Спосіб комбінованої лазеро-хіміко-термічної обробки матеріалів
Номер патенту: 19551
Опубліковано: 15.12.2006
Автори: Писаренко Володимир Миколайович, Іщук Наталія Володимирівна, Кіндрачук Мирослав Васильович, Головко Леонід Федорович

Формула / Реферат
Спосіб лазеро-хіміко-термічної обробки сталевих виробів, що включає азотування в середовищі аміаку при температурах 800-860 К або цементацію, який відрізняється тим, що проводять попередню лазерну обробку поверхні сталевих виробів з потужністю лазерного випромінювання 0,9-1,1 кВт, швидкістю пересування лазерного променя 0,5; 0,8; 1,2; 1,4 м/хв.
Текст
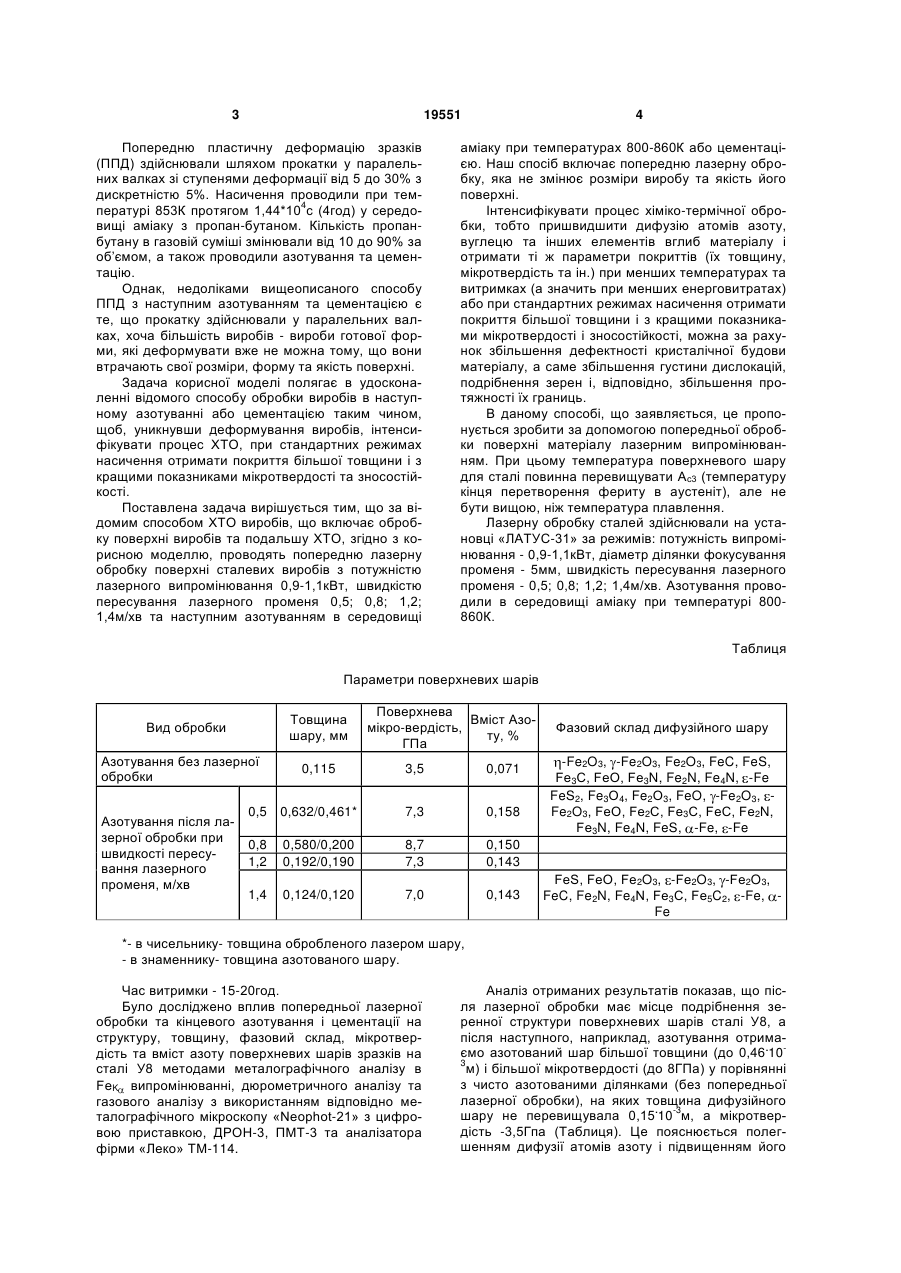
Спосіб лазеро-хіміко-термічної обробки сталевих виробів, що включає азотування в середовищі аміаку при температурах 800-860 К або цементацію, який відрізняється тим, що проводять попередню лазерну обробку поверхні сталевих виробів з потужністю лазерного випромінювання 0,9-1,1кВт, швидкістю пересування лазерного променя 0,5; 0,8; 1,2; 1,4м/хв. (19) (21) u200607450 (22) 04.07.2006 (24) 15.12.2006 (46) 15.12.2006, Бюл. №12, 2006р. (72) Іщук Наталія Володимирівна, Писаренко Володимир Миколайович, Кіндрачук Мирослав Васильович, Головко Леонід Федорович (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" 3 19551 Попередню пластичну деформацію зразків (ППД) здійснювали шляхом прокатки у паралельних валках зі ступенями деформації від 5 до 30% з дискретністю 5%. Насичення проводили при тем4 пературі 853К протягом 1,44*10 с (4год) у середовищі аміаку з пропан-бутаном. Кількість пропанбутану в газовій суміші змінювали від 10 до 90% за об’ємом, а також проводили азотування та цементацію. Однак, недоліками вищеописаного способу ППД з наступним азотуванням та цементацією є те, що прокатку здійснювали у паралельних валках, хоча більшість виробів - вироби готової форми, які деформувати вже не можна тому, що вони втрачають свої розміри, форму та якість поверхні. Задача корисної моделі полягає в удосконаленні відомого способу обробки виробів в наступному азотуванні або цементацією таким чином, щоб, уникнувши деформування виробів, інтенсифікувати процес ХТО, при стандартних режимах насичення отримати покриття більшої товщини і з кращими показниками мікротвердості та зносостійкості. Поставлена задача вирішується тим, що за відомим способом ХТО виробів, що включає обробку поверхні виробів та подальшу ХТО, згідно з корисною моделлю, проводять попередню лазерну обробку поверхні сталевих виробів з потужністю лазерного випромінювання 0,9-1,1кВт, швидкістю пересування лазерного променя 0,5; 0,8; 1,2; 1,4м/хв та наступним азотуванням в середовищі 4 аміаку при температурах 800-860К або цементацією. Наш спосіб включає попередню лазерну обробку, яка не змінює розміри виробу та якість його поверхні. Інтенсифікувати процес хіміко-термічної обробки, тобто пришвидшити дифузію атомів азоту, вуглецю та інших елементів вглиб матеріалу і отримати ті ж параметри покриттів (їх товщину, мікротвердість та ін.) при менших температурах та витримках (а значить при менших енерговитратах) або при стандартних режимах насичення отримати покриття більшої товщини і з кращими показниками мікротвердості і зносостійкості, можна за рахунок збільшення дефектності кристалічної будови матеріалу, а саме збільшення густини дислокацій, подрібнення зерен і, відповідно, збільшення протяжності їх границь. В даному способі, що заявляється, це пропонується зробити за допомогою попередньої обробки поверхні матеріалу лазерним випромінюванням. При цьому температура поверхневого шару для сталі повинна перевищувати Ас3 (температуру кінця перетворення фериту в аустеніт), але не бути вищою, ніж температура плавлення. Лазерну обробку сталей здійснювали на установці «ЛАТУС-31» за режимів: потужність випромінювання - 0,9-1,1кВт, діаметр ділянки фокусування променя - 5мм, швидкість пересування лазерного променя - 0,5; 0,8; 1,2; 1,4м/хв. Азотування проводили в середовищі аміаку при температурі 800860К. Таблиця Параметри поверхневих шарів Товщина шару, мм Вид обробки Азотування без лазерної обробки Азотування після лазерної обробки при швидкості пересування лазерного променя, м/хв 0,115 Поверхнева Вміст Азомікро-вердість, ту, % ГПа 3,5 0,071 0,5 0,632/0,461* 7,3 0,158 0,8 1,2 0,580/0,200 0,192/0,190 8,7 7,3 0,124/0,120 7,0 0,143 -Fe2O3, -Fe2O3, Fe2O3, FeC, FeS, Fе3С, FeO, Fе3N, Fe2N, Fe4N, -Fe FeS2, Fe3О4, Fe2О3, FeO, -Fe2O3, Fe2O3, FеО, Fe2С, Fе3С, FеС, Fe2N, Fе3N, Fe4N, FeS, -Fe, -Fe 0,150 0,143 1,4 Фазовий склад дифузійного шару FeS, FеО, Fе2O3, -Fе2O3, -Fе2O3, FeC, Fe2N, Fe4N, Fе3С, Fe5C2, -Fe, Fe *- в чисельнику- товщина обробленого лазером шару, - в знаменнику- товщина азотованого шару. Час витримки - 15-20год. Було досліджено вплив попередньої лазерної обробки та кінцевого азотування і цементації на структуру, товщину, фазовий склад, мікротвердість та вміст азоту поверхневих шарів зразків на сталі У8 методами металографічного аналізу в FеK випромінюванні, дюрометричного аналізу та газового аналізу з використанням відповідно металографічного мікроскопу «Neophot-21» з цифровою приставкою, ДРОН-3, ПМТ-3 та аналізатора фірми «Леко» ТМ-114. Аналіз отриманих результатів показав, що після лазерної обробки має місце подрібнення зеренної структури поверхневих шарів сталі У8, а після наступного, наприклад, азотування отримаємо азотований шар більшої товщини (до 0,46.103 м) і більшої мікротвердості (до 8ГПа) у порівнянні з чисто азотованими ділянками (без попередньої лазерної обробки), на яких товщина дифузійного шару не перевищувала 0,15.10-3м, а мікротвердість -3,5Гпа (Таблиця). Це пояснюється полегшенням дифузії атомів азоту і підвищенням його 5 19551 розчинності, внаслідок утворення більш дефектної структури металу після лазерного опромінювання (підвищення густини дислокацій, подрібнення зерен і збільшення протяжності їх границь). Комп’ютерна верстка М. Ломалова 6 Аналогічний вплив попередньої лазерної обробки фіксували при азотуванні та цементації сталей 0Х18Н10Т та 40Х13. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for combined laser -chemico-thermal treatment of materials
Автори англійськоюIschuk Nataliia Volodymyrivna, Pysarenko Volodymyr Mykolaiovych, Kindrachuk Miroslav Vasyliovych, Holovko Leonid Fedorovych
Назва патенту російськоюСпособ комбинированной лазеро-химико-термическойобработки материалов
Автори російськоюИщук Наталья Владимировна, Писаренко Владимир Николаевич, Киндрачук Мирослав Васильевич, Головко Леонид Федорович
МПК / Мітки
МПК: C23C 8/02
Мітки: лазеро-хіміко-термічної, комбінованої, матеріалів, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/3-19551-sposib-kombinovano-lazero-khimiko-termichno-obrobki-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб комбінованої лазеро-хіміко-термічної обробки матеріалів</a>
Спосіб лазерної обробки матеріалів
Номер патенту: 66392
Опубліковано: 17.05.2004
Автор: Жваколюк Юрій Вікторович
МПК: B23K 26/00, B44C 1/22, B23K 26/04
Мітки: обробки, матеріалів, спосіб, лазерної
Формула / Реферат:
Спосіб лазерної обробки матеріалів, що передбачає направлення пучка лазерного випромінювання, перетвореного у випромінювання необхідної конфігурації, який відрізняється тим, що перетворене лазерне випромінювання безпосередньо з пристрою направляють на поверхню виробу і здійснюють лазерну обробку, наприклад гравірування, причому конфігурація обробки відповідає необхідному зображенню заданого безпосередньо у пристрої масштабу, а лазерну обробку...
Спосіб хіміко-термічної обробки металевих трубчастих виробів
Номер патенту: 3330
Опубліковано: 15.11.2004
Автори: Ткаченко Микола Степанович, Демянюк Оксана Олегівна, Буравлев Юрій Матвійович, Чернявська Наталія Вікторівна, Іваніцин Микола Петрович, Милославський Олександр Григорович
МПК: C23C 8/24
Мітки: металевих, спосіб, хіміко-термічної, виробів, обробки, трубчастих
Формула / Реферат:
Спосіб хіміко-термічної обробки металевих трубчастих виробів, що включає хіміко-термічну обробку, який відрізняється тим, що проводять одночасну обробку двома типами хіміко-термічної обробки на внутрішніх і зовнішніх поверхнях виробів, а температурний режим, спосіб і час хіміко-термічної обробки вибираються в залежності від складу сплавів і фізико-технічних властивостей матеріалу.
Спосіб хіміко-термічної обробки титанових сплавів
Номер патенту: 11725
Опубліковано: 16.01.2006
Автори: Яськів Олег Ігорович, Гурин Світлана Василівна, Федірко Віктор Миколайович, Дюг Ірина Василівна, Погрелюк Ірина Миколаївна
МПК: C23C 8/00
Мітки: спосіб, сплавів, титанових, обробки, хіміко-термічної
Формула / Реферат:
Спосіб хіміко-термічної обробки титанових сплавів, який полягає у тому, що азотування проводять при температурах 850-950 °С протягом 5-30 годин в насичувальному азотовмісному середовищі, який відрізняється тим, що насичувальне середовище додатково містить графітову засипку.
Спосіб хіміко-термічної обробки металевих листових виробів
Номер патенту: 6822
Опубліковано: 16.05.2005
Автори: Демянюк Оксана Олегівна, Іваніцин Микола Петрович, Буравлев Юрій Матвійович, Ткаченко Михайло Степанович, Милославський Олександр Григорович
МПК: C23C 8/24
Мітки: металевих, виробів, спосіб, хіміко-термічної, листових, обробки
Формула / Реферат:
Спосіб хіміко-термічної обробки металевих листових виробів, що включає одночасну обробку двома типами хіміко-термічної обробки на внутрішніх і зовнішніх поверхнях виробів, у якому температурний режим, спосіб та час обробки вибирають в залежності від фізико-технічних властивостей матеріалу, який відрізняється тим, що проводять обробку листових виробів, розміщених у звареному металевому контейнері.
Спосіб хіміко-термічної обробки деталей із металів та сплавів
Номер патенту: 45841
Опубліковано: 15.04.2004
Автори: Проскуріна Людмила Володимирівна, Тимофеєва Лариса Андріївна, Тимофеєв Сергій Сергійович, Федченко Ірина Іванівна
Мітки: хіміко-термічної, сплавів, обробки, деталей, металів, спосіб
Формула / Реферат:
Спосіб хіміко-термічної обробки деталей із металів та сплавів, який включає обробку деталей в парогазовому середовищі з наступним охолодженням до кімнатної температури на повітрі, який відрізняється тим, що обробку проводять перегрітою парою 5 - 8 % водного розчину алюмохромфосфатного зв’язуючого при температурі 600 ± 20оС протягом 30 - 60 хвилин, а охолодження проводять до температури 200оC в контейнері, а потім на повітрі.
Попередній патент: Мікрохвильовий пристрій передпосівної обробки насіння
Наступний патент: Ковпак для пляшки
Випадковий патент: Радіатор для охолодження силових напівпровідникових приладів