Установка для напилення композиційних покриттів електродуговим методом
Номер патенту: 40784
Опубліковано: 15.12.2003
Автори: Кустов Віктор Володимирович, Роп'як Любомир Ярославович
Формула / Реферат
Установка для напилення композиційних покриттів електродуговим методом, яка містить металізаційний апарат з соплом для подачі розпилюючого газу та механізм подачі двох дротів і систему введення порошкових матеріалів у розпилюючий газ, яка складається з порошкового живильника з дозувальною трубкою, яка відрізняється тим, що вихідний кінець дозувальної трубки розміщений за соплом в напрямку подачі розпилюючого газу на відстані від торця сопла, не меншій за величину зовнішнього діаметра дозувальної трубки, причому дозувальна трубка виконана з косим зрізом вихідного кінця під кутом a до осі сопла, величина якого визначається із співвідношення 00 < a < 900.
Текст
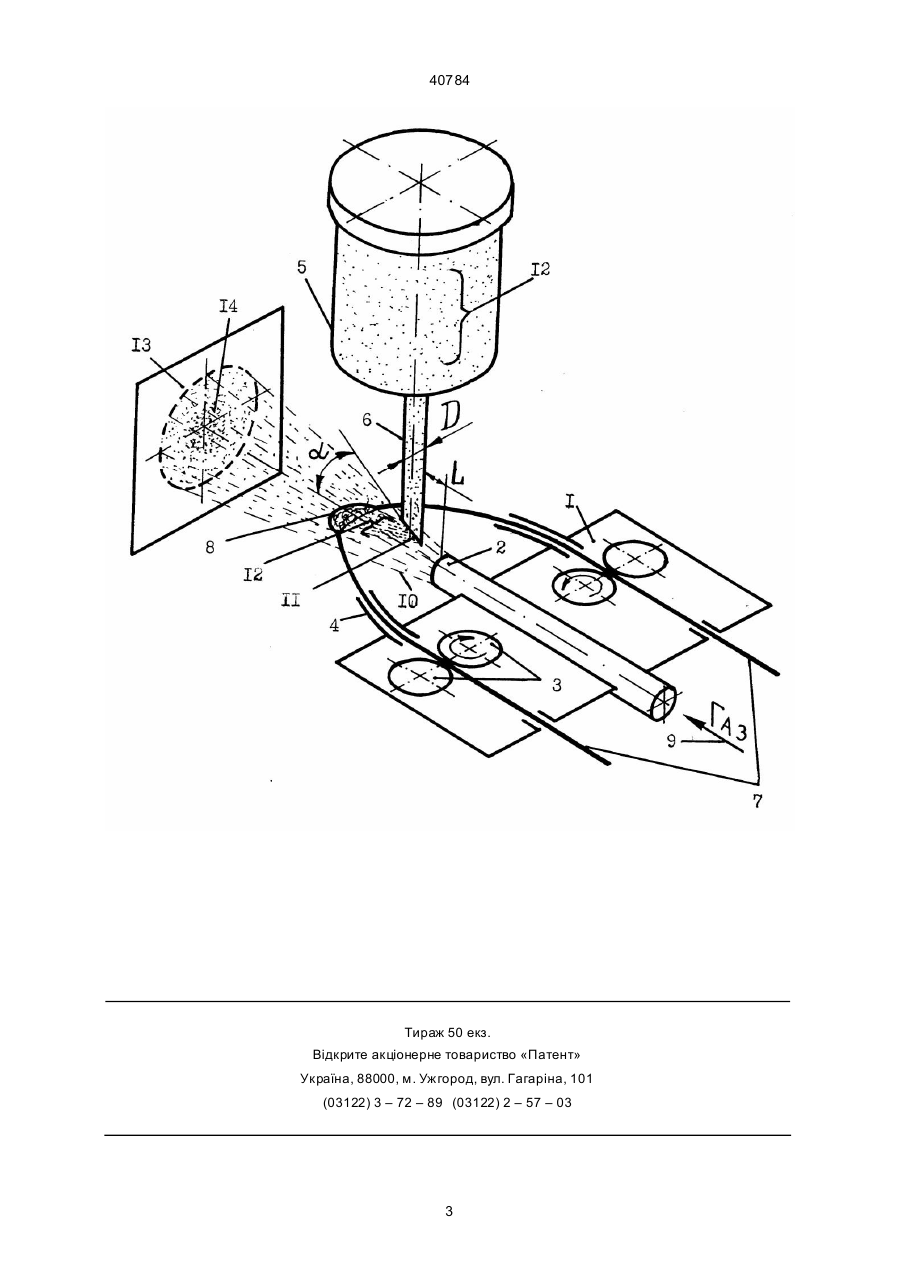
Установка для напилення композиційних покриттів електродуговим методом, яка містить металізаційний апарат з соплом для подачі розпи люючого газу та механізм подачі двох дротів і систему введення порошкових матеріалів у розпилюючий газ, яка складається з порошкового живильника з дозувальною трубкою, яка відрізняється тим, що вихідний кінець дозувальної трубки розміщений за соплом в напрямку подачі розпилюючого газу на відстані від торця сопла не менше величини зовнішнього діаметра дозувальної трубки, причому дозувальна трубка виконана з косим зрізом вихідного кінця під кутом a до осі сопла, величина якого визначається із співвідношення 0о < a < 90о. Ю (13) 40784 (11) UA 1961, Бюл. № 23). Ви користання сопла металізаційного апарата для подачі порошків не є раціональним по тій причині, що частинки порошку викликають його абразивне зношування, оскільки порошки нітридів, карбідів, боридів, оксидів мають велику твер дість, а також це вимагає засто сування пневматичної системи складної конструкції. Внаслідок зношування внутрішньої поверхні отвору сопла порушується його центрування відносно точки сходження дротів-електродів, змінюються витрата (зростає) і тиск (спадає) розпилюючого газу (повітря) на виході з сопла. Така неста більність параметрів процесу напилення негативно впливає на якість одержуваних покриттів. Крім цього, лобова по відношенню до електричної дуги подача порошку через сопло приводить до того, що його частинки чинять на електричну дугу дію га сіння. Тому напилення композиційних покриттів здійснюється на підвищених електричних режимах. Коефіцієнт ви користання порошкових матеріалів при їх подачі за описаною схемою невисокий, оскільки значна кількість частинок порошку відбивається від дротів-електродів.При цьому в процесі формування композиційного покриття, фактично, приймають участь частинки порошку, які знаходяться у периферійній зоні суспензованого потоку і частинки порошку, які попадають у малий проміжок між дротами-електродами, що утворюється при горінні електричної дуги. Покриття, напилене в таких умовах, має низький вміст матеріалу із вихідної порошкової складової. (19) Винахід належить до галузі нанесення металізаційних покриттів, зокрема до установок для одержання композиційних і комбінованих (металооксидних, металокарбідних, металоборидних та інши х) покриттів методом електродугового напилення з матеріалу дро тів і порошку. Відома установка для електродуго вого напилення захисних покриттів з металів на базі металізаційного апарату, який складається з механізму подачі двох дро тів і сопла для подачі розпилюючого газу (стиснутого повітря) (Хасуи А., Моригаки О. Наплавка и напыление / Пер. с яп. Х12 В.Н.Попова; Под ред.В.С.Степина, Н.Г.Шестеркина. -М.: Ма шиностроение, 1985. - 240с.). Вказана установка не дозволяє проводити напилення непластичних (карбіди, бориди, нітриди і т.д.) та струмонепровідних (оксиди і т.д.) матеріалів, які мають цілу низку цінних фі зико-механічних властивостей і знаходять все більш ши роке застосування в техніці. Найбільш близькою по технічній суті до заявлюваного ви находу є вибрана за прототип установка для напилення композиційних покриттів електродуго вим методом, яка містить металізаційний апарат з соплом для подачі розпилюючого газу та механізмом подачі двох дротів і систему введення порошкових матеріалів у розпилюючий газ, яка складається з порошкового живильника з дозуючою трубкою і забезпечує подачу порошкових матеріалів в зону плавлення металу дротів че рез сопло (А.с. СССР № 143293 МКИ С 23 С 7/00, А ____________________ 40784 В основу ви находу поставлено задачу створити таку установку для напилення композиційних покриттів електродуго вим методом, в якій нове виконання і розміщення вуз ла подачі порошкових матеріалів у розпилюючий газ дозволило б забезпечити збільшення коефіцієнта використання порошку, спрости ти конструкцію установки і за рахунок цього підвищити її на дійність і якість напилюваних покриттів. Поставлена задача досягається тим, що в установці для напилення композиційних покриттів електродуго вим методом, яка містить металізаційний апарат з соплом для подачі розпилюючого газу та механізмом подачі двох дротів і систему введення порошкових матеріалів у розпилюючий газ, яка складається з порошкового живильника з дозуючою трубкою, згідно винаходу ви хідний кінець дозуючої трубки розміщений за соплом в напрямку подачі розпилюючого газу на відста ні L від торця сопла не менше величини зовнішнього діаметра D дозуючої трубки, причому дозуюча трубка виконана з косим зрізом вихідного кінця під кутом a до осі сопла, величина якого визначається із співвідношення 0° < a < 90°. Саме таке розміщен ня дозуючої трубки за соплом і виконання її вихідного кінця створює в області його косого зрізу такі аеродинамічні умови, які забезпечують нелобову ста більну подачу частинок порошку з живильника в зону го ріння електричної дуги. Величина відстані L від торця сопла до вихідного кінця дозуючої трубки і величина кута a під яким виконано косий зріз вихідного кінця дозуючої трубки до осі сопла визначаються з таких умов. При відстані L меншій від величини зовнішнього діаметра D дозуючої трубки не забезпечується стабільна подача порошку. Кут a повинен бути більший від 0о , оскільки в іншо му випадку розпилюючий газ буде вдувати ся в дозуючу тр убку, витискаючи при цьому порошок, який знаходиться в ній, назад, у живильник. Кут a повинен мати значення менше від 90°, інакше дозуюча трубка перетвориться у напів-трубу і не буде виконувати роль напрямної для порошку, тобто направляти його до ви хідного кінця трубки, розміщення якого визначає місце введення порошку в струмінь розпилюючого газу. Запропоноване розміщення дозуючої трубки та її виконання дозволяє спростити конструкцію установки і підвищити її надійність, а також збільши ти коефіцієнт використання розпилюваних порошків, оскільки при такій схемі введення за рахунок стабільної нелобової подачі порошку в зону го ріння електричної дуги частинки порошку не відбиваються від дротів-електродів. Процес напилення композиційних покриттів з матеріалу дротів і матеріалу порошків на даній установці економічний, оскільки практично здійснюється на таких же самих електричних і пневматичних режимах як і звичайне напилення електродуго вим методом, тільки з самого матеріалу дро тів-електродів. Винахід пояснюється кресленнями. На фіг. зображена принципова схема уста новки для напилення композиційних покриттів електродуго вим методом, загальний вигляд. Установка містить металізаційний апарат 1 з соплом 2 для подачі розпилюючого газу та механізм подачі двох металевих дротів з дво ма парами подаючих роликів 3 і двома напрямними наконечниками 4, а також систе му введення порошкових матеріалів у розпилюючий газ, яка складається з порошкового живильника 5 з дозуючою трубкою 6. Установка працює наступним чином. За допомогою двох пар подаючих роликів 3 через два напрямних наконечники 4 неперервно подаються під кутом два металевих дро ти 7. Ці дроти ізольовані один від одного і до них підведений електричний струм (джерело живлення не показане). При дотиці двох металевих дротів 7 між ними виникає електрична дуга 8, яка розтоплює електродний метал. Одночасно через сопло 2 подають стиснутий розпилюючий газ 9, який виходить з нього струменем 10. Цей газовий струмінь 10, поступаючи в зону го ріння електричної дуги 8, зустрічається з дозуючою трубкою 6, встановленою за соплом в напрямку подачі розпилюючого газу 9 на відста ні L від торця сопла 2, і обтікає її вихідний кінець 11, що має косий зріз під кутом a до осі сопла 2. При цьому в області косого зрізу вихідного кінця 11 дозуючої тр убки 6 створюються такі аеродинамічні умови, які забезпечують стабільну подачу части нок порошку 12 з живильника 5 через дозуючу трубку 6 у струмінь 10 розпилюючого газу 9 і переносяться ним в зону горіння електричної дуги 8, де змішують ся з краплями розтопленого електродного металу з дротів 7 і далі здійснюють спрямований політ до попередньо підготовленої поверхні деталі 13, утворюючи на ній напилений шар композиційного покриття 14 з металу дротів 7 і частинок порошку 12. Велика швидкість руху частинок матеріалу (крапель розтопленого металу з дротів, змішаного з частинками порошку 12, крапель розтопленого металу з дротів 7, та нагрітих частинок порошку 12 і незначний час польоту обумовлюють в момент співудару з поверхнею деталі 13 їх пластичну деформацію, заповнення частинками нерівностей і пор поверхні деталі 13, зчеплення части нок між собою і з поверхнею деталі 13, в результаті цього утворюється суцільне композиційне покриття 14. Регулюючи величи ну ви трати матеріалу порошку 12 із порошкового живильника 5 (схе ма регулювання не показана), можна одержувати напилені композиційні, а також легова ні покриття із наперед заданими співвідношен нями компонентів і як наслідок - з наперед заданими власти востями. 2 40784 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3
ДивитисяДодаткова інформація
Назва патенту англійськоюA unit for spraying composite coatings by electroarc method
Автори англійськоюKustov Viktor Volodymyrovych, Ropiak Liubomyr Yaroslavovych
Назва патенту російськоюУстановка для напыления композиционных покрытий электродуговым методом
Автори російськоюКустов Виктор Владимирович, Ропяк Любомир Ярославович
МПК / Мітки
МПК: C23C 28/00, C23C 4/04, C23C 26/02
Мітки: методом, композиційних, покриттів, установка, електродуговим, напилення
Код посилання
<a href="https://ua.patents.su/3-40784-ustanovka-dlya-napilennya-kompozicijjnikh-pokrittiv-elektrodugovim-metodom.html" target="_blank" rel="follow" title="База патентів України">Установка для напилення композиційних покриттів електродуговим методом</a>
Плазмотрон для напилення покриттів
Номер патенту: 1848
Опубліковано: 16.06.2003
Автори: Фомакін Олександр Олександрович, Борисов Юрій Сергійович, Ющенко Костянтин Андрійович, Войнарович Сергій Григорович
МПК: B23K 10/00
Мітки: плазмотрон, покриттів, напилення
Формула / Реферат:
1. Плазмотрон для напилення покриттів із використанням ламінарного плазмового струменя, що містить ізолювальний корпус, у якому розміщений катодний вузол, що складається з стрижневого катода і соплової частини, яка включає сопло для формування плазмового струменя і сопло для подання захисного газу, що співвісно встановлені на катодному вузлі через ізолювальну втулку та ізолятор, при цьому катодний вузол зв'язаний з вузлом комунікацій, який...
Матеріал для плазмового напилення покриттів
Номер патенту: 30706
Опубліковано: 15.12.2000
Автори: Губар Євген Якович, Шматков Валерій Юрійович, Дубровська Галина Миколаївна, Мухачев Анатолій Петрович, Биков Валентин Іванович, Антонова Майя Максимівна, Частоколенко Ігор Павлович
МПК: B23K 35/36
Мітки: покриттів, матеріал, напилення, плазмового
Формула / Реферат:
Матеріал для плазмового напилення покриттів, що включає карбід хрому, який відрізняється тим, що в склад шихти додатково введений карбід титану, нікель-хромове в'яжуче у співвідношенні 4:1 та гідрид інтерметаліду при наступних співвідношеннях компонентів, %: Сr3С2 - 42...45 ТіС - 28...30 гідрид інтерметаліду - 9...10 NiCr ...
Спосіб плазменного напилення покриттів
Номер патенту: 24507
Опубліковано: 21.07.1998
Автор: Мякота Ігор Семенович
МПК: C23C 4/00
Мітки: напилення, плазменного, спосіб, покриттів
Формула / Реферат:
Способ плазменного напыления покрытий, при котором в процессе напыления слоев из многокомпонентных материалов, в зону контакта напыляемых частиц с подложкой и с последующими слоями направляют струю охладителя, отличающийся тем, что первый слой напыляют из одного металлического компонента, последующие слои формируют из металлического и керамического компонентов, последовательно уменьшая для каждого слоя долю металлического компонента и...
Порошок для газополуменевого напилення

Номер патенту: 36925
Опубліковано: 16.04.2001
Автори: Колесник Володимир Іванович, Щепотьєв Олександр Іванович, Мусієнко Микола Миколайович, Комаров Володимир Олександрович
МПК: C23C 14/14, B22F 9/00
Мітки: газополуменевого, порошок, напилення
Текст:
...досягла 65506600 МПа та міцності зчеплення з підложкою 6570 МПа. Порівняльний аналіз технічного рішення з прототипом дозволяє зробити висновок, що порошок на основі заліза для газополуменевого напилення відрізняється тим, що додатково введені хром, алюміній та бор, при цьому вміст усіх складових компонентів порошку має наступний, у відсотках, склад по масі: вуглець 0,96-1,03%; хром 1,5-1,7%; алюміній 9,8-10,2%; бор 5,9-6,3%; залізо - решта....
Склад для газотермічного напилення покриттів

Номер патенту: 41931
Опубліковано: 15.10.2001
Автори: Сааков Олександр Герасимович, Сиротинський Олександр Олександрович, Петров Станіслав Володимирович
МПК: C23C 30/00, C23C 4/10, C23C 4/06
Мітки: покриттів, напилення, газотермічного, склад
Формула / Реферат:
Состав для газотермического напыления покрытий, содержащий механическую смесь порошков алюминия и оксида, отличающийся тем, что в качестве оксида он содержит ильменит, при следующем соотношении компонентов, мас.%:ильменит 15-45алюминий 85-55.
Попередній патент: Фреза відрізна
Наступний патент: Горілка особлива “поліська вишукана”
Випадковий патент: Препарат для корекції стрес-індукованої недостатності "янтарин"