Пристрій для вимірювання і контролю діючого значення зварювального струму
Номер патенту: 18794
Опубліковано: 25.12.1997
Автори: Погребний Михайло Васильович, Гавриш Валерій Семенович, Желнаков Сергій Васильович, Подола Микола Васильович
Формула / Реферат
Устройство для измерения и контроля действующего значения сварочного тока, содержащее датчик тока, соединенный со входом интегратора с масштабирующим усилителем, аналого-цифровой преобразователь, формирователь действующего значения тока и цифровой индикатор, отличающееся тем, что формирователь действующего значения содержит микроЭВМ, регистр адреса и постоянное запоминающее устройство, причем шина адрес/данные микроЭВМ соединена с регистром адреса и адресным портом запоминающего устройства, при этом выход регистра адреса соединен с адресной шиной запоминающего устройства, причем в устройство дополнительно введен расширитель ввода/вывода, соединенный с микроЭВМ, и задатчик пределов тока, причем задатчик соединен с первым портом расширителя ввода/вывода, а индикатор - со вторым, при этом датчик тока выполнен в виде пояса Роговского.
Текст
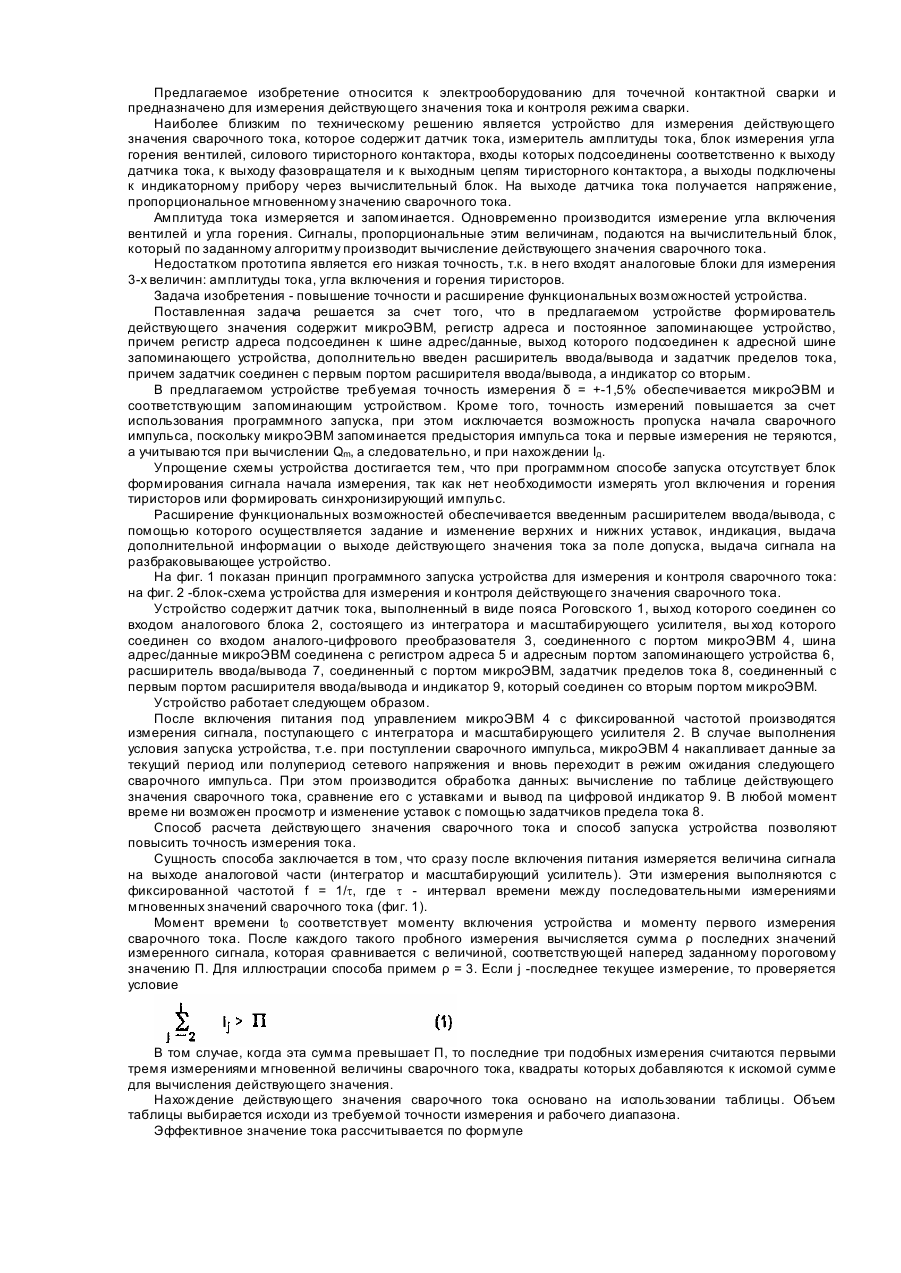
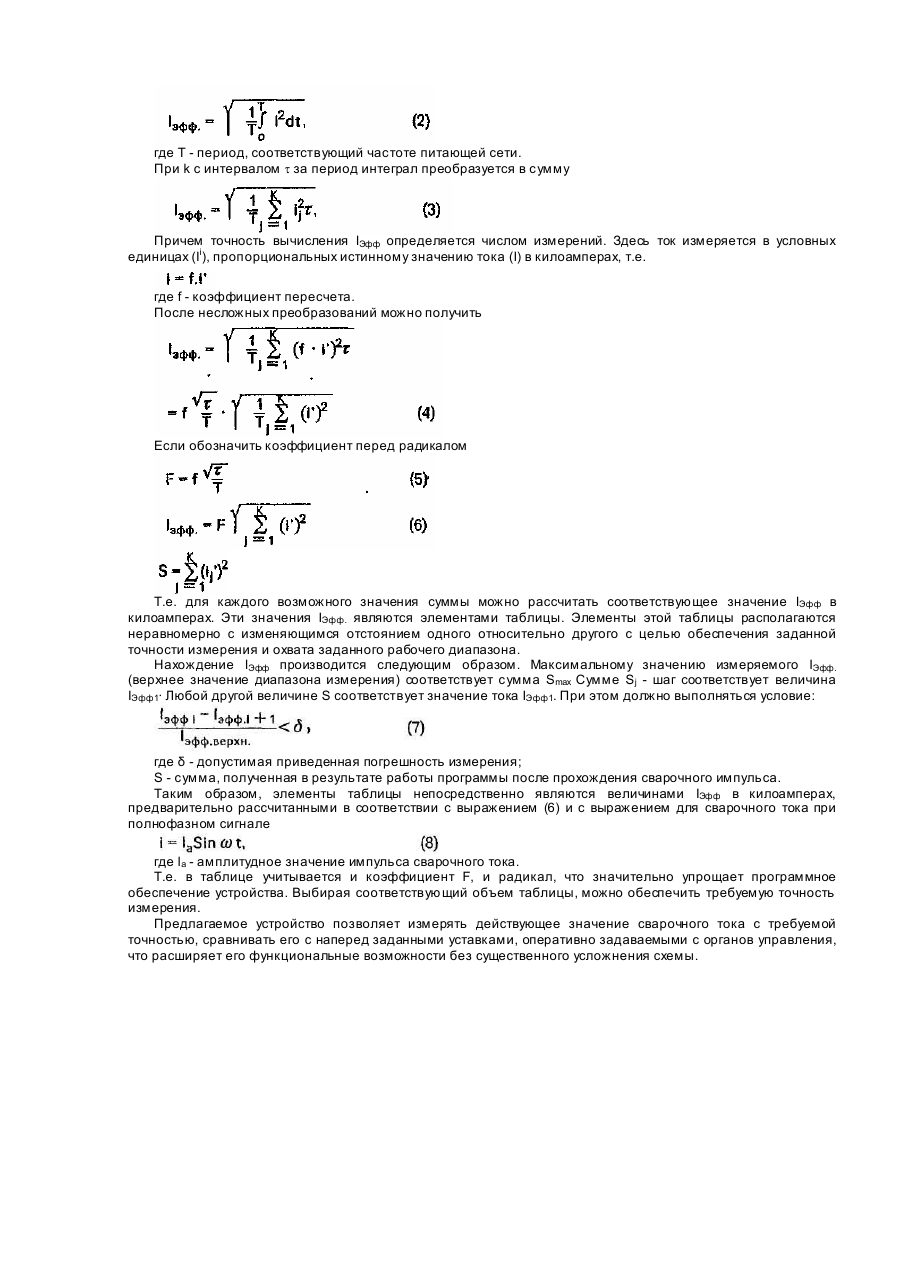
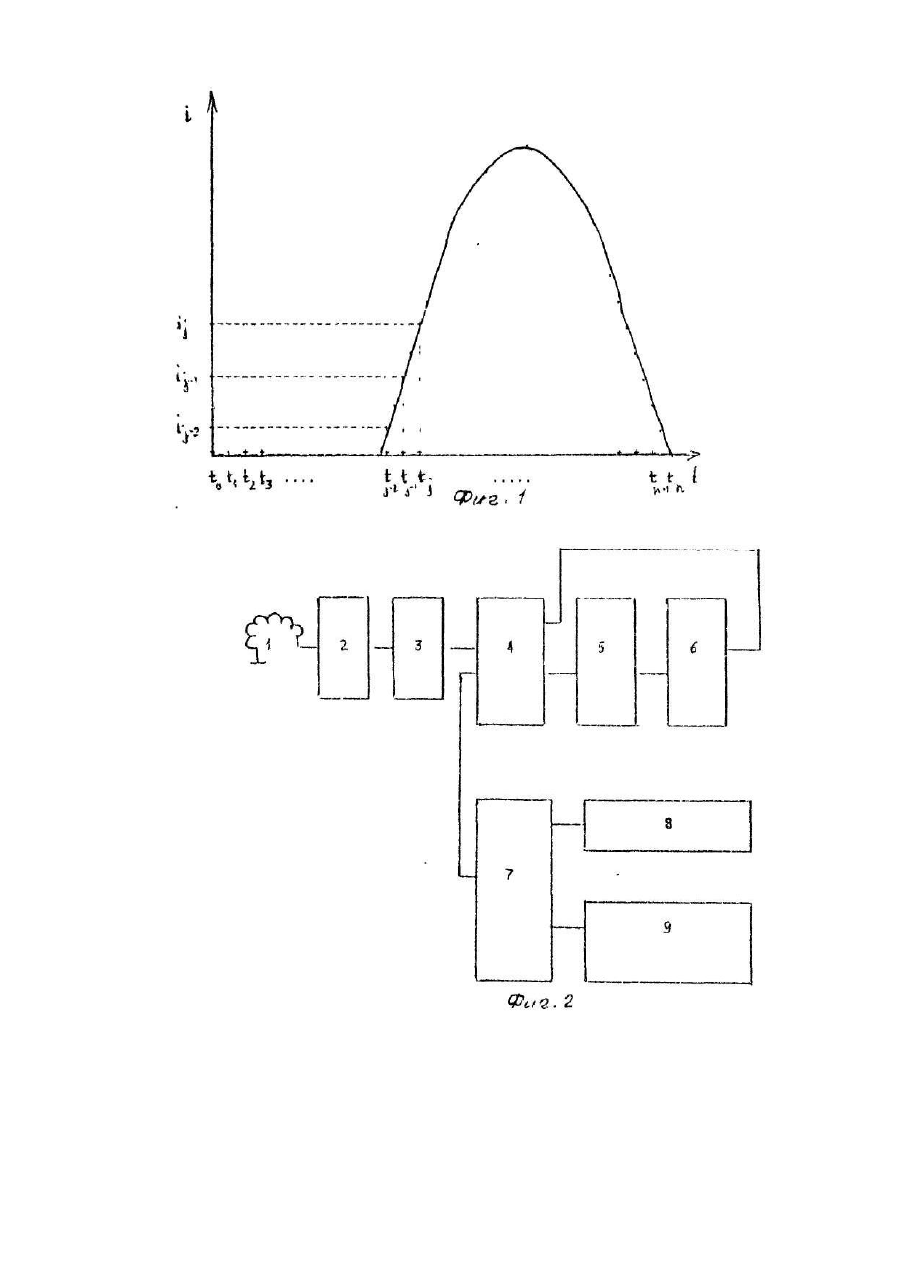
Предлагаемое изобретение относится к электрооборудованию для точечной контактной сварки и предназначено для измерения действующего значения тока и контроля режима сварки. Наиболее близким по техническому решению является устройство для измерения действующего значения сварочного тока, которое содержит датчик тока, измеритель амплитуды тока, блок измерения угла горения вентилей, силового тиристорного контактора, входы которых подсоединены соответственно к выходу датчика тока, к выходу фазовращателя и к выходным цепям тиристорного контактора, а выходы подключены к индикаторному прибору через вычислительный блок. На выходе датчика тока получается напряжение, пропорциональное мгновенному значению сварочного тока. Амплитуда тока измеряется и запоминается. Одновременно производится измерение угла включения вентилей и угла горения. Сигналы, пропорциональные этим величинам, подаются на вычислительный блок, который по заданному алгоритму производит вычисление действующего значения сварочного тока. Недостатком прототипа является его низкая точность, т.к. в него входят аналоговые блоки для измерения 3-х величин: амплитуды тока, угла включения и горения тиристоров. Задача изобретения - повышение точности и расширение функциональных возможностей устройства. Поставленная задача решается за счет того, что в предлагаемом устройстве формирователь действующего значения содержит микроЭВМ, регистр адреса и постоянное запоминающее устройство, причем регистр адреса подсоединен к шине адрес/данные, выход которого подсоединен к адресной шине запоминающего устройства, дополнительно введен расширитель ввода/вывода и задатчик пределов тока, причем задатчик соединен с первым портом расширителя ввода/вывода, а индикатор со вторым. В предлагаемом устройстве требуемая точность измерения δ = +-1,5% обеспечивается микроЭВМ и соответствующим запоминающим устройством. Кроме того, точность измерений повышается за счет использования программного запуска, при этом исключается возможность пропуска начала сварочного импульса, поскольку микроЭВМ запоминается предыстория импульса тока и первые измерения не теряются, а учитываются при вычислении Qm, a следовательно, и при нахождении Ід. Упрощение схемы устройства достигается тем, что при программном способе запуска отсутствует блок формирования сигнала начала измерения, так как нет необходимости измерять угол включения и горения тиристоров или формировать синхронизирующий импульс. Расширение функциональных возможностей обеспечивается введенным расширителем ввода/вывода, с помощью которого осуществляется задание и изменение верхних и нижних уставок, индикация, выдача дополнительной информации о выходе действующего значения тока за поле допуска, выдача сигнала на разбраковывающее устройство. На фиг. 1 показан принцип программного запуска устройства для измерения и контроля сварочного тока: на фиг. 2 -блок-схема устройства для измерения и контроля действующе го значения сварочного тока. Устройство содержит датчик тока, выполненный в виде пояса Роговского 1, выход которого соединен со входом аналогового блока 2, состоящего из интегратора и масштабирующего усилителя, вы ход которого соединен со входом аналого-цифрового преобразователя 3, соединенного с портом микроЭВМ 4, шина адрес/данные микроЭВМ соединена с регистром адреса 5 и адресным портом запоминающего устройства 6, расширитель ввода/вывода 7, соединенный с портом микроЭВМ, задатчик пределов тока 8, соединенный с первым портом расширителя ввода/вывода и индикатор 9, который соединен со вторым портом микроЭВМ. Устройство работает следующем образом. После включения питания под управлением микроЭВМ 4 с фиксированной частотой производятся измерения сигнала, поступающего с интегратора и масштабирующего усилителя 2. В случае выполнения условия запуска устройства, т.е. при поступлении сварочного импульса, микроЭВМ 4 накапливает данные за текущий период или полупериод сетевого напряжения и вновь переходит в режим ожидания следующего сварочного импульса. При этом производится обработка данных: вычисление по таблице действующего значения сварочного тока, сравнение его с уставками и вывод па цифровой индикатор 9. В любой момент време ни возможен просмотр и изменение уставок с помощью задатчиков предела тока 8. Способ расчета действующего значения сварочного тока и способ запуска устройства позволяют повысить точность измерения тока. Сущность способа заключается в том, что сразу послевключения питания измеряется величина сигнала на выходе аналоговой части (интегратор и масштабирующий усилитель). Эти измерения выполняются с фиксированной частотой f = 1/t, где t - интервал времени между последовательными измерениями мгновенных значений сварочного тока (фиг. 1). Момент времени t0 соответствует моменту включения устройства и моменту первого измерения сварочного тока. После каждого такого пробного измерения вычисляется сумма ρ последних значений измеренного сигнала, которая сравнивается с величиной, соответствующей наперед заданному пороговому значению Π. Для иллюстрации способа примем ρ = 3. Если j -последнее текущее измерение, то проверяется условие В том случае, когда эта сумма превышает Π, то последние три подобных измерения считаются первыми тремя измерениями мгновенной величины сварочного тока, квадраты которых добавляются к искомой сумме для вычисления действующего значения. Нахождение действующего значения сварочного тока основано на использовании таблицы. Объем таблицы выбирается исходи из требуемой точности измерения и рабочего диапазона. Эффективное значение тока рассчитывается по формуле где Τ - период, соответствующий частоте питающей сети. При k с интервалом t за период интеграл преобразуется в сумму Причем точность вычисления IЭфф определяется числом измерений. Здесь ток измеряется в условных единицах (Iі), пропорциональных истинному значению тока (І) в килоамперах, т.е. где f - коэффициент пересчета. После несложных преобразований можно получить Если обозначить коэффициент перед радикалом Т.е. для каждого возможного значения суммы можно рассчитать соответствующее значение IЭфф в килоамперах. Эти значения IЭфф. являются элементами таблицы. Элементы этой таблицы располагаются неравномерно с изменяющимся отстоянием одного относительно другого с целью обеспечения заданной точности измерения и охвата заданного рабочего диапазона. Нахождение IЭфф производится следующим образом. Максимальному значению измеряемого IЭфф. (верхнее значение диапазона измерения) соответствует сумма Smax Сумме Sj - шаг соответствует величина IЭфф1· Любой другой величине S соответствует значение тока IЭфф1. При этом должно выполняться условие: где δ - допустимая приведенная погрешность измерения; S - сумма, полученная в результате работы программы после прохождения сварочного импульса. Таким образом, элементы таблицы непосредственно являются величинами IЭфф в килоамперах, предварительно рассчитанными в соответствии с выражением (6) и с выражением для сварочного тока при полнофазном сигнале где la - амплитудное значение импульса сварочного тока. Т.е. в таблице учитывается и коэффициент F, и радикал, что значительно упрощает программное обеспечение устройства. Выбирая соответствующий объем таблицы, можно обеспечить требуемую точность измерения. Предлагаемое устройство позволяет измерять действующее значение сварочного тока с требуемой точностью, сравнивать его с наперед заданными уставками, оперативно задаваемыми с органов управления, что расширяет его функциональные возможности без существенного усложнения схемы.
ДивитисяДодаткова інформація
Назва патенту англійськоюInvention relates to the electrical equipment. device for measuring and control of current value of welding current
Автори англійськоюPodola Mykola Vasyliovych, Havrysh Valerii Semenovych, Zhelnakov Serhii Vasyliovych, Pohrebnyi Mykhailo Vasyliovych
Назва патенту російськоюУстройство для измерения и контроля действующего значения сварочного тока
Автори російськоюПодола Николай Васильевич, Гавриш Валерий Семенович, Желнаков Сергей Васильевич, Погребный Михаил Васильевич
МПК / Мітки
МПК: B23K 11/24
Мітки: значення, пристрій, зварювального, вимірювання, діючого, струму, контролю
Код посилання
<a href="https://ua.patents.su/3-18794-pristrijj-dlya-vimiryuvannya-i-kontrolyu-diyuchogo-znachennya-zvaryuvalnogo-strumu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вимірювання і контролю діючого значення зварювального струму</a>
Пристрій для вимірювання амплітудного значення імпульсів зварювального струму
Номер патенту: 8463
Опубліковано: 30.09.1996
Автори: Руденко Петро Михайлович, Подола Микола Васильович, Гавриш Валерій Семенович
МПК: B23K 11/24
Мітки: струму, імпульсів, значення, амплітудного, вимірювання, пристрій, зварювального
Формула / Реферат:
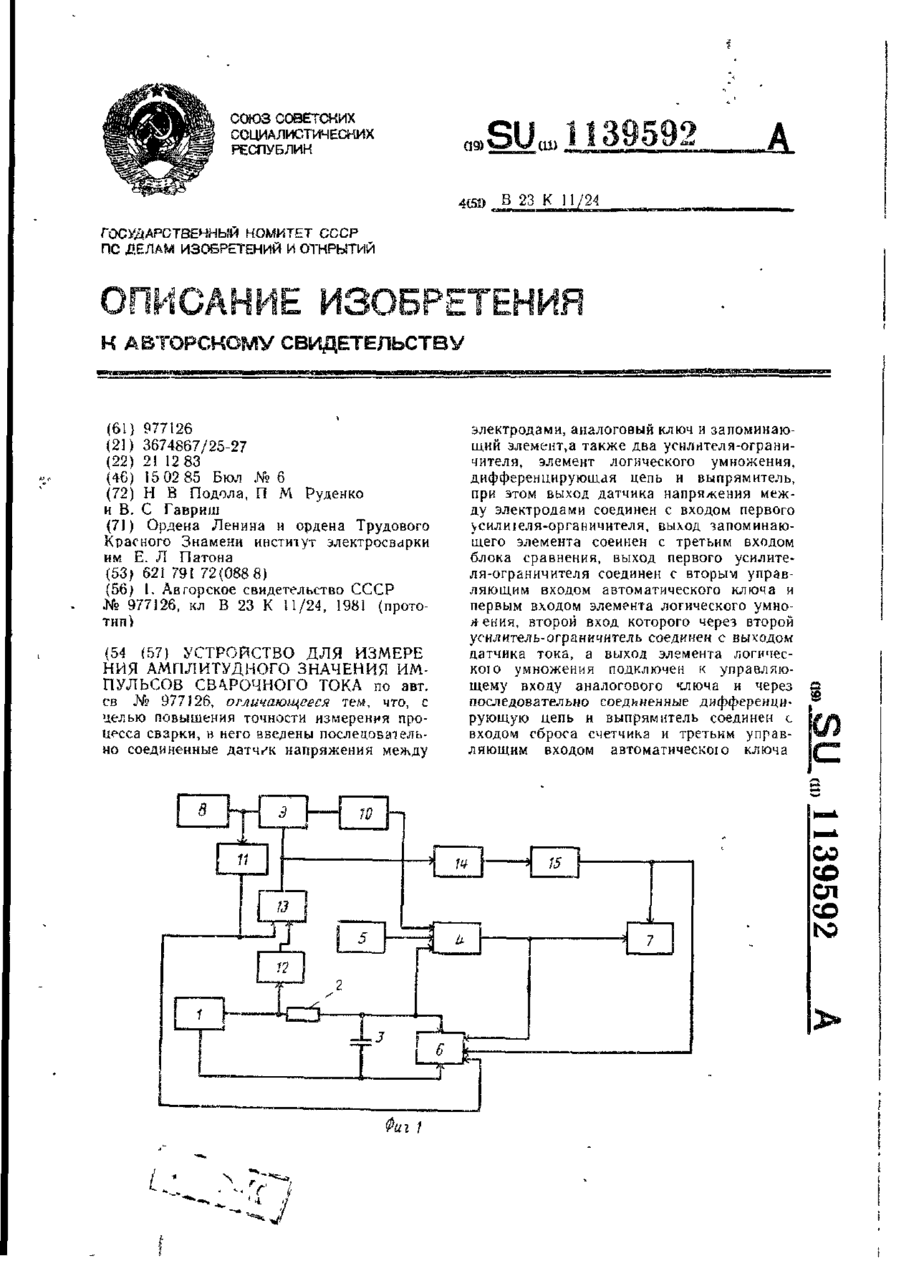
Устройство для измерения амплитудного значения импульсов сварочного тока по авт. св. № 977126, отличающееся тем, что, с целью повышения точности измерения процесса сварки, в него введены последовательно соединенные датчик напряжения между электродами, аналоговый ключ и запоминающий элемент, а также два усилителя-ограничителя, элемент логического умножения, дифференцирующая цепь и выпрямитель, при этом выход датчика напряжения между...
Регулятор зварювального струму ізаксона
Номер патенту: 15594
Опубліковано: 30.06.1997
Автор: Ізаксон Генадій Олексійович
МПК: B23K 9/06
Мітки: зварювального, струму, ізаксона, регулятор
Формула / Реферат:
(57) Регулятор сварочного тока, содержащий встречно-параллельно соединенные тиристоры, включенные в сварочную цепь, и блок управления тиристорами, включающий динистор и последовательно соединенные токоограничивающий резистор и RC-цепь, отличающийся тем, что в него введен трансформатор тока с тепловым реле во вторичной цепи, включенный последовательно с тиристорами в сварочную цепь, а в блок управления введены симистор и резистор, причем...
Пристрій для вимірювання густини струму в електроліті
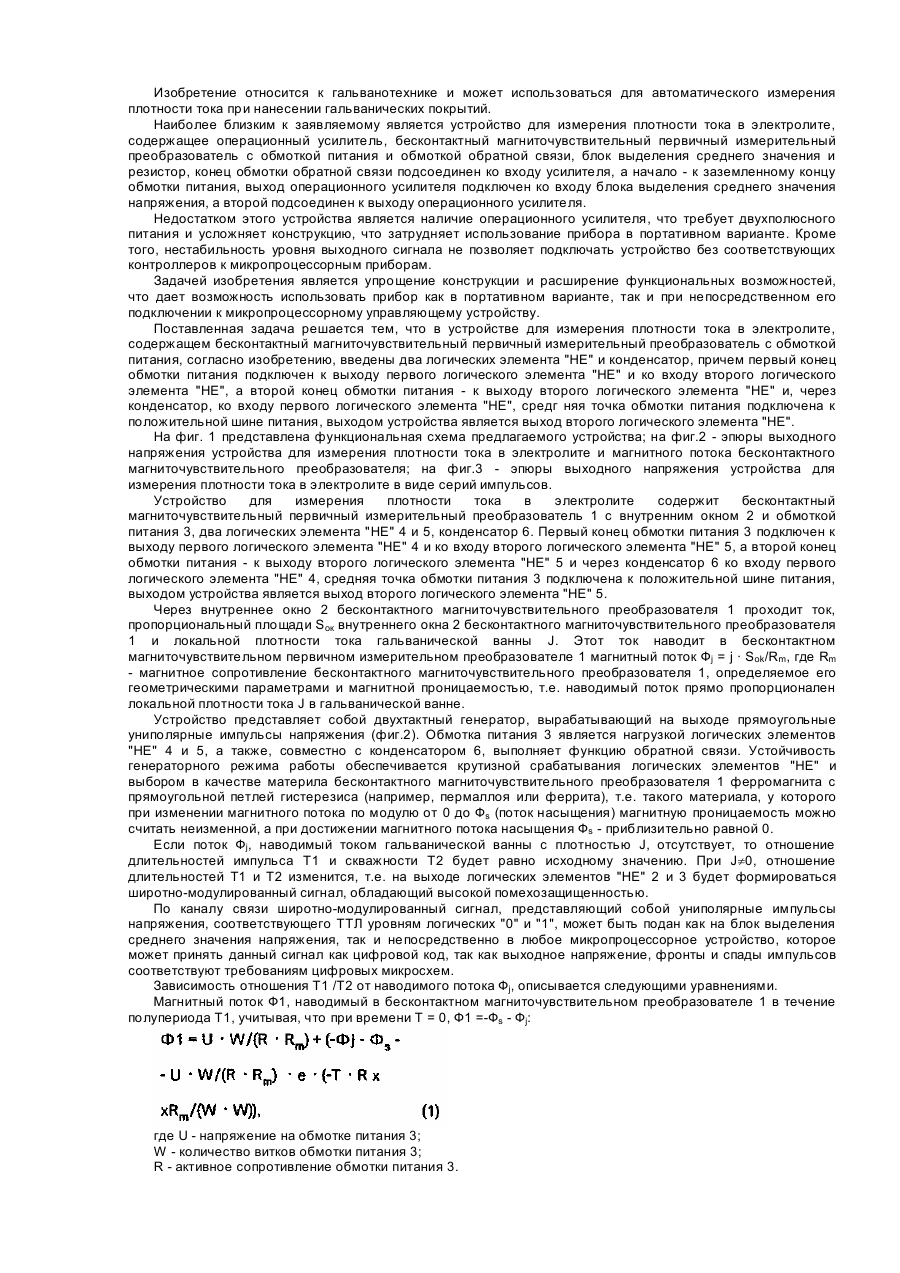
Номер патенту: 19511
Опубліковано: 25.12.1997
Автори: Михайлов Андрій Георгійович, Кошовий Микола Дмитрович
МПК: C25D 21/12
Мітки: вимірювання, густини, електроліти, струму, пристрій
Формула / Реферат:
Устройство для измерения плотности тока в электролите, содержащее бесконтактный магниточувствительный первичный измерительный преобразователь с обмоткой питания, отличающееся тем, что оно снабжено двумя логическими элементами "НЕ" и конденсатором, причем первый конец обмотки питания подключен к выходу первого логического элемента "НЕ" и ко входу второго логического элемента "НЕ", а второй конец обмотки питания -...
Спосіб вимірювання струму навантаження мостового інвертора
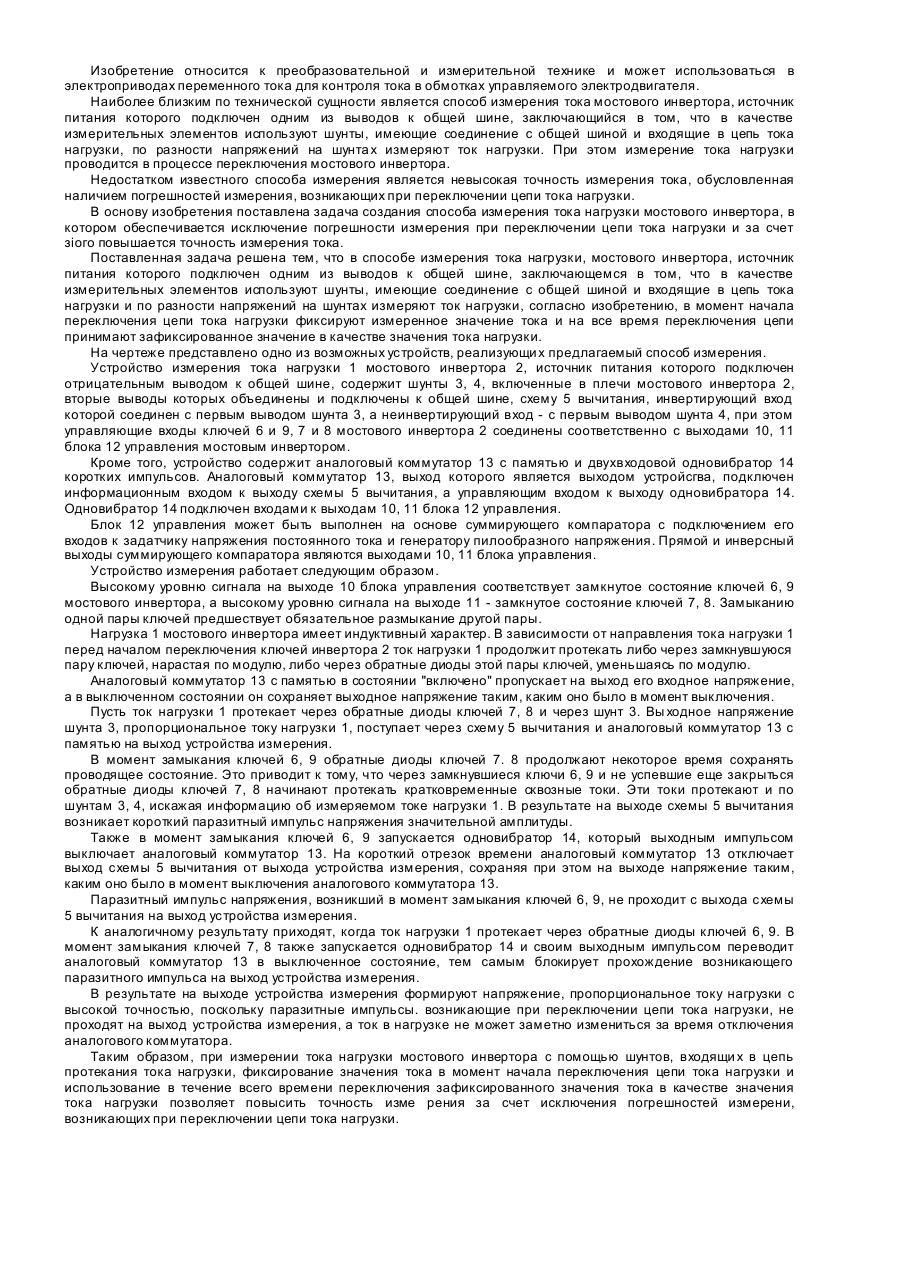
Номер патенту: 2931
Опубліковано: 26.12.1994
Автори: Лукашенко Андрій Германович, Ярославцев Михайло Іванович
МПК: G01R 19/00
Мітки: інвертора, вимірювання, струму, навантаження, спосіб, мостового
Формула / Реферат:
Способ измерения тока нагрузки мостового инвертора, источник питания которого подключен одним из выводов к общей шине, заключающийся в том, что в качестве измерительных элементов используют шунты, имеющие соединение с общей шиной и входящие в цепь тока нагрузки и по разности напряжений на шунтах измеряют ток нагрузки, отличающийся тем, что в момент начала переключения цепи тока нагрузки фиксируют измеренное значение тока и на все время...
Пристрій для контролю середньоквадратичного значення перемінної напруги
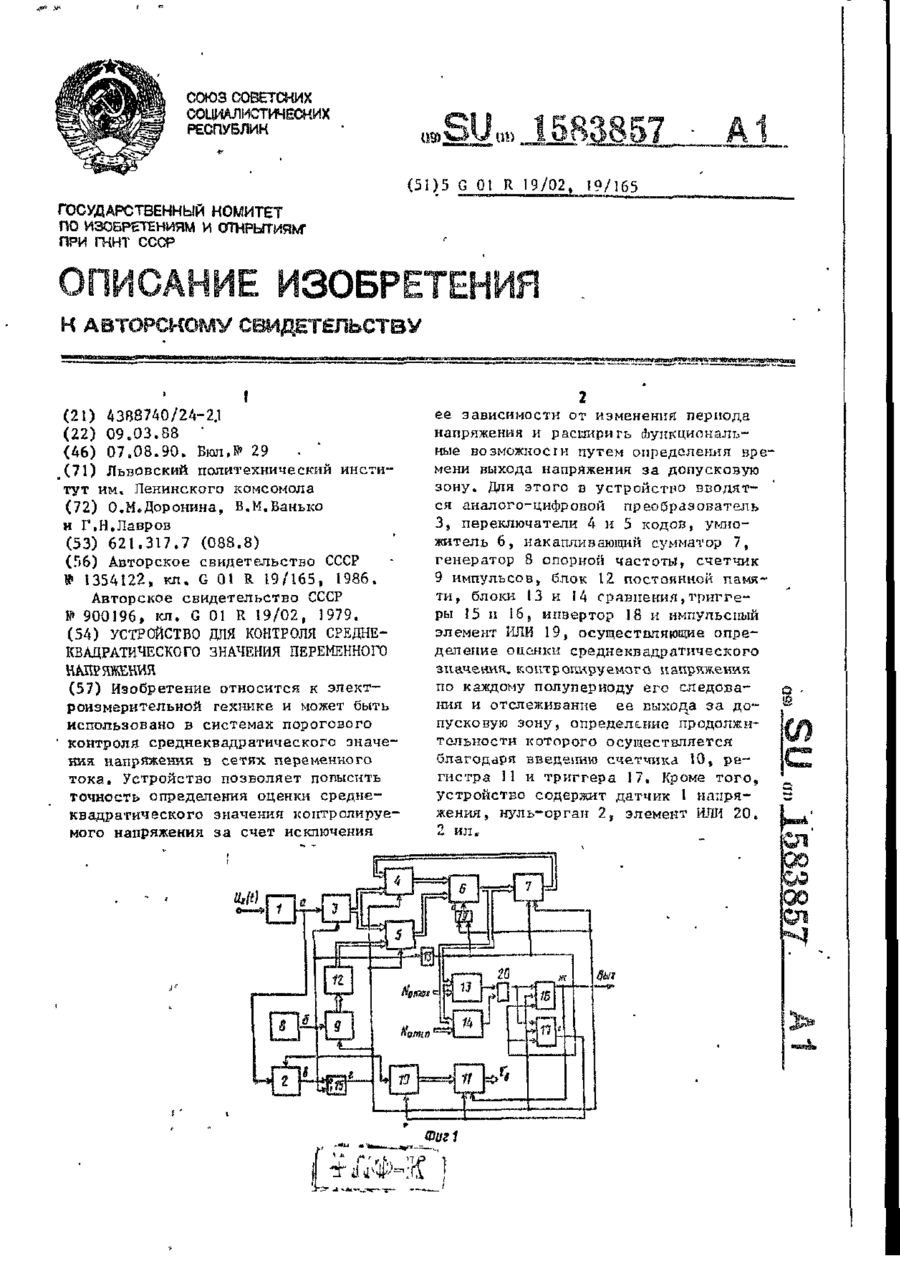
Номер патенту: 6353
Опубліковано: 29.12.1994
Автори: Ванько Володимир Михайлович, Дороніна Ольга Михайлівна, Лавров Геннадій Миколайович
МПК: G01R 19/165, G01R 19/02
Мітки: пристрій, значення, перемінної, середньоквадратичного, напруги, контролю
Формула / Реферат:
Устройство для контроля среднеквадратического значення переменного напряжения, содержащее датчик напряжения, нуль-орган и элемент ИЛИ, причем вход датчика подключен к шине входного напряжения, а выход - к входу нуль-органа, отличающееся тем, что, с целью повышения точности и расширения функциональных возможностей за счет определения времени выхода напряжения за допусковую зону, в него введены аналого-цифровой преобразователь, первый и...
Попередній патент: Формуючий пристрій для одностороннього зварювання з примусовим формуванням кільцевих швів
Наступний патент: Робоче колесо гідровентилятора
Випадковий патент: Вкладна ортопедична устілка