Спосіб виготовлення нетканого матеріалу
Номер патенту: 19779
Опубліковано: 25.12.1997
Автори: Налєвін Віктор Івановіч, Замєтта Боріс Владіміровіч, Білозеров Борис Павлович, Архіпов Олєг Алєксандровіч, Редько Віктор Олексійович

Формула / Реферат
1. Способ изготовления нетканого материала, включающий обработку холста из волокон и/или нитей струями жидкости, совершающими возвратно-поступательное движение поперек холста, транспортируемого из перфорированной поверхности, отличающийся тем, что после обработки холста поперечными струями последний обрабатывают струями, расположенными в ряд на одинаковом расстоянии одна от другой в направлении транспортирования холста, а затем полученный материал подвергают ширинию и вытяжке, при этом поперечными струями обрабатывают холст, зажатый между транспортирующей и расположенной над ней перфорированными поверхностями, а продольными струями -холст, находящийся в свободном состоянии, причем давление струй выбирают в диапазоне от 1,0 до 15,0 мПа.
2. Способ поп, 1, отличающийся тем, что струи жидкости отражают под углом 30-75° от профилированной поверхности, расположенной под холстом.
3. Способ по пп. 1 и 2, отличающаяся тем, что используют холст, изготовленный из усадочных волокон и/или нитей, а его обработку осуществляют струями жидкости, нагретой до температуры усадки.
Текст
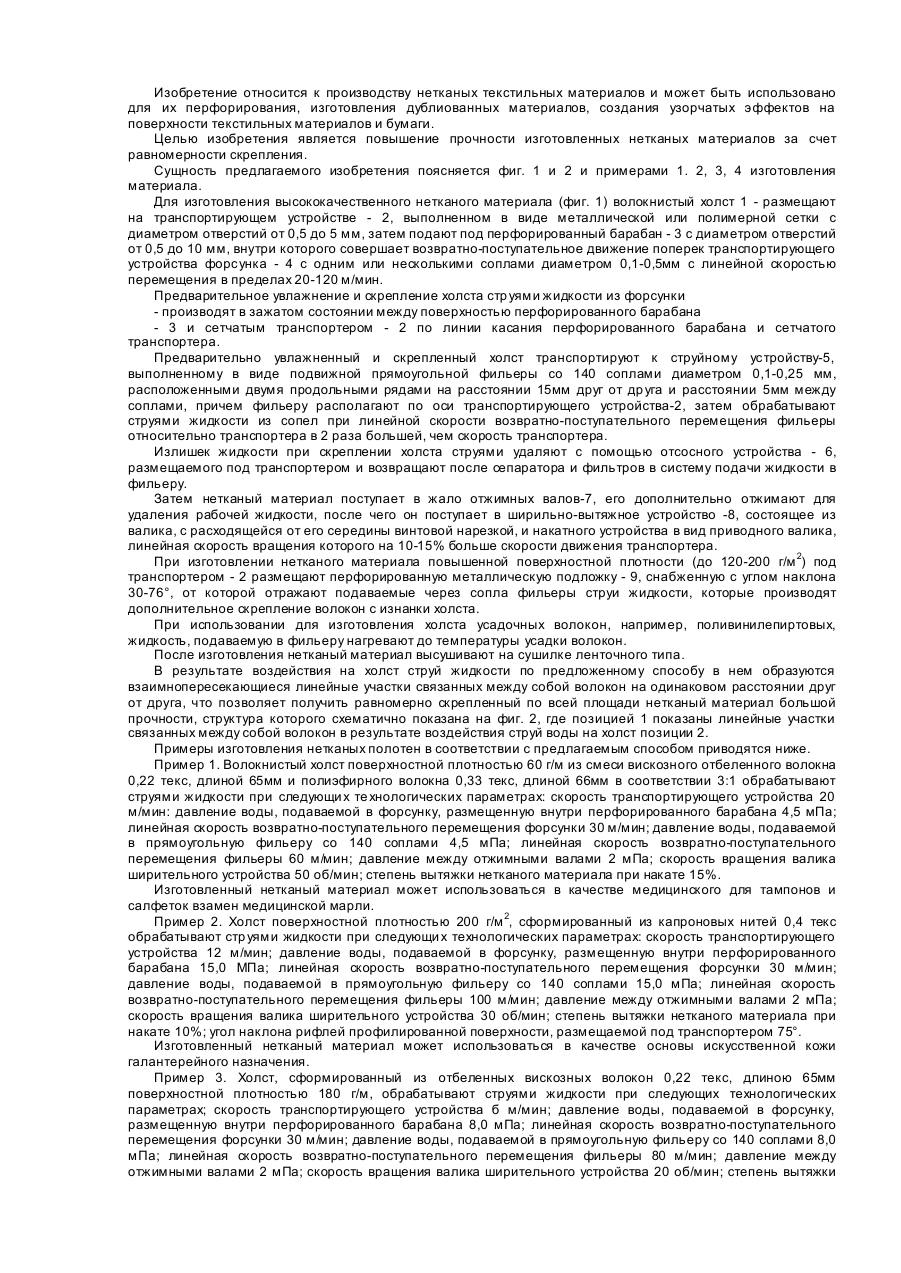
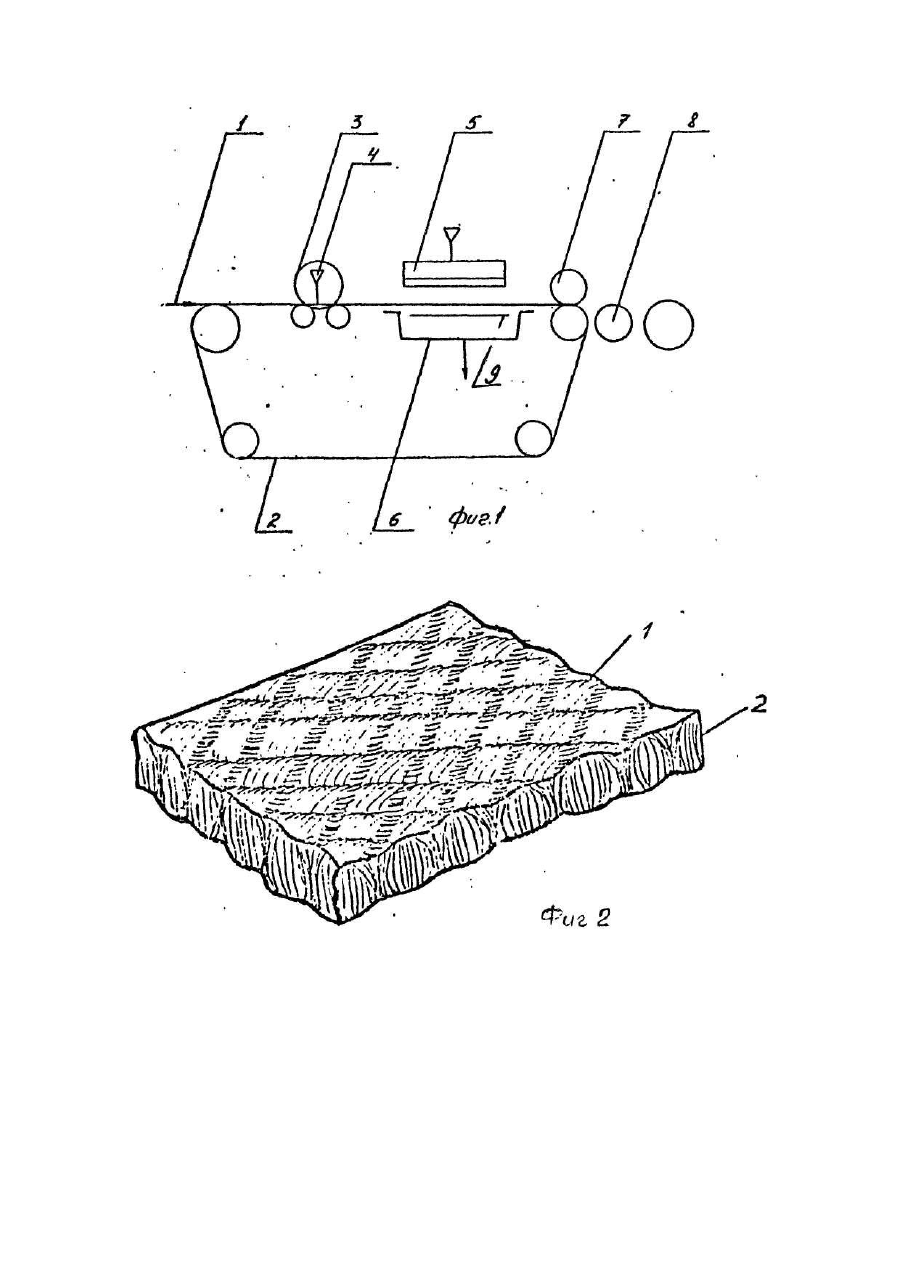
Изобретение относится к производству нетканых текстильных материалов и может быть использовано для их перфорирования, изготовления дублиованных материалов, создания узорчатых эффектов на поверхности текстильных материалов и бумаги. Целью изобретения является повышение прочности изготовленных нетканых материалов за счет равномерности скрепления. Сущность предлагаемого изобретения поясняется фиг. 1 и 2 и примерами 1. 2, 3, 4 изготовления материала. Для изготовления высококачественного нетканого материала (фиг. 1) волокнистый холст 1 - размещают на транспортирующем устройстве - 2, выполненном в виде металлической или полимерной сетки с диаметром отверстий от 0,5 до 5 мм, затем подают под перфорированный барабан - 3 с диаметром отверстий от 0,5 до 10 мм, внутри которого совершает возвратно-поступательное движение поперек транспортирующего устройства форсунка - 4 с одним или несколькими соплами диаметром 0,1-0,5мм с линейной скоростью перемещения в пределах 20-120 м/мин. Предварительное увлажнение и скрепление холста стр уями жидкости из форсунки - производят в зажатом состоянии между поверхностью перфорированного барабана - 3 и сетчатым транспортером - 2 по линии касания перфорированного барабана и сетчатого транспортера. Предварительно увлажненный и скрепленный холст транспортируют к струйному устройству-5, выполненному в виде подвижной прямоугольной фильеры со 140 соплами диаметром 0,1-0,25 мм, расположенными двумя продольными рядами на расстоянии 15мм друг от др уга и расстоянии 5мм между соплами, причем фильеру располагают по оси транспортирующего устройства-2, затем обрабатывают струями жидкости из сопел при линейной скорости возвратно-поступательного перемещения фильеры относительно транспортера в 2 раза большей, чем скорость транспортера. Излишек жидкости при скреплении холста струями удаляют с помощью отсосного устройства - 6, размещаемого под транспортером и возвращают после сепаратора и фильтров в систему подачи жидкости в фильеру. Затем нетканый материал поступает в жало отжимных валов-7, его дополнительно отжимают для удаления рабочей жидкости, после чего он поступает в ширильно-вытяжное устройство -8, состоящее из валика, с расходящейся от его середины винтовой нарезкой, и накатного устройства в вид приводного валика, линейная скорость вращения которого на 10-15% больше скорости движения транспортера. При изготовлении нетканого материала повышенной поверхностной плотности (до 120-200 г/м 2) под транспортером - 2 размещают перфорированную металлическую подложку - 9, снабженную с углом наклона 30-76°, от которой отражают подаваемые через сопла фильеры струи жидкости, которые производят дополнительное скрепление волокон с изнанки холста. При использовании для изготовления холста усадочных волокон, например, поливинилепиртовых, жидкость, подаваемую в фильеру нагревают до температуры усадки волокон. После изготовления нетканый материал высушивают на сушилке ленточного типа. В результате воздействия на холст струй жидкости по предложенному способу в нем образуются взаимнопересекающиеся линейные участки связанных между собой волокон на одинаковом расстоянии друг от друга, что позволяет получить равномерно скрепленный по всей площади нетканый материал большой прочности, структура которого схематично показана на фиг. 2, где позицией 1 показаны линейные участки связанных между собой волокон в результате воздействия струй воды на холст позиции 2. Примеры изготовления нетканых полотен в соответствии с предлагаемым способом приводятся ниже. Пример 1. Волокнистый холст поверхностной плотностью 60 г/м из смеси вискозного отбеленного волокна 0,22 текс, длиной 65мм и полиэфирного волокна 0,33 текс, длиной 66мм в соответствии 3:1 обрабатывают струями жидкости при следующи х те хнологических параметрах: скорость транспортирующего устройства 20 м/мин: давление воды, подаваемой в форсунку, размещенную внутри перфорированного барабана 4,5 мПа; линейная скорость возвратно-поступательного перемещения форсунки 30 м/мин; давление воды, подаваемой в прямоугольную фильеру со 140 соплами 4,5 мПа; линейная скорость возвратно-поступательного перемещения фильеры 60 м/мин; давление между отжимными валами 2 мПа; скорость вращения валика ширительного устройства 50 об/мин; степень вытяжки нетканого материала при накате 15%. Изготовленный нетканый материал может использоваться в качестве медицинского для тампонов и салфеток взамен медицинской марли. Пример 2. Холст поверхностной плотностью 200 г/м 2, сформированный из капроновых нитей 0,4 текс обрабатывают стр уями жидкости при следующи х технологических параметрах: скорость транспортирующего устройства 12 м/мин; давление воды, подаваемой в форсунку, размещенную внутри перфорированного барабана 15,0 МПа; линейная скорость возвратно-поступательного перемещения форсунки 30 м/мин; давление воды, подаваемой в прямоугольную фильеру со 140 соплами 15,0 мПа; линейная скорость возвратно-поступательного перемещения фильеры 100 м/мин; давление между отжимными валами 2 мПа; скорость вращения валика ширительного устройства 30 об/мин; степень вытяжки нетканого материала при накате 10%; угол наклона рифлей профилированной поверхности, размещаемой под транспортером 75°. Изготовленный нетканый материал может использоваться в качестве основы искусственной кожи галантерейного назначения. Пример 3. Холст, сформированный из отбеленных вискозных волокон 0,22 текс, длиною 65мм поверхностной плотностью 180 г/м, обрабатывают струями жидкости при следующих технологических параметрах; скорость транспортирующего устройства б м/мин; давление воды, подаваемой в форсунку, размещенную внутри перфорированного барабана 8,0 мПа; линейная скорость возвратно-поступательного перемещения форсунки 30 м/мин; давление воды, подаваемой в прямоугольную фильеру со 140 соплами 8,0 мПа; линейная скорость возвратно-поступательного перемещения фильеры 80 м/мин; давление между отжимными валами 2 мПа; скорость вращения валика ширительного устройства 20 об/мин; степень вытяжки нетканого материала при накате 5%; угол наклона рифлей профилированной поверхности, размещенной под транспортером 30°. Изготовленный нетканый материал может использоваться в качестве впитывающего материала взамен медицинской ватно-марлевой повязки. Пример 4. Холст поверхностной плотностью 50 г/м 2, сформированный из смеси полиэфирных волокон 0,33 текс, длиной 66мм и поливинилспиртовых волокон 0,4 текс, длиной 65мм в соотношении 4:1, обрабатывают стр уями жидкости при следующим технологических параметрах: скорость транспортирующего устройства 10 м/мин; давление воды, подаваемой в форсунку, размещенную внутри перфорированной барабана 1,0 мПа; линейная скорость возвратно-поступательного перемещения форсунки 40 м/мин; давление воды, подаваемой в прямоугольную фильеру со 140 соплами 1,0 мПа; линейная скорость возвратнопоступательного перемещения фильеры 120 м/мин; давление между отжимными валами 2 мПа; скорость вращения валика ширительного устройства 40 об/мин; степень вытяжки нетканого материала при накате 10%; угол наклона рифлей перфорированной поверхности, размещенной под транспортером 45°; температура воды, поступающей в прямоугольную фильеру 45°С. Изготовленный нетканый материал после обработки отделочными формальдегид-содержащими препаратами может использоваться для изготовления рабочей одежды краткосрочного применения. Предлагаемый способ позволяет увеличить прочность нетканых материалов не менее, чем в 2-3 раза при сохранении других необходимых показателей на одинаковом уровне.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make non-woven material
Автори англійськоюZametta Borys Volodymyrovych, Bilozerov Borys Pavlovych, Redko Viktor Oleksiiovych, Arkhipov Oleh Oleksandrovych
Назва патенту російськоюСпособ изготовления нетканого материала
Автори російськоюЗаметта Борис Владимирович, Билозеров Борис Павлович, Редько Виктор Алексеевич, Архипов Олег Александрович
МПК / Мітки
МПК: D04H 1/40
Мітки: виготовлення, нетканого, матеріалу, спосіб
Код посилання
<a href="https://ua.patents.su/3-19779-sposib-vigotovlennya-netkanogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення нетканого матеріалу</a>
Спосіб виготовлення рулонного нетканого матеріалу
Номер патенту: 563
Опубліковано: 15.12.1993
Автори: Божко Василь Іванович, Тутаков Олег Васильович, Джигирис Дмитро Данилович, Гаврилюк Микола Семенович, Мироненко Аркадій Іванович, Чувашов Юрій Миколайович, Губова Тамара Михайлівна, Шусть Емма Олександрівна, Сергєєв Володимир Петрович, Калін Михайло Миколайович
МПК: D04H 1/58
Мітки: рулонного, матеріалу, нетканого, виготовлення, спосіб
Формула / Реферат:
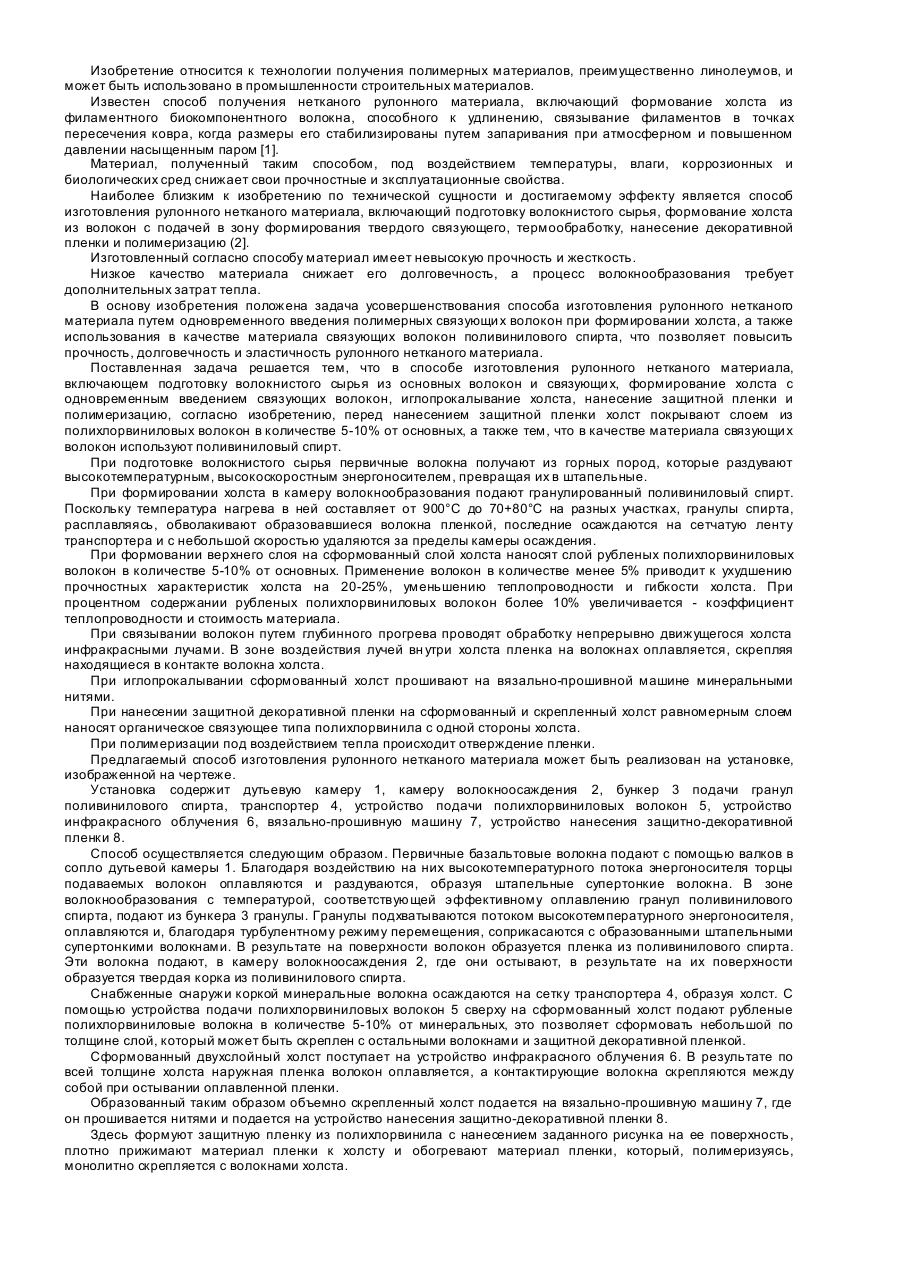
1. Способ изготовления рулонного нетканого материала, включающий подготовку волокнистого сырья из основных волокон и связующих, формирование холста с одновременным введением связующих волокон, иглопрокалывание холста, нанесение защитной пленки и полимеризацию, отличающийся тем. что перед нанесением защитной пленки холст покрывают слоем из полихлорвиниловых волокон в количестве 5-10% от основных.2. Способ по п.1, отличающийся тем, что в...
Пристрій для виготовлення виробів з полімерного матеріалу
Номер патенту: 11648
Опубліковано: 25.12.1996
Автори: Данилов Владимир Иванович, Грачев Владимир Владимирович, Горюнов Николай Андреевич, Подольський Юзеф Ківович, Ратнер Ісаак Срулевич, Кавин Евгений Васильевич, Лобжанидзе Виталий Антонович
МПК: B29K 105/04, B29C 67/20
Мітки: пристрій, полімерного, виготовлення, матеріалу, виробів
Формула / Реферат:
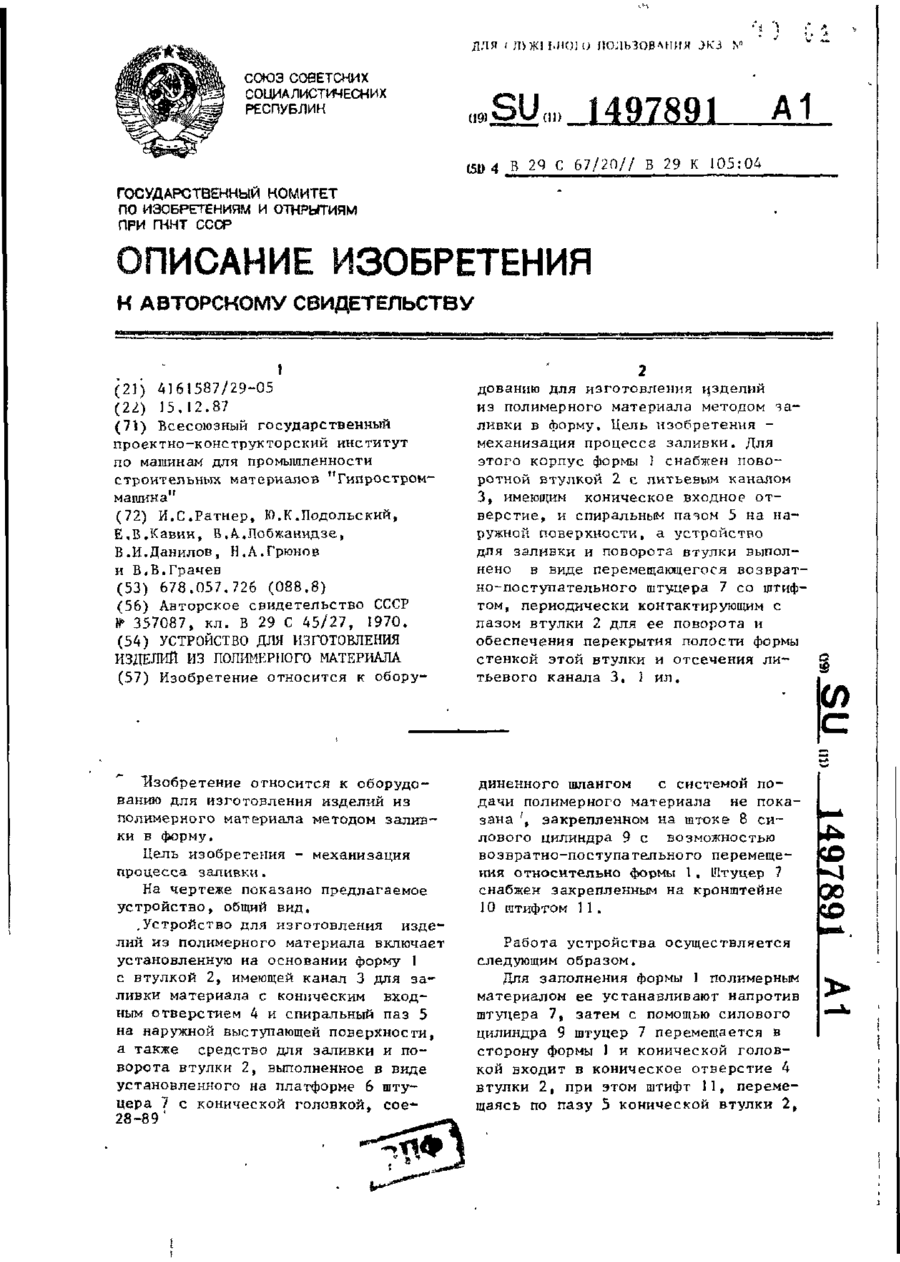
Устройство для изготовления изделий из полимерного материала методом заливки, включающее корпус формы, установленную в нем с возможностью попорота втулку с литьевым каналом и средства заливки и попорота втулки, отличающееся тем, что, с целью механизации процесса заливки, средства заливки и поворота втулки выполнены в виде установленного с возможностью возвратно-поступательного перемещения штуцера с конической головкой и закрепленным на...
Спосіб виготовлення матеріалу для контактних елементів електричного ланцюгу
Номер патенту: 10828
Опубліковано: 25.12.1996
Автори: Бєліков Федір Петрович, Дерюга Юрій Олексійович, Хромов Андрій Вікторович
МПК: H01R 43/12, H01R 39/00
Мітки: елементів, контактних, виготовлення, електричного, спосіб, ланцюгу, матеріалу
Формула / Реферат:
Способ изготовления материала для контактных элементов электрической цепи, включающий смешение порошков термореактивного связующего, углеграфитовых и металлических электропроводных материалов, горячее прессование и термообработку полученных заготовок, отличающийся тем, что прессование проводят при давлении 5-30 МПа, а термообработку заготовок проводят при температуре 220-600°С.
Спосіб безперервного виготовлення стільникового матеріалу
Номер патенту: 3820
Опубліковано: 27.12.1994
Автори: Федоров Віктор Савелійович, Слівінський Володимир Іванович, Борщов Генадій Васильович, Петров Олександр Олександрович
МПК: B31D 3/00
Мітки: матеріалу, спосіб, виготовлення, безперервного, стільникового
Формула / Реферат:
Способ непрерывного изготовления сотового материала, включающий разрезку рулонного материала на ленты, ширина которых равна высоте сотового заполнителя, ориентирование лент перпендикулярно плоскости рулонного материала, соединение лент в шахматном порядке и формирование сотовой структуры, отличающийся тем, что, с целью повышения качества сотового материала, после ориентирования ленты разделяют на половину ширины ячейки, а соединение лент...
Спосіб виготовлення сипучого теплоізоляційного матеріалу
Номер патенту: 8537
Опубліковано: 30.09.1996
Автори: Джигирис Дмитро Данилович, Козловський Петро Платонович, Ляшкова Світлана Олександрівна, Махова Марія Федорівна, Корнієнко Любов Валентинівна
МПК: C03B 37/10
Мітки: теплоізоляційного, спосіб, матеріалу, сипучого, виготовлення
Формула / Реферат:
Способ изготовления сыпучего теплоизоляционного материала на основе минеральных волокон путем их измельчения, отличающийся тем, что, с целью уменьшения теплопроводности и термической усадки, волокна перед измельчением увлажняют, а измельчение осуществляют под сжимающей нагрузкой 20 - 40 кг/см с последующей сушкой.
Попередній патент: Спосіб дослідження руху тіл
Наступний патент: Зубчасте колесо з демпфіруючим ободом і зуб’ями
Випадковий патент: Спосіб оцінювання координаційних здібностей