Склад зварювального дроту
Номер патенту: 12485
Опубліковано: 28.02.1997
Автори: Лещенко Анатолій Миколайович, Носов Віталій Гордійович, Калмакан Степан Дмитрович, Пільгук Володимир Євдокимович, Парамошин Анатолій Павлович, Приступа Микола Пилипович, Жданов Сергій Леонідович, Міходуй Леонід Іванович, Стижак Павло Олександрович
Формула / Реферат
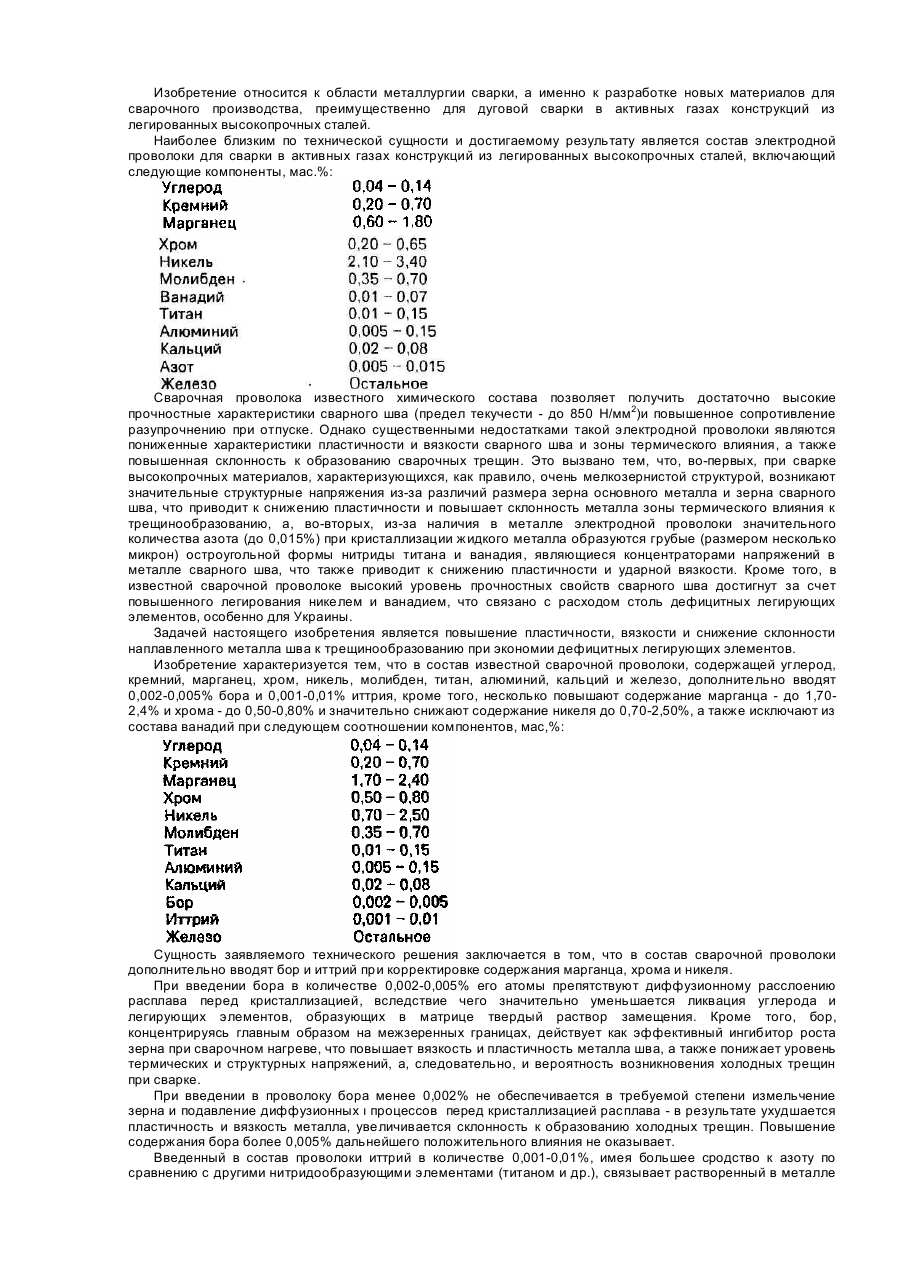
Склад зварювального дроту, що містить вуглець, кремній, марганець, хром, нікель, молібден, титан, алюміній, кальцій і залізо, який відрізняється тем, що додатково містить бор та ітрій при такому співвідношенні компонентів, мас.%:
вуглець 0,04-0,14
кремній 0,20-0,70
марганець 1,70-2,40
хром 0,50-0,80
нікель 0,70-2,50
молібден 0,35-0,70
титан 0,01-0,15
алюміній 0,005-0,15
кальций 0,02-0,08
бор 0,002-0,005
ітрій 0,001-0,01
залізо решта.
Текст
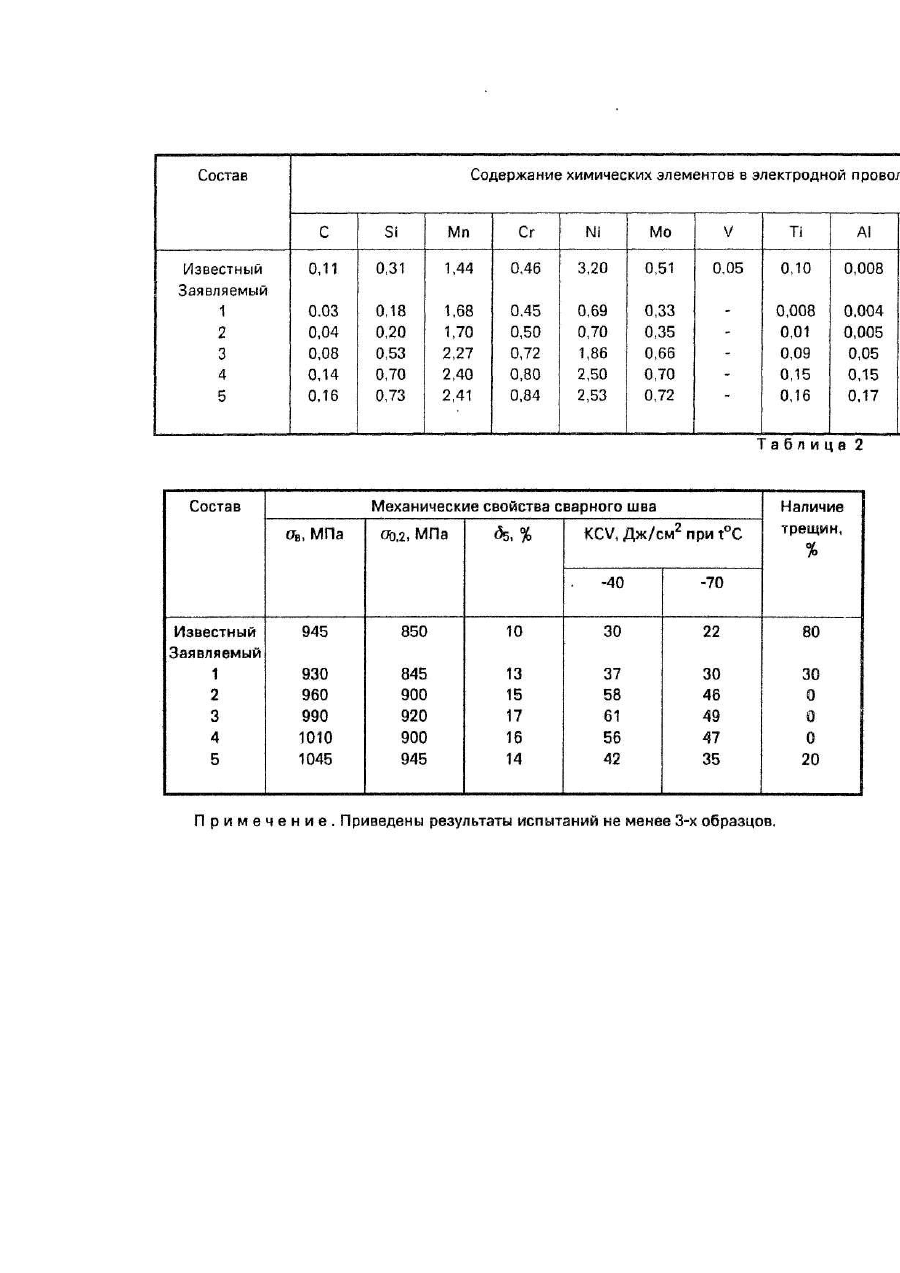
Изобретение относится к области металлургии сварки, а именно к разработке новых материалов для сварочного производства, преимущественно для дуговой сварки в активных газах конструкций из легированных высокопрочных сталей. Наиболее близким по технической сущности и достигаемому результату является состав электродной проволоки для сварки в активных газах конструкций из легированных высокопрочных сталей, включающий следующие компоненты, мас.%: Сварочная проволока известного химического состава позволяет получить достаточно высокие прочностные характеристики сварного шва (предел текучести - до 850 Н/мм2)и повышенное сопротивление разупрочнению при отпуске. Однако существенными недостатками такой электродной проволоки являются пониженные характеристики пластичности и вязкости сварного шва и зоны термического влияния, а также повышенная склонность к образованию сварочных трещин. Это вызвано тем, что, во-первых, при сварке высокопрочных материалов, характеризующихся, как правило, очень мелкозернистой структурой, возникают значительные структурные напряжения из-за различий размера зерна основного металла и зерна сварного шва, что приводит к снижению пластичности и повышает склонность металла зоны термического влияния к трещинообразованию, а, во-вторых, из-за наличия в металле электродной проволоки значительного количества азота (до 0,015%) при кристаллизации жидкого металла образуются грубые (размером несколько микрон) остроугольной формы нитриды титана и ванадия, являющиеся концентраторами напряжений в металле сварного шва, что также приводит к снижению пластичности и ударной вязкости. Кроме того, в известной сварочной проволоке высокий уровень прочностных свойств сварного шва достигнут за счет повышенного легирования никелем и ванадием, что связано с расходом столь дефицитных легирующих элементов, особенно для Украины. Задачей настоящего изобретения является повышение пластичности, вязкости и снижение склонности наплавленного металла шва к трещинообразованию при экономии дефицитных легирующих элементов. Изобретение характеризуется тем, что в состав известной сварочной проволоки, содержащей углерод, кремний, марганец, хром, никель, молибден, титан, алюминий, кальций и железо, дополнительно вводят 0,002-0,005% бора и 0,001-0,01% иттрия, кроме того, несколько повышают содержание марганца - до 1,702,4% и хрома - до 0,50-0,80% и значительно снижают содержание никеля до 0,70-2,50%, а также исключают из состава ванадий при следующем соотношении компонентов, мас,%: Сущность заявляемого технического решения заключается в том, что в состав сварочной проволоки дополнительно вводят бор и иттрий при корректировке содержания марганца, хрома и никеля. При введении бора в количестве 0,002-0,005% его атомы препятствуют диффузионному расслоению расплава перед кристаллизацией, вследствие чего значительно уменьшается ликвация углерода и легирующих элементов, образующих в матрице твердый раствор замещения. Кроме того, бор, концентрируясь главным образом на межзеренных границах, действует как эффективный ингибитор роста зерна при сварочном нагреве, что повышает вязкость и пластичность металла шва, а также понижает уровень термических и структурных напряжений, а, следовательно, и вероятность возникновения холодных трещин при сварке. При введении в проволоку бора менее 0,002% не обеспечивается в требуемой степени измельчение зерна и подавление диффузионных ι процессов перед кристаллизацией расплава - в результате ухудшается пластичность и вязкость металла, увеличивается склонность к образованию холодных трещин. Повышение содержания бора более 0,005% дальнейшего положительного влияния не оказывает. Введенный в состав проволоки иттрий в количестве 0,001-0,01%, имея большее сродство к азоту по сравнению с другими нитридообразующими элементами (титаном и др.), связывает растворенный в металле азот и действует, таким образом, как эффективный рафинирующий агент, обеспечивающий существенное повышение пластичности и вязкости стали. Причем иттрий связывает азот в нитриды, которые как по дисперсности, так и по свойствам значительно отличаются от нитридов других элементов. Поэтому в результате образования более дисперсных и пластичных нитридов иттрия значительно уменьшается вероятность зарождения трещин на границе нитрид-матрица. Введение в проволоку менее 0,001 % иттрия не обеспечивает связывания оптимального количества азота, происходит образование крупных нитридов титана, увеличивается вероятность образования трещин. Повышение содержания иттрия в стали более 0,01% практически не оказывает влияния на ее механические свойства. Повышение содержания в составе проволоки марганца до 1,70-2,40% и хрома до 0,50-0,80% позволяет исключить из состава ванадий и понизить содержание никеля до 0,70-2.50% при сохранении на требуемом уровне прочностных характеристик сварного шва. При введении в состав электродной проволоки менее 1,70% марганца, 0,50% хрома и 0,70% никеля снижаются ниже допустимого уровня прочностные свойства, а при введении более 2,40% марганца, 0,80% хрома и 2,50% никеля ухудшается стойкость против образования трещин, а также увеличивается расход легирующих элементов. Требуемая прочность металла шва, получаемого при механизированной сварке в защитных газах электродной проволокой предлагаемого состава достигается за счет введения строго дозированных количеств марганца, кремния, хрома, молибдена при ограниченном содержании углерода не более 0,14%. При содержании последнего выше 0,14% ухудшаются показатели вязкости шва и резко усиливается его склонность к образованию горячих трещин. Введение кремния в количестве 0,2-0,7% обусловлено получением достаточно высоких сварочно-технологических свойств предлагаемой проволоки. Молибден в количестве 0,35-0,70% помимо сильного упрочняющего воздействия при указанных содержаниях никеля и марганца в проволоке повышает вязкость и пластичность сварного шва. Добавка небольших количеств титана (0,01-0,15}% повышает стойкость шва против образования горячих трещин, что обусловлено его модифицирующими свойствами. Кроме того, титан является хорошим десульфуратором, связывая серу в тугоплавкие сульфиды, в результате чего уменьшается, возможность образования легкоплавких сернистых эвтектик. На вязкость шва титан в указанных количествах влияния не оказывает. Небольшие добавки AI в количестве (0,005-0,15)% и кальция в количестве (0,02-0,08)%, обладая высоким сродством к кислороду, позволяют уменьшить содержание неметаллических включений в сварном шве, повышая тем самым его пластичность и вязкость. Таким образом, совокупность существенных отличительных признаков заявляемого технического решения позволяет повысить пластичность, вязкость и снизить склонность наплавленного металла шва к трещинообразованию при экономии дефицитных легирующих элементов. Предлагаем пример конкретного использования заявляемого состава электродной проволоки для сварки. В условиях экспериментального производства было выплавлено несколько плавок сталей и изготовлены сварочные проволоки диаметром 1,2 мм. Испытывали три состава проволок (табл. 1, составы 2-4) в соответствии с изобретением, а также два состава проволок, состоящих из тех же компонентов, но в процентном отношении, выходящем за пределы, установленные изобретением (табл. 1, составы 1 и 5). Испытания проводили при механизированной сварке в смеси Аr + (20-25)% СО2 высокопрочной экономнолегированной стали 17Х2ГМБ следующего химического состава, мас.%: 0,17 углерода; 0,34 кремния; 0,79 марганца; 1,72 хрома; 0,23 молибдена; 0,04 ниобия; 0,013 серы; 0,023 фосфора. Сварку пластин 300 χ 100 χ 20 мм выполняли на режиме: lсв = 170-190 A; UД = 24-25 В; VCB = 14-16 м/ч; расход защитного газа - 1518 л/мин. Оценку механических свойств металла сварного шва производили по стандартной методике с дополнительными исследованиями на склонность к образованию холодных трещин путем испытаний технологических проб. Результаты исследований приведены в табл. 2. На основе анализа проведенных испытаний установлено, что отличительные признаки заявляемого технического решения позволяют в 1,5-2 раза повысить пластичность и ударную вязкость металла шва, существенно снизить склонность к образованию холодных трещин и при этом значительно сэкономить дефицитные легирующие элементы. Применение предлагаемой проволоки в производстве грузоподъемных машин и механизмов и строительно-дорожной техники позволяет улучшить качество сварных соединений и повысить эксплуатационную надежность сварных металлоконструкций.
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of welding wire
Автори англійськоюZhdanov Serhii Leonidovych, Mikhodui Leonid Ivanovych, Paramoshyn Anatolii Pavlovych, Nosov Vitalii Hordiiovych, Leschenko Anatolii Mykolaiovych, Pilhuk Volodymyr Yevdokymovych, Styzhak Pavlo Oleksandrovych, Kalmakan Stepan Dmytrovych, Prystupa Mykola Pylypovych
Назва патенту російськоюСостав сварочной проволоки
Автори російськоюЖданов Сергей Леонидович, Миходуй Леонид Иванович, Парамошин Анатолий Павлович, Носов Виталий Гордеевич, Лещенко Анатолий Николаевич, Пильгук Владимир Евдокимович, Стижак Павел Александрович, Калмакан Степан Дмитриевич, Приступа Николай Филипович
МПК / Мітки
МПК: B23K 35/24, C22C 38/00
Мітки: склад, дроту, зварювального
Код посилання
<a href="https://ua.patents.su/3-12485-sklad-zvaryuvalnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Склад зварювального дроту</a>
Сталь для зварювального дроту
Номер патенту: 7788
Опубліковано: 26.12.1995
Автори: Семенов Станіслав Євгенович, Макаров Дмитро Григорович, Макаров Костянтин Григорович, Поляков Валерій Олександрович, Вихлевщук Валерій Антонович, Омесь Юрій Миколайович, Тільга Олег Степанович, Кекух Анатолій Володимирович, Любимов Іван Михайлович
МПК: C22C 38/58, C22C 38/44
Мітки: дроту, сталь, зварювального
Формула / Реферат:
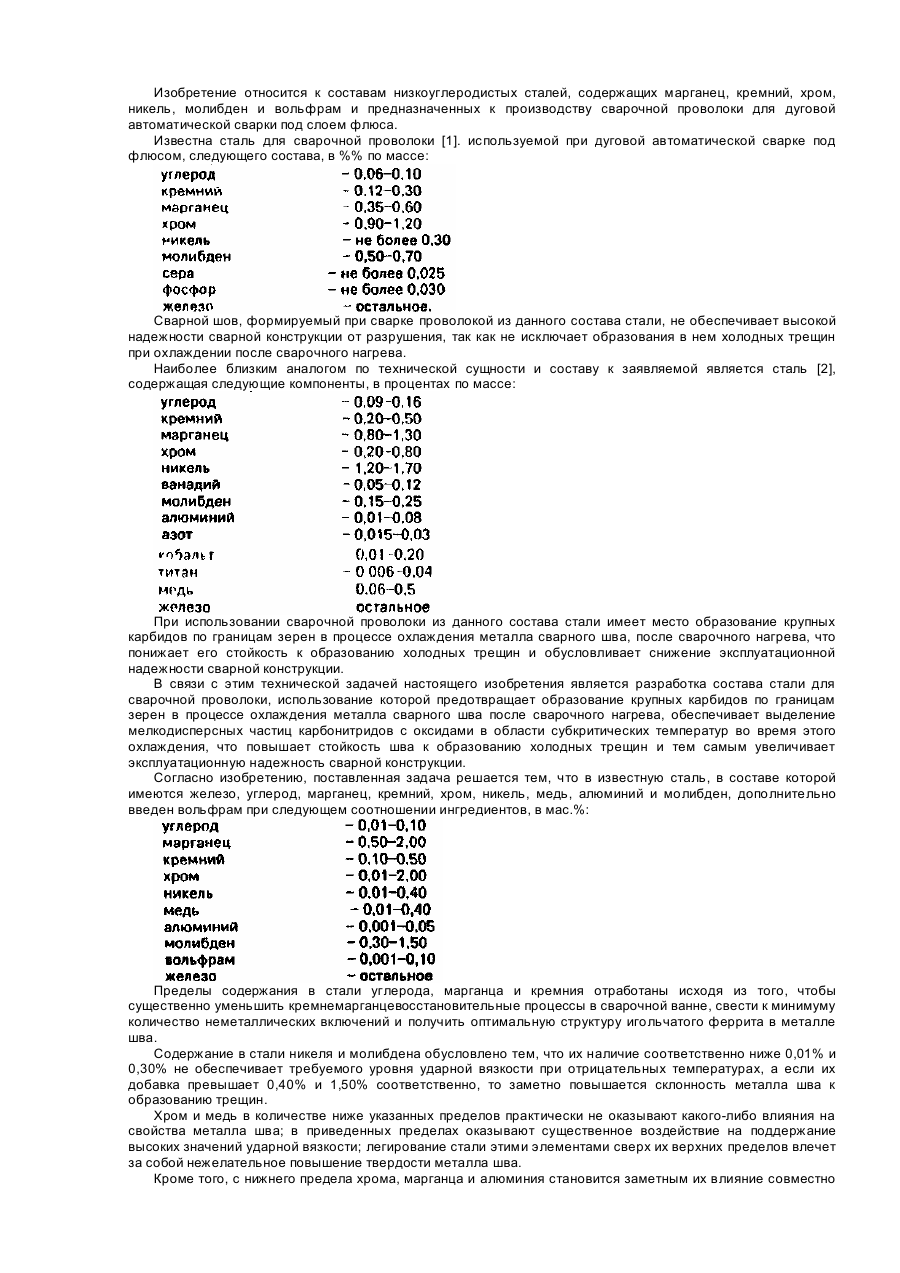
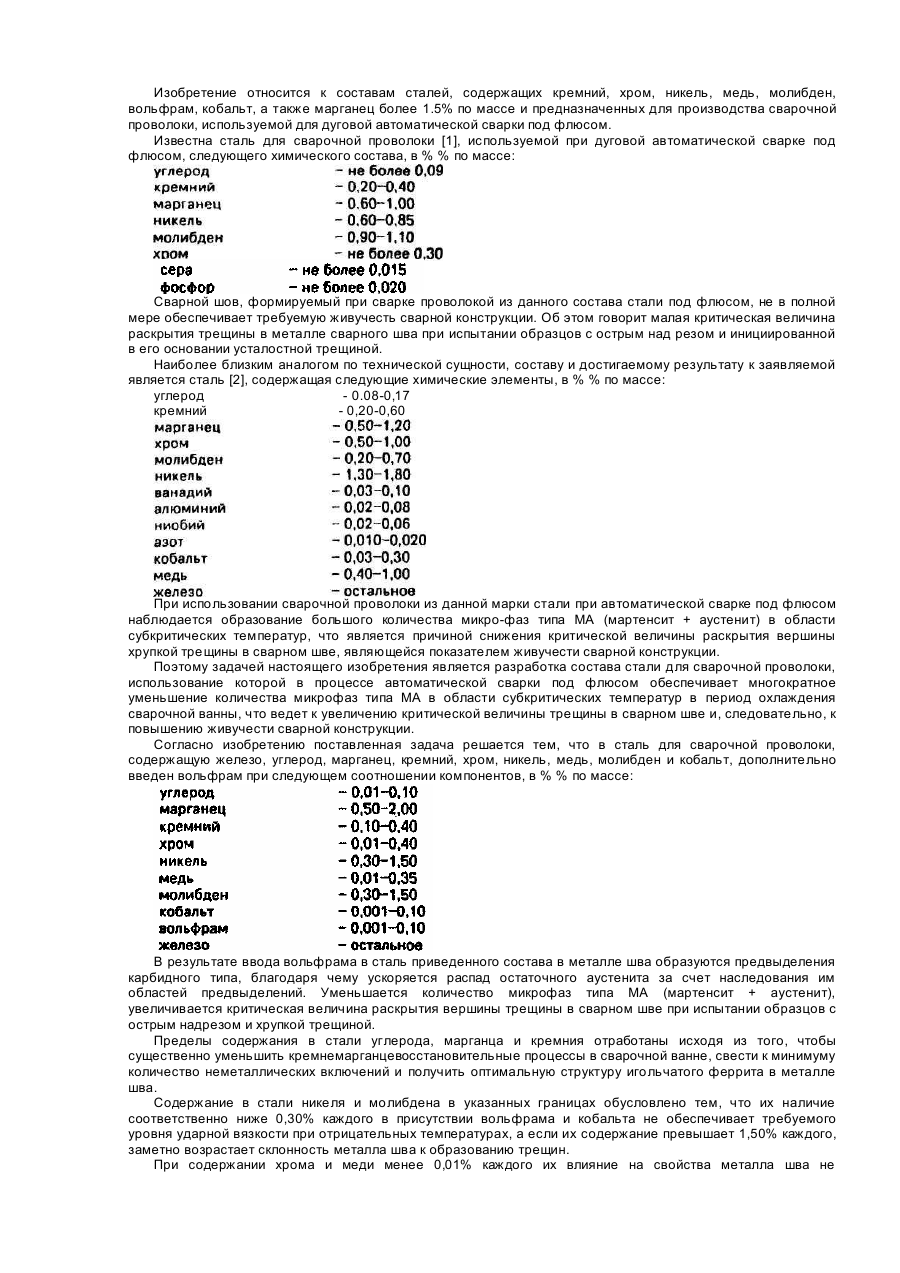
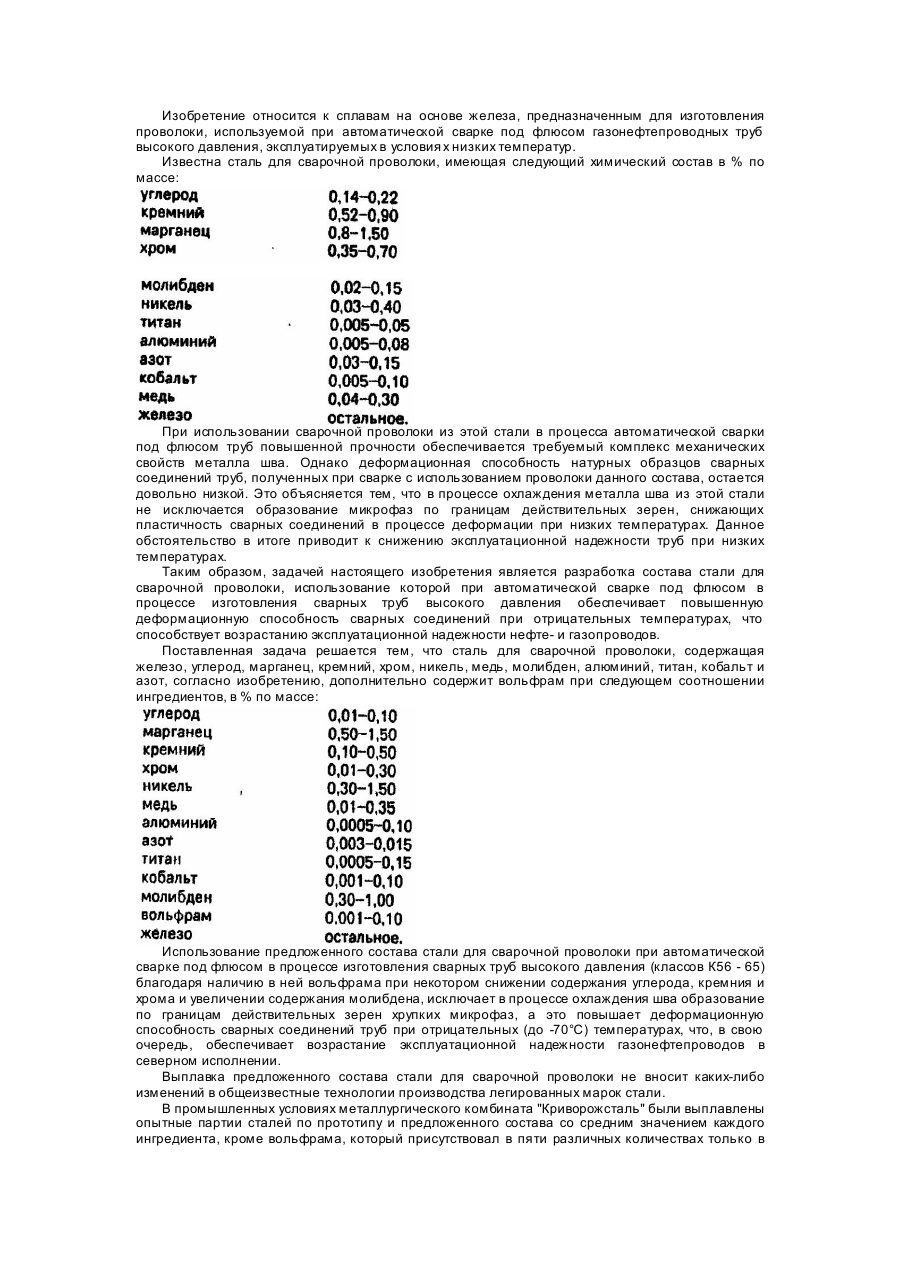
Сталь для сварочной проволоки, содержащая железо, углерод, марганец, кремний, хром, никель, медь, алюминий и молибден, отличающаяся тем, что она дополнительно содержит вольфрам при следующем соотношении ингредиентов, в маc. %:углерод 0,01-0,10 марганец 0,50-2,00 кремний 0,10-0,50 хром ...
Сталь для зварювального дроту
Номер патенту: 10104
Опубліковано: 30.09.1996
Автори: Хазанкін Моісей Григорович, Іващенко Геннадій Михайлович, Овдієнко Ігор Миколайович, Макаров Григорій Арестович, Поляков Валерій Олександрович, Ольхович Олександр Овсійович, Кондрашкін Віталій Андрійович, Віхлевщук Ігор Валерійович, Губов Андрій Іванович, Бринюк Михайло Васильович, Омесь Микола Михайлович, Тапор Анатолій Пилипович
МПК: C22C 38/52, C22C 38/42
Мітки: дроту, зварювального, сталь
Формула / Реферат:
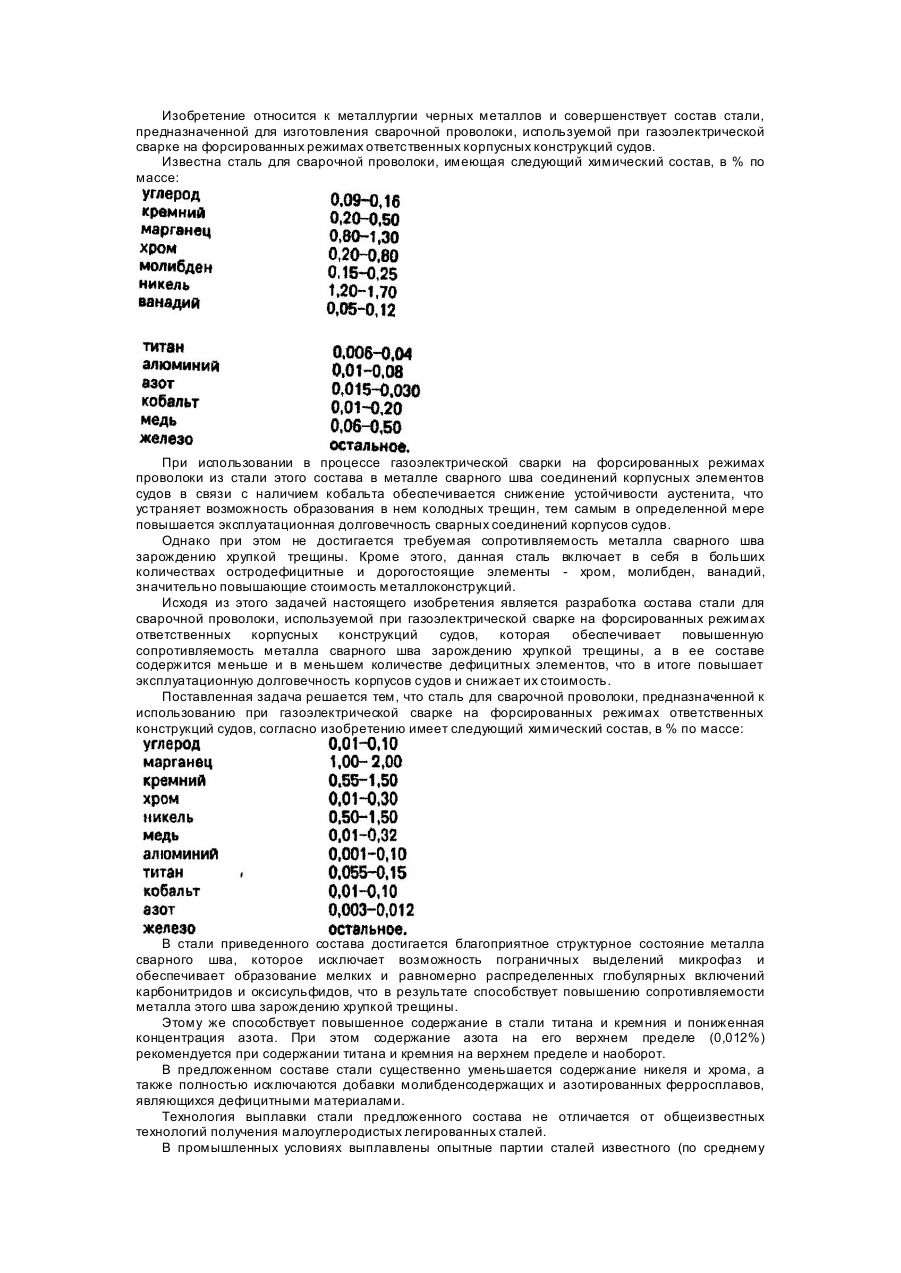
Сталь для сварочной проволоки, содержащая железо, углерод, марганец, кремний, хром, никель, медь, алюминий, титан, кобальт и азот, отличающаяся тем, что она содержит указанные компоненты при следующем их соотношении, в % по массе:углерод 0,01-0,10марганец 1,00-2,00кремний 0,55-1,50хром 0,01-0,30никель 0,50-1,50медь ...
Сталь для зварювального дроту

Номер патенту: 7786
Опубліковано: 26.12.1995
Автори: Вихлевщук Валерій Антонович, Губов Андрій Іванович, Поляков Валерій Олександрович, Омесь Юрій Миколайович, Макаров Костянтин Григорович, Семенов Станіслав Євгенович, Любимов Іван Михайлович, Тільга Олег Степанович, Кекух Анатолій Володимирович, Боровиков Генадій Федорович, Іващенко Генадій Михайлович
МПК: C22C 38/58, C22C 38/50, C22C 38/42, C22C 38/52
Мітки: дроту, зварювального, сталь
Формула / Реферат:
Сталь для сварочной проволоки, содержащая железо, углерод, марганец, кремний, хром, никель, медь, алюминий, титан и кобальт, отличающаяся тем, что ее ингредиенты содержатся в следующем соотношении, в % по массе:углерод 0,01-0,15 марганец 0,50-2,00 кремний 0,50-1,50 хром...
Сталь для зварювального дроту
Номер патенту: 7787
Опубліковано: 26.12.1995
Автори: Семенов Станіслав Євгенович, Любимов Іван Михайлович, Тільга Олег Степанович, Макаров Костянтин Григорович, Омесь Юрій Миколайович, Кекух Анатолій Володимирович, Боровиков Генадій Федорович, Вихлевщук Валерій Антонович, Поляков Валерій Олександрович
МПК: C22C 38/42, C22C 38/58, C22C 38/52, C22C 38/44
Мітки: сталь, зварювального, дроту
Формула / Реферат:
Сталь для сварочной проволоки, содержащая железо, углерод, марганец, кремний, хром, никель, медь, молибден и кобальт, отличающаяся тем. что в нее дополнительно введен вольфрам при следующем соотношении ингредиентов, в мае. %:углерод 0,01-0,10 марганец 0,50-2,00 кремний 0,10-0,50 хром 0,01-0,40 никель ...
Сталь для зварювального дроту
Номер патенту: 10103
Опубліковано: 30.09.1996
Автори: Танічев Олексій Григорович, Ольхович Олександр Овсійович, Вихлевщук Валерій Антонович, Омесь Микола Михайлович, Величко Олександр Олексійович, Поляков Валерій Олександрович, Дерментлі Федір Семенович, Негляд Віктор Микитович, Семенов Станіслав Євгенович, Тапор Анатолій Пилипович, Макаров Григорій Арестович, Репкін Микола Борисовіч, Хазанкін Моісей Григорович, Кондрашкін Віталій Андрійович, Бринюк Михайло Васильович
МПК: C22C 38/44
Мітки: сталь, дроту, зварювального
Формула / Реферат:
Сталь для сварочной проволоки, содержащая железо, углерод, марганец, кремний, хром, никель, медь, алюминий, азот, титан, кобальт и молибден, отличающаяся тем, что она дополнительно содержит вольфрам при следующем соотношении ингредиентов, в % по массе:углерод 0,01-0,10марганец 0,50-1,50кремний 0,10-0,50хром 0,01-0,30никель ...
Попередній патент: Кругла пила
Наступний патент: Спосіб щеплення пухлин
Випадковий патент: Лінія виготовлення паливних брикетів