Вібраційний верстат
Номер патенту: 12627
Опубліковано: 15.02.2006
Автори: Яковенко Валерій Володимирович, Ясуник Світлана Миколаївна, Калмиков Михайло Олександрович

Формула / Реферат
Вібраційний верстат з контейнером, у центральній частині якого розташований обгумований по зовнішній поверхні барабан, який відрізняється тим, що в облицюванні барабана на рівній відстані один від одного встановлено магнітомодуляційні датчики виявлення затору, а на зовнішній поверхні контейнера розташовано котушки автоматичної системи.
Текст
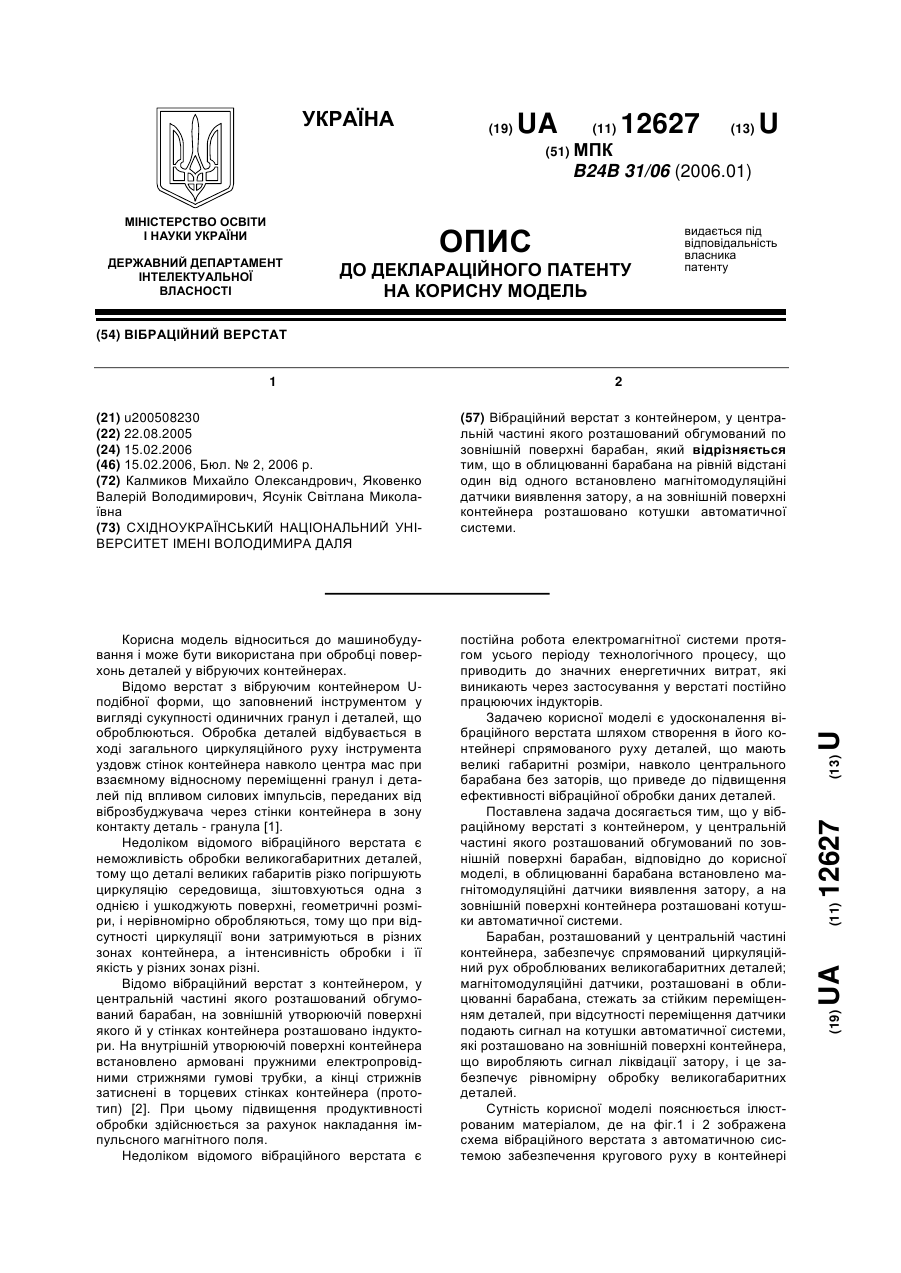
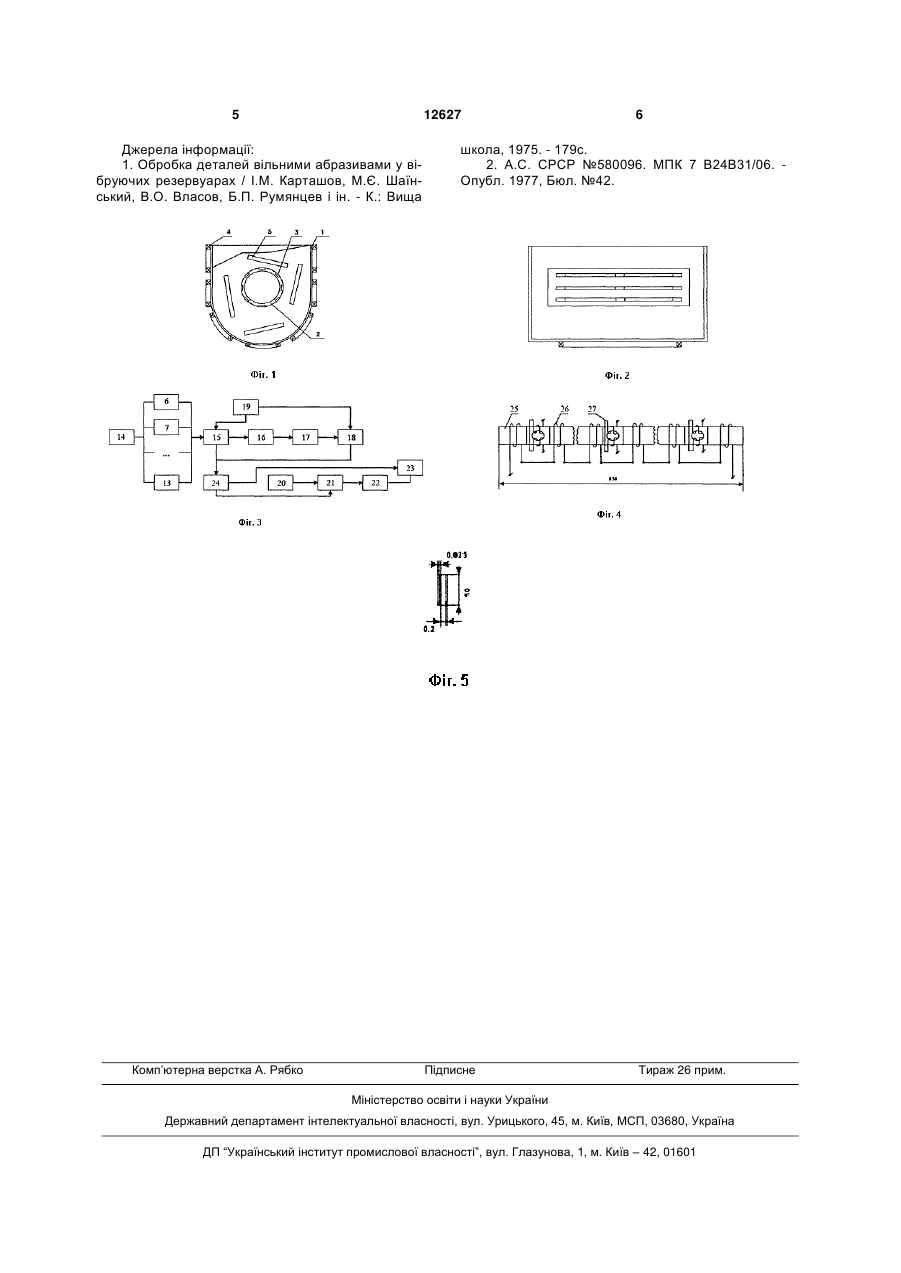
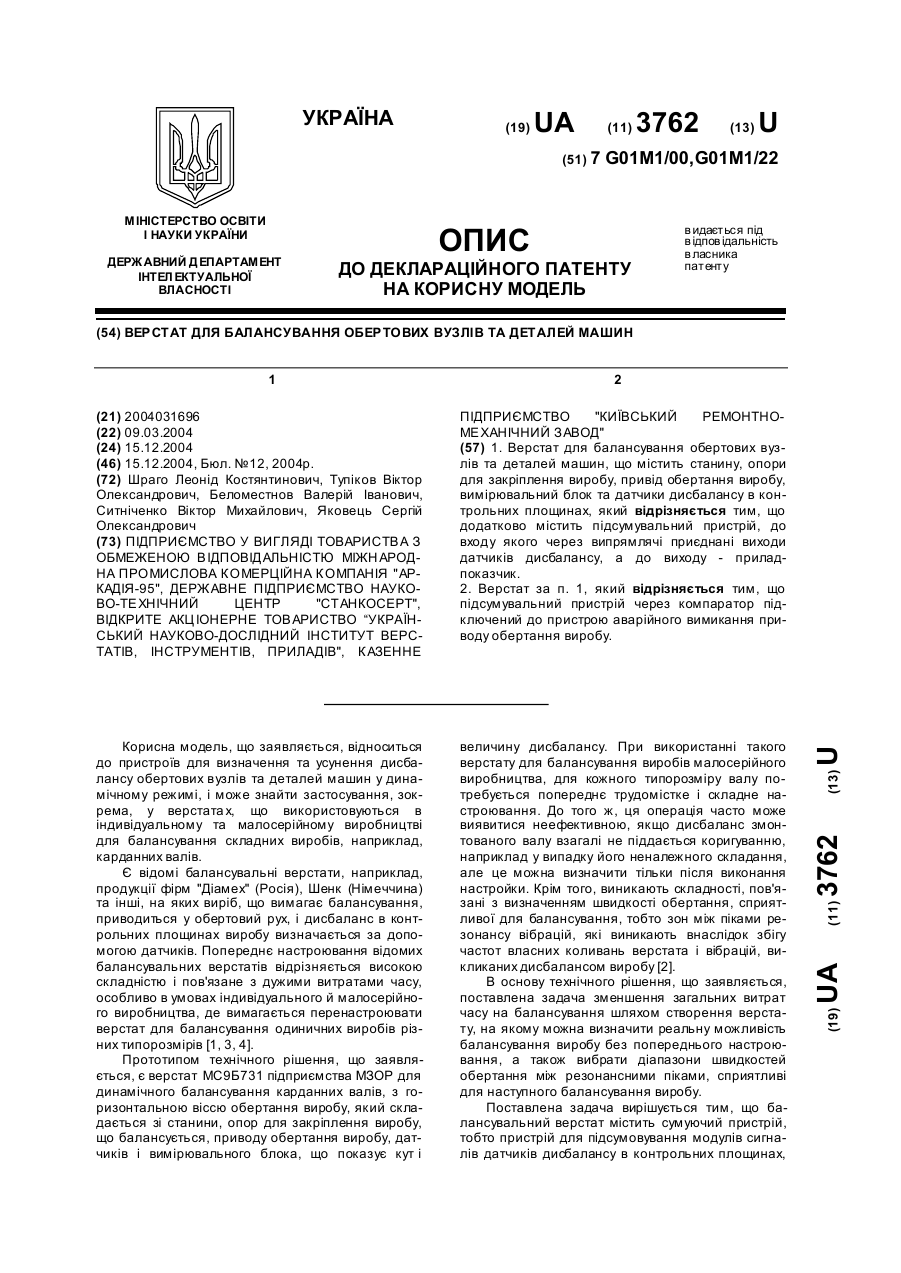
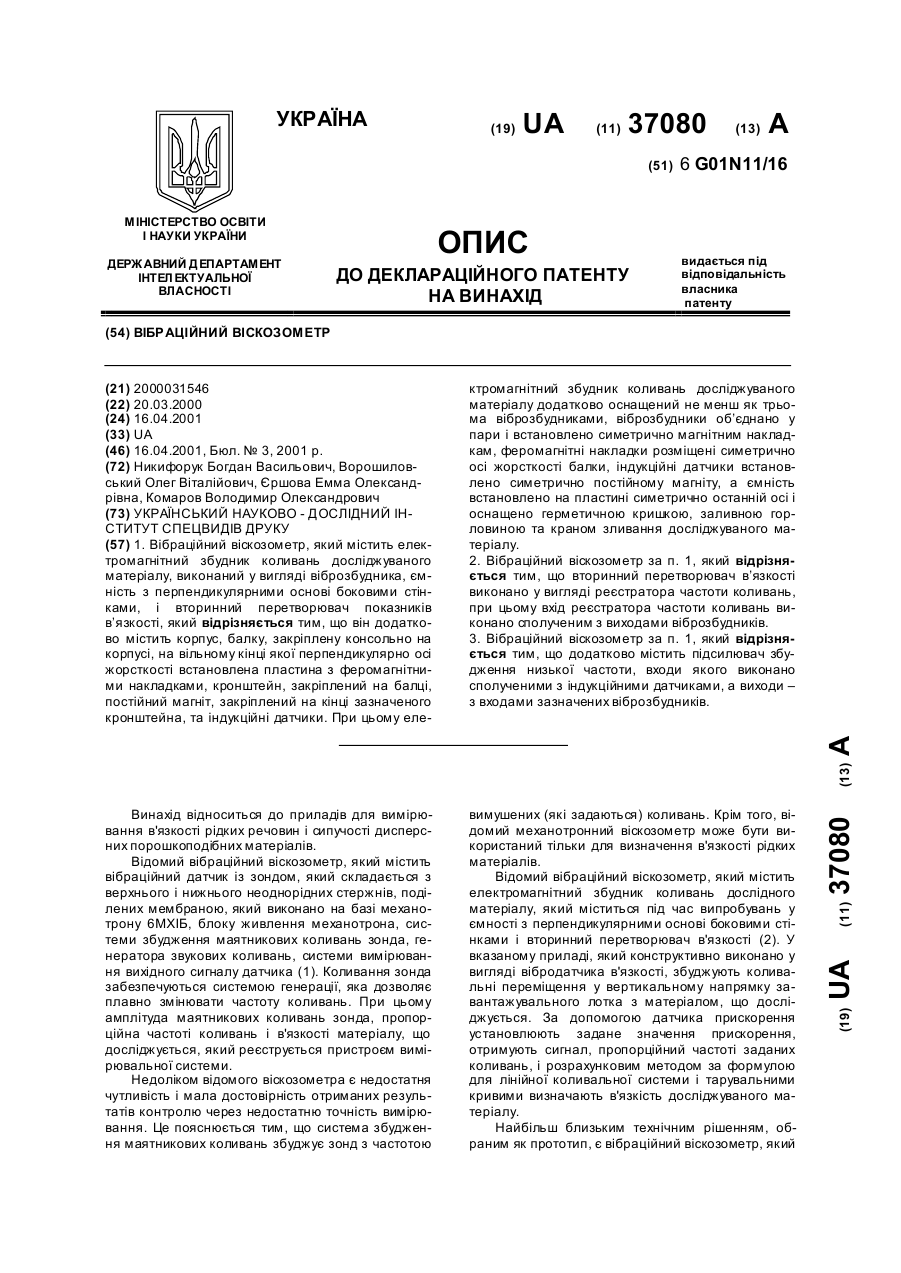
Вібраційний верстат з контейнером, у центральній частині якого розташований обгумований по зовнішній поверхні барабан, який відрізняється тим, що в облицюванні барабана на рівній відстані один від одного встановлено магнітомодуляційні датчики виявлення затору, а на зовнішній поверхні контейнера розташовано котушки автоматичної системи. (19) (21) u200508230 (22) 22.08.2005 (24) 15.02.2006 (46) 15.02.2006, Бюл. № 2, 2006 р. (72) Калмиков Михайло Олександрович, Яковенко Валерій Володимирович, Ясунік Світлана Миколаївна (73) СХІДНОУКРАЇНСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ВОЛОДИМИРА ДАЛЯ 3 12627 4 (дві проекції), на фіг.3 - блок-схема автоматичної ляційних датчиків 6-13 надходить струм збудження системи, на фіг.4 і 5 - конструкція датчика виявз генератора збудження 14 частотою 40кГц. Часлення затору (дві проекції). тота збудження 40кГц забезпечує необхідний коеВібраційний верстат (фіг.1, 2) містить контейфіцієнт перетворення магнітомодуляційних датчинер 1, у центральній частині якого розташований ків 6-13 і смугу пропущення сигналів. Вихідні обгумований по зовнішній поверхні барабан 2, в сигнали датчиків 6-13 надходять на комутатор 15, облицюванні барабана встановлені магнітомодущо селектує сигнали на тимчасовому інтервалі ляційні датчики 3 автоматичної системи керування опитування. Комутатор 15 керується тактовими ліквідації заторів, а на зовнішній поверхні контейімпульсами з пристрою керування 19 комутатором нера 1 розташовано котушки 4 автоматичної сис15, що являє собою мікропроцесор. теми прямокутної форми, виготовлені з мідної шиЗ комутатора 15 напруга вихідної обмотки мани 3х6мм із кількістю витків рівною 26, у гнітомодуляційного датчика 3 частотою 80кГц поконтейнері знаходяться оброблювані великогабадається на підсилювач другої гармошки 16 з коеритні деталі 5. фіцієнтом підсилення 200, після чого детектується Автоматична система керування ліквідації заамплітудним детектором 17 і надходить на блок 18 торів руху деталей у контейнері (фіг.3) містить формування сигналів затору оброблюваних детамагнітомодуляційні датчики 6-13, генератор збулей 5. У блоці 18 формування сигналів сигнали дження 14 магнітомодуляційних датчиків 6-13, копропускаються через смуговий фільтр зі смугою мутатор 15 сигналів датчиків 6-13, підсилювач 16 прозорості 70-90Гц і дискретизуються. Смуга продругої гармоніки сигналів датчиків 6-13, амплітудпущення фільтра обрана так, щоб була відфільтний детектор 17, блок 18 формування сигналу зарована напруга промислової частини 50Гц і його тору, пристрій керування 19 комутатором 15, вигармоніки, що знижує поріг чутливості каналу випрямляч 20, комутатор 21, обмотки котушок 22, явлення затору. Сигнали керування силовим генератор 60Гц 23 і блок формування сигналів 24 струмом формуються в блоці 24 і керують робокерування силовим струмом. тою комутатора 21, що приєднує до випрямляча Магнітомодуляційні датчики 6-13 (фіг.4, 5) міс20 ту котушку, в області розташування якої відбувтять сердечник 25, обмотку збудження 26 і вихідну ся затор. У відсутності затору до обмоток котушок обмотку 27. 22 подається струм 200мА, частотою 80Гц, що Вібраційний верстат працює наступним чином. забезпечує роботу каналу виявлення затору. В обмотки котушок 4 безупинно подається струм Електронний блок системи автоматичного кевеличиною 200мА, що на відстані 100-160мм від рування зібраний на базі інтегральних схем. Обкотушок 4 створює електромагнітне поле, напрумотки котушок одержують імпульс струму від розженість якого 10-15А/м. Частота струму і напружеряду конденсаторної батареї, що комутується ності магнітного поля дорівнює 80Гц. Це поле фікблоком тиристорів. сується магнітомодуляційними датчиками 3, В автоматичній системі ліквідації заторів у корозташованими в облицюванні барабана 2. Магнінтейнері при обробці великогабаритних деталей томодуляційні датчики 3 мають поріг чутливості використовуються магнітомодуляційні датчики 60,5-0,8А/м і частотну смугу пропущення 0-110Гц. 13. Сердечник 25 датчика 6-13 являє собою смугу Оброблювані деталі 5, зроблені зі сталі, при з набору відрізків стрічок аморфного заліза товпереміщенні в контейнері 1 екранують поле котущиною 0,025мм. У місцях розташування обмоток шок 4, інформацію про що несуть вихідні сигнали збудження 26 товщина смуги досягає 0,025мм, у магнітомодуляційних датчиків 3. місцях розташування секцій вихідної обмотки 27 Сигнали магнітомодуляційних датчиків 3 протовщина сердечника 25 досягає 0,2мм, що забезходять первинну обробку для визначення, чи ропечує велику потужність вихідного сигналу. Усі бить оброблювана деталь 5 циркуляційний рух вихідні обмотки 27 з'єднані послідовно. Обмотки відносно магнітомодуляційних датчиків 3. При відзбудження 26 з'єднуються паралельно. сутності руху виробляється сигнал ліквідації затоОбробка деталей проводилась на верстару, що керує джерелом струму. У джерелі струму ті моделі ВНУ-600. Деталі розміром формується імпульс струму до 2∙103, що подаєть590 1170 68мм із вихідною шорсткістю Ra=5ся в обмотку котушки 4. Імпульс струму створює 10мкм у кількості 4 штук було розташовано посліімпульсне магнітне поле, що впливає на деталь 5, довно одна за одній із проміжком 6 секунд у робояка знаходиться у заторі. Під дією пондеромоторче середовище у вигляді бою кульошліфувальних ної сили деталь 5 різко зрушується убік від місця кіл АН-2, засипане в контейнер без та з автоматизатору і починає рухатися в циркуляційному потоці чною системою забезпечення кругового руху в вібруючого робочого середовища. Весь процес контейнері. Результати обробки приведені в табліквідації затору відбувається автоматично без лиці. зупинки технологічного процесу віброобробки. В автоматичній системі на вісім магнітомодуТаблиця Обробка в контейнері без автоматичної системи Затори, що приводять до ушкодження поверхонь, тобто до нерівномірної обробки. Час обробки 60хв. Шорсткість поверхні 6,3...3,2мкм. Подряпини і ум'ятини на 20% поверхні. Обробка в контейнері з автоматичною системою Рівномірний зйом металу і шорсткість оброблених поверхонь. Час обробки 45хв. Шорсткість поверхні 2,5мкм. 5 12627 Джерела інформації: 1. Обробка деталей вільними абразивами у вібруючих резервуарах / І.М. Карташов, М.Є. Шаїнський, В.О. Власов, Б.П. Румянцев і ін. - К.: Вища Комп’ютерна верстка А. Рябко 6 школа, 1975. - 179с. 2. А.С. СРСР №580096. МПК 7 В24В31/06. Опубл. 1977, Бюл. №42. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюVibration machine tool
Автори англійськоюKalmykov Mykhailo Oleksandrovych, Yakovenko Valerii Volodymyrovych, Yasunik Svitlana Mykolaivna
Назва патенту російськоюВибрационный станок
Автори російськоюКалмыков Михаил Александрович, Яковенко Валерий Владимирович, Ясуник Светлана Николаевна
МПК / Мітки
МПК: B24B 31/06
Мітки: вібраційний, верстат
Код посилання
<a href="https://ua.patents.su/3-12627-vibracijjnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Вібраційний верстат</a>
Вібраційний верстат

Номер патенту: 9936
Опубліковано: 30.09.1996
Автори: Стрельбіцький Святослав Прокопович, Щігель Віктор Абрамович, Боровець Володимир Михайлович, Урбан Андрій Володимирович
МПК: B24B 31/067
Мітки: верстат, вібраційний
Текст:
...оправок дает возможность использовать для установки деталей максимум поверхности барабана, т.е. увеличивать производительность обработки. Выполнение первой оправки в виде многоступенчатого пальца, а второй- в виде подпружиненного в направлении первой оправки пальца, шариирнр установленного на кронштейне, позволяет обеспечить быструю и надежную установку деталей, а также быстрый съем при доступе обрабатывающей среды ко всем частям подлежащей...
Насос вібраційний

Номер патенту: 50355
Опубліковано: 15.10.2002
Автори: Єршова Емма Олександрівна, Никифорук Богдан Васильович, Войтович Анатолій Михайлович
МПК: F04F 7/00, F15B 15/14
Мітки: вібраційний, насос
Формула / Реферат:
Насос вібраційний, який містить корпус з кришками, електромагнітний привід, що містить у собі котушки соленоїдів, установлені на торцевих стінках корпуса, поршень, встановлений у корпусі з можливістю зворотно-поступального переміщення між котушками соленоїдів і з утворенням двох робочих камер, стакани, зв'язані з поршнем і розміщені з обох його сторін з можливістю взаємодії з котушками соленоїдів, усмоктувальні і нагнітальні клапани,...
Верстат для балансування обертових вузлів та деталей машин
Номер патенту: 3762
Опубліковано: 15.12.2004
Автори: Яковець Сергій Олександрович, Тупіков Віктор Олександрович, Беломестнов Валерій Іванович, Ситніченко Віктор Михайлович, Шраго Леонід Костянтинович
Мітки: машин, деталей, балансування, верстат, обертових, вузлів
Формула / Реферат:
1. Верстат для балансування обертових вузлів та деталей машин, що містить станину, опори для закріплення виробу, привід обертання виробу, вимірювальний блок та датчики дисбалансу в контрольних площинах, який відрізняється тим, що додатково містить підсумувальний пристрій, до входу якого через випрямлячі приєднані виходи датчиків дисбалансу, а до виходу - прилад-показчик.2. Верстат за п. 1, який відрізняється тим, що підсумувальний...
Вібраційний віскозиметр
Номер патенту: 37080
Опубліковано: 16.04.2001
Автори: Комаров Володимир Олександрович, Єршова Емма Олександрівна, Ворошиловський Олег Віталійович, Никифорук Богдан Васильович
МПК: G01N 11/16
Мітки: віскозиметр, вібраційний
Текст:
...16. В ємність 14 через заливну горловину 15 заливається рідка речовина 17. Віброзбудники 1 закріплені на силовій рамі 10 жорстко і осесиметрично своїм подовжнім осям, при цьому віброзбудники 1 конструктивно розмішуються попарно з осьовим зазором між осердям. Віброзбудники 1 конструктивно є електромагніти. Пластина 12 довжиною 1, при цьому плечі вищезгаданої пластини 12 відносно осі жорсткості балки 11 є конструктивно рівними між собою і...
Вібраційний віскозиметр
Номер патенту: 38412
Опубліковано: 15.05.2001
Автори: Никифорук Богдан Васильович, Комаров Володимир Олександрович, Єршова Емма Олександрівна
МПК: G01N 11/16, G01N 11/10
Мітки: віскозиметр, вібраційний
Текст:
...частоти 17 і приладу 18, який реєструє (частотоміра), з'єднують електричним ланцюгом 20 із входом блоку живлення 19. Проводять перевірку занурення робочого органа 11 у досліджуваний матеріал (речовину) 22. Робочий орган 11 датчика в'язкості повинен бути цілком зануреним у згаданий досліджуваний матеріал (речовину) 22. Вмикають блок (джерело) живлення 19 і подають живлення на підсилювач збудження 17 і прилад 18, який реєструє (частотомір). При...
Попередній патент: Спосіб бекірова перетворення напруги
Наступний патент: Система розповсюдження інформації у наземних транспортних засобах міського та районного значення
Випадковий патент: Відбірник проб ґрунту