Спосіб підвищення точності вимірювання лінійного зношування
Номер патенту: 29595
Опубліковано: 25.01.2008
Автори: Лаба Олександр Андрійович, Таранчук Алла Анатоліївна, Маковкін Олег Миколайович, Гладкий Ярослав Миколайович, Підченко Сергій Константинович
Формула / Реферат
Спосіб підвищення точності вимірювання лінійного зношування, який включає монтаж зразка, запуск процесу тертя з наступним вимірюванням величини зношування, який відрізняється тим, що відсутня операція зупинки тертя та зняття зразка для вимірювання проміжних значень величини зношування внаслідок використання зразка із напівсферичною формою, встановлення ємкісного датчика, блока аналогової обробки, блока цифрової обробки та керування, а також персонального комп'ютера, сигнал при зношуванні зразка генерується у датчику, який надходить у комп'ютер, формуючи базу даних.
Текст
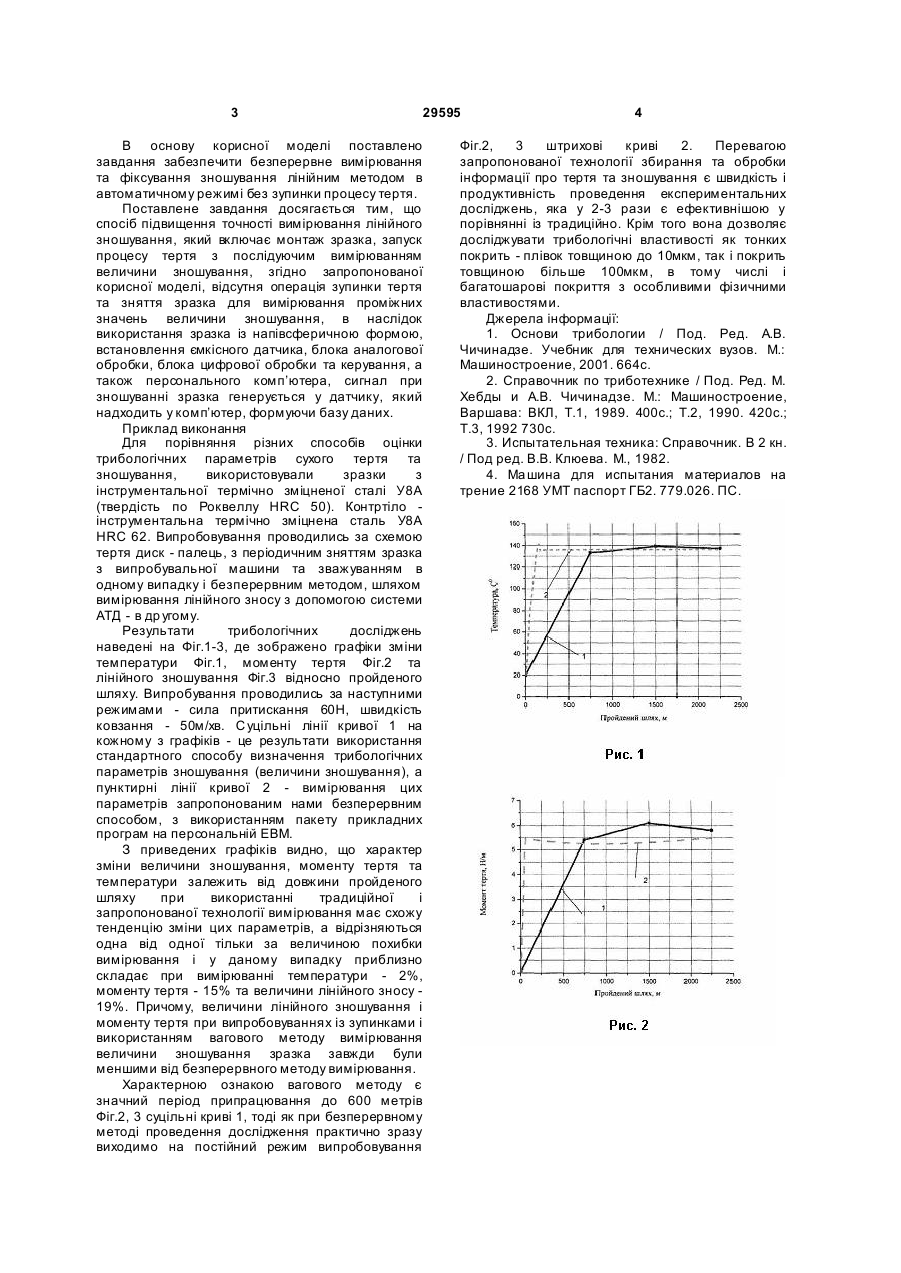
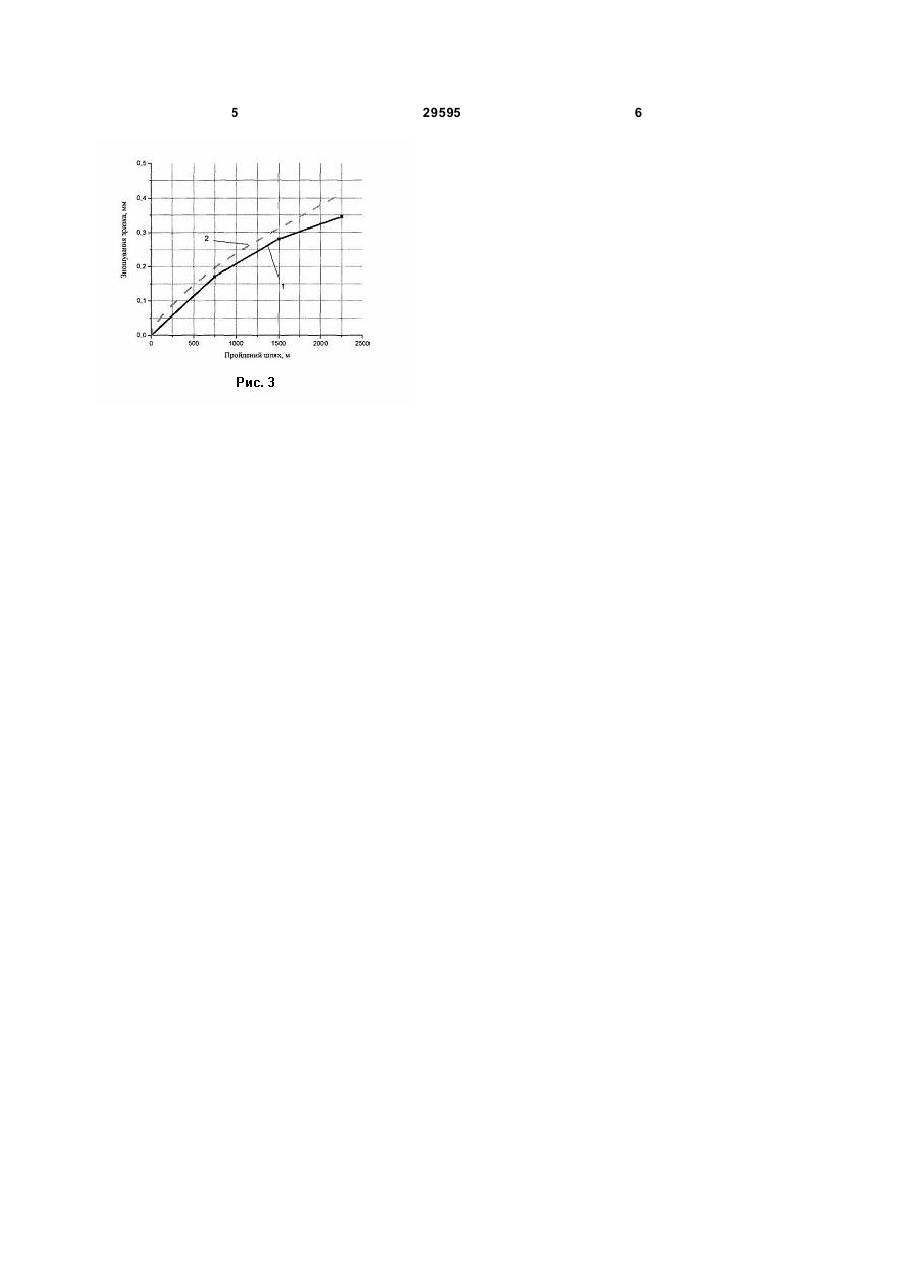
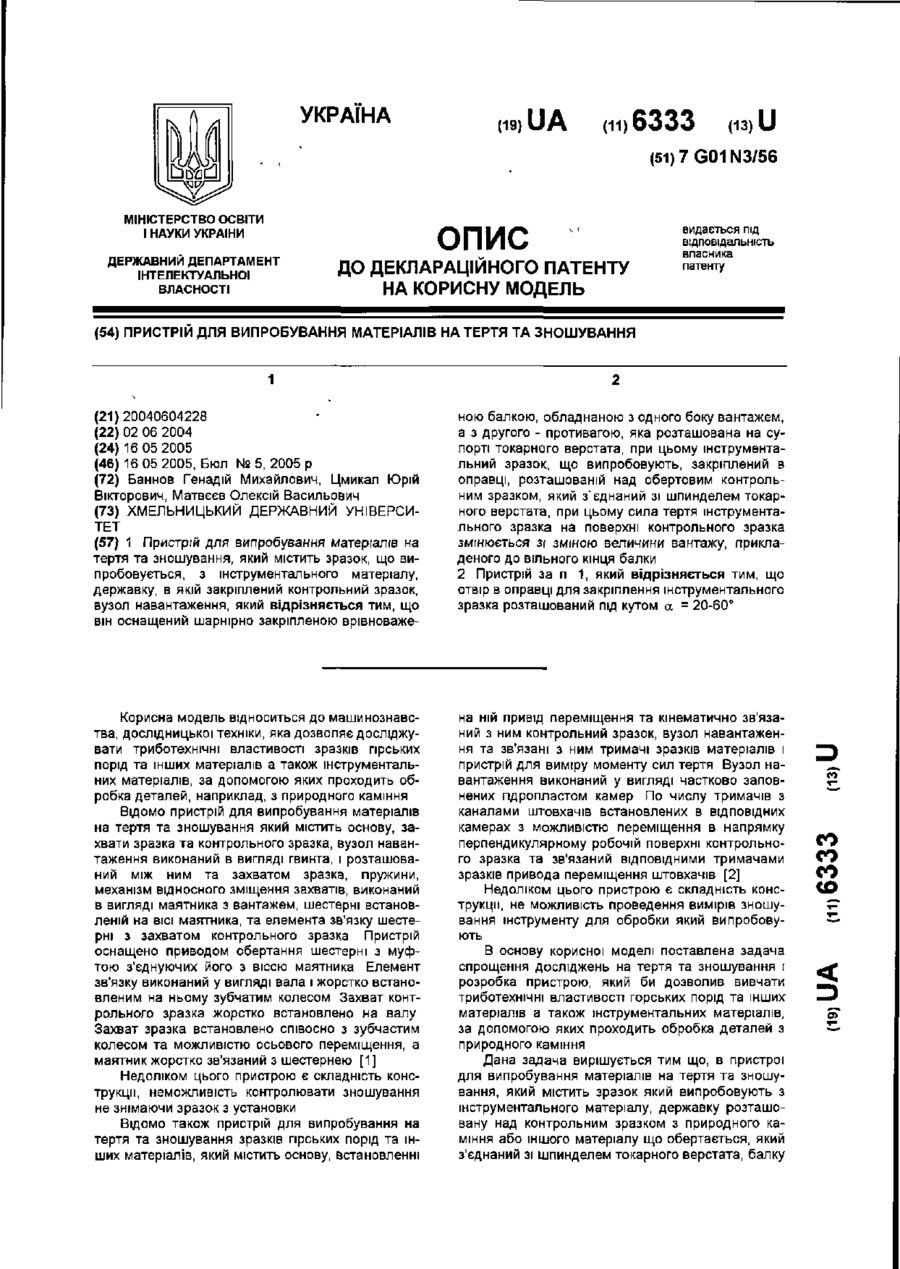
Спосіб підвищення точності вимірювання лінійного зношування, який включає монтаж 3 29595 В основу корисної моделі поставлено завдання забезпечити безперервне вимірювання та фіксування зношування лінійним методом в автоматичному режимі без зупинки процесу тертя. Поставлене завдання досягається тим, що спосіб підвищення точності вимірювання лінійного зношування, який включає монтаж зразка, запуск процесу тертя з послідуючим вимірюванням величини зношування, згідно запропонованої корисної моделі, відсутня операція зупинки тертя та зняття зразка для вимірювання проміжних значень величини зношування, в наслідок використання зразка із напівсферичною формою, встановлення ємкісного датчика, блока аналогової обробки, блока цифрової обробки та керування, а також персонального комп’ютера, сигнал при зношуванні зразка генерується у датчику, який надходить у комп’ютер, формуючи базу даних. Приклад виконання Для порівняння різних способів оцінки трибологічних параметрів сухого тертя та зношування, використовували зразки з інструментальної термічно зміцненої сталі У8А (твердість по Роквеллу HRC 50). Контртіло інструментальна термічно зміцнена сталь У8А HRC 62. Випробовування проводились за схемою тертя диск - палець, з періодичним зняттям зразка з випробувальної машини та зважуванням в одному випадку і безперервним методом, шляхом вимірювання лінійного зносу з допомогою системи АТД - в др угому. Результати трибологічних досліджень наведені на Фіг.1-3, де зображено графіки зміни температури Фіг.1, моменту тертя Фіг.2 та лінійного зношування Фіг.3 відносно пройденого шляху. Випробування проводились за наступними режимами - сила притискання 60Н, швидкість ковзання - 50м/хв. С уцільні лінії кривої 1 на кожному з графіків - це результати використання стандартного способу визначення трибологічних параметрів зношування (величини зношування), а пунктирні лінії кривої 2 - вимірювання цих параметрів запропонованим нами безперервним способом, з використанням пакету прикладних програм на персональній ЕВМ. З приведених графіків видно, що характер зміни величини зношування, моменту тертя та температури залежить від довжини пройденого шляху при використанні традиційної і запропонованої технології вимірювання має схожу тенденцію зміни цих параметрів, а відрізняються одна від одної тільки за величиною похибки вимірювання і у даному випадку приблизно складає при вимірюванні температури - 2%, моменту тертя - 15% та величини лінійного зносу 19%. Причому, величини лінійного зношування і моменту тертя при випробовуваннях із зупинками і використанням вагового методу вимірювання величини зношування зразка завжди були меншими від безперервного методу вимірювання. Характерною ознакою вагового методу є значний період припрацювання до 600 метрів Фіг.2, 3 суцільні криві 1, тоді як при безперервному методі проведення дослідження практично зразу виходимо на постійний режим випробовування 4 Фіг.2, 3 штрихові криві 2. Перевагою запропонованої технології збирання та обробки інформації про тертя та зношування є швидкість і продуктивність проведення експериментальних досліджень, яка у 2-3 рази є ефективнішою у порівнянні із традиційно. Крім того вона дозволяє досліджувати трибологічні властивості як тонких покрить - плівок товщиною до 10мкм, так і покрить товщиною більше 100мкм, в тому числі і багатошарові покриття з особливими фізичними властивостями. Джерела інформації: 1. Основи трибологии / Под. Ред. А.В. Чичинадзе. Учебник для технических вузов. М.: Машиностроение, 2001. 664с. 2. Справочник по триботехнике / Под. Ред. М. Хебды и А.В. Чичинадзе. М.: Машиностроение, Варшава: ВКЛ, Т.1, 1989. 400с.; Т.2, 1990. 420с.; Т.3, 1992 730с. 3. Испытательная техника: Справочник. В 2 кн. / Под ред. В.В. Клюева. М., 1982. 4. Ма шина для испытания материалов на трение 2168 УМТ паспорт ГБ2. 779.026. ПС. 5 29595 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for increase of accuracy of measurement of linear wear
Автори англійськоюGladkyi Yaroslav Mykolaiovych, Pidchenko Serhii Kostiantynovych, Taranchuk Alla Anatoliivna, Makovkin Oleh Mykolaiovych, Laba Oleksandr Andriiovych
Назва патенту російськоюСпособ повышения точности измерения линейного износа
Автори російськоюГладкий Ярослав Николаевич, Пидченко Сергей Константинович, Таранчук Алла Анатольевна, Маковкин Олег Николаевич, Лаба Александр Андреевич
МПК / Мітки
МПК: G01B 21/06
Мітки: підвищення, вимірювання, лінійного, спосіб, зношування, точності
Код посилання
<a href="https://ua.patents.su/3-29595-sposib-pidvishhennya-tochnosti-vimiryuvannya-linijjnogo-znoshuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення точності вимірювання лінійного зношування</a>
Пристрій для випробування матеріалів на тертя та зношування
Номер патенту: 6333
Опубліковано: 16.05.2005
Автори: Матвєєв Олексій Васильович, Цмикал Юрій Вікторович, Баннов Генадій Михайлович
МПК: G01N 3/56
Мітки: зношування, матеріалів, пристрій, випробування, тертя
Формула / Реферат:
1. Пристрій для випробування матеріалів на тертя та зношування, який містить зразок, що випробовується, з інструментального матеріалу, державку, в якій закріплений контрольний зразок, вузол навантаження, який відрізняється тим, що він оснащений шарнірно закріпленою врівноваженою балкою, обладнаною з одного боку вантажем, а з другого - противагою, яка розташована на супорті токарного верстата, при цьому інструментальний зразок, що...
Спосіб підвищення точності обробки на металорізальних верстатах
Номер патенту: 61344
Опубліковано: 17.11.2003
Автори: Мельник Максим Сергойович, Ковальов Віктор Дмитрович, Бабін Олег Фавієвич
МПК: B23Q 35/00, B23Q 33/00
Мітки: обробки, підвищення, металорізальних, спосіб, точності, верстатах
Формула / Реферат:
Спосіб підвищення точності обробки на металорізальних верстатах, при якому під час обробки виконується корекція взаємного положення інструмента і виробу - у напрямку виконуваного розміру за допомогою приводу подачі на значення, що отримане на підставі попередніх вимірів похибок реальної поверхні, який відрізняється тим, що вимірюється реальна поверхня заготовки, а значення корекції отримується як різниця між поточною глибиною різання,...
Пристрій для випробування на зношування еластичних матеріалів
Номер патенту: 28004
Опубліковано: 26.11.2007
Автори: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Ярошенко Володимир Федорович, Войтюк Валерій Дмитрович, Ловейкін Вячеслав Сергійович
МПК: G01N 3/56
Мітки: матеріалів, еластичних, випробування, пристрій, зношування
Формула / Реферат:
Пристрій для випробування на зношування еластичних матеріалів, що містить корпус з розміщеними на ньому двома приводами, кінематично сполученими з контрзразком і зразком, який відрізняється тим, що пристрій обладнаний тримачем зразка, положення якого відносно поверхні тертя контрзразка має можливість регулювання прокладками, а також вузлом навантаження зразка через шайбу від гир, встановлених на валу, з можливістю вільного вертикального...
Фільтр нижніх частот для підвищення стійкості і точності кутового автосупроводження літальних апаратів
Номер патенту: 56943
Опубліковано: 15.05.2003
Автори: Пашков Дмитро Павлович, Альошин Геннадій Васильович, Коломійцев Олексій Володимирович
МПК: H03G 5/00
Мітки: кутового, літальних, стійкості, автосупроводження, фільтр, точності, апаратів, підвищення, нижніх, частот
Формула / Реферат:
Фільтр нижніх частот для підвищення стійкості і точності кутового автосупроводження літальних апаратів, що включає блоки віднімання, додавання, множення і інтегрування, який відрізняється тим, що на вході фільтра встановлений блок віднімання з вхідним зв'язком С введення значення прогнозованої динамічної похибки на підставі інформації з каналу кутової швидкості, а між виходом блока додавання та входом блока інтегрування послідовно включений...
Спосіб підвищення точності прицілювання стрілецької зброї
Номер патенту: 37105
Опубліковано: 16.04.2001
Автори: Сенаторов Микола Володимирович, Сенаторов Володимир Миколайович
МПК: F41G 5/00
Мітки: підвищення, зброї, стрілецької, прицілювання, точності, спосіб
Текст:
...сформованої фігури 3. А при виході ока за межі зони Æ2m д має місце чітке бачення частини зображення контуру фігури 3; зокрема, при віддаленні ока від оптичної осі на відстань m (край вихідної зіниці) стрілець бачить близько її чверті. Пучки променів, які відповідають межі поля зору стрільця крізь вихідну зіницю, показані пунктиром з двома стрілками. Тобто, знаходячись в межах зони Æ2m д, око стрільця бачить тільки прицільну сітку 1 (фіг....
Попередній патент: Побутова вітроенергетична установка
Наступний патент: Спосіб оцінки функціонального стану експериментальних тварин на основі аналізу варіабельності серцевого ритму
Випадковий патент: Політіосечовина, яка виявляє сорбційну активність у відношенні до золота та срібла і спосіб її одержання