Спосіб і система для регулювання швидкості потоку шихтового матеріалу у процесі завантаження шахтної печі
Номер патенту: 103518
Опубліковано: 25.10.2013
Автори: Лонарді Еміл, Токер Поль, Бреден Еміль, Мейєр Дам'єн
Формула / Реферат
1. Спосіб регулювання швидкості потоку шихтового матеріалу у процесі завантаження шахтної печі, насамперед доменної печі, у якому:
- партії шихтового матеріалу вивантажують у піч із верхнього бункера з використанням клапана-регулятора потоку, взаємопов'язаного з верхнім бункером для керування швидкістю потоку шихтового матеріалу, що подають до розподільного пристрою для керування розподілом шихтового матеріалу всередині печі, насамперед розподільному пристрою, що містить виконаний з можливістю обертання та повороту розподільний лоток, при цьому кожна партія являє собою кількість шихтового матеріалу, що проміжно зберігають у верхньому бункері для завантаження у піч,
при цьому спосіб включає:
- збереження відповідного набору декількох положень клапана для кожної партії, при цьому кожне положення клапана набору взаємопов'язане з іншим етапом під час вивантаження відповідної партії з відповідного верхнього бункера так, що кожний інший етап відповідає іншому робочому стану розподільного пристрою під час вивантаження відповідної партії, насамперед іншому положенню повороту розподільного лотка,
для вивантаження даної партії:
на кожному етапі у вивантаженні даної партії:
- експлуатація клапана-регулятора потоку при постійному відкритому клапані на основі положення клапана, взаємопов'язаного з даним етапом,
- визначення фактичної середньої швидкості потоку, при якій шихтовий матеріал вивантажується під час даного етапу, і
- корекція кожного з декількох положень клапана набору, збереженого для даної партії у режимі "офлайн", у функціональній залежності від фактичної середньої швидкості потоку, визначеної для взаємопов'язаного етапу.
2. Спосіб за п. 1, у якому корекція кожного з декількох положень клапана набору, збереженого для даної партії у режимі "офлайн", відбувається у функціональній залежності від фактичної середньої швидкості потоку, що визначають для взаємопов'язаного етапу, і необхідного заданого значення швидкості потоку.
3. Спосіб за п. 2, у якому також передбачено наступні дії перед вивантаженням даної партії:
- одержання необхідного заданого значення швидкості потоку для даної партії,
- відновлення кожного з декількох положень клапана набору, збереженого для даної партії, у функціональній залежності від необхідного заданого значення швидкості потоку.
4. Спосіб за п. 2 або 3, що також містить забезпечення індивідуальної характеристики клапана для кожної партії шихтового матеріалу, при цьому кожна індивідуальна характеристика клапана взаємопов'язана з однією партією та означає співвідношення між швидкістю потоку і положенням клапана клапана-регулятора потоку для взаємопов'язаної партії,
при цьому корекція збереженого положення клапана набору, збереженого для даної партії у режимі "офлайн", у функціональній залежності від фактичної середньої швидкості потоку, визначеної для взаємопов'язаного етапу, і від необхідного заданого значення швидкості потоку, містить:
- визначення відхилення швидкості потоку між необхідним заданим значенням швидкості потоку та фактичною середньою швидкістю потоку, визначеною для взаємопов'язаної партії,
і, у випадку, якщо відхилення швидкості потоку перевищує попередньо задане допустиме відхилення:
- визначення першої швидкості потоку, що відповідає збереженому положенню клапана, з використанням індивідуальної характеристики клапана, взаємопов'язаної з даною партією,
- визначення другої швидкості потоку як суми першої швидкості потоку та відхилення швидкості потоку,
- визначення другого положення клапана, що відповідає другій швидкості потоку, з використанням індивідуальної характеристики клапана, взаємопов'язаної з даною партією,
- визначення поправкового члена як функціональної залежності від різниці між другим положенням клапана та збереженим положенням клапана,
- застосування поправкового члена до збереженого положення клапана для одержання скоректованого положення клапана.
5. Спосіб за п. 4, у якому відновлення збереженого положення клапана набору, збереженого для даної партії, у функціональній залежності від необхідного заданого значення швидкості потоку, включає:
- одержання попереднього заданого значення швидкості потоку, використаного для попереднього вивантаження даної партії,
- визначення відхилення швидкості потоку між необхідним заданим значенням швидкості потоку та попереднім заданим значенням швидкості потоку,
і, у випадку, якщо відхилення швидкості потоку перевищує попередньо задане допустиме відхилення:
- визначення першої швидкості потоку, що відповідає збереженому положенню клапана, з використанням індивідуальної характеристики клапана, взаємопов'язаної з даною партією,
- визначення другої швидкості потоку як суми першої швидкості потоку та відхилення швидкості потоку,
- визначення другого положення клапана, що відповідає другій швидкості потоку, з використанням індивідуальної характеристики клапана, взаємопов'язаної з даною партією,
- використання другого положення клапана для відновлення збереженого положення клапана.
6. Спосіб за будь-яким із попередніх пунктів, у якому корекція кожного з вказаних декількох положень клапана набору, збереженого для даної партії, також містить:
- визначення середнього значення положення клапана серед декількох положень клапана набору,
- забезпечення того, що кожне скоректоване положення клапана набору перебуває у межах попередньо заданого діапазону біля середнього значення положення клапана.
7. Система для регулювання швидкості потоку шихтового матеріалу у завантажувальній установці для шахтної печі, насамперед для доменної печі, при цьому установка містить розподільний пристрій для керування розподілом шихтового матеріалу всередині печі, насамперед розподільний пристрій, що містить виконаний з можливістю обертання й повороту розподільний лоток, верхній бункер для проміжного зберігання партій шихтового матеріалу, що підлягають вивантаженню у піч, і клапан-регулятор потоку, взаємозалежне з бункером для керування швидкістю потоку шихтового матеріалу до розподільного пристрою, при цьому кожна партія являє собою кількість шихтового матеріалу, що проміжно зберігається у верхньому бункері для завантаження у піч,
при цьому система містить:
- пам'ять для зберігання даних, що зберігає відповідний набір декількох положень клапана для кожної партії, при цьому кожне положення клапана набору взаємопов'язане з іншим етапом під час вивантаження відповідної партії з відповідного верхнього бункера так, що кожний інший етап відповідає іншому робочому стану розподільного пристрою під час вивантаження відповідної партії, насамперед іншому положенню повороту розподільного лотка,
- програмувальний обчислювальний пристрій, запрограмований для виконання наступних дій для вивантаження даної партії:
на кожному етапі вивантаження даної партії:
- експлуатації клапана-регулятора потоку при постійному відкритті клапана на основі положення клапана, взаємопов'язаного з даним етапом,
- визначення фактичної середньої швидкості потоку, при якій шихтовий матеріал вивантажується під час даного етапу, і
- корекції кожної з вказаних декількох положень клапана набору, збереженого для даної партії у режимі "офлайн", у функціональній залежності від фактичної середньої швидкості потоку, встановленої для взаємопов'язаного етапу.
8. Система за п. 7, в якій програмувальний обчислювальний пристрій запрограмований для корекції кожного з вказаних декількох положень клапана набору, збереженого для даної партії у режимі "офлайн", у функціональній залежності від фактичної середньої швидкості потоку, визначеної для взаємопов'язаного етапу, і необхідного заданого значення швидкості потоку.
9. Система за п. 8, в якій програмувальний обчислювальний пристрій запрограмований для виконання наступних дій перед вивантаженням даної партії:
- одержання необхідного заданого значення швидкості потоку для даної партії,
- відновлення кожного з вказаних декількох положень клапана набору, збереженого для даної партії, у функціональній залежності від необхідного заданого значення швидкості потоку.
10. Система за п. 8 або п. 9, що також містить:
- пам'ять для зберігання даних, що зберігає індивідуальну характеристику клапана для кожної партії шихтового матеріалу, при цьому кожна індивідуальна характеристика клапана взаємопов'язана з однією партією і означає співвідношення між швидкістю потоку і положенням клапана вказаного клапана-регулятора потоку для взаємопов'язаної партії,
і при цьому програмувальний обчислювальний пристрій запрограмований так, що корекція збереженого положення клапана набору, збереженого для даної партії у режимі "офлайн", у функціональній залежності від фактичної середньої швидкості потоку, визначеної для взаємопов'язаного етапу, і від необхідного заданого значення швидкості потоку, виконану з можливістю:
- визначення відхилення швидкості потоку між необхідним заданим значенням швидкості потоку та фактичною середньою швидкістю потоку, визначеною для взаємопов'язаної з партії,
і, у випадку, якщо відхилення від швидкості потоку перевищує попередньо задане допустиме відхилення:
- визначення першої швидкості потоку, що відповідає збереженому положенню клапана, з використанням індивідуальної характеристики клапана, взаємопов'язаної з даною партією,
- визначення другої швидкості потоку як суми першої швидкості потоку і відхилення швидкості потоку,
- визначення другого положення клапана, що відповідає другій швидкості потоку, з використанням індивідуальної характеристики клапана, взаємопов'язаної з даною партією,
- визначення поправкового члена як функціональної залежності від різниці між другого положення клапана і збереженого положення клапана,
- застосування поправкового члена до збереженого положення клапана для одержання скоректованого положення клапана.
11. Система за п. 10, в якій програмувальний обчислювальний пристрій запрограмований так, що відновлення збереженого положення клапана набору, збереженого для даної партії, у функціональній залежності від необхідного заданого значення швидкості потоку включає:
- одержання попереднього заданого значення швидкості потоку, використаного для попереднього вивантаження даної партії,
- визначення відхилення швидкості потоку між необхідним заданим значенням швидкості потоку і попереднім заданим значенням швидкості потоку,
і у випадку, якщо відхилення швидкості потоку перевищує попередньо задане допустиме відхилення:
- визначення першої швидкості потоку, що відповідає збереженому положенню клапана, з використанням індивідуальної характеристики клапана, взаємопов'язаної з даною партією,
- визначення другої швидкості потоку як суми першої швидкості потоку і відхилення швидкості потоку,
- визначення другої установки клапана, що відповідає другій швидкості потоку, з використанням індивідуальної характеристики клапана, взаємопов'язаної з даною партією,
- використання другого положення клапана для відновлення збереженого положення клапана.
12. Система за будь-яким з пп. 7-11, в якій програмувальний обчислювальний пристрій запрограмований так, що корекція кожної з вказаних декількох положень клапана набору, збереженого для даної партії, також включає:
визначення середнього значення положення клапана серед декількох положень клапана набору,
забезпечення того, що кожне скоректоване положення клапана набору перебуває у межах попередньо заданого діапазону біля середнього значення положення клапана.
Текст
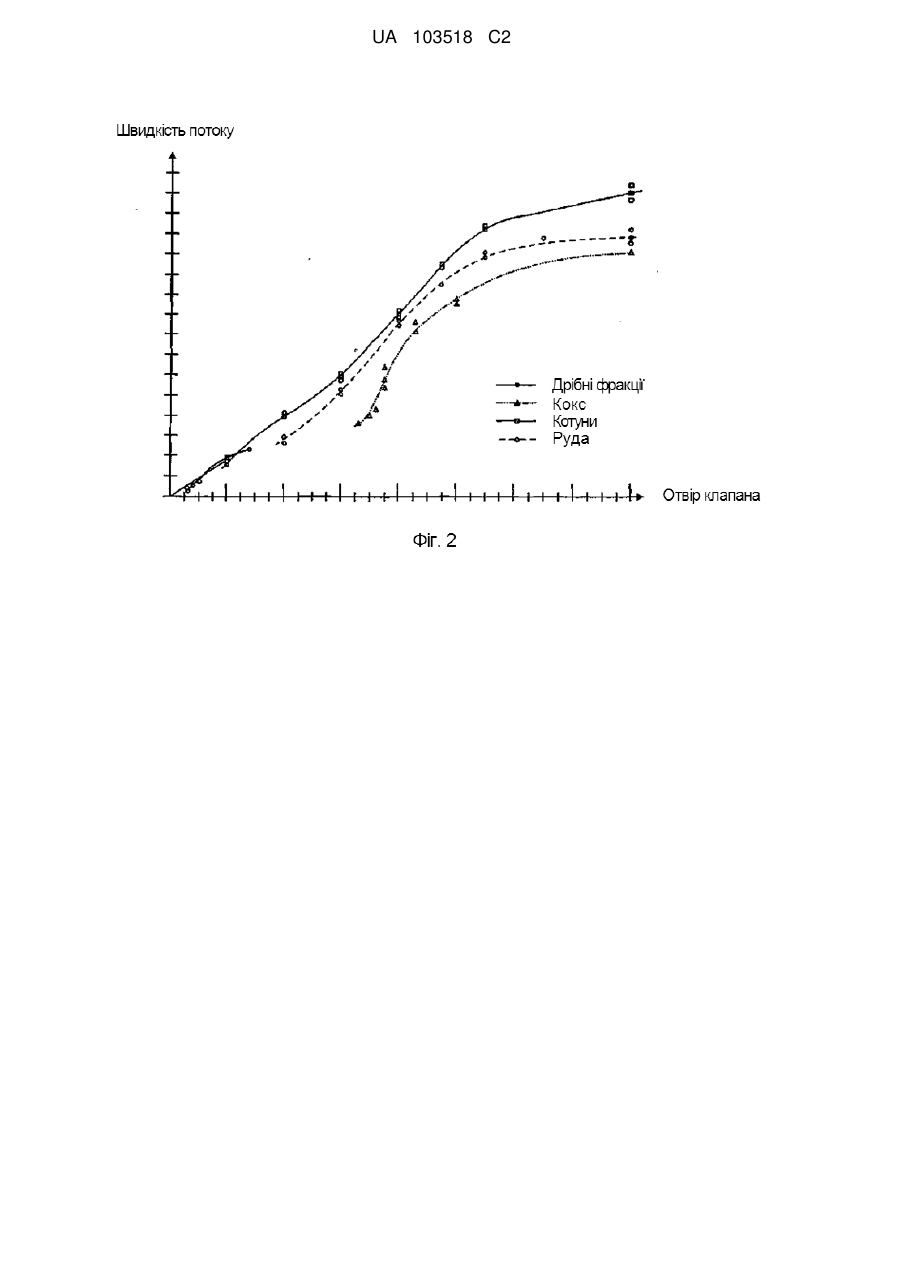
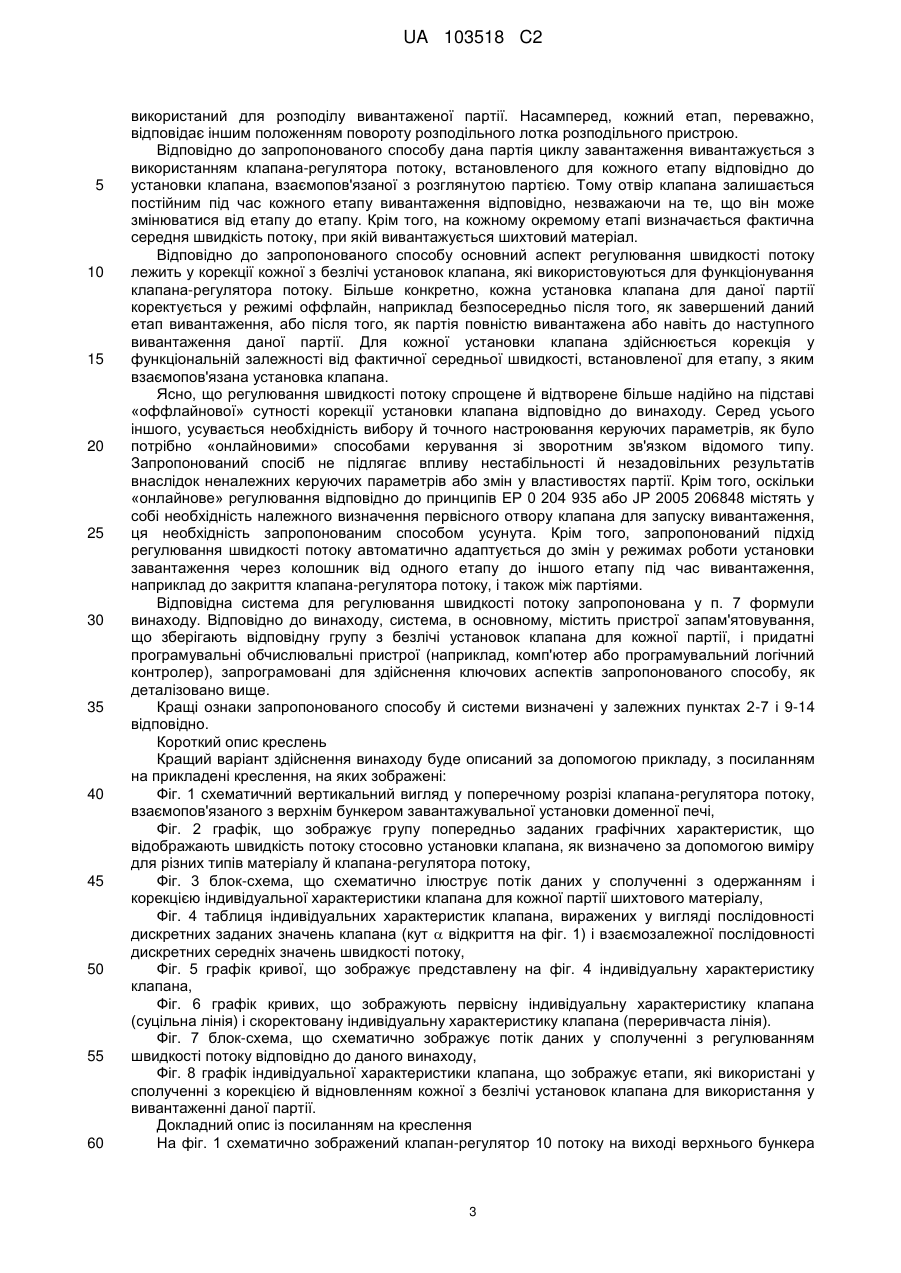
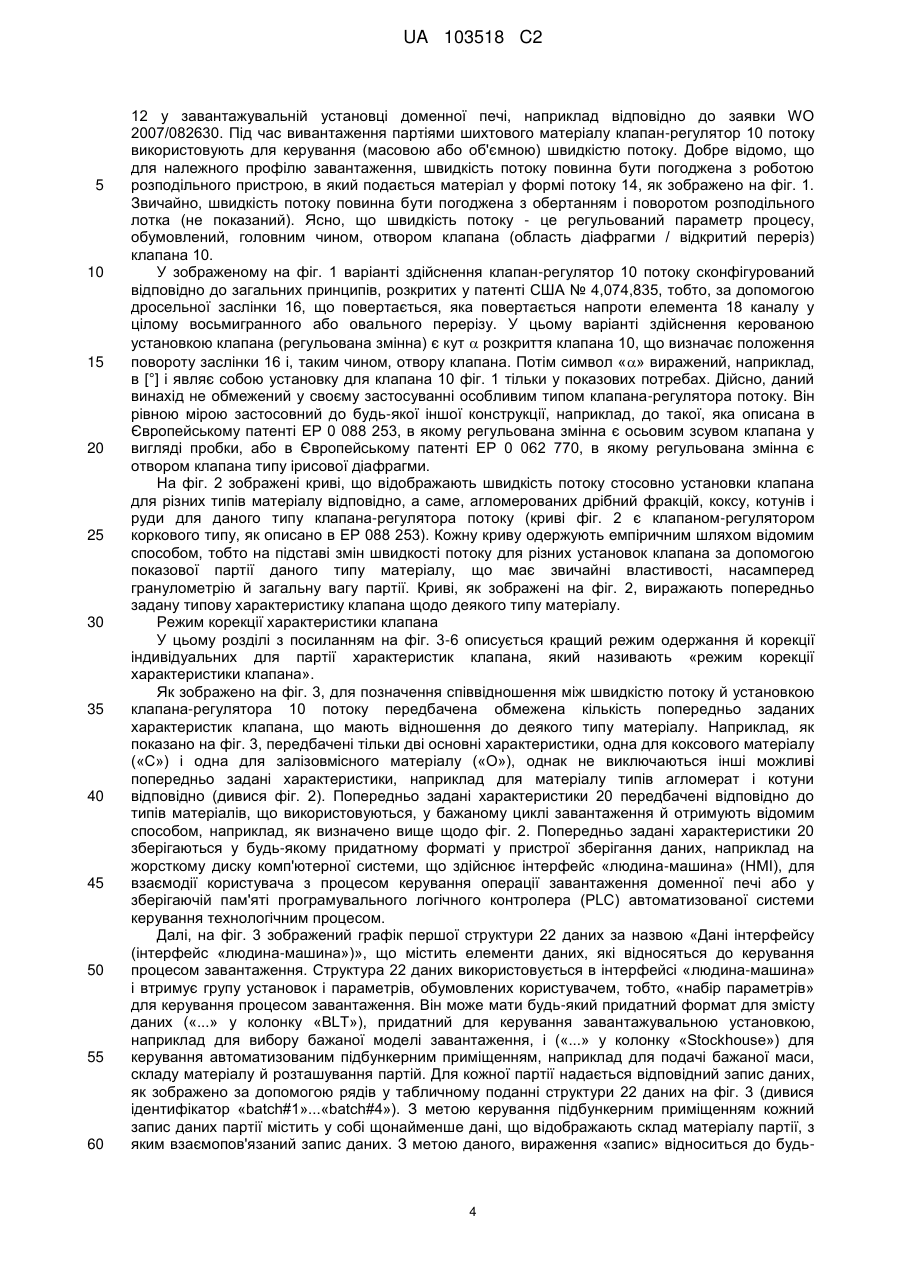
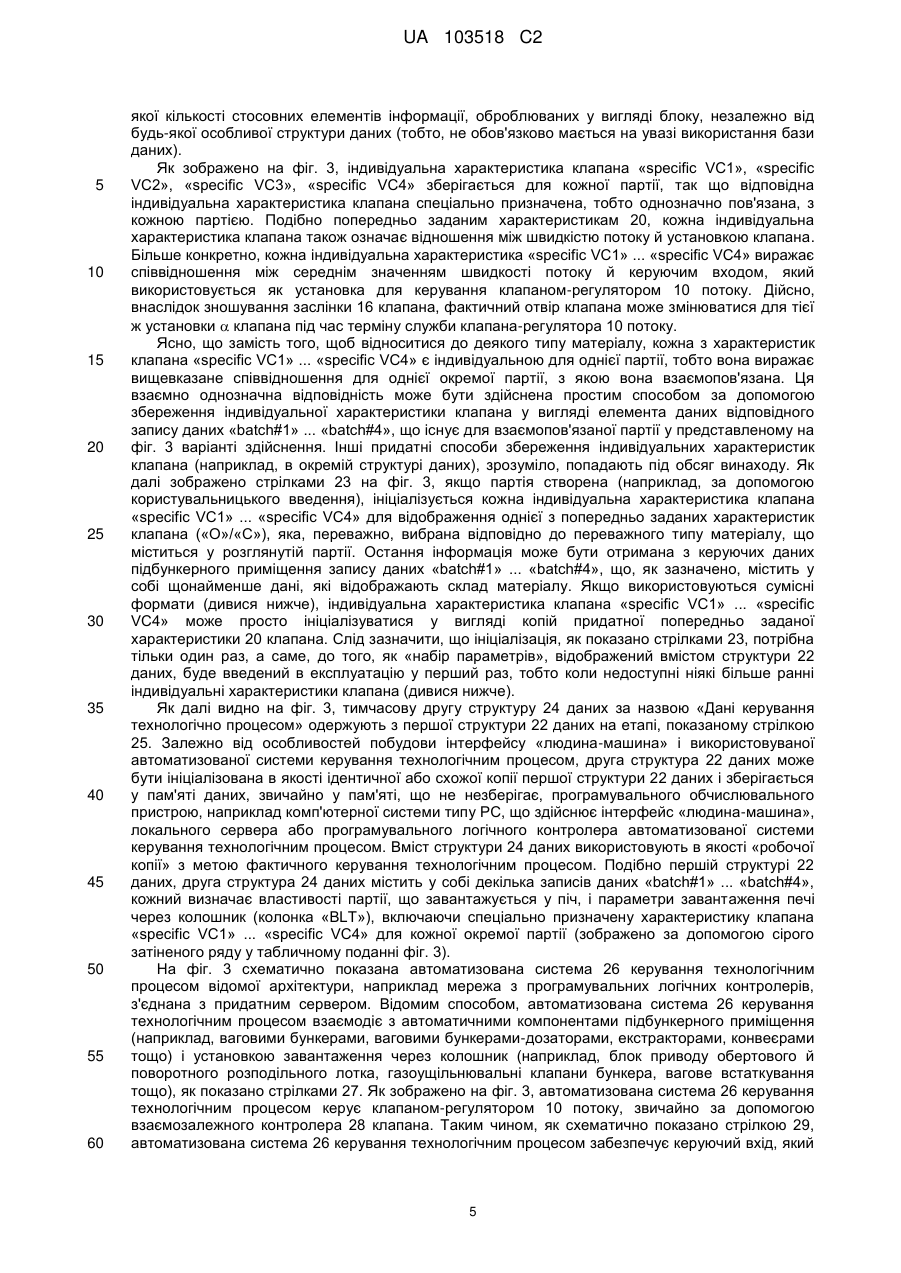
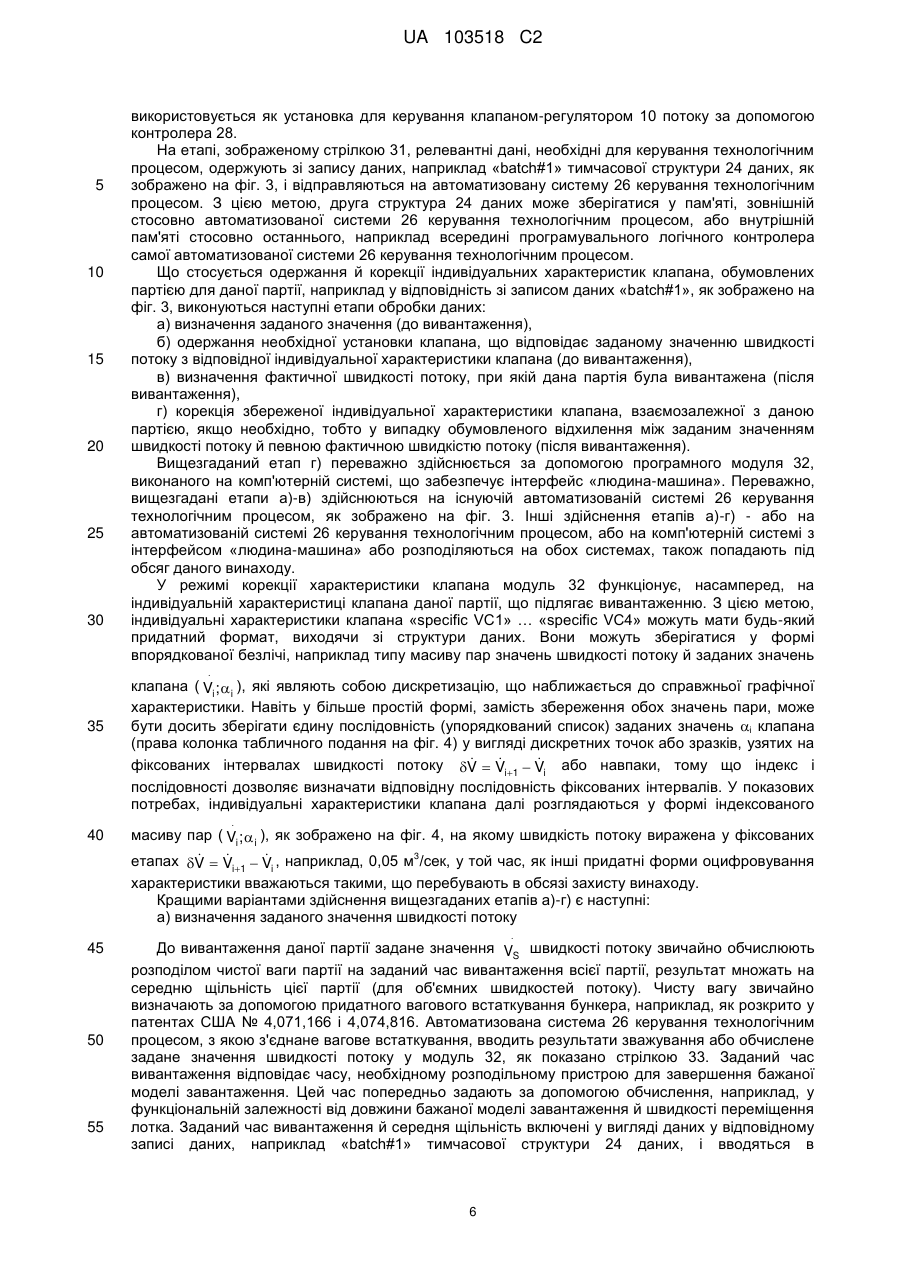
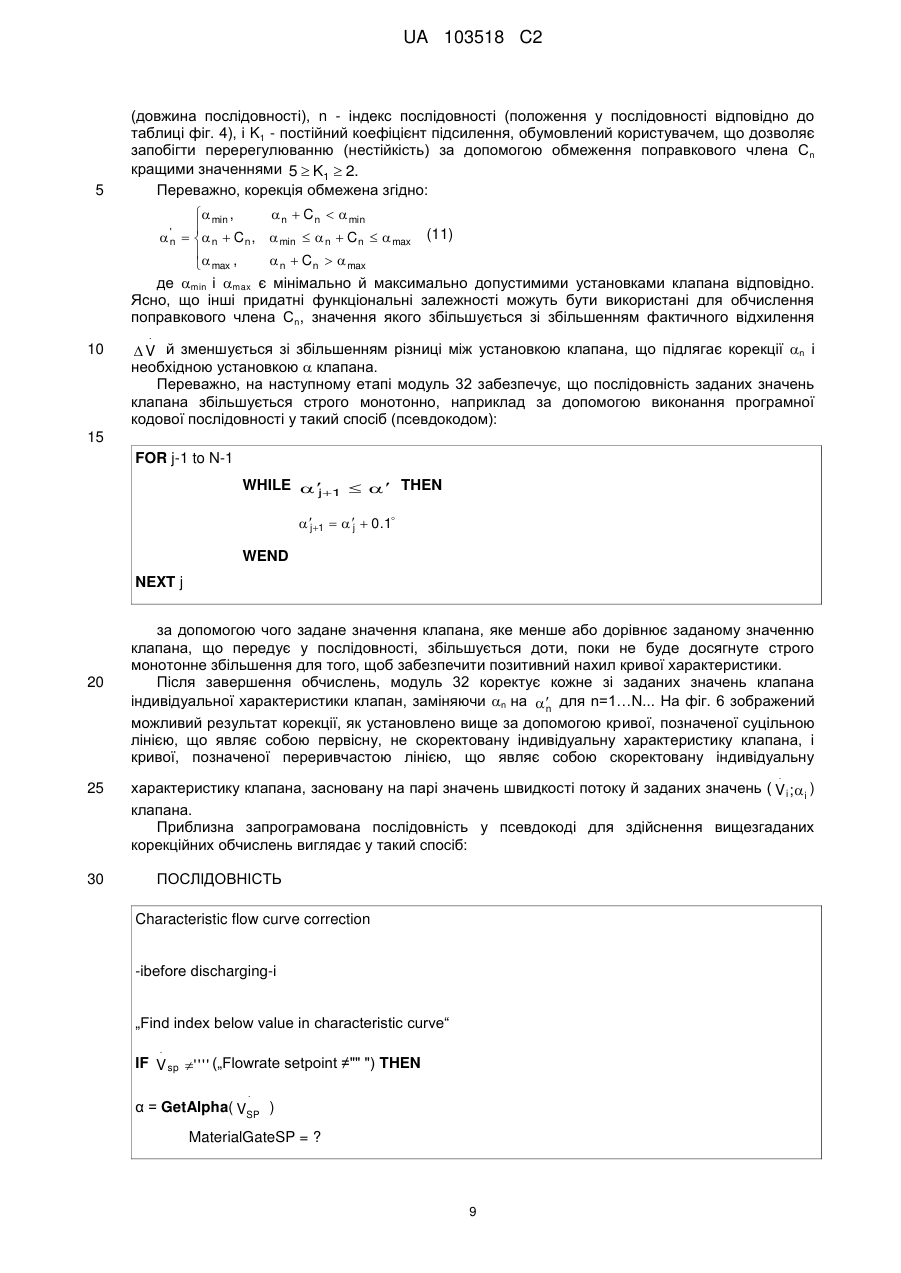
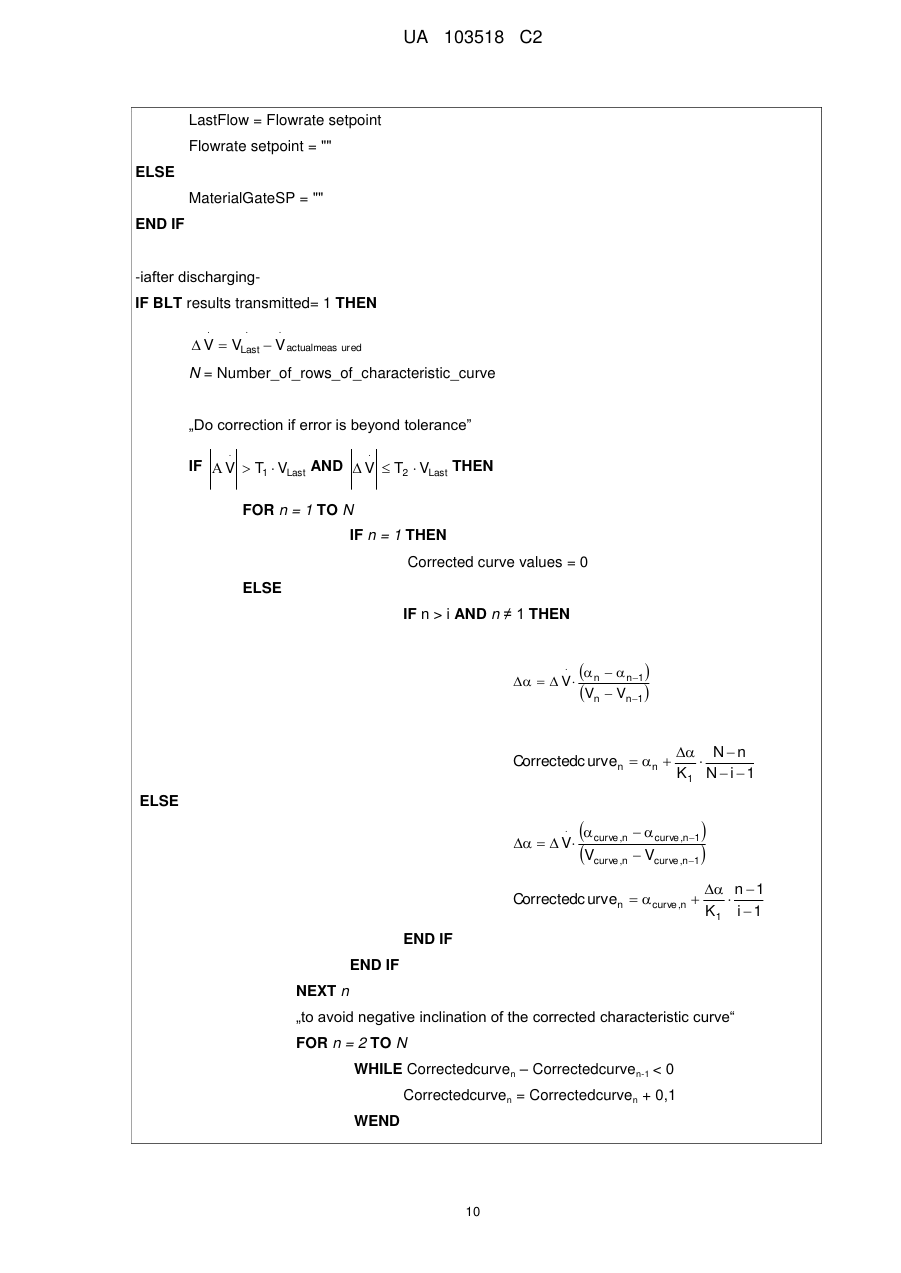
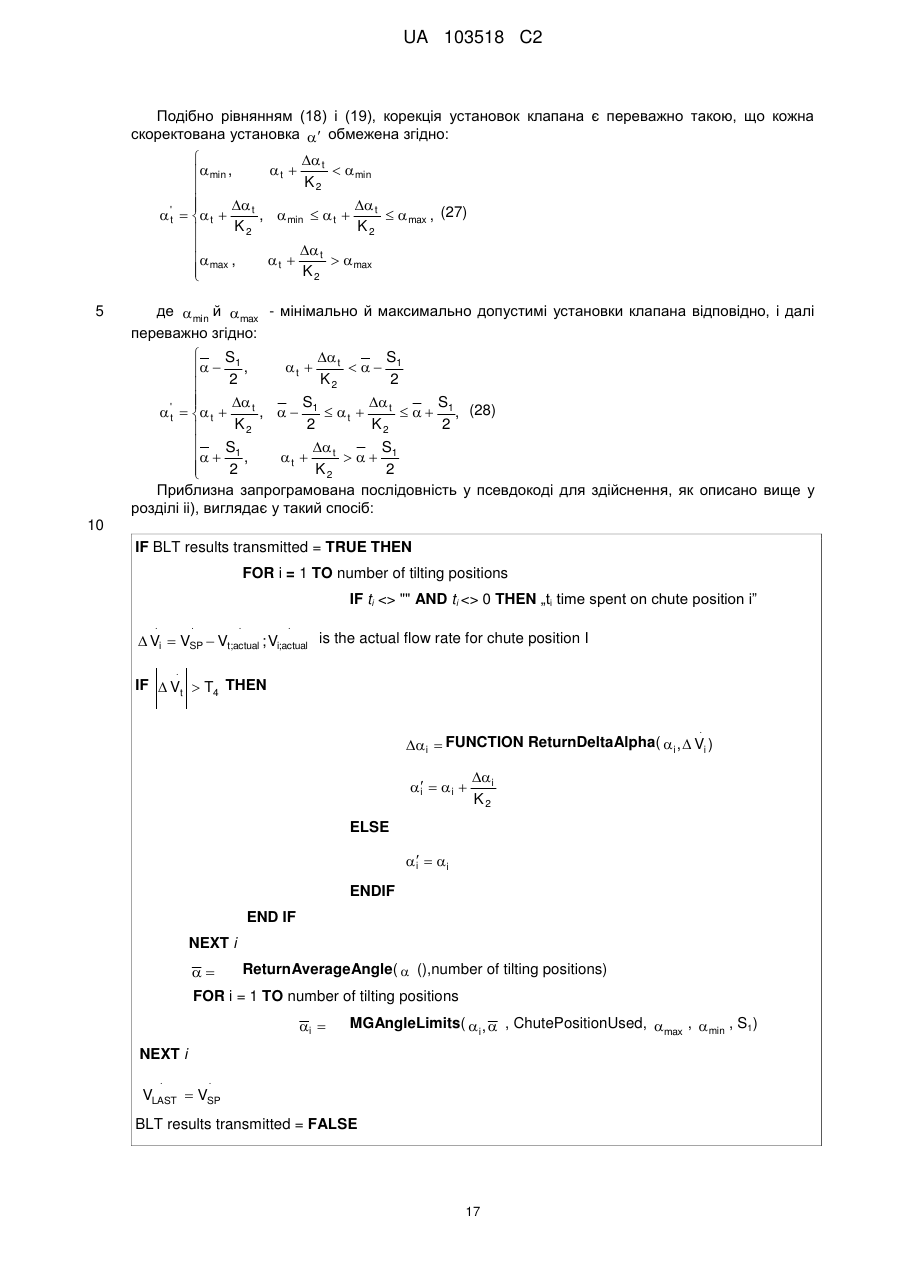
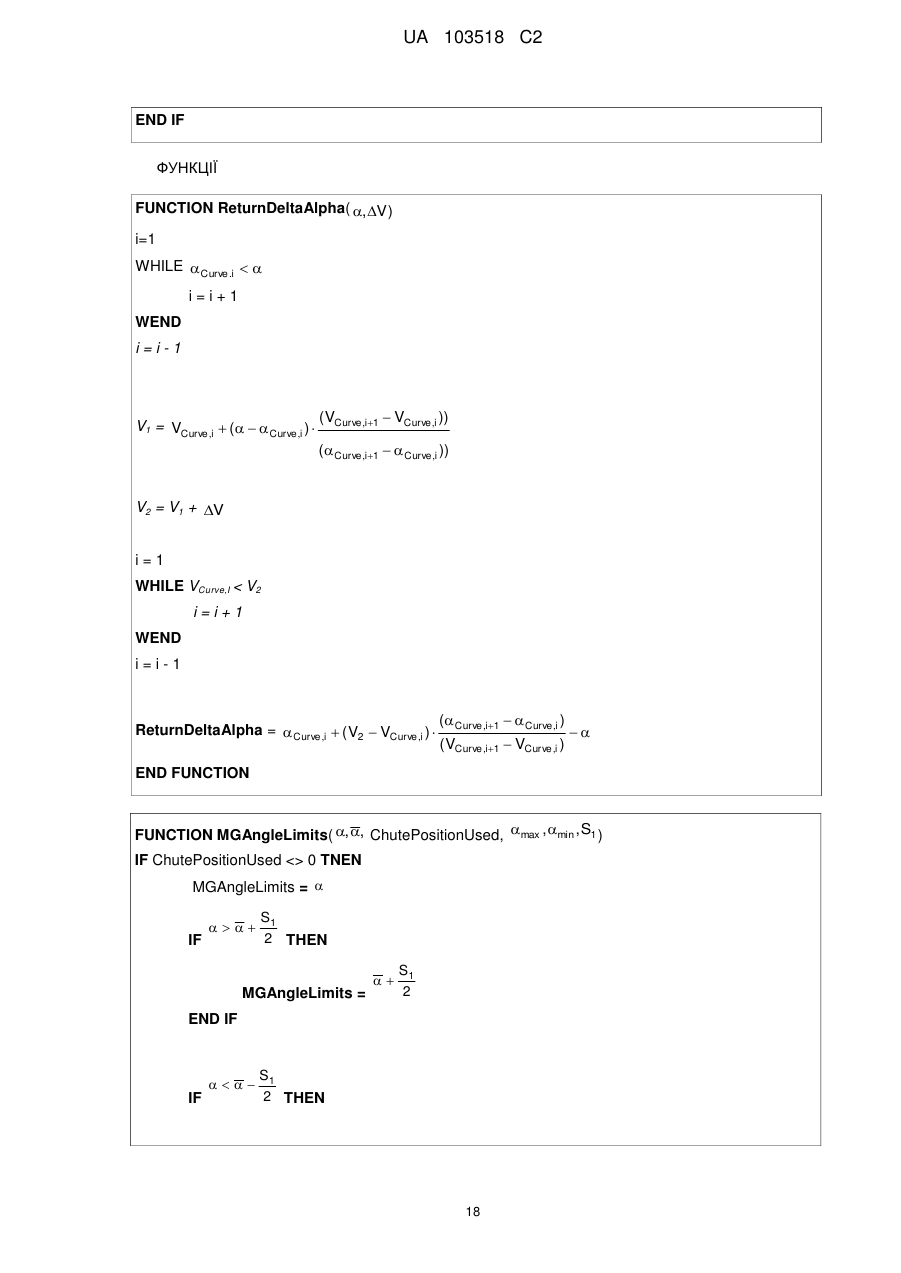
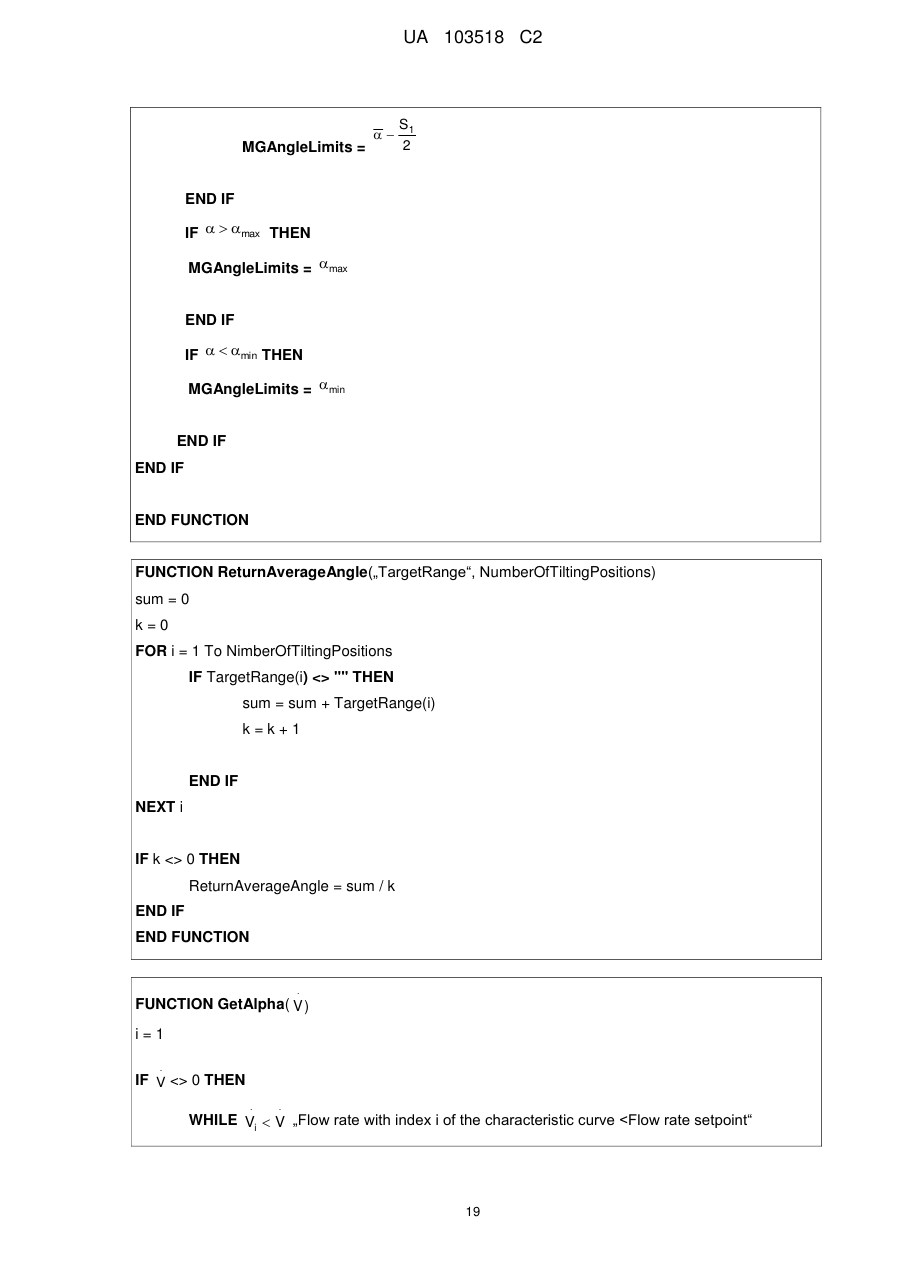
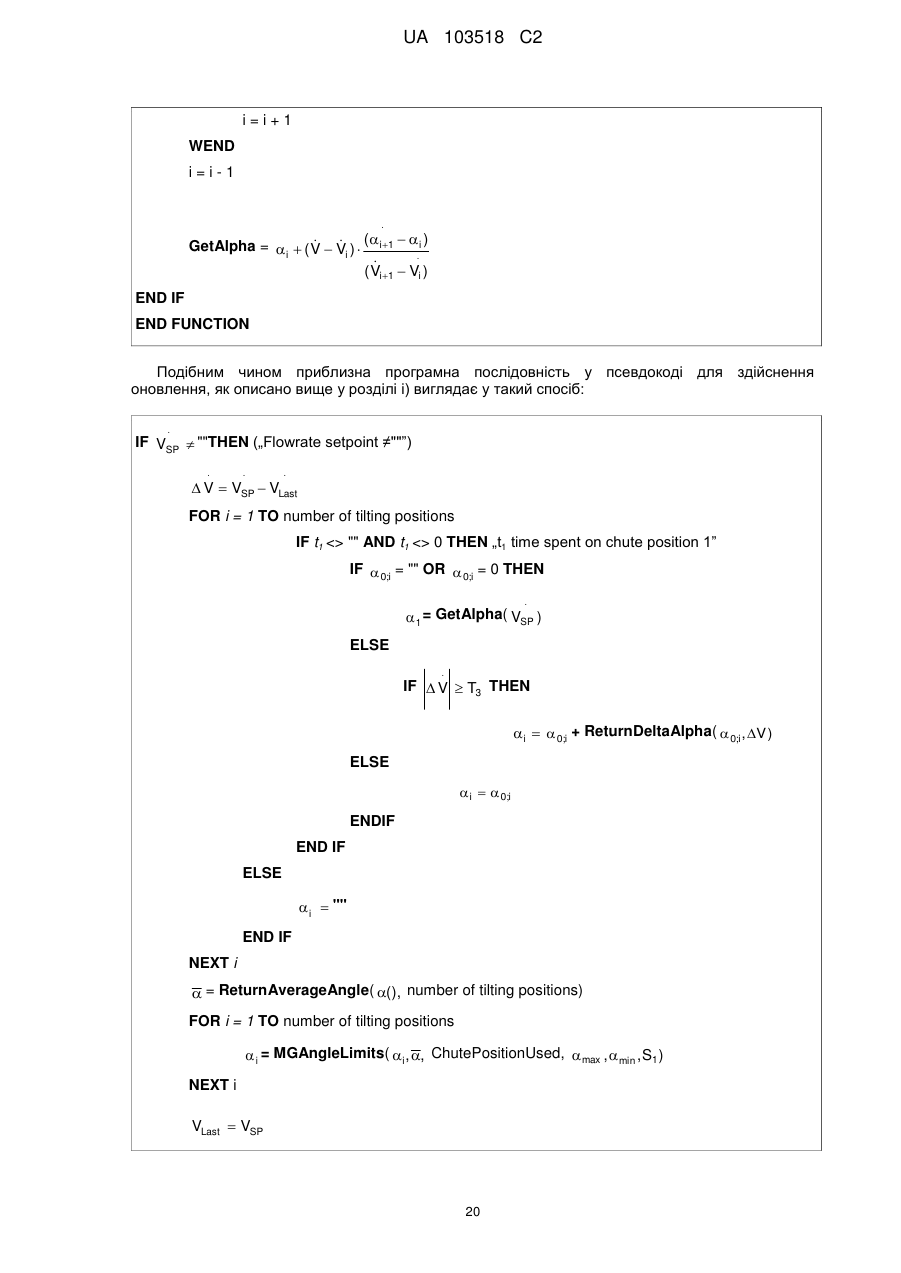
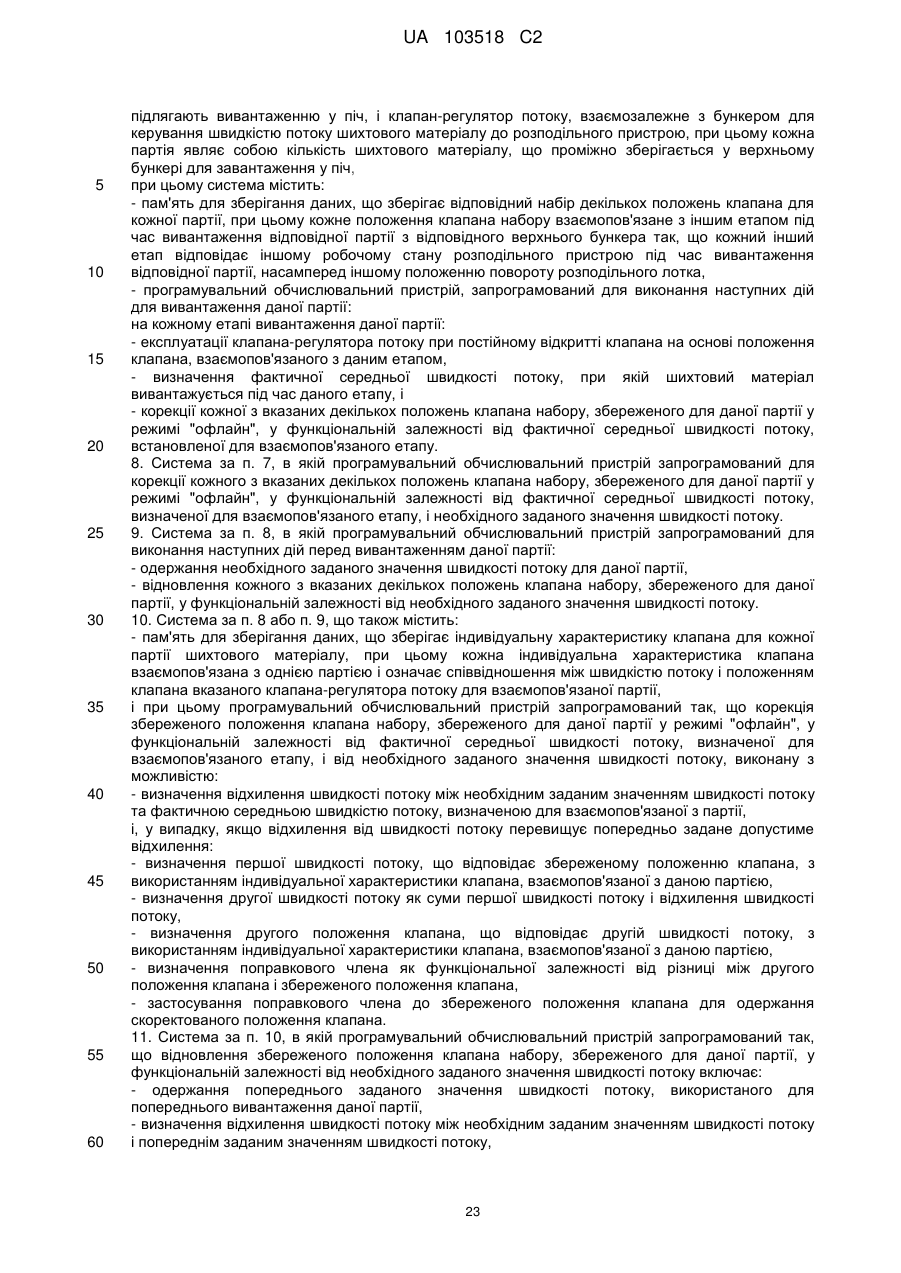
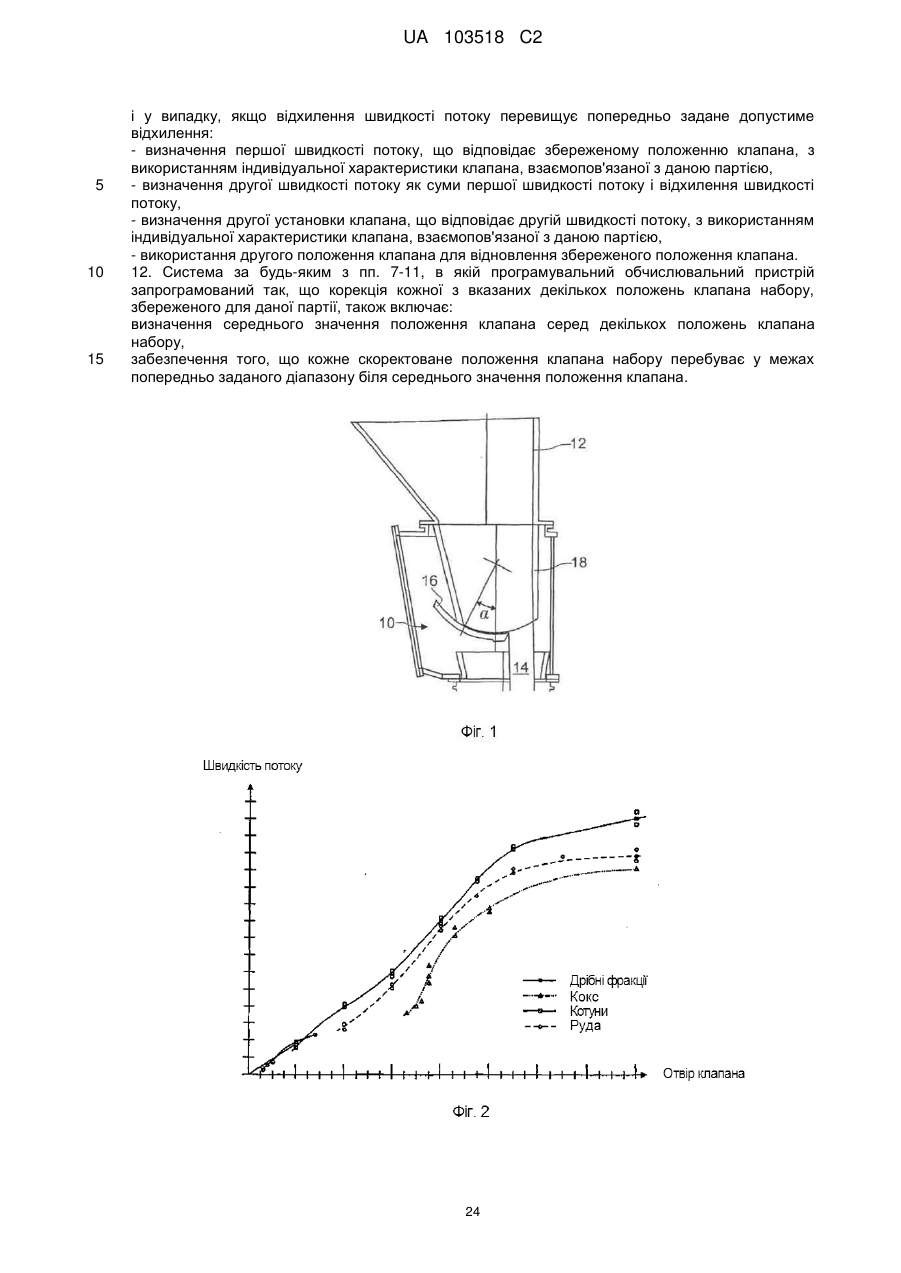
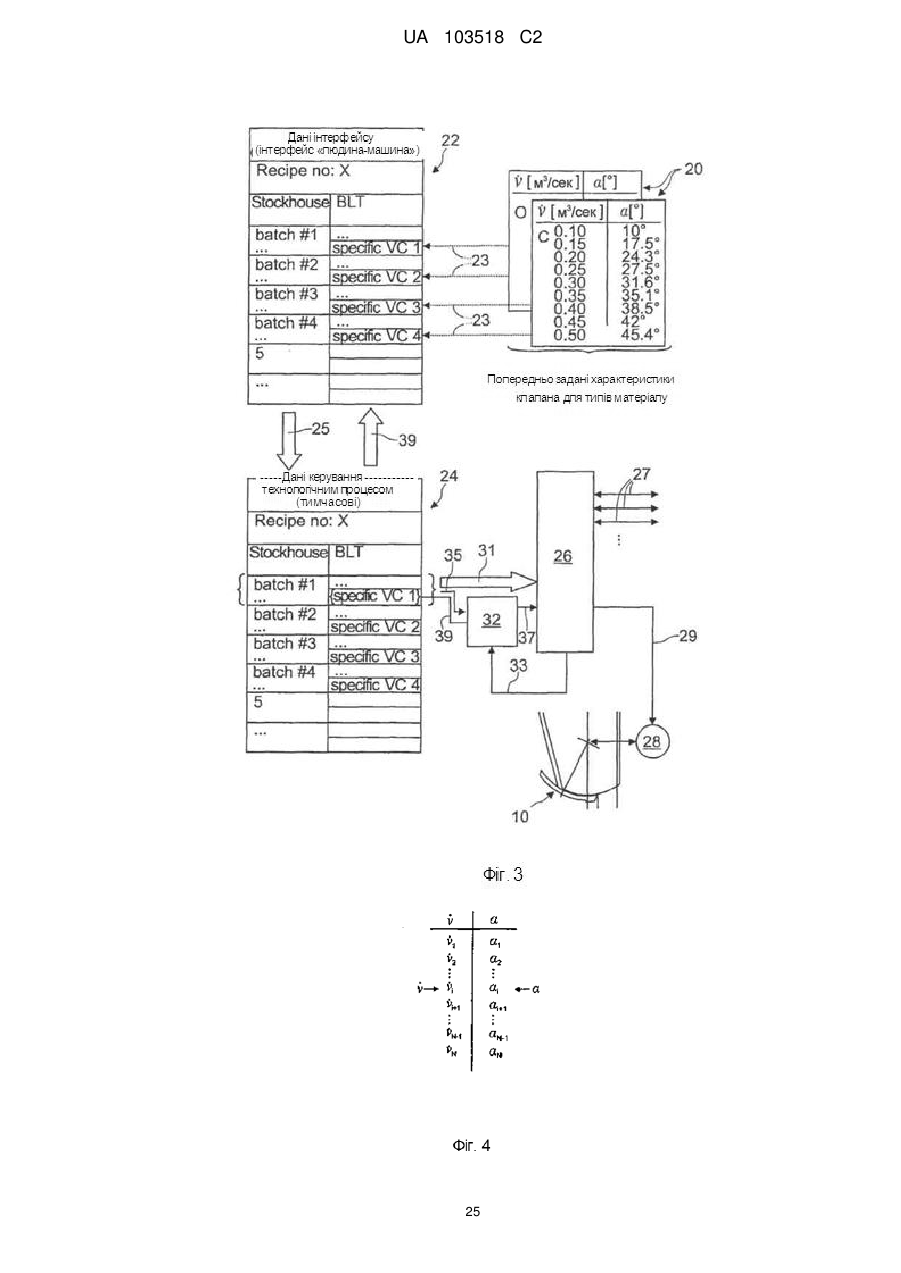
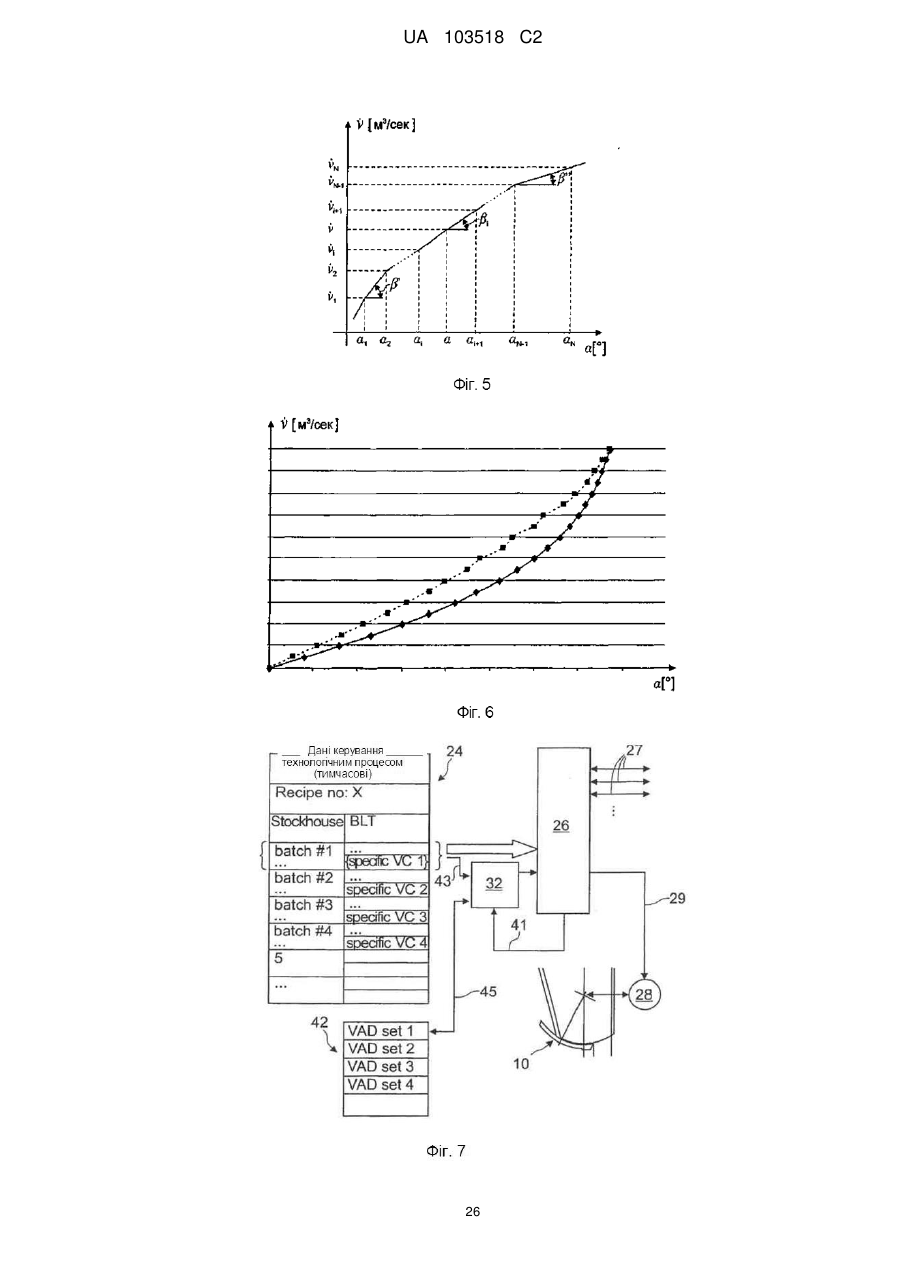
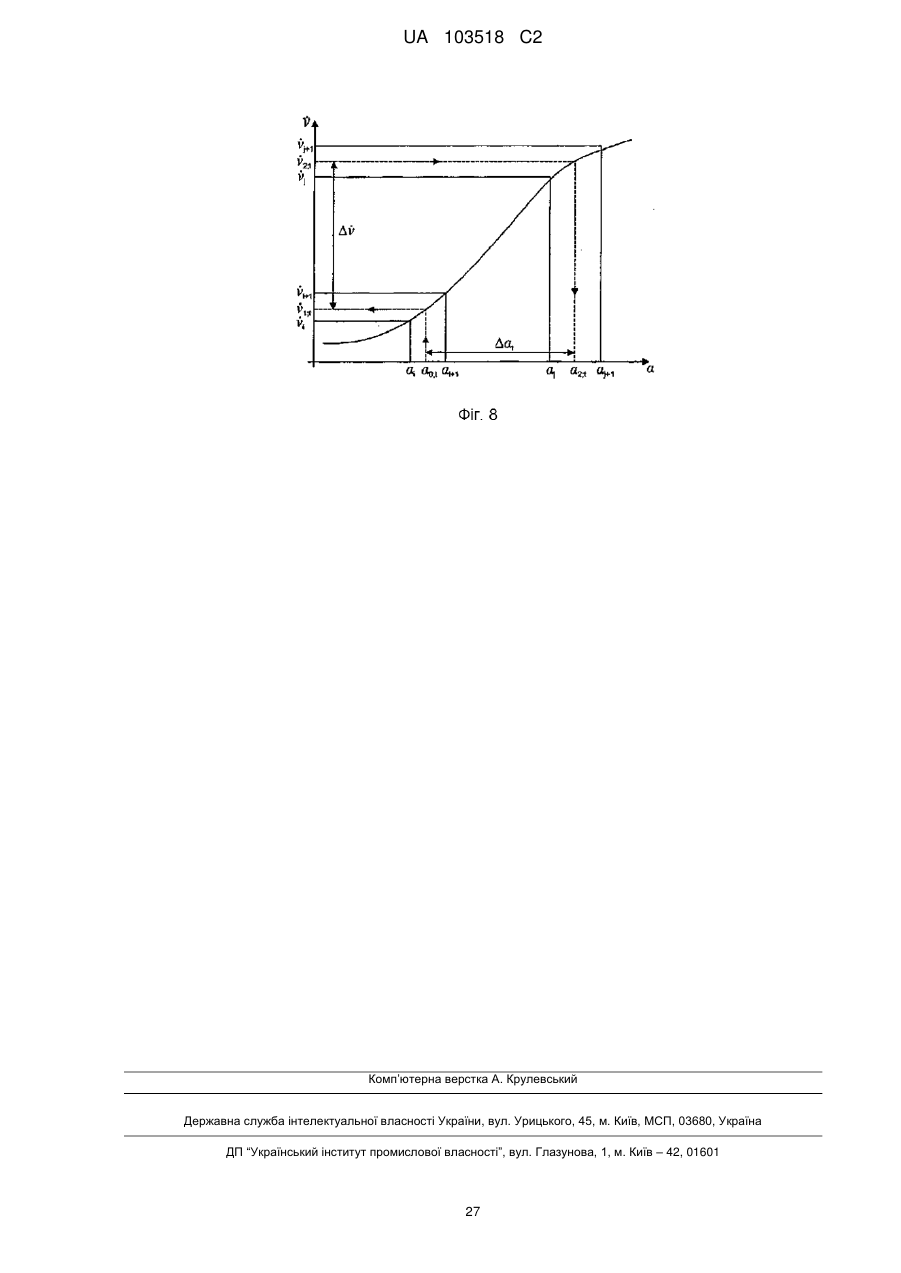
Реферат: У процесі завантаження шахтної печі, насамперед доменної печі, партії шихтового матеріалу, звичайно, у циклічній послідовності вивантажують у піч із верхнього бункера з використанням клапана-регулятора потоку. Запропоновані спосіб і система для регулювання швидкості потоку шихтового матеріалу у такому процесі. Відповідно до винаходу для кожної партії зберігають відповідний набір із декількох положень клапана, при цьому кожне положення клапана набору взаємопов'язане з іншим етапом у вивантаженні відповідної партії. Спосіб і система сконфігуровані для вивантаження даної партії так, що на кожному етапі у вивантаженні даної партії клапан-регулятор потоку експлуатують при постійному відкритому клапана на основі положення клапана, взаємопов'язаного з даним етапом, і для даного етапу визначають фактичну середню швидкість потоку, при якій вивантажується шихтовий матеріал. Також відповідно до винаходу спосіб і система сконфігуровані для корекції декількох положень клапана, збережених для даної партії у режимі "офлайн", у функціональній залежності від фактичної середньої швидкості, визначеної для взаємопов'язаного етапу. UA 103518 C2 (12) UA 103518 C2 UA 103518 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки Загалом, даний винахід належить до процесу завантаження шахтної печі, насамперед доменної печі. Більше конкретно, даний винахід належить до способу й системи для регулювання швидкості потоку шихтового матеріалу з верхнього бункера у піч із використанням клапана-регулятора потоку. Рівень техніки Добре відомо, що, крім належного шихтування матеріалів, геометричний розподіл шихтового матеріалу у доменній печі впливає на процес виробництва рідкого металу, тому що він, серед усього іншого, визначає розподіл газу. Для того щоб досягти бажаного ступеня розподілу, беручи до уваги оптимальний процес, два основних аспекти мають важливе значення. По-перше, матеріал повинен направлятися у правильне геометричне розташування на рівні засипки для досягнення бажаної конфігурації, звичайно групи замкнутих концентричних кілець або спіралі. По-друге, необхідно завантажувати відповідну кількість шихтового матеріалу на одиницю поверхні за траєкторією. Щодо першого аспекту геометрично правильно заданого розподілу можна досягти з використанням установки завантаження через колошник, оснащеної розподільним лотком, що має можливість обертання навколо осі печі й повороту навколо осі, перпендикулярної осі обертання. За останні десятиліття цей тип завантажувальної установки, звичайно іменований TM BELL LESS TOP , знайшов широке застосування у промисловості, тому що він дозволяє здійснити напрямок шихтового матеріалу точно до будь-якої точки рівня засипки за допомогою належного регулювання обертання лотка й кутів повороту. Ранній приклад такої завантажувальної установки розкритий у патенті США № 3,693,812, переуступленому фірмі PAUL WURTH. На практиці цей тип установки використовують для вивантаження циклічно повторюваних послідовностей партій шихтового матеріалу у піч за допомогою розподільного лотка. Матеріал на розподільний лоток звичайно надходить з одного або більше верхніх бункерів (також іменовані бункерами для матеріалу), розташованих у колошника печі вище за потоком від лотка, що забезпечують проміжне зберігання для кожної партії й служать як шлюз грубного газу. Беручи до уваги другий аспект, тобто керування кількістю матеріалу, що завантажується на одиницю поверхні, вищевказаний тип завантажувальної установки звичайно оснащений відповідним клапаном-регулятором потоку (також іменований заслінкою для матеріалу) для кожного верхнього бункера, наприклад відповідно до патенту США № 4,074,835. Клапанрегулятор потоку використовують для регулювання швидкості потоку шихтового матеріалу, що вивантажується з відповідного бункера у піч, за допомогою розподільного лотка для одержання відповідної кількості шихтового матеріалу на одиницю площі за допомогою зміни отвору клапана. Звичайно, регулювання швидкості потоку має мету одержання діаметрально симетричного й рівномірного по колу розподілу маси за бажаною траєкторією, що звичайно вимагає постійної швидкості потоку. Інша важлива мета - синхронізація кінця вивантаження партії щодо описаної розподільним лотком траєкторії. У противному випадку бункер може бути спустошений до того, як лоток досягне кінця траєкторії («недорегулювання») або там може залишитися матеріал, який необхідно вивантажити після того, як траєкторія повністю описана лотком («перерегулювання»). Японські патентні заявки JP 04 198412, JP 56 047506 і JP 59 229407 пропонують способи, які спрямовані на запобігання недорегулювання або перерегулювання. У кожному з цих способів отвір клапана-регулятора потоку є фіксованим під час вивантаження даної партії, але є повторно регульованим для наступного вивантаження у випадку виникнення перерегулювання або недорегулювання. Як альтернатива повторному регулюванню отвору клапана, JP 56 047506 також пропонує змінювати швидкість обертання розподільного лотка при збереженні отвору клапана незмінним. Ясно, що, займаючись проблемами недорегулювання або перерегулювання, запропоновані в JP 04 198412, JP 56 047506 і JP 59 229407 способи не забезпечують постійної швидкості потоку, необхідної для рівномірного розподілу ваги по колу за бажаною траєкторією. Дійсно, при отворі клапана, що залишається постійним під час вивантаження даної партії, швидкість потоку неминуче змінюється під час вивантаження, серед усього іншого, через збільшення залишкової маси, що залишається у бункері. Тому в інших відомих підходах отвір клапана змінюється під час вивантаження даної партії. У типовому підході такого роду клапан-регулятор потоку спочатку встановлений у попередньо задане «середнє положення», тобто «середній» отвір клапана, що відповідає середній швидкості потоку. На практиці середня швидкість потоку визначається у функціональній залежності від первісного об’єму партії, що перебуває у відповідному верхньому бункері, і часу, 1 UA 103518 C2 5 10 15 20 25 30 35 40 45 50 55 60 який потрібен розподільному лотку для повного опису бажаної траєкторії. Відповідний отвір клапана звичайно одержують з однієї з групи попередньо заданих характеристик клапана для різних типів матеріалу, особливо з кривих, що відображають швидкість потоку стосовно отвору клапана для різних типів матеріалу. Як було обговорено, наприклад, в Європейському патенті EP 0 204 935, характеристика клапана для даного типу матеріалу й даного клапана може бути отримана шляхом експерименту. ЕР 0 204 935 пропонує регулювати швидкість потоку за допомогою «онлайнового» керування зі зворотним зв'язком під час вивантаження партії у функціональній залежності від контрольованої залишкової ваги або зміни ваги шихтового матеріалу у розподільному верхньому бункері. На відміну від більше ранніх патентів США № 4,074,816 і 3,929,240, ЕР 0 204 935 пропонує спосіб, що, починаючи з попередньо заданого середнього отвору клапана, збільшує отвір клапана у випадку недостатньої швидкості потоку, але не зменшує отвір клапана у випадку надмірної швидкості потоку. ЕР 0 204 935 також пропонує відновлення даних, які означають положення клапана, необхідних для забезпечення заданого виходу відповідного типу матеріалу, тобто характеристику клапана для деякого типу матеріалу, у світлі результатів, отриманих із попереднього завантаження. Японська патентна заявка JP 2005 206848 розкриває інший спосіб «онлайнового» керування зі зворотним зв'язком отвору клапана під час вивантаження партії. Згідно JP 2005 206848 отвір клапана повторно регулюється за допомогою «динамічного регулювання», що використовує керуючий вплив за інтегралом й пропорційний керуючий вплив у мінімальних переміщеннях або інтервалах. Кожний інтервал відповідає повному оберту обертового розподільного лотка під час вивантаження. Це онлайнове «динамічне регулювання» робить повторне регулювання отвору клапана для наступного інтервалу під час вивантаження у функціональній залежності від залишкової ваги, що підлягає вивантаженню, і часу вивантаження, що залишився. Крім того, JP 2005 206848 пропонує застосування двох обчислень корекція «подача вперед» і корекція «подача назад» для більше точного визначення необхідного первісного отвору клапана для першого інтервалу вивантаження, тобто першого оберту лотка. Європейський патент EP 0 488 318 розкриває інший спосіб регулювання швидкості потоку за допомогою керування у реальному часі ступенем відкриття клапана-регулятора потоку й також пропонує використання таблиць, які являють собою співвідношення між ступенем відкриття й швидкістю потоку відповідно до різних типів матеріалу, схожими з вищезгаданою характеристикою клапана. ЕР 0 488 318 пропонує спосіб, спрямований на одержання постійного співвідношення швидкості потоку до (середнього) діаметру зерна під час вивантаження, беручи до уваги досягнення більше однорідного розподілу газового потоку. У цей час широко поширена практика «онлайнового» регулювання швидкості потоку згідно ЕР 0 204 935. Не дивлячись на очевидні вигоди щодо рівномірного розподілу маси по колу, цей підхід залишає простір для поліпшення. Наприклад, він вважається недостатньо пристосованим до великої розмаїтості властивостей партії, наприклад до партій, що складаються з суміші різних шихтових матеріалів, або до великої розмаїтості режимів експлуатації установки завантаження через колошник. Крім того, відомі підходи «онлайнового» керування зі зворотним зв'язком, наприклад згідно ЕР 0 204 935 або JP 2005 206848, для досягнення гарних результатів вимагають точного вибору й настроювання параметрів керування. Технічна проблема Першою метою даного винаходу є розробка як спрощеного способу, так і спрощеної системи для регулювання швидкості потоку шихтового матеріалу у завантаженні шахтної печі. Ця мета досягнута за допомогою способу за п. 1 формули винаходу й системи за п. 7 формули винаходу. Загальний опис винаходу Даний винахід належить до способу регулювання швидкості потоку шихтового матеріалу у процесі завантаження шахтної печі, насамперед доменної печі. Такий процес завантаження звичайно містить у собі циклічну послідовність партій шихтового матеріалу, які утворює цикл завантаження й вивантажуються у піч із верхнього бункера з використанням клапанарегулятора потоку. Ясно, що партія, таким чином, являє собою дану кількість або серію шихтового матеріалу, наприклад одне заповнення або завантаження бункера матеріалом, що завантажується у піч за одну або декілька операцій, які становлять цикл завантаження. Відповідно до запропонованого способу, для кожної партії зберігається відповідний набір безлічі установок клапана. Ясно, що у даному контексті термін «декілька установок» означає більше ніж одну установку й, звичайно, безліч установок. Кожна установка клапана з набору взаємопов'язана з іншим етапом вивантаження відповідної партії, для якої зберігається набір. Переважно, кожний процес вивантаження партії розділений на послідовні етапи або періоди, так що кожний етап відповідає іншому робочому стану розподільного пристрою, який 2 UA 103518 C2 5 10 15 20 25 30 35 40 45 50 55 60 використаний для розподілу вивантаженої партії. Насамперед, кожний етап, переважно, відповідає іншим положенням повороту розподільного лотка розподільного пристрою. Відповідно до запропонованого способу дана партія циклу завантаження вивантажується з використанням клапана-регулятора потоку, встановленого для кожного етапу відповідно до установки клапана, взаємопов'язаної з розглянутою партією. Тому отвір клапана залишається постійним під час кожного етапу вивантаження відповідно, незважаючи на те, що він може змінюватися від етапу до етапу. Крім того, на кожному окремому етапі визначається фактична середня швидкість потоку, при якій вивантажується шихтовий матеріал. Відповідно до запропонованого способу основний аспект регулювання швидкості потоку лежить у корекції кожної з безлічі установок клапана, які використовуються для функціонування клапана-регулятора потоку. Більше конкретно, кожна установка клапана для даної партії коректується у режимі оффлайн, наприклад безпосередньо після того, як завершений даний етап вивантаження, або після того, як партія повністю вивантажена або навіть до наступного вивантаження даної партії. Для кожної установки клапана здійснюється корекція у функціональній залежності від фактичної середньої швидкості, встановленої для етапу, з яким взаємопов'язана установка клапана. Ясно, що регулювання швидкості потоку спрощене й відтворене більше надійно на підставі «оффлайнової» сутності корекції установки клапана відповідно до винаходу. Серед усього іншого, усувається необхідність вибору й точного настроювання керуючих параметрів, як було потрібно «онлайновими» способами керування зі зворотним зв'язком відомого типу. Запропонований спосіб не підлягає впливу нестабільності й незадовільних результатів внаслідок неналежних керуючих параметрів або змін у властивостях партії. Крім того, оскільки «онлайнове» регулювання відповідно до принципів EP 0 204 935 або JP 2005 206848 містять у собі необхідність належного визначення первісного отвору клапана для запуску вивантаження, ця необхідність запропонованим способом усунута. Крім того, запропонований підхід регулювання швидкості потоку автоматично адаптується до змін у режимах роботи установки завантаження через колошник від одного етапу до іншого етапу під час вивантаження, наприклад до закриття клапана-регулятора потоку, і також між партіями. Відповідна система для регулювання швидкості потоку запропонована у п. 7 формули винаходу. Відповідно до винаходу, система, в основному, містить пристрої запам'ятовування, що зберігають відповідну групу з безлічі установок клапана для кожної партії, і придатні програмувальні обчислювальні пристрої (наприклад, комп'ютер або програмувальний логічний контролер), запрограмовані для здійснення ключових аспектів запропонованого способу, як деталізовано вище. Кращі ознаки запропонованого способу й системи визначені у залежних пунктах 2-7 і 9-14 відповідно. Короткий опис креслень Кращий варіант здійснення винаходу буде описаний за допомогою прикладу, з посиланням на прикладені креслення, на яких зображені: Фіг. 1 схематичний вертикальний вигляд у поперечному розрізі клапана-регулятора потоку, взаємопов'язаного з верхнім бункером завантажувальної установки доменної печі, Фіг. 2 графік, що зображує групу попередньо заданих графічних характеристик, що відображають швидкість потоку стосовно установки клапана, як визначено за допомогою виміру для різних типів матеріалу й клапана-регулятора потоку, Фіг. 3 блок-схема, що схематично ілюструє потік даних у сполученні з одержанням і корекцією індивідуальної характеристики клапана для кожної партії шихтового матеріалу, Фіг. 4 таблиця індивідуальних характеристик клапана, виражених у вигляді послідовності дискретних заданих значень клапана (кут відкриття на фіг. 1) і взаємозалежної послідовності дискретних середніх значень швидкості потоку, Фіг. 5 графік кривої, що зображує представлену на фіг. 4 індивідуальну характеристику клапана, Фіг. 6 графік кривих, що зображують первісну індивідуальну характеристику клапана (суцільна лінія) і скоректовану індивідуальну характеристику клапана (переривчаста лінія). Фіг. 7 блок-схема, що схематично зображує потік даних у сполученні з регулюванням швидкості потоку відповідно до даного винаходу, Фіг. 8 графік індивідуальної характеристики клапана, що зображує етапи, які використані у сполученні з корекцією й відновленням кожної з безлічі установок клапана для використання у вивантаженні даної партії. Докладний опис із посиланням на креслення На фіг. 1 схематично зображений клапан-регулятор 10 потоку на виході верхнього бункера 3 UA 103518 C2 5 10 15 20 25 30 35 40 45 50 55 60 12 у завантажувальній установці доменної печі, наприклад відповідно до заявки WO 2007/082630. Під час вивантаження партіями шихтового матеріалу клапан-регулятор 10 потоку використовують для керування (масовою або об'ємною) швидкістю потоку. Добре відомо, що для належного профілю завантаження, швидкість потоку повинна бути погоджена з роботою розподільного пристрою, в який подається матеріал у формі потоку 14, як зображено на фіг. 1. Звичайно, швидкість потоку повинна бути погоджена з обертанням і поворотом розподільного лотка (не показаний). Ясно, що швидкість потоку - це регульований параметр процесу, обумовлений, головним чином, отвором клапана (область діафрагми / відкритий переріз) клапана 10. У зображеному на фіг. 1 варіанті здійснення клапан-регулятор 10 потоку сконфігурований відповідно до загальних принципів, розкритих у патенті США № 4,074,835, тобто, за допомогою дросельної заслінки 16, що повертається, яка повертається напроти елемента 18 каналу у цілому восьмигранного або овального перерізу. У цьому варіанті здійснення керованою установкою клапана (регульована змінна) є кут розкриття клапана 10, що визначає положення повороту заслінки 16 і, таким чином, отвору клапана. Потім символ «» виражений, наприклад, в [°] і являє собою установку для клапана 10 фіг. 1 тільки у показових потребах. Дійсно, даний винахід не обмежений у своєму застосуванні особливим типом клапана-регулятора потоку. Він рівною мірою застосовний до будь-якої іншої конструкції, наприклад, до такої, яка описана в Європейському патенті ЕР 0 088 253, в якому регульована змінна є осьовим зсувом клапана у вигляді пробки, або в Європейському патенті ЕР 0 062 770, в якому регульована змінна є отвором клапана типу ірисової діафрагми. На фіг. 2 зображені криві, що відображають швидкість потоку стосовно установки клапана для різних типів матеріалу відповідно, а саме, агломерованих дрібний фракцій, коксу, котунів і руди для даного типу клапана-регулятора потоку (криві фіг. 2 є клапаном-регулятором коркового типу, як описано в ЕР 088 253). Кожну криву одержують емпіричним шляхом відомим способом, тобто на підставі змін швидкості потоку для різних установок клапана за допомогою показової партії даного типу матеріалу, що має звичайні властивості, насамперед гранулометрію й загальну вагу партії. Криві, як зображені на фіг. 2, виражають попередньо задану типову характеристику клапана щодо деякого типу матеріалу. Режим корекції характеристики клапана У цьому розділі з посиланням на фіг. 3-6 описується кращий режим одержання й корекції індивідуальних для партії характеристик клапана, який називають «режим корекції характеристики клапана». Як зображено на фіг. 3, для позначення співвідношення між швидкістю потоку й установкою клапана-регулятора 10 потоку передбачена обмежена кількість попередньо заданих характеристик клапана, що мають відношення до деякого типу матеріалу. Наприклад, як показано на фіг. 3, передбачені тільки дві основні характеристики, одна для коксового матеріалу («С») і одна для залізовмісного матеріалу («О»), однак не виключаються інші можливі попередньо задані характеристики, наприклад для матеріалу типів агломерат і котуни відповідно (дивися фіг. 2). Попередньо задані характеристики 20 передбачені відповідно до типів матеріалів, що використовуються, у бажаному циклі завантаження й отримують відомим способом, наприклад, як визначено вище щодо фіг. 2. Попередньо задані характеристики 20 зберігаються у будь-якому придатному форматі у пристрої зберігання даних, наприклад на жорсткому диску комп'ютерної системи, що здійснює інтерфейс «людина-машина» (HMI), для взаємодії користувача з процесом керування операції завантаження доменної печі або у зберігаючій пам'яті програмувального логічного контролера (PLC) автоматизованої системи керування технологічним процесом. Далі, на фіг. 3 зображений графік першої структури 22 даних за назвою «Дані інтерфейсу (інтерфейс «людина-машина»)», що містить елементи даних, які відносяться до керування процесом завантаження. Структура 22 даних використовується в інтерфейсі «людина-машина» і втримує групу установок і параметрів, обумовлених користувачем, тобто, «набір параметрів» для керування процесом завантаження. Він може мати будь-який придатний формат для змісту даних («...» у колонку «BLT»), придатний для керування завантажувальною установкою, наприклад для вибору бажаної моделі завантаження, і («...» у колонку «Stockhouse») для керування автоматизованим підбункерним приміщенням, наприклад для подачі бажаної маси, складу матеріалу й розташування партій. Для кожної партії надається відповідний запис даних, як зображено за допомогою рядів у табличному поданні структури 22 даних на фіг. 3 (дивися ідентифікатор «batch#1»...«batch#4»). З метою керування підбункерним приміщенням кожний запис даних партії містить у собі щонайменше дані, що відображають склад матеріалу партії, з яким взаємопов'язаний запис даних. З метою даного, вираження «запис» відноситься до будь 4 UA 103518 C2 5 10 15 20 25 30 35 40 45 50 55 60 якої кількості стосовних елементів інформації, оброблюваних у вигляді блоку, незалежно від будь-якої особливої структури даних (тобто, не обов'язково мається на увазі використання бази даних). Як зображено на фіг. 3, індивідуальна характеристика клапана «specific VC1», «specific VC2», «specific VC3», «specific VC4» зберігається для кожної партії, так що відповідна індивідуальна характеристика клапана спеціально призначена, тобто однозначно пов'язана, з кожною партією. Подібно попередньо заданим характеристикам 20, кожна індивідуальна характеристика клапана також означає відношення між швидкістю потоку й установкою клапана. Більше конкретно, кожна індивідуальна характеристика «specific VC1» ... «specific VC4» виражає співвідношення між середнім значенням швидкості потоку й керуючим входом, який використовується як установка для керування клапаном-регулятором 10 потоку. Дійсно, внаслідок зношування заслінки 16 клапана, фактичний отвір клапана може змінюватися для тієї ж установки клапана під час терміну служби клапана-регулятора 10 потоку. Ясно, що замість того, щоб відноситися до деякого типу матеріалу, кожна з характеристик клапана «specific VC1» ... «specific VC4» є індивідуальною для однієї партії, тобто вона виражає вищевказане співвідношення для однієї окремої партії, з якою вона взаємопов'язана. Ця взаємно однозначна відповідність може бути здійснена простим способом за допомогою збереження індивідуальної характеристики клапана у вигляді елемента даних відповідного запису даних «batch#1» ... «batch#4», що існує для взаємопов'язаної партії у представленому на фіг. 3 варіанті здійснення. Інші придатні способи збереження індивідуальних характеристик клапана (наприклад, в окремій структурі даних), зрозуміло, попадають під обсяг винаходу. Як далі зображено стрілками 23 на фіг. 3, якщо партія створена (наприклад, за допомогою користувальницького введення), ініціалізується кожна індивідуальна характеристика клапана «specific VC1» ... «specific VC4» для відображення однієї з попередньо заданих характеристик клапана («О»/«С»), яка, переважно, вибрана відповідно до переважного типу матеріалу, що міститься у розглянутій партії. Остання інформація може бути отримана з керуючих даних підбункерного приміщення запису даних «batch#1» ... «batch#4», що, як зазначено, містить у собі щонайменше дані, які відображають склад матеріалу. Якщо використовуються сумісні формати (дивися нижче), індивідуальна характеристика клапана «specific VC1» ... «specific VC4» може просто ініціалізуватися у вигляді копій придатної попередньо заданої характеристики 20 клапана. Слід зазначити, що ініціалізація, як показано стрілками 23, потрібна тільки один раз, а саме, до того, як «набір параметрів», відображений вмістом структури 22 даних, буде введений в експлуатацію у перший раз, тобто коли недоступні ніякі більше ранні індивідуальні характеристики клапана (дивися нижче). Як далі видно на фіг. 3, тимчасову другу структуру 24 даних за назвою «Дані керування технологічно процесом» одержують з першої структури 22 даних на етапі, показаному стрілкою 25. Залежно від особливостей побудови інтерфейсу «людина-машина» і використовуваної автоматизованої системи керування технологічним процесом, друга структура 22 даних може бути ініціалізована в якості ідентичної або схожої копії першої структури 22 даних і зберігається у пам'яті даних, звичайно у пам'яті, що не незберігає, програмувального обчислювального пристрою, наприклад комп'ютерної системи типу РС, що здійснює інтерфейс «людина-машина», локального сервера або програмувального логічного контролера автоматизованої системи керування технологічним процесом. Вміст структури 24 даних використовують в якості «робочої копії» з метою фактичного керування технологічним процесом. Подібно першій структурі 22 даних, друга структура 24 даних містить у собі декілька записів даних «batch#1» ... «batch#4», кожний визначає властивості партії, що завантажується у піч, і параметри завантаження печі через колошник (колонка «BLT»), включаючи спеціально призначену характеристику клапана «specific VC1» ... «specific VC4» для кожної окремої партії (зображено за допомогою сірого затіненого ряду у табличному поданні фіг. 3). На фіг. 3 схематично показана автоматизована система 26 керування технологічним процесом відомої архітектури, наприклад мережа з програмувальних логічних контролерів, з'єднана з придатним сервером. Відомим способом, автоматизована система 26 керування технологічним процесом взаємодіє з автоматичними компонентами підбункерного приміщення (наприклад, ваговими бункерами, ваговими бункерами-дозаторами, екстракторами, конвеєрами тощо) і установкою завантаження через колошник (наприклад, блок приводу обертового й поворотного розподільного лотка, газоущільнювальні клапани бункера, вагове встаткування тощо), як показано стрілками 27. Як зображено на фіг. 3, автоматизована система 26 керування технологічним процесом керує клапаном-регулятором 10 потоку, звичайно за допомогою взаємозалежного контролера 28 клапана. Таким чином, як схематично показано стрілкою 29, автоматизована система 26 керування технологічним процесом забезпечує керуючий вхід, який 5 UA 103518 C2 5 10 15 20 25 30 використовується як установка для керування клапаном-регулятором 10 потоку за допомогою контролера 28. На етапі, зображеному стрілкою 31, релевантні дані, необхідні для керування технологічним процесом, одержують зі запису даних, наприклад «batch#1» тимчасової структури 24 даних, як зображено на фіг. 3, і відправляються на автоматизовану систему 26 керування технологічним процесом. З цією метою, друга структура 24 даних може зберігатися у пам'яті, зовнішній стосовно автоматизованої системи 26 керування технологічним процесом, або внутрішній пам'яті стосовно останнього, наприклад всередині програмувального логічного контролера самої автоматизованої системи 26 керування технологічним процесом. Що стосується одержання й корекції індивідуальних характеристик клапана, обумовлених партією для даної партії, наприклад у відповідність зі записом даних «batch#1», як зображено на фіг. 3, виконуються наступні етапи обробки даних: а) визначення заданого значення (до вивантаження), б) одержання необхідної установки клапана, що відповідає заданому значенню швидкості потоку з відповідної індивідуальної характеристики клапана (до вивантаження), в) визначення фактичної швидкості потоку, при якій дана партія була вивантажена (після вивантаження), г) корекція збереженої індивідуальної характеристики клапана, взаємозалежної з даною партією, якщо необхідно, тобто у випадку обумовленого відхилення між заданим значенням швидкості потоку й певною фактичною швидкістю потоку (після вивантаження). Вищезгаданий етап г) переважно здійснюється за допомогою програмного модуля 32, виконаного на комп'ютерній системі, що забезпечує інтерфейс «людина-машина». Переважно, вищезгадані етапи а)-в) здійснюються на існуючій автоматизованій системі 26 керування технологічним процесом, як зображено на фіг. 3. Інші здійснення етапів a)-г) - або на автоматизованій системі 26 керування технологічним процесом, або на комп'ютерній системі з інтерфейсом «людина-машина» або розподіляються на обох системах, також попадають під обсяг даного винаходу. У режимі корекції характеристики клапана модуль 32 функціонує, насамперед, на індивідуальній характеристиці клапана даної партії, що підлягає вивантаженню. З цією метою, індивідуальні характеристики клапана «specific VC1» … «specific VC4» можуть мати будь-який придатний формат, виходячи зі структури даних. Вони можуть зберігатися у формі впорядкованої безлічі, наприклад типу масиву пар значень швидкості потоку й заданих значень 35 40 клапана ( Vi ; i ), які являють собою дискретизацію, що наближається до справжньої графічної характеристики. Навіть у більше простій формі, замість збереження обох значень пари, може бути досить зберігати єдину послідовність (упорядкований список) заданих значень i клапана (права колонка табличного подання на фіг. 4) у вигляді дискретних точок або зразків, узятих на фіксованих інтервалах швидкості потоку V Vi1 Vi або навпаки, тому що індекс i послідовності дозволяє визначати відповідну послідовність фіксованих інтервалів. У показових потребах, індивідуальні характеристики клапана далі розглядаються у формі індексованого масиву пар ( Vi ; i ), як зображено на фіг. 4, на якому швидкість потоку виражена у фіксованих 3 етапах V V V , наприклад, 0,05 м /сек, у той час, як інші придатні форми оцифровування i1 i характеристики вважаються такими, що перебувають в обсязі захисту винаходу. Кращими варіантами здійснення вищезгаданих етапів a)-г) є наступні: а) визначення заданого значення швидкості потоку 45 50 55 До вивантаження даної партії задане значення VS швидкості потоку звичайно обчислюють розподілом чистої ваги партії на заданий час вивантаження всієї партії, результат множать на середню щільність цієї партії (для об'ємних швидкостей потоку). Чисту вагу звичайно визначають за допомогою придатного вагового встаткування бункера, наприклад, як розкрито у патентах США № 4,071,166 і 4,074,816. Автоматизована система 26 керування технологічним процесом, з якою з'єднане вагове встаткування, вводить результати зважування або обчислене задане значення швидкості потоку у модуль 32, як показано стрілкою 33. Заданий час вивантаження відповідає часу, необхідному розподільному пристрою для завершення бажаної моделі завантаження. Цей час попередньо задають за допомогою обчислення, наприклад, у функціональній залежності від довжини бажаної моделі завантаження й швидкості переміщення лотка. Заданий час вивантаження й середня щільність включені у вигляді даних у відповідному записі даних, наприклад «batch#1» тимчасової структури 24 даних, і вводяться в 6 UA 103518 C2 5 автоматизовану систему 26 керування технологічним процесом у відповідності зі стрілкою 31 або у модуль 32 у відповідності зі стрілкою 35 залежно від того, де здійснюється етап а). б) одержання необхідної установки клапана з індивідуальної характеристики клапана Для вивантаження даної партії індивідуальна характеристика клапана, наприклад «specific VC1» для «batch#1» на фіг. 3, як збережено на даний момент, вводиться у модуль 32 відповідно до стрілки 35. Визначивши задане значення швидкості потоку (дивися розділ а) вище), необхідну установку клапана, яка відповідає заданому значенню VS швидкості потоку, одержують з індивідуальної характеристики клапана даної партії за допомогою лінійної інтерполяції, як щонайкраще показано на фіг. 4-5. Більше конкретно, суміжні значення Vi ; Vi1 в індивідуальній характеристиці клапана, між 10 якими міститься задане значення VS швидкості потоку, визначають відповідно до нерівності: . . . (1) V i V Vi1 і використовують у сполученні з їх взаємозалежними заданими значеннями i,i+1 клапана для інтерполяції необхідного заданого значення клапана відповідно до рівняння: 15 i i VS Vi i1 V V i1 i 20 25 30 35 (2) де i - визначено так, що i ≤ i AND n ≠ 1 THEN V n n1 Vn Vn1 Correctedc urven n N n K1 N i 1 ELSE V curve ,n curve ,n1 Vcurve ,n Vcurve ,n1 Correctedc urven curve ,n n 1 K1 i 1 END IF END IF NEXT n „to avoid negative inclination of the corrected characteristic curve“ FOR n = 2 TO N WHILE Correctedcurven – Correctedcurven-1 < 0 Correctedcurven = Correctedcurven + 0,1 WEND 10 UA 103518 C2 NEXT n ELSEIF V T2 VLast THEN RETURN MESSAGE „Flow rate difference too big no correction” ELSE RETURN MESSAGE „Flow rate difference too small no correction” END IF BLT results transmitted = "" ELSE Exit SEQUENCE END IF ФУНКЦІЇ Function GetAlpha ( V ) i=1 IF V 0 THEN WHILE Vi V “Flow rate with index i of the characteristic curve
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and system for adjusting the flow rate of charge material in a charging process of a shaft furnace
Автори англійськоюTockert, Paul, Breden, Emile, Lonardi, Emile, Meyer, Damien
Автори російськоюТокер Поль, Бреден Эмиль, Лонарди Эмиль
МПК / Мітки
МПК: C21B 7/24, C21B 7/20, F27B 1/20
Мітки: регулювання, потоку, матеріалу, процесі, шихтового, завантаження, спосіб, шахтної, печі, швидкості, система
Код посилання
<a href="https://ua.patents.su/29-103518-sposib-i-sistema-dlya-regulyuvannya-shvidkosti-potoku-shikhtovogo-materialu-u-procesi-zavantazhennya-shakhtno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб і система для регулювання швидкості потоку шихтового матеріалу у процесі завантаження шахтної печі</a>
Спосіб і система для регулювання швидкості потоку шихтового матеріалу у процесі завантаження шахтної печі
Номер патенту: 103517
Опубліковано: 25.10.2013
Автори: Бреден Еміль, Лонарді Еміл, Мейєр Дам'єн, Токер Поль
МПК: C21B 7/20, C21B 7/24, F27B 1/20
Мітки: процесі, шахтної, система, швидкості, завантаження, потоку, матеріалу, шихтового, печі, спосіб, регулювання
Формула / Реферат:
1. Спосіб регулювання швидкості потоку шихтового матеріалу у процесі завантаження шахтної печі, насамперед доменної печі, у якому:- цикл завантаження утворений послідовністю партій, які вивантажують у піч із верхнього бункера за допомогою клапана-регулятора потоку, взаємопов′язаного з верхнім бункером для керування швидкістю потоку шихтового матеріалу, при цьому кожний цикл завантаження взаємопов′язаний з набором...
Спосіб і пристрій для обробки дрібнозернистого шихтового матеріалу, зокрема шихтового матеріалу, що містить метал
Номер патенту: 75756
Опубліковано: 15.05.2006
Автори: Жетже Альберт, Цірнгаст Йоханн
МПК: C21B 13/14, C21B 13/00, F27B 15/00, B01J 8/24
Мітки: обробки, шихтового, дрібнозернистого, метал, спосіб, матеріалу, містить, пристрій, зокрема
Формула / Реферат:
1. Спосіб обробки дрібнозернистого шихтового матеріалу, зокрема шихтового матеріалу, що містить метал, причому шихтовий матеріал і обробний газ, зокрема, в якому відновний газ вводять до камери із псевдозрідженим шаром, наприклад до реактора із псевдозрідженим шаром, щоб створити псевдозріджений шар, причому у камері з псевдозрідженим шаром над псевдозрідженим шаром розміщають циклон, який відрізняється тим, що відновний газ після принаймні...
Завантажувальний пристрій для шахтної печі, доменна піч, що його містить, та спосіб центрування вихідного матеріалу в шахтній печі
Номер патенту: 96143
Опубліковано: 10.10.2011
Автори: Лонарді Еміл, Чіменті Джованні
МПК: F27D 3/00, C21B 7/20, F27D 3/10, F27B 1/20
Мітки: шахтної, містить, вихідного, спосіб, завантажувальний, пристрій, центрування, печі, матеріалу, доменна, шахтній, піч
Формула / Реферат:
1. Завантажувальний пристрій для шахтної печі, що містить:щонайменше один завантажувальний бункер з розвантажувальним отвором з шиберною засувкою, причому розвантажувальний отвір розміщений із зсувом центру відносно центральної осі шахтної печі,розташований під бункером пристрій розподілу матеріалу, при цьому пристрій розподілу матеріалу містить розташований співвісно з центральною віссю шахтної печі живильний канал і жолоб,...
Пристрій для завантаження шихти до шахтної печі
Номер патенту: 39482
Опубліковано: 25.02.2009
Автор: Ковальчук Едуард Якимович
МПК: F27D 3/10, F27B 1/20, C21B 7/20
Мітки: шихти, пристрій, печі, шахтної, завантаження
Формула / Реферат:
1. Пристрій для завантаження шихти до шахтної печі, що складається з завантажувального бункера, який має можливість повороту на різні кути за допомогою поворотного механізму, виконаного у вигляді закріпленого по колу завантажувального бункера зубчастого колеса з електроприводом, розміщеним в бункері конусним затвором з сідлом, підйомно-опускним механізмом, розміщених на опорній плиті, розташованій на зовнішній поверхні склепіння печі, який...
Спосіб і пристрій для завантаження сипкого матеріалу на конвеєрну стрічку печі з обертовим подом
Номер патенту: 44791
Опубліковано: 15.03.2002
Автори: Цепін Херман, Шміден Хартмут, Поль Ульріх, Херре Герд
МПК: B65G 69/04, F27D 3/00, F27B 9/00
Мітки: матеріалу, стрічку, конвеєрну, пристрій, обертовим, завантаження, печі, подом, спосіб, сипкого
Формула / Реферат:
1. Спосіб завантаження сипкого матеріалу на конвеєрну стрічку печі з обертовим подом, що містить кожух, який закриває конвеєрну стрічку печі з утворенням кільця, що включає його завантаження на транспортувальний пристрій і наступне розвантаження на конвеєрну стрічку печі з розподілом сипкого матеріалу з постійною висотою по всій ширині стрічки, який відрізняється тим, що завантаження сипкого матеріалу на транспортувальний пристрій здійснюють...