Юрій Андрійович
МПК: G03B 42/00
Мітки: цифровий, рентгенограм, зображень, спосіб, формат, перетворення
Формула / Реферат:
Спосіб перетворення зображень у цифровий формат шляхом формування відбитку зображення рентгенограми, який відрізняється тим, що відбиток зображення рентгенограми отримують при фотографуванні рентгенограми, яка знаходиться на включеному негатоскопі, цифровим фотоапаратом, який кріплять на штатив.
Цифровий канал обробки інформації lcd-телевізора
Номер патенту: 16837
Опубліковано: 15.08.2006
Автори: Мамчур Валерій Валерійович, Стецюк Віктор Іванович, Капустинський Олександр Вікторович
Мітки: lcd-телевізора, канал, цифровий, інформації, обробки
Формула / Реферат:
1. Цифровий канал обробки інформації LCD-телевізора, що містить екран, підключений до мікроконтролера, який відрізняється тим, що екран являє собою рідкокристалічну панель, причому додатково введені демодулятори цифрових сигналів DVB-S, DVB-T, DVB-C, кожен з яких з'єднаний зі входами комутатора, вихід якого підключений до декодера, що цифровою інформаційною шиною підключений до мікроконтролера, який лініями керування з'єднаний відповідно з...
Сканер цифровий літаковий
Номер патенту: 92993
Опубліковано: 10.09.2014
Автори: Кочегаров Олександр Сергійович, Горбенко Сергій Іванович, Гуменюк Ярослав Анатолійович, Курильчик Євген Володимирович, Гайда Валерій Борисович, Малов Віктор Іванович, Данильченко Павло Іванович, Муравльов Валерій Петрович
МПК: G01C 11/00
Мітки: сканер, літаковий, цифровий
Формула / Реферат:
1. Сканер цифровий літаковий, який містить корпус, в якому встановлено об'єктив, лінійні CCD-сенсори; лінійні CCD-сенсори пов'язані з блоками управління зображенням; блоки управління зображенням з'єднано з мультиплексором; мультиплексор поєднано з тактовим генератором, який відрізняється тим, що додатково введено щонайменше один об'єктив, за кожним об'єктивом розташовано лінійний CCD-сенсор; кількість лінійних CCD-сенсорів та блоків...