Мастильно-охолоджуюча рідина для абразивної обробки металів
Номер патенту: 15824
Опубліковано: 30.06.1997
Автори: Рахматулін Рустам Мірзовіч, Курчік Ніколай Ніколаєвіч, Окунєва Лідія Стєпановна, Пригоф Олександр Борисович, Сємьонов Константін Фьодоровіч, Шевченко Вадим Леонідович, Микитенко Володимир Савич, Мовчун Надія Василівна, Маскаєв Анатолій Ксенофонтович, Зайнєтдінова Свєтлана Вікторовна, Бекшенєв Файзі Магзумовіч, Малиновський Григорій Трохимович, Біткова Валєнтіна Худяхалієвна, Волков Міхаіл Павловіч, Чередниченко Григорій Іванович
Формула / Реферат
Смазочно-охлаждающая жидкость для абразивной обработки металлов, содержащая минеральное масло, хлорированный парафин, растительное масло, многозольный алкилсалицилат кальция, антиокислительную присадку, антипенную присадку и фосфорносодержащую присадку, отличающаяся тем, что жидкость содержит очищенное минеральное масло с кинематической вязкостью при 50°С 10-14 мм![]() с, в качестве фосфорсодержащей присадки содержит диалкилдитиофосфат цинка и трикрезилфосфат или трибутилфосфат и дополнительно содержит олеиновую кислоту при следующем соотношении компонентов, мас.%:
с, в качестве фосфорсодержащей присадки содержит диалкилдитиофосфат цинка и трикрезилфосфат или трибутилфосфат и дополнительно содержит олеиновую кислоту при следующем соотношении компонентов, мас.%:
Хлорированный парафин 2,0-3,5
Растительное масло 1,5-4,0
Многозольный алкил-
салицилат кальция 0,5-1,0
Олеиновая кислота 2,0-3,0
Диалкилдитиофосфат пинка 0,5-1,5
Трикрезилфосфат или трибутилфосфат 1,0-2,0
Антиокислительная присадка 0,15-0,25
Антипенная присадка 0,002-0,004
Минеральное масло Остальное
Текст
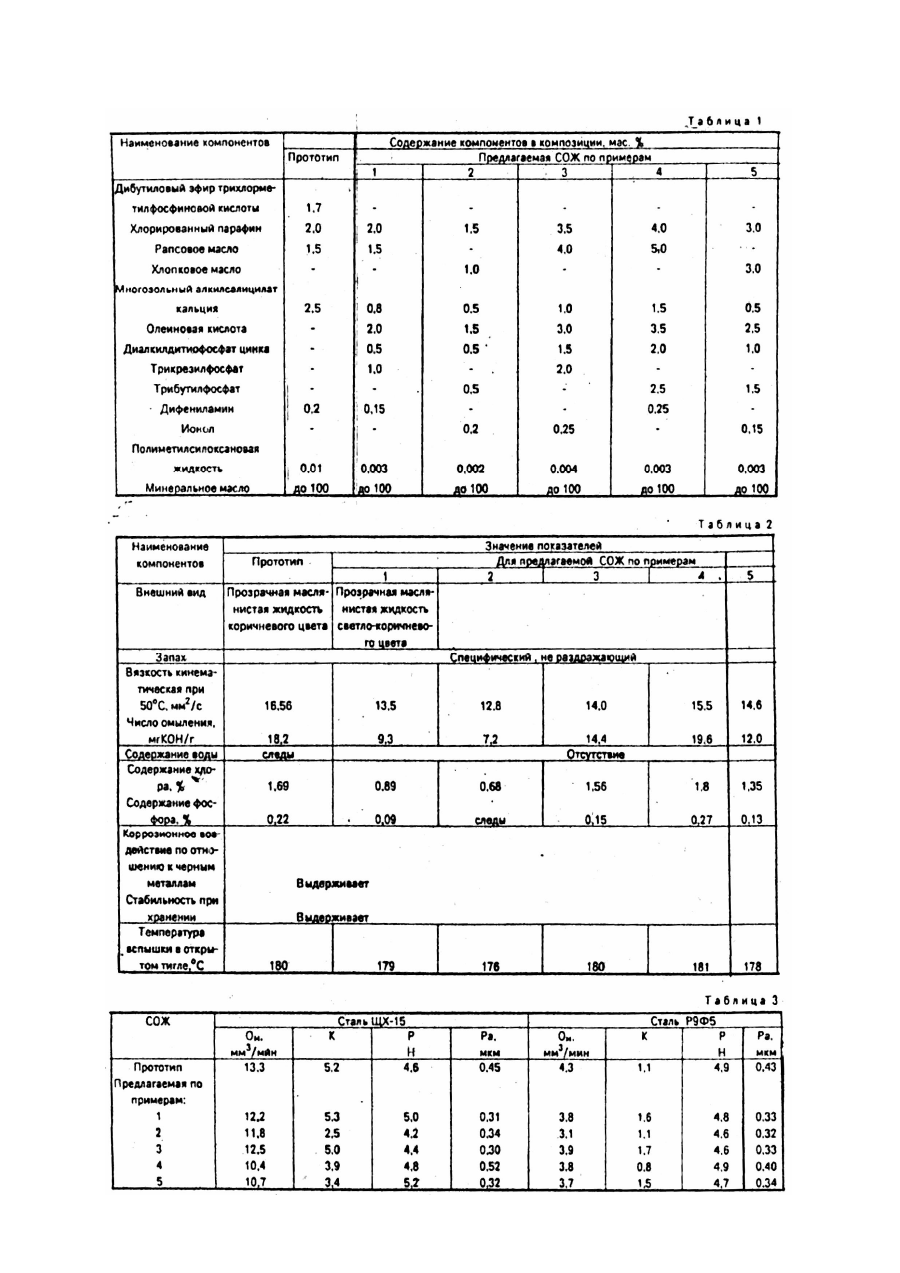
Заявляемое изобретение относится к области смазочно-охлаждающих жидкостей (СОЖ) для абразивной обработки металлов, в частности, высокоскоростного вышлифовывания профиля режущих инструментов: сверл, метчиков, разверток и фрез. Предлагаемая СОЖ может найти применение при профильном шлифовании изделий из инструментальных и специальных сталей. Высокоскоростное шлифование (окружная скорость абразивного круга выше 35м/с) в последние годы находит широкое применение при изготовлении режущего инструмента. Этот процесс по сравнению с фрезерованием обеспечивает точность и долговечность инструмента, а также высокую производительность. Известна СОЖ для абразивной обработки металлов, содержащая 1,0 4,0мас.% дибутилового эфира трихлорметилфосфиновой кислоты, 1,5 3,0мас.% хлорированного парафина, 2,6 6,0мас.% многозольного алкилсалицилата кальция, 0,5 - 2,0мас.% растительного масла, 0,1 0,3мас.% антиокислительной присадки, 0,010 - 0,02мас.% антипенной присадки и 94,98 - 84,68мас.% минерального масла. По технической сущности и достигаемому эффекту известная СОЖ наиболее близка к заявляемой. Однако, как показали результаты многочисленных лабораторных и производственных испытаний, на операциях высокоскоростного шлифования инструментальных сталей, известная СОЖ не исключает прижогов на поверхности обработанного инструмента, что приводит к его браку. По этой причине жидкость Укринол-14 не может быть использована в условиях массового производства инструмента. Задачей заявляемого изобретения является создание смазочно-охлаждающей жидкости, обладающей способностью устранять прижоги на поверхности обрабатываемого инструмента и тем самым исключить его брак. Поставленная задача решается тем, что известная СОЖ, содержащая минеральное масло, хлорированный парафин, растительное масло, антиокислительную присадку, многозольный алкилсалицилат кальция, антипенную присадку и фосфорсодержащую присадку дополнительно содержит олеиновую кислоту, а в качестве фосфорсодержащей присадки она содержит диалкилдитиофосфат цинка и трикрезилфосфат или трибутилфосфат при следующем соотношении, мас.%: Ниже (табл.1, 2, 3) наглядно показано, что введение олеиновой кислоты, а в качестве фосфорсодержащей присадки СОЖ содержит диалкилдитиофосфат цинка и трикрезилфосфат или трибутилфосфат в найденном соотношении компонентов, позволило решить поставленную задачу создания смазочно-охлаждающей жидкости, обладающей способностью устранять прижоги на поверхности обрабатываемого инструмента и тем самым исключить его брак. Хлорированный парафин марки "ХП-470" используется в качестве противозадирной присадки (является товарным продуктом и производится по ТУ 601 - 568 - 76). Растительное масло используется в качестве добавки, улучшающей антифрикционные свойства композиции (могут использоваться рапсовое, кукурузное, хлопковое масло и др.). Олеиновая кислота (известна как классическая антифрикционная добавка к смазочным маслам), диалкилдитиофосфат цинка ДФ-11 (противоизносная и антиокислительная присадка) и трикрезилфосфат или трибутилфосфат (противоизносные присадки) в найденных количественных соотношениях впервые использованы в качестве добавок, устраняющих прижоги на поверхности обрабатываемого инструмента при его шлифовании абразивными кругами. Это свойство указанных веществ ранее не было известно. В качестве антиокислительной присадки может быть использован дифениламин или "Ионол" (является товарным продуктом и производится по ГОСТ 10894 - 76), антипенной ПМС-200А (товарный продукт, производится по ОСТ 6 - 02 - 20 - 89). Многозольный алкилсалицилат кальция (МАСК) использован для улучшения моющих свойств предлагаемой СОЖ (товарный продукт) производится по ОСТ 38 - 01100 - 76). Основой заявляемой СОЖ может служить только очищенное минеральное масло с кинематической вязкостью при 50°C 10 - 14мм2/с, например, И-12А по ГОСТ 20799 - 88 (использование более вязких и неочищенных масел не приводит к достижению положительного эффекта). Технология изготовления заявляемой СОЖ заключается в компаундировании минеральной основы с присадками при температурах 40 - 65°C. Загрузка присадок производится в любой последовательности. После загрузки последнего компонента, смесь механически перемешивают в течение часа. Затем прекращают перемешивание и отбирают пробу на анализ. При положительном результате анализа продукта, его с помощью насоса перекачивают на узел фильтрации, а затем затаривают в бочки или цистерны. В табл.1 приведены составы приготовленных и испытанных композиций известной и заявляемой СОЖ. В табл.2 приведена физико-химическая характеристика испытанных образцов известной и предлагаемой СОЖ. Испытания образцов известной и предлагаемой СОЖ проводили в лабораторных и производственных условиях. Лабораторные испытания СОЖ проведены на экспресс-установке, изготовленной на базе станка модели "3А64Д". В качестве эталонной жидкости испытывалась СОЖ, по прототипу. Шлифованию подвергались инструментальные стали Р9М5, а также шарикоподшипниковая сталь ШК-15, кругами марок "ШП50 ´ 12 ´ 32" и "24А25СМ2К5". Режим шлифования: скорость абразивного круга - 40м/с; нагрузка на шлифовальный круг (удельная нагрузка) - 2, 3, 4кг/см2, время шлифования - 30с; подача СОЖ - поливом; число контрольных опытов - 3, 5. Оценку эксплуатационных и сопутствующих свойств СОЖ проводили по следующим критериям: максимальной выдерживаемой бесприжоговой нагрузке тангенциальной шлифования кг/см; составляющей силе Н; - съему металла за опыт - износу круга за опыт мм3; мм3; - расходу абразивного инструмента мм3/мин; - коэффициенту шлифования - шероховатости шлифовальной поверхности мкм; - наличии прижога и состоянию рабочей поверхности круга. Экспериментальные данные испытания СОЖ при максимальной бесприжоговой нагрузке приведены в табл.3. Как видно из данных табл.3 при шлифовании стали ШХ-15 наибольший съем металла обеспечила известная СОЖ. Незначительно ей уступают образцы предлагаемой жидкости по примерам 1 и 3. По коэффициенту шлифования указанные СОЖ равноценны. По способности обеспечивать качество обработанной поверхности (снижение шероховатости, предлагаемая (примеры 1, 3, 5) превосходит известную СОЖ. Состояние рабочей поверхности круга с применением известной жидкости и предлагаемой по примерам 2 и 4 характеризуется налипанием металла на абразивные зерна и наличием стружки в порах шлифовального круга. Предлагаемая СОЖ по примерам 1, 3, 5 лишена этих недостатков. При шлифовании инструментальной стали Р9Ф5 предлагаемая СОЖ (примеры 1, 3) несколько уступает известной по съему металла, но по коэффициенту шлифования превосходит ее в 1,4 раза. По энергозатратам - минимальные силы резания (P) получены с предлагаемой СОЖ (примеры 1, 3, 5). Наименьшая шероховатость обработанной поверхности получена с использованием предлагаемой СОЖ (примеры 1, 3, 5). Неудовлетворительно смывается стружка с круга при работе с СОЖ по примерам 2, 4. При увеличении нагрузки на круг до 5кг/см2 при шлифовании стали Р9Ф5 с применением известной жидкости получен сплошной прижог, остальные СОЖ обеспечили зонный прижог. Проведенные испытания показали, что максимальный технологический аффект (снижение прижогов, повышение коэффициента шлифования, снижение шероховатости обработанной поверхности, устранение налила, на зерна круга и улучшение смываемости стружки) достигается составами СОЖ, изготовленными в соответствии с заявляемым изобретением. Изменение же рецептуры - выход за пределы заявляемых концентраций компонентов - приводит к появлению прижогов на обрабатываемой поверхности металлов и ухудшению других технологических свойств СОЖ.
ДивитисяДодаткова інформація
Назва патенту англійськоюLubricoolant for abrasive metal processing
Автори англійськоюMalynovskyi Hryhorii Trokhymovych, Cherednychenko Hryhorii Ivanovych, Maskaev Anatolii Ksenofontovych, Siemionov Konstantin Phiodorovich, Pryhof Oleksandr Borysovych, Volkov Mikhail Pavlovich, Mykytenko Volodymyr Savych, Shevchenko Vadym Leonidovych, Bitkova Valentina Khudiakhalievna, Rakhmatulin Rustam Mirzovich, Beksheniev Phaizi Mahzumovich, Okunieva Lidia Stiepanovna, Zainietdinova Svietlana Viktorovna
Назва патенту російськоюСмазочно-охлаждающая жидкость для абразивной обработки металлов
Автори російськоюМалиновский Григорий Трохимович, Чередниченко Григорий Иванович, Маскаев Анатолий Ксенофонтович, Семёнов Константин Федорович, Пригоф Александр Борисович, Волков Михаил Павлович, Микитенко Владимир Савич, Шевченко Вадим Леонидович, Биткова Валентина Худяхалиевна, Рахматулин Рустам Мирзович, Бекшенев Файзи Магзумович, Окунева Лидия Степановна, Зайнетдинова Светлана Викторовна
МПК / Мітки
МПК: C10N 30/06, C10N 40/20, C10M 131/00, C10M 159/08, C10M 137/00, C10M 141/00, C10M 129/54
Мітки: рідина, металів, абразивної, мастильно-охолоджуюча, обробки
Код посилання
<a href="https://ua.patents.su/3-15824-mastilno-okholodzhuyucha-ridina-dlya-abrazivno-obrobki-metaliv.html" target="_blank" rel="follow" title="База патентів України">Мастильно-охолоджуюча рідина для абразивної обробки металів</a>
Мастильно-охолоджуюча рідина для абразивної обробки скла

Номер патенту: 3775
Опубліковано: 27.12.1994
Автори: Сембай Євген Іллярович, Смірнова Олена Іувеналіївна, Курильова Олена Франтишківна
МПК: C10M 173/02, C10M 145/00, C10N 30/06, C10N 40/20
Мітки: мастильно-охолоджуюча, скла, рідина, абразивної, обробки
Формула / Реферат:
Смазочно-охлаждающая жидкость для абразивной обоаботки стекла, содержащая воду и кислородсодержащую присадку, отличающаяся тем, что жидкость в качестве кислородсодержащей присадки содержит полиоксиэтиленгликольмалеинат при следующем соотношении компонентов в % мас.: полиоксиэтиленгликольмалеинат 0,1-1,0 вода 99,0-99,9
Мастильно-охолоджуюча рідина для алмазної обробки скла
Номер патенту: 3274
Опубліковано: 27.12.1994
Автори: Шкарапата Ярослав Євстафієвич, Соколик Василь Михайлович, Литвин Борис Леонідович, Курильова Олена Франтишківна, Сембай Євген Іллярович, Сошко Олександр Іванович, Смірнова Олена Іувеналіївна
МПК: C10M 133/08, C10N 30/06, C10M 173/02, C10N 40/20
Мітки: обробки, алмазної, мастильно-охолоджуюча, скла, рідина
Формула / Реферат:
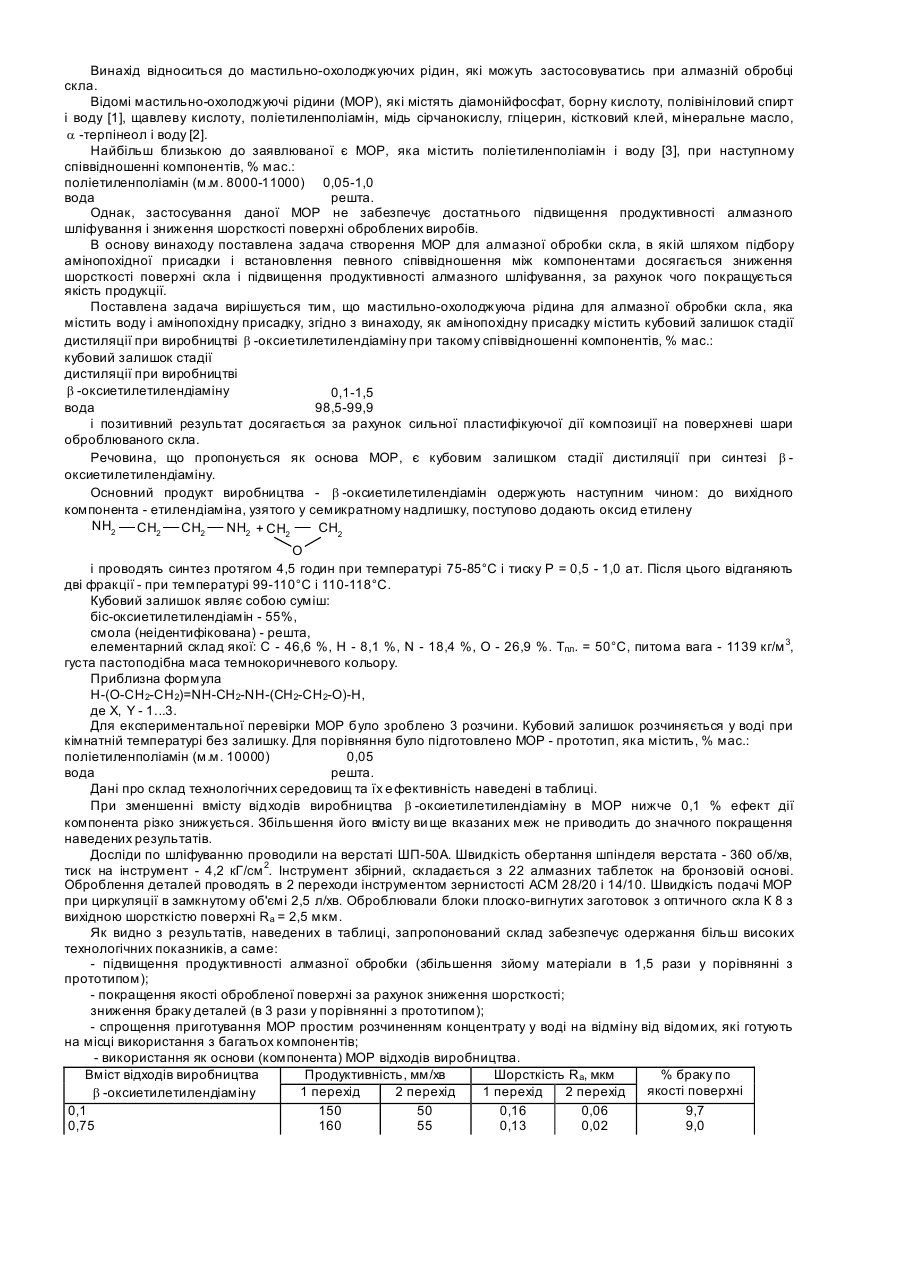
Смазочно-охлаждающая жидкость для алмазной обработки стекла, содержащая воду и аминопроизводную присадку, отличающаяся тем, что жидкость в качестве аминопроизводной присадки содержит кубовый остаток стадии дистилляции при производстве -оксиэтилэтилендиамина при следующем соотношении компонентов, в % мас.: кубовый остаток стадии дистилляции при производстве...
Змащувально-охолоджуюча рідина для механічної обробки металів
Номер патенту: 4282
Опубліковано: 27.12.1994
Автори: Костюк Володимир Іванович, Ватаманюк Василь Іванович, Шкарапата Мирослав Євстахійович, Гордієнко Микола Афанасійович, Курганський Володимир Сергійович, Папірянський Василь Любомирович, Білоус Олексій Іванович, Сошко Олександр Іванович, Кремер Михайло Соломонович, Макар Олег Андрійович, Хабер Микола Васильович
МПК: C10M 135/00, C10N 40/20, C10M 125/24, C10M 173/02, C10N 30/06, C10M 133/24, C10M 125/26
Мітки: металів, обробки, рідина, механічної, змащувально-охолоджуюча
Формула / Реферат:
Смазочно-охлаждающая жидкость для механической обработки металлов, содержащая воду, триэтаноламин и триполифосфат натрия, отличающаяся тем, что, с целью повышения стойкости инструмента, бактерицидных, антикоррозионных и смазочных свойств жидкости и качества обработанной поверхности, она дополнительно содержит N,N'-ди(b-нитрилэтил)этилендиамин-1,2, алкилсульфонат натрия фракции С14-С17, аэросил, ортофосфорную кислоту и натриевую соль...
Мастильно-охолодна рідина для обробки металічних і неметалічних матеріалів різанням
Номер патенту: 10484
Опубліковано: 25.12.1996
Автори: Лукашевич Тамара Тимофіївна, Гарун Ярослав Євстахійович, Жук Петро Миколайович, Угрин Ярослава Антонівна
МПК: C10M 129/08, C10M 129/16, C10M 133/16, C10M 125/26, C10M 173/00
Мітки: металічних, рідина, неметалічних, матеріалів, мастильно-охолодна, обробки, різанням
Формула / Реферат:
Смазочно-охлаждающая жидкость для обработки металлических и неметаллических материалов резанием, содержащая латекс поливинилхлорида, масло И-12А и воду, отличающийся тем, что жидкость дополнительно содержит смесь по-лиоксиэтиленгликолевых эфиров стеариновой кислоты, смесь полиоксиэтиленгликолевых эфиров высших жирных спиртов, глицерин, триэтаноламин, 1,2,3-бензотриазол и высокомолекулярное основание Манниха, модифицированное борной...
Мастильно-охолоджуючий технологічний засіб для механічної обробки металів
Номер патенту: 13713
Опубліковано: 25.04.1997
Автори: Латишева Лідія Григорівна, Тишкевич Людмила Василівна, Маврина Валентина Миколаївна, Кальманович Людміла Максімовна, Цегельнюк Любов Іванівна, Кабанова Надєжда Івановна, Мацелюх Володимир Семенович
МПК: C10M 129/06, C10M 173/00, C10M 129/08, C10M 131/00, C10M 129/16
Мітки: механічної, обробки, металів, мастильно-охолоджуючий, засіб, технологічний
Формула / Реферат:
Смазочно-охлаждающее технологическое средство для механической обработки металлов, содержащее минеральное масло, нефтяные сульфонаты натрия, полиоксиэтилиро-ванные алкилфенолы и/или полиоксиэтилированпые синтетические жирные спирты фракции С10-С20, хлорированный парафин, глицерин, изопропиловый и/или изобутиловый спирт и серусодержащую присадку, отличающееся тем, что, с целью снижения пенообразующих свойств, повышения стойкости инструмента...
Попередній патент: Розподільно-запірний пристрій компресорів та повітродувок
Наступний патент: Улаштування для теплової ізоляції колони насосно-компресорних труб
Випадковий патент: Спосіб прогнозу викидонебезпечності