Металургійна ємність для продування металургійного розплаву газами

Формула / Реферат
Металургійна ємність для продування металургійного розплаву газами, яка містить металевий кожух, футерівку стін, футерівку днища, в яку вмонтовані рядково-капілярні блоки, яка відрізняється тим, що рядково-капілярні блоки складаються з окремих секцій, проміжки між якими заповнені газонепроникною вогнетривкою масою, причому геометричні розміри кожної секції вибрані, виходячи із співвідношення
![]() , де
, де
![]() - довжина периметра секції, см,
- довжина периметра секції, см,
![]() - площа перерізу секції, см2,
- площа перерізу секції, см2,
а відстань між суміжними секціями вибрана із співвідношення
![]() ,де
,де
![]() - відстань між суміжними секціями, см,
- відстань між суміжними секціями, см,
![]() - довжина секції, см.
- довжина секції, см.
Текст
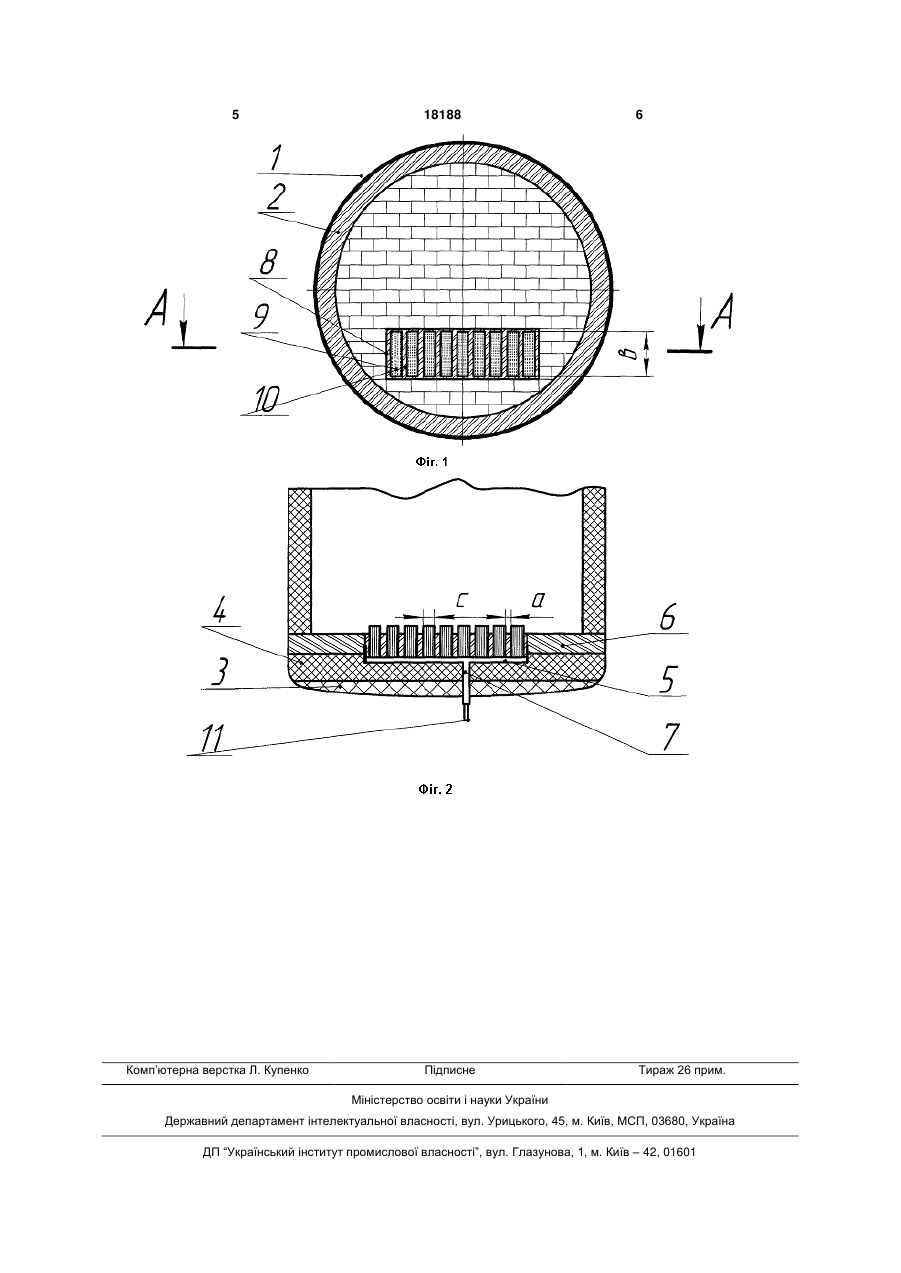
Металургійна ємність для продування металургійного розплаву газами, яка містить металевий кожух, футерівку стін, футерівку днища, в яку вмонтовані рядково-капілярні блоки, яка відрізняється тим, що рядково-капілярні блоки складаються з окремих секцій, проміжки між якими заповнені газонепроникною вогнетривкою масою, причому геометричні розміри кожної секції вибрані, виходячи із співвідношення P 0,23 0,25 , де S P - довжина периметра секції, см, 2 S - площа перерізу секції, см , а відстань між суміжними секціями вибрана із співвідношення Корисна модель відноситься до чорної металургії і може бути використаний при обробці сталі інертними газами з метою її гомогенізації і рафінування від неметалевих включень та розчинених газів. Відомий ківш для продування рідкого металу газами, який містить у собі металевий кожух, футерівку, днище з газопроникною футерівкою та газорозподільним шаром і патрубок для підведення газу [1]. Недоліком цього ковша є неможливість утворювання циркуляційного потоку при продуванні рідкого металу газом, тому що продування здійснюється через всю площу днища ковша. Відоме технічне рішення [2], згідно з яким продування металу газом здійснюється через рядково-капілярні блоки, які установлені у футерівці днища. Блоки мають отвори-капіляри діаметром 0,165 0,200мм, розташовані рядками, відстань між якими складає 20 50мм. Кількість рядковокапілярних блоків визначається ємністю ковша. Площа яку займають блоки, складає 8 20% від площі днища ковша. Наявність у вогнетривких блоків капілярів строго каліброваного розміру дозволяє забезпечити продувку рідкого металу у дрібнопузирьковому режимі, перетворюючи при необхідності проду вання ламінарного режиму в турбулентний і навпаки, унеможливлюючи при цьому струминне витікання газу. Крім того, завдяки асиметричному розтушування блоків відносно вісі симетрії днища досягається активна циркуляція рідкого металу, при якій досягається необхідна коагуляція неметалевих включень. Це технічне рішення використано у якості прототипу. На ряду з позитивними якостями технічне рішення за прототипом має суттєвий недолік - не достатньо ефективно використається газ. В основу корисної моделі поставлена задача: удосконалити металургійну ємність для продування металургійного розплаву газами через рядковокапілярні блоки шляхом зміни конструкції блоків з тим щоб, не збільшуючи кількість газу для продування рідкого металу, значно збільшити ефективність перемішування газу з розплавом і, як наслідок, збільшити рафінуючи дію газу. Поставлена задача вирішується завдяки тому, що у металургійній ємкості для продування металургійного розплаву газами, яка містить металевий кожух футерівку стін, футерівку днища з вмонтованими рядково-капілярними блоками, останні виконані у вигляді окремих секцій, проміжки між якими заповнені газонепроникною вогнетривкою масою, причому геометричні розміри кожної секції (19) UA (11) 18188 (13) U a 0,1 0,18 ,де в a - відстань між суміжними секціями, см, в - довжина секції, см. 3 18188 4 вибрані, виходячи із співвідношення газу, тобто ті шари газу, які безпосередньо контактують з металевим розплавом. І чим більше буде P 0,23 0,25 , де співвідношення довжини периметру газового потоS ку до величини площі переріз у газового потоку, Р - довженна периметру секції, см, 2 тим більше буде інжекція металу газом, тим краще S - площа переріз у секції, см ., буде перемішування, тим ефективніше буде викоа відстань між суміжними секціями вибрана із ристовуватися газ. Кращому перемішуванню меспіввідношення талевого розплаву з газом буде сприяти і певна a відстань між суміжними секціями - чим більше (до 0,1 0,18 , де в певних величин) ця відстань, тим ефективніше а - відстань між суміжними секціями, см, буде перемішування. в - довжина секції, см. З урахуванням приведених доказів, а також тоЗагальними з прототипом суттєвими ознаками го фактору, що середина секції має знаходитись винаходу є: на відстані 1/3 діаметра від стінки ємкості, були - металевий кожух; знайдені найбільш оптимальні параметри рядково- футерівка стін; капилярних секцій (довжини, ширина та площі) та - футерівка днища; відстань гоміж ними, які мають забезпечити мак- рядково-капилярні газопроникні блоки, які симальній ефект рафінування рідкого металу без вмонтовані у футерівку днища. суттєвого підвищення витрат продувального газу. Відрізняючи ми від прототипу суттєвими ознаКорисна модель пояснюється кресленнями, на ками прототипу є: яких зображено: - виконання кожного рядково-капілярного блона Фіг.1 - металургійна ємність в поперечному ку у вигляді окремих секцій, пролижи між якими розрізі; заповнені газонепроникною масою; на Фіг.2 - повздовжній розріз А-А на Фіг.1. - геометричні розмири кожної секції вибрані, Металургійна ємність у своєму складі має мевиходячи із співвідношення: талевий кожух 1, футерівку стінки ємкості 2, футеP рівку днища, яка складається з арматурного шару 0,23 0,25 , де 3, проміжного шару 4, виконаного з вогнетривкого S щільного бетону, газорозподільчуго шару 5, товР - довженна периметру секції, см, щиною 20 50мм, виконаного з обезпиленого граS - площа переріз у секції, см2, нульованого матеріалу фракції 3 15мм., газонепа відстань між суміжними секціями вибрана із роникного робочого шару 6, сифон 7. У робочий співвідношення шар 6 вмонтовано рядково-капилярний блок 8, a 0,1 0,18 , де який складається з окремних газопроникних секцій в 9, проміжки між якими заповнені газонепроникною а - відстань між суміжними секціями, см, вогнетривкою масою 10. Для приєднання до газов - довжина секції, см. проводу сифон 7 обладнаний патрубком 11. Наявність приведених суттєвих ознак винахоОбробка рідкого металу газом здійснюється ду є необхідною і достатньою на всі випадки, на які наступнім чином. поширюється область дії корисної моделі. Металургійну ємність приєднують через патМіж суттєвими ознаками корисної моделі і техрубок 11 до газопроводу. Газ через патрубок 11 нічним результатом - збільшенням ступені перепідводиться до сифону 7 відкіля він надходить до мішування газу з рідким металом і, як наслідок, газорозподільного шару 5 над яким знаходяться збільшенням ефективності використання газу рядково-капілярний блок 8. По досягненню тиску існує причинно - наслідковий зв’язок, який пояснюгазу, достатнього для переборювання опору руху ється наступними доказами. газу в рядково-капілярних секціях 9, газ через рядЯк відомо, найкращі умови перемішування рідково-капілярні крізні отвори надходить до розплакого металу досягається при установці газопрониву метала. кне них елементів (пористих пробок, вогнетривкої Як показали дослідження на холодних модекладки з газопроникне ними швами та інше) на лях, при використані рядково-капілярних секцій, які відстані 1/3 діаметра від стінок металургійної єммали довжину в=40 50см і ширину с = 10см і відкості. повідно периметр Р=(100 120)см і площу Але, як показали досліди, ефективність переS=(400 500)см2 та відстань поміж секціями мішування металу залежить ще і від того, яку фоa=(5 10)см, досягалось максимальна ефективрму має поверхня, через яку надходять продувні ність використання газу. гази у металевий розплав. І якщо поверхня має Джерела інформації: форму витягнутого прямокутника, то при одній і тій 1. Авт. свід. СРСР №578160, Кл В 22 D 41/02. же витраті газу перемішування газу з розплавом 2. Заява на винахід № n 200608968. буде краще. Це пояснюється тим, що взаємодіють з розплавом здебільшого зовнішні шари потоку 5 Комп’ютерна верстка Л. Купенко 18188 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMetallurgical container for blowing of metallurgical fusion by gases
Автори англійськоюZhyvchenko Volodymyr Semenovych
Назва патенту російськоюМеталлургическая емкость для продувки металлургического расплава газами
Автори російськоюЖивченко Владимир Семенович
МПК / Мітки
МПК: B22D 41/02
Мітки: металургійного, продування, ємність, металургійна, розплаву, газами
Код посилання
<a href="https://ua.patents.su/3-18188-metalurgijjna-ehmnist-dlya-produvannya-metalurgijjnogo-rozplavu-gazami.html" target="_blank" rel="follow" title="База патентів України">Металургійна ємність для продування металургійного розплаву газами</a>
Металургійна місткість для продування металевого розплаву газами
Номер патенту: 36103
Опубліковано: 16.04.2001
Автори: Макаров Григорій Арестович, Нечепоренко Володимир Андрійович, Зазулін Микола Єгорович, Живченко Володимир Семенович, Олійник Юрій Володимирович, Шеремет Володимир Олександрович, Боровиков Геннадій Федорович
МПК: B22D 41/00
Мітки: газами, розплаву, продування, металевого, металургійна, місткість
Формула / Реферат:
1. Металургійна місткість для продування металевого розплаву газами, що містить футерований кожух, футеровку стін, футеровку днища з двох шарів, один з яких виконаний з газопроникного вогнетривкого матеріалу, а другий - з гранульованого матеріалу, розміщений між кожухом і шаром з газопроникного вогнетривкого матеріалу, і патрубок для підведення газу, яка відрізняється тим, що місткість оснащена металевою пластиною, розміщеною по діаметру...
Металургійна ємкість для продування рідкого металу газами
Номер патенту: 49775
Опубліковано: 16.09.2002
Автори: Семикопенко Григорій Григорович, Живченко Володимир Семенович, Дирул Олег Михайлович
МПК: B22D 41/00
Мітки: рідкого, металу, газами, металургійна, продування, ємкість
Формула / Реферат:
1. Металургійна ємкість для продування рідкого металу газами, що містить металевий кожух, футерівку стін, футерівку днища, яка складається з арматурного і робочого шарів, і газорозподільний шар з гранульованого матеріалу, яка відрізняється тим, що арматурний шар виконаний з газощільного вогнетривкого матеріалу, а газорозподільний шар розташований між робочим і арматурним шарами в заглибленні останнього.2. Металургійна ємкість по п. 1,...
Металургійна ємкість для обробки металевого розплаву газами
Номер патенту: 3722
Опубліковано: 15.12.2004
Автори: Живченко Володимир Семенович, Семикопенко Григорій Григорович
Мітки: металевого, ємкість, обробки, металургійна, газами, розплаву
Формула / Реферат:
1. Металургійна ємкість для обробки металевого розплаву газами, що містить металевий кожух, футеровку стін, футеровку днища, що складається з арматурного, робочого шарів і газорозподільного шару, що знаходиться у заглибленні арматурного шару днища, яка відрізняється тим, що між днищем заглиблення і газорозподільним шаром додатково знаходяться два шари: перший - від днища заглиблення, газонепроникний лист, другий шар - з вогнетривкого...
Ківш для продування металу газами

Номер патенту: 43445
Опубліковано: 17.12.2001
Автори: Живченко Володимир Семенович, Олійник Юрій Володимирович, Зазулін Микола Єгорович
МПК: B22D 41/02
Мітки: ківш, газами, металу, продування
Формула / Реферат:
1. Ківш для продування металу газами, що містить металевий кожух, футерівку стін, футерівку днища, що має газопроникний шар, поділений не менше ніж на дві зони з різною газопроникністю, газорозподільний елемент, взаємозв'язаний з патрубком для підведення газу, який відрізняється тим, що зони виконані з співвідношенням газопроникності, рівним ,1 : (0,2 - 0,5), газорозподільний елемент виконаний у вигляді гранульованого шару, розміщеного між...
Надзвукове сопло кисневої фурми для продування розплаву
Номер патенту: 66738
Опубліковано: 17.05.2004
Автори: Климанчук Владислав Владиславович, Ларіонов Олександр Олексійович, Матвієнков Сергій Анатолійович, Бойко Володимир Семенович, Бухало Олександр Іванович, Сущенко Андрій Вікторович, Волков Олександр Митрофанович
МПК: C21C 5/48
Мітки: розплаву, кисневої, фурми, сопло, надзвукове, продування
Формула / Реферат:
1. Надзвукове сопло кисневої фурми для продування розплаву, що складається з конфузора та дводілянкового дифузора з різними кутами розкриття, яке відрізняється тим, що вихідну ділянку дифузора виконано циліндричною, а довжина цієї ділянки визначається із співвідношення,де L2 - довжина вихідної ділянки дифузора
Попередній патент: Спосіб прокатки труб в багатоклітьовому редукційному стані
Наступний патент: Дражний земснаряд
Випадковий патент: Лікарський засіб для лікування захворювань передміхурової залози та спосіб одержання його супозиторної форми