Спосіб ультразвукового вимірювання товщини виробів
Номер патенту: 35057
Опубліковано: 26.08.2008
Автори: Куц Юрій Васильович, Єременко Володимир Станіславович, Лапіга Інна Миколаївна, Монченко Олена Володимирівна
Формула / Реферат
Спосіб ультразвукового вимірювання товщини виробів, який полягає в тому, що формують акустичний зондуючий радіоімпульсний сигнал, вводять його в об'єкт контролю, приймають сигнал після його розповсюдження в об'єкті, визначають фазову характеристику відбитих сигналів, обчислюють його товщину за часом затримки сигналу і відомою швидкістю розповсюдження, який відрізняється тим, що знаходять різницю фаз донних сигналів і несучого коливання зондуючого сигналу, проводять її ковзну віконну обробку, вираховують вибіркову кругову дисперсію, а час розповсюдження сигналу визначають за її мінімумами для несумісних донних сигналів.
Текст
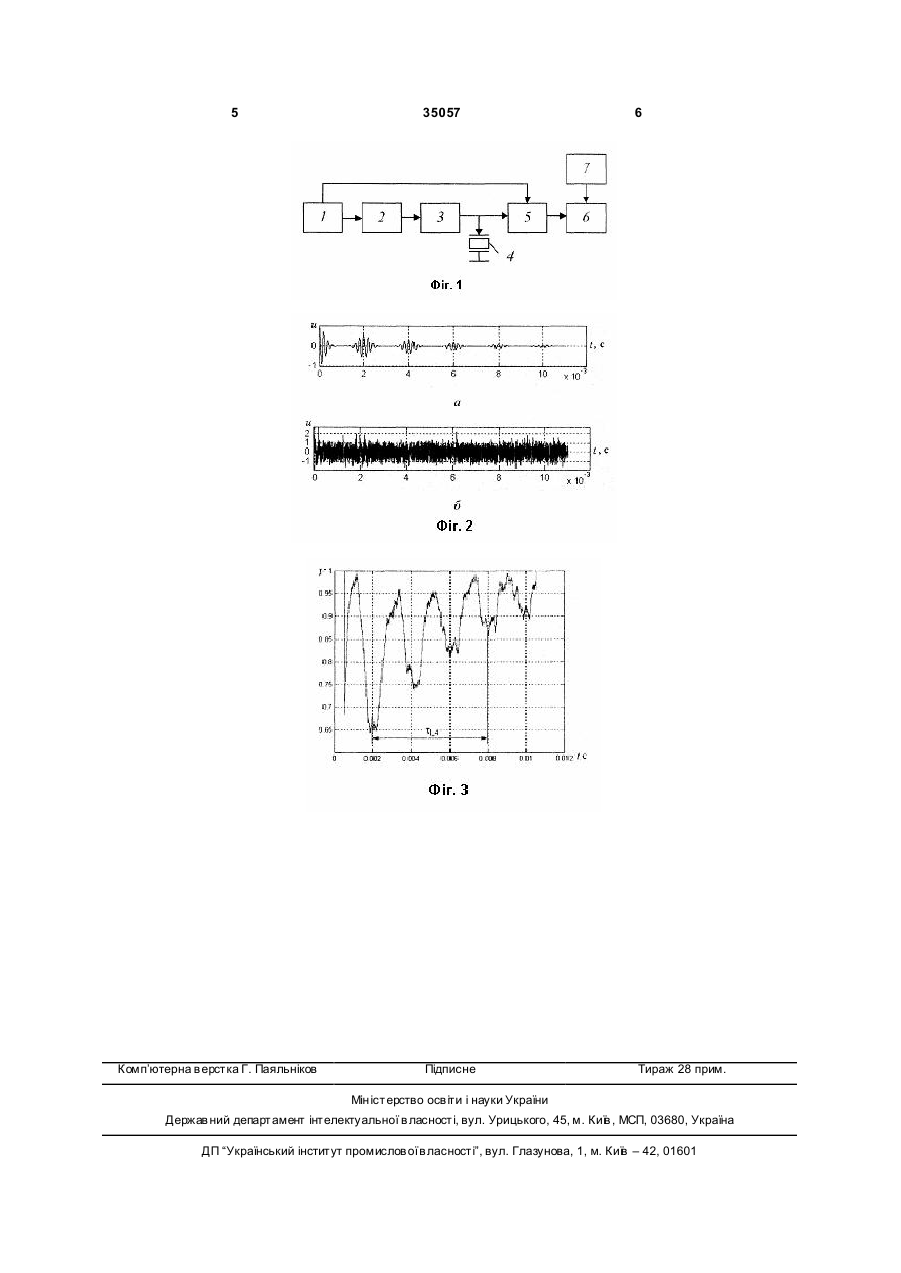
Спосіб ультразвукового вимірювання товщини виробів, який полягає в тому, що формують акус 3 35057 4 сті, 4 - суміщений п'єзоелектричний перетворювач 1 m 1 m П111-5.0-К3-001,5 - цифровий осцилограф GDSCm = å cos(Dj[ j]), Sm = å sin(D j[ j]). (5) m j=1 m j=1 840S, 6 - персональний комп'ютер, 7 - блок мате, матичного забезпечення. Кругова дисперсія Vm (4) на інтервалах часу, На Фіг.2 наведено: Фіг.2.а - корисна складова де присутні донні сигнали є найменшою і приймає u'д (t ) більші значення поза межами цих часових інтербагаторазово відбитих донних сигналів а на валів. Отже використовуючи цю характеристику Фіг.2.б. - адитивна суміш uд(t) донних сигналів з можна визначити часове положення донних Імпугауссівською завадою. льсів. З цією метою реалізується ковзна віконна На Фіг.3 зображено отриману після обробки кругову дисперсію Vm(t) різниці фаз донних сигнаобробка множини {Dj [j], j = j = 1, n } і визначається лів та несучого коливання зондуючого сигналу, яка V[j] під час руху прямокутного вікна з апертурою m для розглянутого випадку дає можливість виділити < п відносно цієї множини. інтервал часу t 1,4 між першим і четвертим донними Викладене вище підтверджують результати імпульсами. моделювання задачі луна-імпульсної товщиномеСпосіб реалізується на прикладі відомих фунтрії. кціональних блоків та пристроїв (див. Фіг.1). З графіків (див.Фіг.2) видно, що визначити наГенератор l формує неперервний гармонічний явність донного сигналу в шумах за обвідною сигнал uг(t) частотою uг = (t), який поступає на фопрактично неможливо. рмувач радіоімнульсного сигналу 2, і після підсиНа Фіг.3. представлений графік отриманої для лення потужності в блоці 3 подається на суміщерозглянутого методу функції Vm(t). який показує, ний п'єзоелектричний перетворювач 4, який що використання фазової обробки і визначення перетворює електричний сигнал в акустичний. функції Vm(t) дозволяє за положенням її мінімумів Прийнятий після розповсюдження в ОК акустичний визначити часове положення донних імпульсів для сигнал перетворюється тим же перетворювачем 4 ультразвукової товщинометрії при співвідношенв електричний uд(t) і подається на один з входів нях сигнал/завада менших за одиницю. Невідома осцилографа 5. На другий вхід осцилографа потовщина розраховується за формулою ступає сигнал uг(t) з генератора 1. Осцилограф t1, k c виконує квантування та дискретизацію в часі з пеh= (6) 2(k - 1) , ріодом To tm, де t - час ти послідовності загасаючих донних сигналів в розповсюдження сигналу по шляху «поверхня присутності завад, виділити затримку в часі t1,k між дно - поверхня». першим і k-тим донними сигналами і за рахунок Сформовані осцилографом вибірки зондуючоцього зменшити середньоквадратичне значення го і донного сигналів передаються для аналізу та похибки квантування часового інтервалу подальшої обробки в блок 6. Алгоритм обробки та t1,k c відтворення отриманих результатів виконується за = t допомогою математичного забезпечення 7. 2( k - 1) в k - 1 разів. Для визначення фаз сигналів здійснюється Даний спосіб дає можливість досліджувати дискретне перетворення Гілберта послідовностей об'єкти та матеріали із значним загасанням ультuг[j] та uд[j] та визначення їх гільберт-образів развуку, з шорсткими поверхнями і підвищити точність визначення товщини таких об'єктів шляхом ˆ д [j ] ˆ uг [ j] та u . Фази сигналів в напівінтервалі [0,2p) зменшення похибки вимірювання затримки ультв дискретні моменти часу визначаються як развукових коливань при їх розповсюдженні в ОК ˆ u г[ j] p за рахунок усереднення при виділенні послідовноˆ j г[ j] = arctg + (2 - sign uг [ j])[1 + (signu г[ j])] (1) сті загасаючих донних сигналів. u г[ j] 2 , Джерела інформації ˆ uд [ j] p 1. Королев М.В. Безэталонные ультразвукоˆ j д[ j] = arctg + (2 - sign u д[ j])[1 + (signu д [ j])] (2) вые толщиномеры. - М. Ма шиностроение 1985uд [ j] 2 , 80с.,ил.- (Библиотека приборостроителя). - 9 с. що дозволяє визначити їх різницю як 2. Патент України на корисну модель №18441 (3) Dj[j] = jд[j] - jг[j]. Спосіб ультразвукового вимірювання товщини Відомо, що розсіювання випадкових кутови х багатошарових матеріалів та виробів. B.C. Єремевеличин, до яких відноситься і різниця фаз сигнанко, Ю.В. Куц, О.В. Монченко - Опубл. 15.11.2006 лів, визначається круговою дисперсією [3]. Для Бюл.№11,2006. 3. Мардиа К. Статистический анализ угловы х вибірки різниці фаз Dj[j], j = j = 1, n , ця величина наблюдений. - М.: Гл. ред. физ.-мат. литературы визначається як изд-ва «Наука», 1979. -240 с. -110 с. (4) V = 1 - C2 + S2 m де m m 5 Комп’ютерна в ерстка Г. Паяльніков 35057 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultra-sonic measurement of thickness of articles.
Автори англійськоюKuts Yurii Vasyliovych, Yeremenko Volodymyr Stanislavovych, Monchenko Olena Volodymyrivna, Lapiha Inna Mykolaivna
Назва патенту російськоюСпособ ультразвукового измерения толщины изделий
Автори російськоюКуц Юрий Васильевич, Еременко Владимир Станиславович, Монченко Елена Владимировна, Лапига Инна Николаевна
МПК / Мітки
МПК: G01B 17/02
Мітки: виробів, вимірювання, спосіб, ультразвукового, товщини
Код посилання
<a href="https://ua.patents.su/3-35057-sposib-ultrazvukovogo-vimiryuvannya-tovshhini-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового вимірювання товщини виробів</a>
Спосіб ультразвукового вимірювання товщини багатошарових матеріалів та виробів
Номер патенту: 18441
Опубліковано: 15.11.2006
Автори: Єременко Володимир Станіславович, Монченко Олена Володимирівна, Куц Юрій Васильович
МПК: G01B 17/00
Мітки: товщини, вимірювання, виробів, багатошарових, матеріалів, ультразвукового, спосіб
Формула / Реферат:
Спосіб ультразвукового вимірювання товщини багатошарових матеріалів та виробів, що включає формування акустичного зондуючого радіоімпульсного сигналу, введення його в об'єкт контролю, приймання сигналу після його розповсюдження в об'єкті, обчислення його товщини за часом затримки сигналу та відомою швидкістю розповсюдження, який відрізняється тим, що визначають фазову характеристику суми зондуючого і відбитого сигналів, а затримку...
Спосіб вимірювання товщини виробів
Номер патенту: 75290
Опубліковано: 15.03.2006
Автори: Руженцев Віктор Ігорович, Марченко Артем Володимирович
МПК: G01B 17/02, G01B 17/00
Мітки: товщини, вимірювання, спосіб, виробів
Формула / Реферат:
Спосіб вимірювання товщини виробів, що включає збудження ультразвукових механічних коливань у виробі, прийом відбитого від дна виробу сигналу, визначення кореляційної функції, який відрізняється тим, що додатково визначають спектр кореляційної функції, інтервал між сусідніми спектральними складовими, період проходження радіоімпульсів кореляційної функції.
Спосіб ультразвукового контролю товщини стінки труб
Номер патенту: 29300
Опубліковано: 16.10.2000
Автори: Гуляєв Геннадій Іванович, Кожевніков Володимир Іванович, Анікєєв Яків Фокич
МПК: G01N 29/07, G01N 29/04
Мітки: спосіб, труб, контролю, стінки, ультразвукового, товщини
Формула / Реферат:
Спосіб ультразвукового контролю товщини стінки труб, відповідно котрому у стінку труби, яка зазнає поступально-обертальне переміщення через імерсійну рідину, за допомогою випромінювача проводять зведення ультразвукових коливань та сприймають приймачем сигнали, котрі пройшли через стінку труби, а величину товщини стінки визначають шляхом порівняння амплітуд цих сигналів з амплітудами сигналів від еталонів, якій відрізняється тим що контроль...
Пристрій для вимірювання товщини стінок трубчастих еластичних виробів
Номер патенту: 3765
Опубліковано: 27.12.1994
Автори: Гусар Віталій Григорович, Івасюк Василь Васильович, Євтихієв Микола Георгійович
МПК: G01B 5/02
Мітки: вимірювання, пристрій, товщини, еластичних, стінок, виробів, трубчастих
Формула / Реферат:
1. Устройство для измерения толщины трубчатых эластичных изделий, содержащее основание, размещенные на нем две стойки, закрепленную на одной из стоек базирующую оправку и взаимодействующую со второй стойкой измерительную площадку с отсчетным прибором, измерительный стержень которого перпендикулярен основанию, отличающееся тем, что на основании нанесена шкала линейных размеров, измерительная площадка выполнена в виде закрепленного посредством...
Спосіб вимірювання товщини стінки порожнистої лопатки
Номер патенту: 73948
Опубліковано: 17.10.2005
Автори: Муренко Ален, Сантандер-Рожа Едуардо-Агапіто, Лєспіне Олівьє, Плако Домінік Марк Бруно, Паніззолі Франк Поль Домінік Віталь, Лє Бійан Йанн
МПК: G01B 7/02, G01N 27/90, G01B 7/00
Мітки: вимірювання, товщини, спосіб, порожнистої, лопатки, стінки
Формула / Реферат:
1. Спосіб вимірювання товщини стінки порожнистої лопатки для закривання перегородок, в якому прикладають два полюси магнітного осердя детектора вихорових струмів до стінки паралельно перегородкам, причому полюси обладнані котушками, які з'єднані послідовно одна з одною, переміщують детектор по стінці перпендикулярно перегородкам, подають перший сигнал на котушки, реєструють технічні характеристики першого сигналу, що залежить від товщини...
Попередній патент: Спосіб вибухової обробки продуктивного пласта
Наступний патент: Спосіб розробки родовища природного газу в умовах прояву водонапірного режиму
Випадковий патент: Спосіб холодної щипцевої поліпектомії