Спосіб виготовлення абразивних порошків
Номер патенту: 46223
Опубліковано: 10.12.2009
Автори: Невструєв Георгій Феодосійович, Богатирьова Галина Павлівна, Олійник Нонна Олександрівна, Маринич Маргарита Анатоліївна, Ільницька Галина Дмитриївна
Формула / Реферат
1. Спосіб виготовлення абразивних порошків, що включає дроблення вихідного матеріалу, класифікацію отриманого матеріалу за зернистістю, обробку зерен шляхом нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності, який відрізняється тим, що нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності, здійснюють в процесі дроблення вихідного матеріалу, яке здійснюють одночасно з дробленням часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі, взятих у кількості, що складає не більше 5-7 % від маси вихідного матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що як частки матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності, використовують електропровідні або феромагнітні частки з розмірами не більше 1000 нм.
Текст
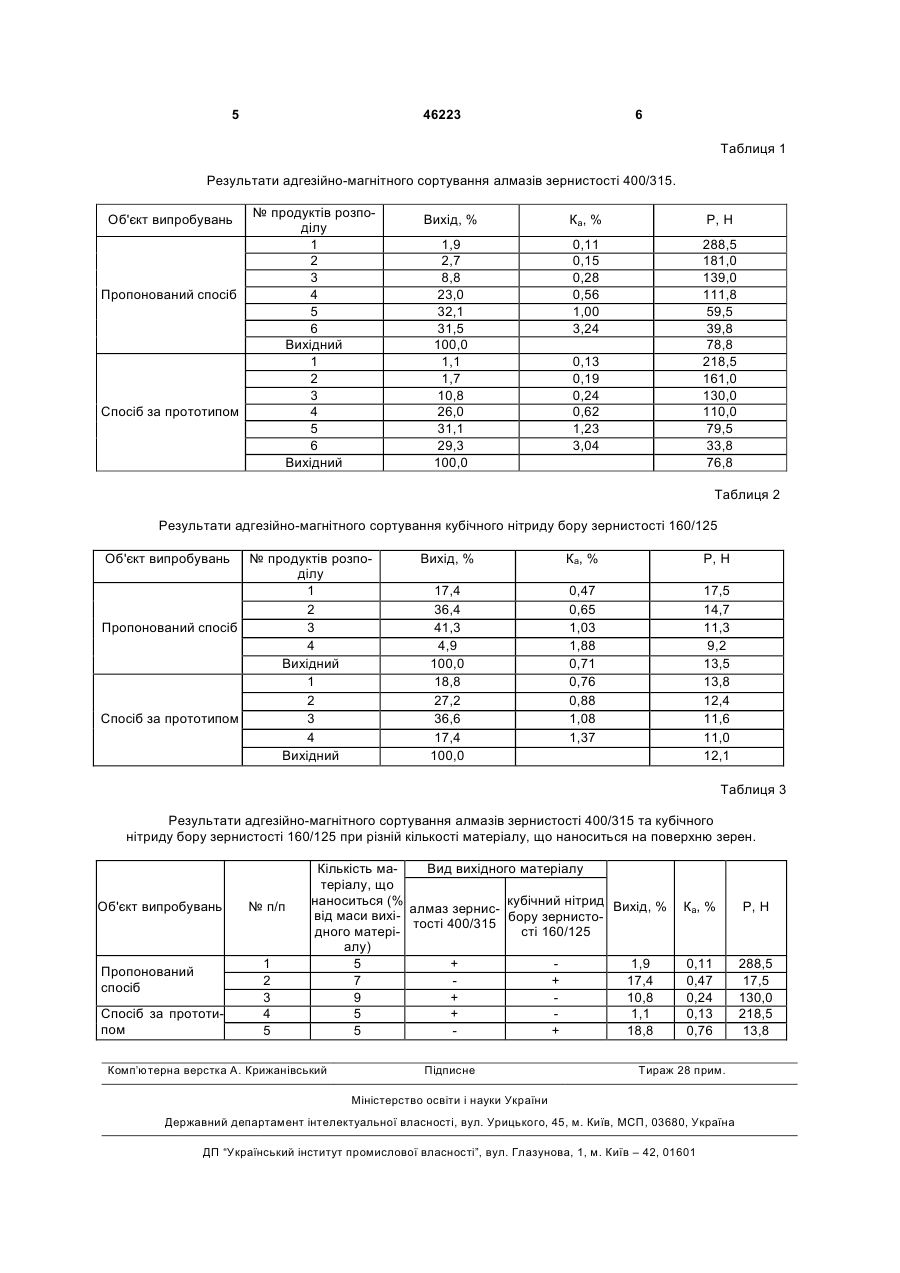
1. Спосіб виготовлення абразивних порошків, що включає дроблення вихідного матеріалу, класифікацію отриманого матеріалу за зернистістю, обробку зерен шляхом нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що 3 часток порошку, що наносять на поверхні зерен цих порошків з метою створення набутих властивостей, які забезпечують наступний розподіл у відповідних силових полях. Оскільки операція нанесення матеріалу на дефектні ділянки зерен надтвердих матеріалів здійснюється після класифікації зернистого матеріалу за зернистостями, адгезійна сила прилипання часток значна. Збільшення дефектності поверхні зерен НТМ прямо пропорційно кількості часток, що закріпилися на їхній поверхні і створюють набуті властивості. Нанесення таких часток на розвинену дефектну поверхню зерен НТМ супроводжується закріпленням більшої кількості феромагнітних або електропровідних часток, що знижує ефективність наступного розподілу порошків НТМ у відповідних силових полях. В основу корисної моделі покладено завдання такого вдосконалення способу виготовлення абразивних порошків, при якому забезпечується більш селективне закріплення феромагнітних або електропровідних часток на поверхні зерен порошків НТМ і, як наслідок, підвищення ефективності процесу. Означене завдання вирішується завдяки тому, що у способі виготовлення абразивних порошків, що включає дроблення вихідного матеріалу, класифікацію отриманого матеріалу за зернистостями, обробку зерен шляхом нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності, згідно корисної моделі нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності здійснюють в процесі дроблення вихідного матеріалу, яке здійснюють одночасно з дробленням часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі, взятих у кількості, що складає не більше 5-7% від маси вихідного матеріалу, оптимальним при цьому є, коли як частки матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності використовують електропровідні або феромагнітні частки з розмірами не більше 1000нм. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється й технічними результатами, які досягаються при її реалізації, полягає в наступному. Завдяки тому, що у пропонованому способі нанесення феромагнітних або електропровідних часток у пропонованій кількості здійснюють в процесі дроблення вихідного матеріалу досягається більш висока вибірковість закріплення часток на поверхні, яка утворюються при дробленні матеріалу, при цьому адгезійна сила прилипання часток буде значно менше, що дозволяє вибірково закріпитися й утримуватися на розвиненій дефектній поверхні зерен НТМ більшій кількості часток, які створюють набуті (наведені) властивості, як наслідок, підвищиться селективність розподілу - одержання порошків, що розрізняються по дефектності 46223 4 поверхні й по міцності між собою в 1,5-2,0 рази, значно підвищується ефективність процесу. При використанні часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі, у кількості, що складає більше 5-7% від маси буде відбуватись процес когезії часток, що знизить рівень селективності розподілу абразивного матеріалу, а при використанні означених часток з розмірами більше 1000нм може незначно знижуватись ступінь утримання цих часток на поверхні зерен абразивного матеріалу. Приклад конкретної реалізації пропонованого способу. Розподілу піддавали алмазний порошок і порошок кубічного нітриду бору, окремо. Нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності - електромагнітних або феромагнітних часток, здійснювали в процесі дроблення вихідного матеріалу, яке здійснювалось одночасно з дробленням електромагнітних або феромагнітних часток - тонкодисперсного порошку заліза або міді з розміром часток менше 1000нм (менше 1мкм) взятих у кількості 5% від маси вихідного матеріалу протягом 10±1 хвилин. Після проведення операції дроблення проводили розсів алмазного порошку і кубічного нітриду бора з частками порошку заліза або міді, які закріпилися на поверхні зерен, на ситахз розмірами комірок сит від 630мкм до 40мкм з утворенням зернистостей від 630/500 до 50/40. Потім алмазний порошок або порошок кубічного нітриду бора окремих зернистостей з частками порошку заліза або міді, які закріпилися на поверхні зерен, розділяли в магнітному або електричному полі різної напруженості (табл. 1 та 2, див. додатки). Для отриманих продуктів сортування визначали вихід в %, дефектність поверхні, статичну міцність (табл. 1 та 2, див. додатки). Дефектність поверхні оцінювали у вигляді коефіцієнта поверхневої активності Ка, % і визначали за методикою М88 України 90.258-2004 «Методика визначення коефіцієнта поверхневої активності». Статичну міцність (Р, Н) визначали за методикою ДСТУ 3292-95. Спосіб було реалізовано також при граничних значеннях кількості матеріалу, що наноситься на поверхню зерен алмазу зернистості 400/315 та кубічного нітриду бору зернистості 160/125 і за межами (табл. 3, див. додаток). За результатами випробувань встановлено, що за пропонованим способом отримано порошки алмазів зернистості 400/315, які за міцністю розрізняються від 288,5 до 33,5 Н, тобто у 8,6 разів; за прототипом отримані порошки, які розрізняються за міцністю від 218,5 до 39,5 Н (5,5 разів). Крім того, був зроблений розподіл кубічного нітриду бору зернистості 160/125 і отримані порошки, які розрізняються за міцністю від 17,5 до 9,2 Н приблизно на 47%, за прототипом отримані порошки, що розрізняються за міцністю від 13,8 до 11,0 Н приблизно на 20%. 5 46223 6 Таблиця 1 Результати адгезійно-магнітного сортування алмазів зернистості 400/315. № продуктів розподілу 1 2 3 Пропонований спосіб 4 5 6 Вихідний 1 2 3 Спосіб за прототипом 4 5 6 Вихідний Об'єкт випробувань Вихід, % Ка, % Р, Н 1,9 2,7 8,8 23,0 32,1 31,5 100,0 1,1 1,7 10,8 26,0 31,1 29,3 100,0 0,11 0,15 0,28 0,56 1,00 3,24 288,5 181,0 139,0 111,8 59,5 39,8 78,8 218,5 161,0 130,0 110,0 79,5 33,8 76,8 0,13 0,19 0,24 0,62 1,23 3,04 Таблиця 2 Результати адгезійно-магнітного сортування кубічного нітриду бору зернистості 160/125 Об'єкт випробувань № продуктів розподілу 1 2 Пропонований спосіб 3 4 Вихідний 1 2 Спосіб за прототипом 3 4 Вихідний Вихід, % Ка, % Р, Н 17,4 36,4 41,3 4,9 100,0 18,8 27,2 36,6 17,4 100,0 0,47 0,65 1,03 1,88 0,71 0,76 0,88 1,08 1,37 17,5 14,7 11,3 9,2 13,5 13,8 12,4 11,6 11,0 12,1 Таблиця 3 Результати адгезійно-магнітного сортування алмазів зернистості 400/315 та кубічного нітриду бору зернистості 160/125 при різній кількості матеріалу, що наноситься на поверхню зерен. Об'єкт випробувань Пропонований спосіб Спосіб за прототипом № п/п 1 2 3 4 5 Вид вихідного матеріалу Кількість матеріалу, що наноситься (% кубічний нітрид Вихід, % алмаз зернисвід маси вихібору зернистотості 400/315 дного матерісті 160/125 алу) 5 + 1,9 7 + 17,4 9 + 10,8 5 + 1,1 5 + 18,8 Комп’ютерна верстка А. Крижанівський Підписне Ка, % Р, Н 0,11 0,47 0,24 0,13 0,76 288,5 17,5 130,0 218,5 13,8 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing abrasive powders
Автори англійськоюBohatyriova Halyna Pavlivna, Ilnytska Halyna Dmytrivna, Marinich Marharyta Anatoliivna, Nevstruiev Heorhii Fedosiiovych, Oliinyk Nonna Oleksandrivna
Назва патенту російськоюСпособ изготовления абразивных порошков
Автори російськоюБогатырева Галина Павловна, Ильницкая Галина Дмитриевна, Маринич Маргарита Анатольевна, Невструев Георгий Федосеевич, Олейник Нонна Александровна
МПК / Мітки
Мітки: порошків, спосіб, абразивних, виготовлення
Код посилання
<a href="https://ua.patents.su/3-46223-sposib-vigotovlennya-abrazivnikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивних порошків</a>
Спосіб визначення зернистості і зернового складу абразивних порошків
Номер патенту: 49397
Опубліковано: 16.09.2002
Автори: Новіков Микола Васильович, Нікітін Юрій Іванович, Петасюк Григорій Андрійович
МПК: G01N 15/02, B07B 4/08
Мітки: складу, порошків, зернистості, зернового, абразивних, спосіб, визначення
Формула / Реферат:
1. Спосіб визначення зернистості і зернового складу абразивних порошків, який передбачає розділення проби порошку на фракції у відповідності із стандартизованим розміром комірок сит і визначення процентного вмісту зерен за масою фракцій, який відрізняється тим, що розділення проби порошку на фракції здійснюють мікроскопічним методом шляхом вимірювання довжини, ширини і висоти зерен проби із наступним розрахунковим визначенням розміру комірок...
Спосіб визначення зовнішньої питомої поверхні абразивних порошків із композиційного матеріалу
Номер патенту: 28102
Опубліковано: 26.11.2007
Автори: Петасюк Григорій Андрійович, Нікітін Юрій Іванович
МПК: G01N 15/02
Мітки: поверхні, зовнішньої, матеріалу, композиційного, спосіб, порошків, абразивних, визначення, питомої
Формула / Реферат:
1. Спосіб визначення зовнішньої питомої поверхні абразивних порошків із композиційного матеріалу, який передбачає вимірювання довжини проекції частинок абразивного порошку із композиційного матеріалу і визначення аналітичним шляхом показника зовнішньої питомої поверхні, який відрізняється тим, що додатково вимірюють ширину та висоту частинок абразивного порошку із композиційного матеріалу.2. Спосіб за п. 1, який відрізняється тим, що...
Спосіб отримання абразивних порошків підвищеної міцності на основі щільних модифікацій нітриду бору
Номер патенту: 28435
Опубліковано: 10.12.2007
Автори: Волкогон Володимир Михайлович, Кравчук Андрій Валентинович, Аврамчук Світлана Костянтинівна
МПК: C01B 21/06
Мітки: основі, абразивних, нітриду, модифікацій, підвищеної, отримання, щільних, порошків, спосіб, міцності, бору
Формула / Реферат:
Спосіб отримання абразивних порошків підвищеної міцності на основі щільних модифікацій нітриду бору, який включає формування гранул з вюрцитного нітриду бору, що мають середній розмір в 1,05-1,25 разу більший від заданого розміру абразиву та щільність 1,33-3,05 г/см3, розділення гранул в реакційній суміші шаром матеріалу, інертного до нітриду бору, подальше їх спікання в умовах високого тиску та температури, який відрізняється тим, що після...
Спосіб розподілу зернистого матеріалу за дефектністю поверхні зерен
Номер патенту: 25515
Опубліковано: 10.08.2007
Автори: Новіков Микола Васильович, Ільницька Галина Дмитриївна, Богатирьова Галина Павлівна, Невструєв Георгій Федосійович
Мітки: дефектністю, поверхні, спосіб, зерен, зернистого, розподілу, матеріалу
Формула / Реферат:
1. Спосіб розподілу зернистого матеріалу за дефектністю поверхні зерен, що включає попередню обробку шляхом нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності, який відрізняється тим, що нанесення на дефектні ділянки поверхонь зерен часток матеріалу здійснюють у рідкому середовищі з концентрацією цих часток у рідкому...
Спосіб розподілу зернистого матеріалу за дефектністю поверхні зерен
Номер патенту: 85284
Опубліковано: 12.01.2009
Автори: Ільницька Галина Дмитриївна, Невструєв Георгій Федосійович, Новіков Микола Васильович, Богатирьова Галина Павлівна
Мітки: розподілу, поверхні, зерен, дефектністю, спосіб, зернистого, матеріалу
Формула / Реферат:
1. Спосіб розподілу зернистого матеріалу за дефектністю поверхні зерен, який передбачає попередню обробку шляхом нанесення на дефектні ділянки поверхонь зерен часток матеріалу, що забезпечують наступний розподіл зерен у силовому полі на групи з різним рівнем дефектності поверхні і міцності, який відрізняється тим, що нанесення на дефектні ділянки поверхонь зерен часток матеріалу здійснюють у рідкому середовищі з концентрацією цих часток у...
Попередній патент: Індикатор струму
Наступний патент: Муфта
Випадковий патент: Стан кругової прокатки