Спосіб прокатки труб в багатоклітьовому редукційному стані
Номер патенту: 77136
Опубліковано: 16.10.2006
Автори: Щучко Володимир Миколайович, Грінберг Броніслав Михайлович, Луценко Олег Вікторович, Гуляєв Юрій Геннадійович, Олійник В'ячеслав Семенович, Гопайца Наталія Вікторівна, Лозовий Віктор Іванович, Шифрін Євген Ісайович, Чудаков Євген Федорович, Бойко Іван Петрович, Юрковський Володимир Васильович, Круподер Андрій Миколайович, Квітка Наталія Юріївна, Козловський Альфред Іванович
Формула / Реферат
Спосіб прокатки труб в багатоклітьовому редукційному стані, при якому здійснюють деформацію заготовки з частковим обтисненням по діаметру в кожній з клітей середньої групи, більшим по величині від часткового обтиснення заготовки по діаметру в будь-якій з клітей головної та калібрувальної груп, причому в кожній парній кліті середньої групи встановлюють величину часткового обтиснення меншу, ніж у попередній парній кліті, який відрізняється тим, що часткове обтиснення по діаметру в кожній парній кліті середньої групи встановлюють в межах 1,01-1,02 від часткового обтиснення по діаметру в попередній непарній кліті середньої групи, часткове обтиснення по діаметру в кожній непарній кліті середньої групи встановлюють в межах 0,96-0,98 від часткового обтиснення по діаметру в попередній парній кліті середньої групи, а інтенсивність зміни часткових обтиснень по діаметру в середній групі клітей встановлюють в межах Іі=0,045-0,065 %.
Текст
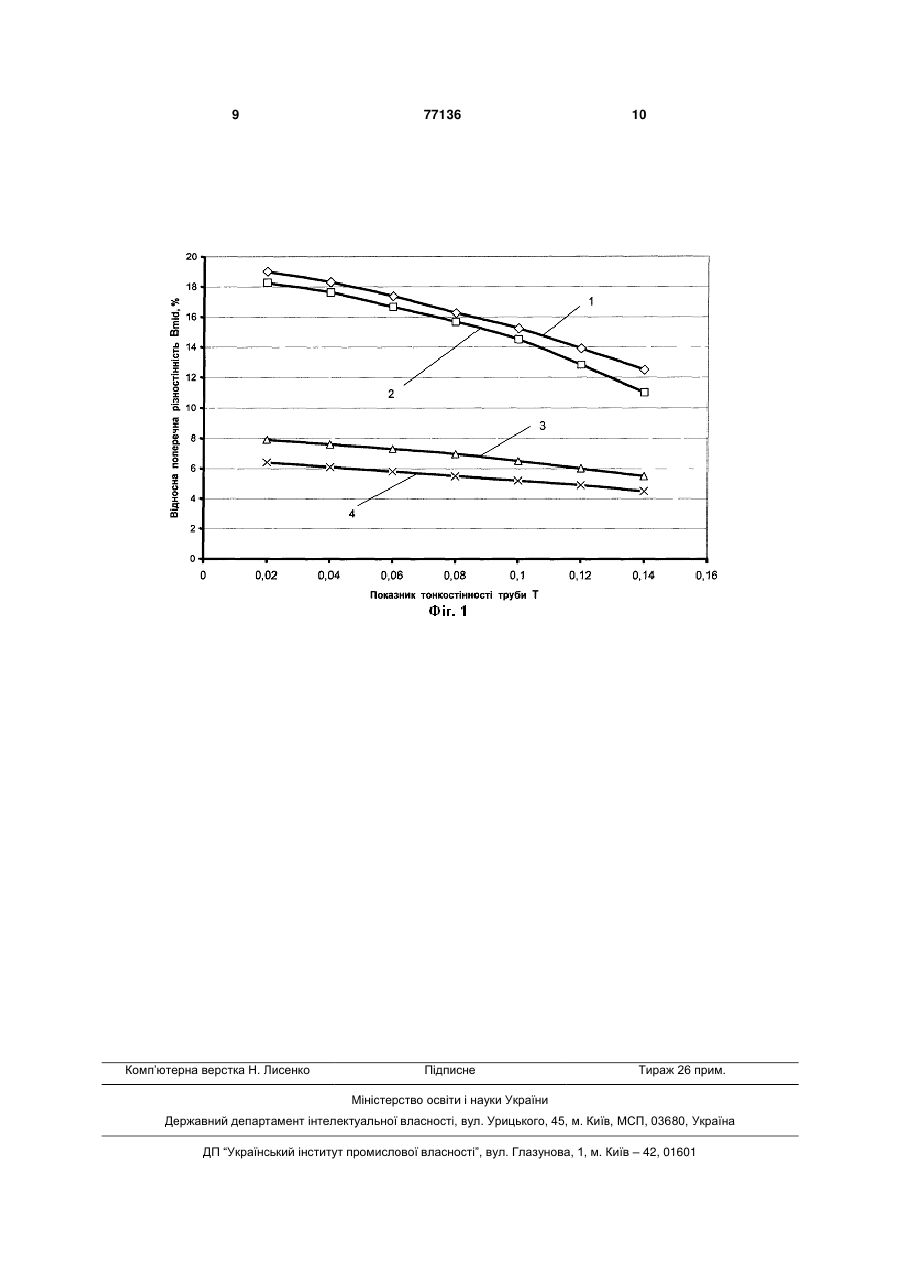
Спосіб прокатки труб в багатоклітьовому редукційному стані, при якому здійснюють деформацію заготовки з частковим обтисненням по діаметру в кожній з клітей середньої групи, більшим по величині від часткового обтиснення заготовки по діаметру в будь-якій з клітей головної та калібрувальної груп, причому в кожній парній кліті середньої групи встановлюють величину часткового обтиснення меншу, ніж у попередній парній кліті, який відрізняється тим, що часткове обтиснення по діаметру в кожній парній кліті середньої групи встановлюють в межах 1,01-1,02 від часткового обтиснення по діаметру в попередній непарній кліті середньої групи, часткове обтиснення по діаметру в кожній непарній кліті середньої групи встановлюють в межах 0,96-0,98 від часткового обтиснення по діаметру в попередній парній кліті середньої групи, а інтенсивність зміни часткових обтиснень по діаметру в середній групі клітей встановлюють в межах Іі=0,045-0,065%. mi Di 1 Di 100% Di 1 (1) (1 mZv ) - середній діаметр заго w 1 товки після прокатки в кліті з порядковим номером і-1, мм; w=1, 2, ..., i-1 - порядковий номер співмножника (номер кліті) у множенні i 1 (1 mZv ) (1 mZ1) (1 mZ2 )...(1 mZ(i 1) ) ; w 1 i=1, 2, ..., N-1, N - порядковий номер кліті, рахуючи за i=1 першу в напрямку ходи прокатки кліть; (19) i 1 Di 1 D0 UA (11) 77136 (13) (21) a200509720 (22) 17.10.2005 (24) 16.10.2006 (46) 16.10.2006, Бюл. № 10, 2006 р. (72) Козловський Альфред Іванович, Гуляєв Юрій Геннадійович, Шифрін Євген Ісайович, Квітка Наталія Юріївна, Гопайца Наталія Вікторівна, Щучко Володимир Миколайович, Лозовий Віктор Іванович, Юрковський Володимир Васильович, Чудаков Євген Федорович, Олійник В'ячеслав Семенович, Бойко Іван Петрович, Луценко Олег Вікторович, Грінберг Броніслав Михайлович, Круподер Андрій Миколайович (73) ЗАКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "НІКОПОЛЬСЬКИЙ ЗАВОД БЕЗШОВНИХ ТРУБ "НІКО Т'ЮБ" (56) SU 1324696, 23.07.1987 Г.И. Гуляев и др. Технология непрерывной безоправочной прокатки труб.- Москва " Металлургия", 1975.- ст.167, рис. 73 SU 588027, 15.01.1978 UA 60957, 15.10.2003 RU 2148445, 10.05.2000 3 77136 4 N - загальна кількість клітей в багатоклітьоворетному j-тому поперечному перетині, мм; му стані безперервної безоправочної прокатки hmid - середня товщина стінки труби в конкреттруб; ному j-тому поперечному перетині, мм; D0 - діаметр заготовки до початку деформації j - порядковий номер поперечного перетину в багатоклітьовому стані, мм. труби, в якому визначені значення величин hmax, В залежності від величини mi всі кліті багатокhmin та hmid; літьового стана умовно поділяють на кліті головної J - загальна кількість поперечних перетинів групи, кліті середньої групи та кліті калібруючої труби, в яких визначені значення величин hmax, hmin групи (дивися, наприклад, книгу: Г.И. Гуляев и др. та hmid. Технология непрерывной безоправочной прокатки Великі значення середньої відносної поперечтруб. Москва, Металлургия, 1975. Стор.167, рис. ної різностінності труби обумовлюють підвищений 73). розхідний коефіцієнт металу при виготовленні Розподіл часткових обтиснень по діаметру затруб, що знижує економічні показники виробництготовки в середній групі клітей можна охарактерива. зувати двома показниками: Найбільш близьким за технічною суттю до заспіввідношенням Ki часткових обтиснень по діявляємого (прототип) є спосіб прокатки труб в бааметру заготовки в наступній (mi) та попередній гатоклітьовому редукційному стані, при котрому (mi-1) клітях середньої групи здійснюють деформацію заготовки з частковим обтисненням по діаметру в кожній з клітей середmi Ki (2) ньої трупи, більшим по величині від часткового mi 1 обтиснення заготовки по діаметру в будь якій з інтенсивністю зміни часткових обтиснень по клітей головної та калібруючої груп, причому в діаметру, що є зміною середніх значень частковокожній парній кліті середньої групи встановлюють го обтиснення заготовки по діаметру між поточною величину часткового обтиснення меншу, ніж у по(mi) і попередньою (mi-1) клітями та між поточною передній непарній кліті і меншу за величину сере(mi) і наступною (mi+1) клітями середньої групи днього часткового обтиснення по діаметру в цій mi 1 mi mi mi 1 mi 1 mi 1 Ii групі клітей, а в кожній непарній кліті середньої (3) 2 2 2 групи встановлюють величину часткового обтисЗ фізичного значення співвідношення K, оченення більшу, ніж у попередній парній кліті і більвидно, що підрахувати величини K, є можливим в шу за величину середнього часткового обтиснення клітях середньої групи з поточними номерами від по діаметру в цій групі клітей, при цьому величину і=NG+1 до і=NG+NM (тут NG - загальна кількість клічасткового обтиснення в кожній наступній парній тей в головній групі; NM - загальна кількість клітей кліті встановлюють меншою за величину частковов середній групі). З фізичного значення інтенсивго обтиснення в попередній парній кліті [дивися, ності Ii очевидно, що підрахувати величини Ii є монаприклад, авторське посвідчення СРСР жливим в клітях середньої групи з поточними но№1324696, В21В17/14, 23.07.87]. мерами від i=NG+1 до і=NG+NM-1. Спосіб прокатки труб в багатоклітьовому редуВідомий спосіб прокатки труб в багатоклітьокційному стані відповідно прототипу дозволяє знивому редукційному стані, при котрому здійснюють зити величину відносної поперечної різностінності деформацію заготовки з частковим обтисненням труб у порівнянні із використанням способу прокапо діаметру в кожній з клітей середньої групи, бітки відповідно аналогу. Недолік способу відповідльшим по величині від часткового обтиснення зано прототипу полягає в тому, що він дозволяє готовки по діаметру в будь якій з клітей головної та одержувати малу відносну поперечну різностінкалібруючої груп, причому в деяких парних клітях ність (Вmid=11-15%) лише при виготовленні товстосередньої групи встановлюють величину частковостінних труб із показником співвідношення товщиго обтиснення більшу, ніж у попередній непарній ни стінки до діаметру (показником тонкостінності) кліті, а в деяких непарних клітях середньої групи St T (тут St, Dt - відповідно товщина стінки та встановлюють величину часткового обтиснення Dt меншу, ніж у попередній парній кліті [дивися, надіаметр готової труби після редукування, мм), що приклад, книгу: Г.И.Гуляев и др. Технология неперевищує 0,10. При T15%). Недолік способу прокатки труб в багатоклітьоВ основу винаходу поставлена задача створивому редукційному стані відповідно аналогу поляти спосіб прокатки труб в багатоклітьовому редукгає в тому, що при його використанні мають місце ційному стані, що забезпечить можливість виготовисокі показники величини середньої відносної влення труб з низькими значеннями відносної поперечної різностінності труби поперечної різностінності Вmid незалежно від вели100% J hmax hmin чини показника Т (співвідношення товщини стінки Bmid (4) J hmid готової труби St до діаметру готової труби Dt), за j 1 j рахунок цього дозволить знизити розхідний коефіде Вmid - середня відносна поперечна різносцієнт металу при виготовленні труб та, відповідно, тінність труби, %; - підвищити економічні показники виробництва. hmax - максимальна товщина стінки труби в Поставлена задача вирішується тим, що у віконкретному j-тому поперечному перетині, мм; домому способі прокатки труб в багатоклітьовому hmin - мінімальна товщина стінки труби в конкредукційному стані, при котрому здійснюють де 5 77136 6 формацію заготовки з частковим обтисненням по вих обтиснень по діаметру в середній групі клітей діаметру в кожній з клітей середньої групи, більвстановлюють в межах Ii=0,045-0,065%. Заявляєшим по величині від часткового обтиснення загомий в якості винаходу режим розподілу часткових товки по діаметру в будь якій з клітей головної та обтиснень по діаметру заготовки mi в середній калібруючої груп, причому в кожній парній кліті групі клітей стана (і=NG+1, NG+2...NG+NM-1, NG+NM) середньої групи встановлюють величину частководозволяє витримувати рівень поперечної різносго обтиснення меншу, ніж у попередній парній клітінності труб після редукування в межах Вmid=4-8% ті, додатково часткове обтиснення по діаметру в незалежно від показника тонкостінності труб Т. Це, кожній парній кліті середньої групи встановлюють в свою чергу, дозволяє знизити розхідний коефіців межах 1,01-1,02 від часткового обтиснення по єнт металу при виготовленні труб та покращити діаметру в попередній непарній кліті середньої економічні показники виробництва. групи, часткове обтиснення по діаметру в кожній Таким чином, при такій сукупності розподілу непарній кліті середньої групи встановлюють в часткових обтиснень заготовки по діаметру mi по межах 0,96-0,98 від часткового обтиснення по діаклітям середньої групи багатоклітьового редукційметру в попередній парній кліті середньої групи, а ного стана, яка пропонується в якості винаходу, інтенсивність зміни часткових обтиснень по діамезабезпечується виготовлення труби з високим рівтру в середній групі клітей встановлюють в межах нем показників точності. Отже, запропонований Ii=0,045-0,065%. винахід відповідає критерію "Корисність". Загальними ознаками найбільш близького Спосіб пояснюється графічно. На фігурі 1 по(прототип) та заявляємого способів є те, що проказано розрахункові залежності відносної поперекатка труб в багатоклітьовому редукційному стані чної різностінності труб Вmid від показника тонкосполягає в тому, що здійснюють деформацію заготінності труб Т при різних значеннях коефіцієнту товки з частковим обтисненням по діаметру в кожZ (тут пластичного натягу Z Z - напруга, що ній з клітей середньої групи, більшим по величині Ff від часткового обтиснення заготовки по діаметру в діє в поперечному перетині заготовки в міжклітинбудь якій з клітей головної та калібруючої груп, ному проміжку, МПа; Kf - опір деформації матеріапричому в кожній парній кліті середньої групи лу, з якого вироблена заготовка, що деформується встановлюють величину часткового обтиснення в редукційному стані, МПа). Позначення на рисунменшу, ніж у попередній парній кліті. ку: 1 - залежність Вmid від T при Z=0 в разі викорисВідрізняючи ознаки заявляємого способу є в тання способу редукування відповідно прототипу тому, що часткове обтиснення по діаметру в кож(параметри розподілу часткових обтиснень mi, ній парній кліті середньої групи встановлюють в величин Ki та Ii - в таблиці 1); 2 - залежність Вmid межах 1,01-1,02 від часткового обтиснення по діавід Т при Z=0,15 в разі використання способу реметру в попередній непарній кліті середньої групи, дукування відповідно прототипу; 3 - залежність часткове обтиснення по діаметру в кожній непарВmid від Т при Z=0 в разі використання заявляємого ній кліті середньої групи встановлюють в межах способу редукування (параметри розподілу част0,96-0,98 від часткового обтиснення по діаметру в кових обтиснень mi, величин Ki та Ii - в таблиці 2); попередній парній кліті середньої групи, а інтенси4 - залежність Вmid від Т при Z=0,15 в разі викорисвність зміни часткових обтиснень по діаметру в тання заявляємого способу редукування. середній групі клітей встановлюють в межах Обґрунтування заявляємого способу базуєтьIi=0,045-0,065%. ся на зіставленні розрахункових показників рівня Суть заявляемого винаходу не слідує явним відносної поперечної різностінності труб, виготовчином для спеціаліста з відомого рівня техніки. лених з використанням способів редукування відСукупність ознак, що характеризують відоме ріповідно прототипу та відповідно заявляємого спошення, не забезпечує досягнення нових властивособу редукування (фіг. 1). Для розрахунків стей і тільки наявність відрізняючих ознак винаховикористовували апробовану математичну модель ду дозволяє одержати нові властивості, новий формування поперечної різностінності при безопбільш високий технічний результат. Отже, пропоравочному редукуванні труб (дивися, наприклад, нуємий винахід відповідає критерію "Винахідницькнигу: Гуляев Ю.Г. и др. Математическое моделикий рівень". рование процессов обработки металлов давлениЗа наявними у заявника і авторів відомостями ем. Киев, Наукова думка, 1986. Стор. 189-207). сукупність ознак, що пропонується і характеризує Метод математичного моделювання використовусутність винаходу, невідома із сучасного рівня тевали з метою економії матеріальних ресурсів при хніки. Отже, винахід відповідає критерію "Новизпроведенні експериментальних досліджень. Остана". точну перевірку отриманих в процесі математичМета винаходу досягається за рахунок того, ного моделювання результатів здійснювали шлящо при визначенні величин часткових обтиснень в хом проведення промислових випробувань в середній групі клітей редукційного стана часткове умовах 22-клітьового редукційного стана трубовиобтиснення по діаметру в кожній парній кліті сереготівельного агрегату "30-102" Нікопольського задньої групи встановлюють в межах 1,01-1,02 від воду безшовних труб "Ніко Т'юб". часткового обтиснення по діаметру в попередній Заявляємий спосіб здійснюється таким чином. непарній кліті середньої групи, часткове обтисненПопередньо деформована в будь-якому труня по діаметру в кожній непарній кліті середньої бовиготівельному агрегаті (тривалковий розкатгрупи встановлюють в межах 0,96-0,98 від частконий, безперервний оправочний, автоматичний, вого обтиснення по діаметру в попередній парній пілігримовий, трубоелектрозварювальний і т.п.) кліті середньої групи, а інтенсивність зміни часткозаготовка задається у валки безоправочного бага 7 77136 8 Таблиця 1 токлітинного редукційного (калібровочного) стана безперервної прокатки. Часткові обтиснення mi в Параметри редукування труби кожної і-тої кліті стана безоправочної прокатки діаметром 70мм відповідно способу - прототипу призначають на підставі наступних послідовних міркувань, розрахунків та дій. Номінальний № Середній Часткова Співвід- Інтен1. Визначаються з діаметром D0 заготовки та діаметр тру- кліті, діаметр дефор- ношен- сивність діаметром Dt=DN труби. би Dt, мм і dcp, мм мація mi, ня Ki Ii 2. Обчислюють сумарну абсолютну D = D0% DN та сумарну відносну m D D0 деформації заготовки по діаметру в стані безоправочної прокатки. 3. Визначаються з кількістю клітей N, що є потрібними для здійснення деформації D . 4. Виходячи з практичного досвіду та особливостей сортаменту труб, що мають бути прокатаними, визначаються з кількістю клітей головної групи (NG) та кількістю клітей калібруючої групи (NK) та призначають величини часткових обтиснень mi в клітях цих груп. 5. Призначають часткове обтиснення в першій кліті середньої групи mNG+1. 6. Розподіляють часткові відносні деформації mi між клітями середньої групи з номерами і=NG+1, NG+2 ... NG+NM-1, NG+NM; при цьому дотримуються умов: для парних і співвідношення Ki дорівнює 1,01-1,02; для непарних і співвідношення Ki дорівнює 0,96-0,98; для клітей з номерами і=NG+1, NG+2 ... NG+NM-2, NG+NM-1 інтенсивність Ii дорівнює 0,045-0,065. 7. Перевіряють: чи співпадає розрахунковий діаметр готової труби з необхідною величиною Dt, і, в разі необхідності, корегують величини часткових обтиснень в головній і калібруючій групах клітей та першій кліті середньої групи. В таблицях як ілюстрація наведено параметри безоправочної безперервної поздовжньої прокатки труби діаметром Dt=D5=70мм (в холодному стані) із заготовки діаметром D0=135мм при температурі 835°С в багатоклітинному редукційному (N=18) стані при використанні відомого (прототип, табл. 1) та пропонуємого (табл. 2) способів. З розрахункових даних, наведених на фіг. 1, очевидно, що при використанні способу прокатки відповідно прототипу відносна поперечна різностінність труб Вmid значно (більше, ніж у 2 рази) перевищує відносну поперечну різностінність труб, виготовлених з використанням заявляємого способу. Спосіб, що пропонується в якості винаходу, апробовано в промислових умовах на тривалковому 22-клітьовому стані безперервної безоправочної прокатки труб агрегату "30-102". Встановлено, що при використанні заявляємого способу з'являється можливість зниження відносної поперечної різностінності труб та, відповідно, зменшення їх відбраковки у порівнянні з аналогічними параметрами при використанні відомого способу прокатки. Таким чином, дослідження в промислових умовах показують, що пропонує-мий спосіб відповідає критеріям "Промислова придатність" та "Корисність". 1 70,0 2 1 2 3* 4* 5* 6* 7* 8* 9* 10* 11* 12* 13* 14* 15 16 17 18 3 135,000 132,962 129,637 123,920 118,679 113,397 108,680 103,811 99,565 95,065 91,234 87,083 83,634 79,795 76,931 74,177 71,885 70,700 70,700 4 1,510 2,501 4,410 4,229 4,451 4,160 4,480 4,090 4,520 4,030 4,550 3,961 4,590 3,589 3,580 3,090 1,648 0,000 5 6 0,959 1,052 0,935 1,077 0,913 1,105 0,892 1,129 0,870 1,159 0,782 -0,020 0,035 -0,015 0,035 -0,020 0,030 -0,015 0,035 -0,020 0,186 Примітка: * - кліті середньої групи Таблиця 2 Параметри редукування труби діаметром 70мм відповідно зявляємого способу Номінальний № Середній Часткова Співвід- Інтендіаметр тру- кліті, діаметр дефор- ношення сивність би Dt, мм і dcp, мм мація mi, Ki Ii % 1 2 3 4 5 6 135,000 1 132,962 1,510 2 129,637 2,501 3* 123,933 4,400 4* 118,399 4,465 1,015 0,050 5* 113,309 4,299 0,963 0,051 6* 108,365 4,363 1,015 0,050 7* 103,815 4,199 0,962 0,050 8* 99,390 4,262 1,015 0,048 70,0 9* 95,312 4,103 0,963 0,049 10* 91,343 4,164 1,015 0,048 11* 87,682 4,008 0,962 0,048 12* 84,115 4,068 1,015 0,047 13* 80,822 3,915 0,962 0,047 14* 77,610 3,974 1,015 15 74,641 3,826 16 72,551 2,800 17 70,700 2,551 18 70,700 0,000 Примітка: * - кліті середньої групи 9 Комп’ютерна верстка Н. Лисенко 77136 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling pipes in multi-stand reducing mill
Автори англійськоюKozlovskyi Alfred Ivanovych, Huliaiev Yurii Hennadiiovych, Shyfrin Yevhen Isaiovych, Kvitka Natalia Yuriivna, Schuchko Volodymyr Mykolaiovych, Lozovyi Viktor Ivanovych, Yurkovskyi Volodymyr Vasyliovych, Oliinyk Viacheslav Semenovych, Boiko Ivan Petrovych
Назва патенту російськоюСпособ прокатки труб в многоклетевом редукционном стане
Автори російськоюКозловский Альфред Иванович, Гуляев Юрий Геннадиевич, Шифрин Евгений Исаевич, Квитка Наталья Юрьевна, Щучко Владимир Николаевич, Лозовый Виктор Иванович, Юрковский Владимир Васильевич, Олейник Вячеслав Семенович, Бойко Иван Петрович
МПК / Мітки
МПК: B21B 17/00
Мітки: прокатки, спосіб, редукційному, труб, стані, багатоклітьовому
Код посилання
<a href="https://ua.patents.su/5-77136-sposib-prokatki-trub-v-bagatoklitovomu-redukcijjnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки труб в багатоклітьовому редукційному стані</a>
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 73440
Опубліковано: 15.07.2005
Автори: Гуляєв Юрій Геннадійович, Козловський Альфред Іванович, Чуєв Анатолій Васильович, Юрковський Володимир Васильович, Квітка Наталія Юріївна, Івченков Сергій Іванович, Залесський Олександр Іванович, Шифрін Євген Ісайович, Лозовий Віктор Іванович
МПК: B21B 17/00
Мітки: стані, спосіб, труб, безперервної, безоправочної, прокатки, багатоклітьовому, поздовжньої
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, за яким овальність () калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані
Номер патенту: 71668
Опубліковано: 15.12.2004
Автори: Козловський Альфред Іванович, Позументщиков Віктор Костянтинович, Чуєв Анатолій Васильович, Гуляєва Наталія Юріївна, Гуляєв Юрій Геннадійович, Шифрін Євген Іссайович, Друян Володимир Михайлович, Івченков Сергій Іванович
МПК: B21B 17/00
Мітки: спосіб, труб, безоправочної, стані, прокатки, багатоклітьовому, безперервної
Формула / Реферат:
Спосіб безоправочної безперервної прокатки труб в багатоклітьовому стані, що полягає у формозміні труби в двох останніх клітях стана з порядковими номерами (n-1) і n за схемою "овал - коло" при відсутності обтиснення по діаметру в n-ній кліті стана, який відрізняється тим, що у парі клітей із порядковими номерами (n-3) і (n-2) формозміну труби здійснюють за схемою "овал - коло" з деформацією по діаметру, а в клітях із...
Спосіб регулювання швидкості металу на багатоклітьовому безперервному стані гарячої прокатки

Номер патенту: 29396
Опубліковано: 15.11.2000
Автор: Юнгер Ігор Б.
МПК: B21B 37/46
Мітки: металу, спосіб, безперервному, стані, багатоклітьовому, гарячої, швидкості, регулювання, прокатки
Текст:
...в момент входа (d) заготовки в последующую слеть (п) запоминаемые статические значения моментов нагрузки (Ms1) предыдущей клети (п-1) , калиброванные начальной компенсацией на минимальное продольное тяговое усилие, выводят из запоминающе го устройства в порядке их ввода, с момента {ti+ Ati) окончания компенсации начального рассогласования значений момента нагрузки (Ms1), которые следуют непосредственно из запоминающего устройства, делят на...
Спосіб визначення дійсних значень зусиль розтягування матеріалу, що прокатується, в багатоклітьовому стані безперервної прокатки
Номер патенту: 26896
Опубліковано: 29.12.1999
Автори: МЕССЕРШМІДТ Лутц, ВЕНЕЛЬТ Ханс-Дітріх, БРАНДТ Валтер, РІФЕНШТАЛЬ Ульріх
МПК: B21B 38/00
Мітки: спосіб, стані, безперервної, дійсних, прокатки, значень, розтягування, визначення, прокатується, багатоклітьовому, матеріалу, зусиль
Текст:
...определяется путем образования разности между начальным значением тока нагрузки, введенным в память после первого прохода прокатываемого материала че50 рез первую клеть, и последующими моментными значениями тока нагрузки первого привода прокатной клети и, постоянно суммируясь с заданным значением усилия растяжения, образует регулирующее 55 отклонение для регулирования первого привода клети, для достижения состояния без нагрузки растяжением...
Спосіб прокатки труб на пільгерному стані з рухомою кліттю
Номер патенту: 12725
Опубліковано: 28.02.1997
Автори: Гамерштейн Володимир Аронович, Кириченко Віктор Васильович, Вольфович Георгій Вольфович, Вольфович Валерій Вольфович, Макаркін Ніколай Стєпановіч, Фельдман Олександр Ісакович, Попов Марат Васильович, Бондаренко Анатолій Петрович
МПК: B21B 21/00
Мітки: стані, рухомою, кліттю, спосіб, прокатки, труб, пільгерному
Формула / Реферат:
(57) Способ прокатки труб на пильгерном стане с подвижной клетью, включающий порционную подачу металла заготовки патроном подачи в валки, имеющие зоны редуцирования, обжатия и калибровки, деформацию ее на неподвижной оправке уменьшающегося сечения, извлечение оправки при остановленных валках при подходе патрона в крайнее его положение, отличающийся тем, что перед извлечением оправки порцию металла, поданную при подходе патрона в крайнее...
Попередній патент: Спосіб визначення основних параметрів структури металу
Наступний патент: Металургійна ємність для продування металургійного розплаву газами
Випадковий патент: Інерційний грохот