Спосіб виготовлення виробів з силікатної суміші
Номер патенту: 4639
Опубліковано: 28.12.1994
Автори: Бакаєв Сергій Наумович, Меселевський Михайло Фініасович, Френклах Самсон Абрамович, Слободюк Олексій Петрович, Вовк Володимир Тарасович
Формула / Реферат
Способ изготовления изделий из силикатной смеси, включающий приготовление силикатной смеси заданного состава, засыпку смеси пониженной влажности в пресс-форму, уплотнение за счет взрыва горючей газовой смеси с доувлажнением силикатной смеси в процессе уплотнения, выталкивание готового сырца из пресс-формы с последующим его отверждением за счет химической реакции, отличающийся тем, что засыпку в пресс-форму производят рыхлой смеси в количестве, превышающем необходимое для изготовления полноразмерного сырца, а в процессе уплотнения при взрыве горючего с окислителем направляют поток расширяющихся газов на уплотняемую смесь с одновременной её продувкой и начальной стадией химической реакции отверждения, после чего полученный сырец выталкивают и срезают избыток смеси со стороны действия газов.
Текст
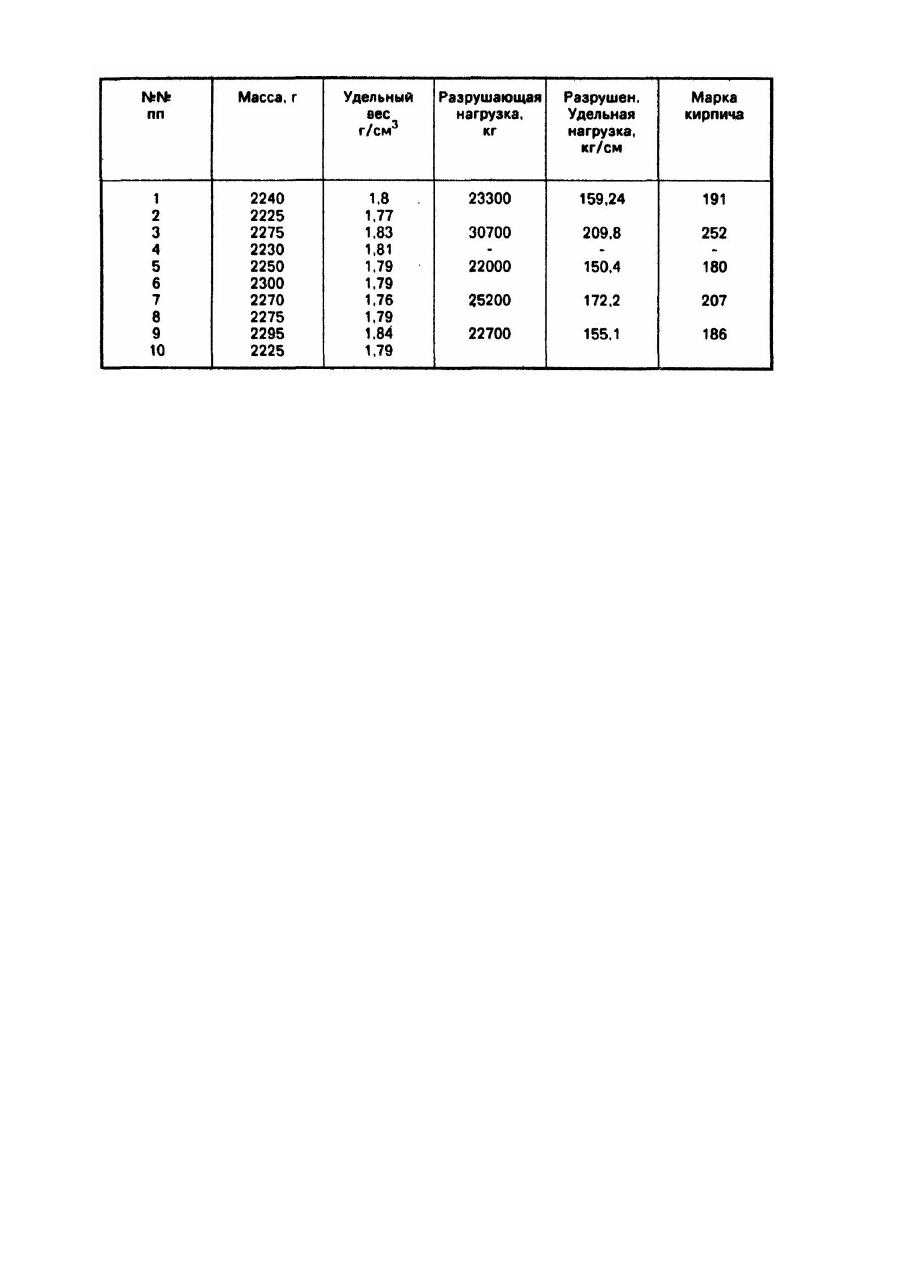
Изобретение относится к способам изготовления элементов строительных конструкций (кирпича, камней, блоков полнотелых и пустотелых) из силикатной смеси. Способ может быть использован в силикатной промышленности, а также для изготовления керамических шамотных и други х изделий из зернистых сыпучих, волокнистых и комбинированных материалов. Наиболее близким техническим решением является способ (1), суть которого заключается в том, что уплотняемую смесь заданного состава пониженной влажности засыпают в пресс-форму и накрывают подвижной относительно стенок формы плунжерной крышкой. Затем поры формуемого материала продувают смесью газов О2 + Н2, после чего горючая смесь поджигается. В результате реакции горения образуется вода, которая конденсируется в порах уплотняемой смеси. В результате, внутри формы образуется вакуум и подвижная плунжерная крышка под действием перепада давлений движется в направлении меньшего давления, т.е. в направлении уплотняемой смеси. Таким образом, процесс повторяется несколько раз с частотой 0,2-0,5 Гц. Этот способ выбран за прототип. Недостатком его является то, что уплотнение проводится жесткой пластиной, что не позволяет получать качественного изделия поскольку, во-первых, при таком методе уплотнения необходимы удельные давления 1520 МПа, а в прототипе амплитуда давления достигает всего 0,1 МПа, и во-вторых, изделие получается неравномерно уплотненным, что вызывает дефекты откола и расслоение при дальнейшей обработке. В основу предлагаемого технического решения поставлена задача создания нового способа изготовления изделий из силикатной смеси, в котором повышение качества изделий, эффективности производства, а также расширение технических возможностей достигается за счет того, что на рыхлую силикатную смесь, засыпанную в форму с избытком воздействуют потоком продуктов экзотермической реакции, горючего газа с окислителем, совмещая процесс уплотнения с продувкой силикатной смеси потоком и этим обеспечивая начальную стадию химической реакции отверждения, после этого сырец выталкивают и срезают в размер. За счет этого улучшаются потребительские свойства готового изделия: такие как размерная точность, прочность и равноплотность, снижается его теплопроводность. Одним из отличительных признаков предлагаемого изобретения является то, что силикатная смесь подается в формовочную полость таким образом, чтобы она была рыхлой. Суть импульсного процесса уплотнения заключается в том, что частицы песка разгоняются продуктами сгорания и уплотняются на преграде. Степень уплотнения тем выше, чем выше кинетическая энергия частиц, т.е., чем больше участок разгона частиц. А участок разгона больше, когда смесь рыхлая. Таким образом, степень уплотнения сырца можно регулировать не только влажностью, но и начальной рыхлостью силикатной массы, что косвенно все же оказывает влияние на степень уплотнения сырца, а следовательно и на окончательную прочность и качество кирпича, и в совокупности с другими признаками обеспечивает работоспособность заявляемого способа. Одним из существенных признаков предлагаемого изобретения является то, что сырец получают, осуществляя воздействие на силикатную смесь потоком расширяющихся в направлении уплотняемого материала газов, образуемых преимущественно при сгорании смеси горючего с окислителем, с одновременной продувкой пор уплотняемого материала, совмещенной с процессом до увлажнения и начальной стадией химического отверждения последнего. Физика уплотнения зернистого материала потоком газа объяснена выше. В процессе уплотнения продукты экзотермической реакции с высокой температурой (3000К) проникают через поры смеси, фильтруются через нее и через не плотности в нижней части формы выходят в окружающую атмосферу. В процессе фильтрации продуктов через смесь происходит, как отмечалось раньше, не только ее до увлажнение. Во время движения газов через смесь песчинки переориентируются таким образом, чтобы их лобовое сопротивление было минимальным в направлении потока газов, что приводит к переформированию структуры уплотненного сырца и переукладке зерен песка, обеспечивая его высокую газопроницаемсть, что в дальнейшем сказывается на улучшении процесса термовлажностной обработки при автоклавировании. т.к. пар лучше проникает в поры сырца по сравнению с изделием, имеющим низкую газопроницаемость. А это приводит к более быстрому процессу отверждения при пропарке. И если время выдержки сырца в автоклаве сохранить таким как при обработке после прессового метода, то прочность кирпича, изготовленного заявляемым способом получается выше. Таким образом, можно достичь повышения качества готовых силикатных изделий. Или, если не требуется кирпич высокой прочности, то можно уменьшить время пропарки, что приводит к экономии пара и электроэнергии, а это, в свою очередь, в значительной мере снижает себестоимость производства кирпича, т.е. способствует повышению эффективности производства. На окончательную прочность кирпича влияет и тот факт, что во время процесса уплотнения происходит одновременная продувка пор сырца продуктами горения. Известно, что температура продуктов колеблется в зависимости от характера процесса горения в диапазоне 2000-3500К. В результате давление в камере возрастает до 3,0 МПа, При таких давлениях и температурах проходит начальная стадия термохимического воздействия на силикатную смесь, что в конечном итоге сказывается на окончательной прочности изделия, при условии сохранения всех дальнейших режимов, термовлажностной обработки, что дает право говорить о существенности указанного признака при достижении поставленной задачи - повышение качества изделий. Необходимо также отметить, что перечисленные ранее признаки в совокупности обеспечивают уплотнение силикатной смеси потоком газов при невысоких 3,0 МПа, удельных давлениях по сравнению с давлениями, которые реализуются в способе, выбранном за прототип. Это ведет как к снижению металлоемкости оборудования, т.к. не требуе тся мощного силового замыкания, так и к уменьшению удельного расхода энергии, потому, что не требуются мощные агрегаты (гидростанции или электродвигатели, редукторы кривошипных механизмов) для создания больших удельных давлений. То есть, при осуществлении этих признаков решается задача - повышение эффективности производства. Более того, "газовый пуансон" является универсальным не изнашивающимся инструментом. Им можно уплотнять изделия любой формы и размеров (панели, блоки, пустотелый кирпич). При этом требуется только замена пресс-формы и не нужна значительная переналадка пресса (изменение хода пуансона, усилий прессования и т.д.). Так, например, при увеличении количества одновременно прессуемых изделий вдвое необходимо вдвое увеличить абсолютное усилие, прикладываемое при прессовании. В предлагаемом способе этого не требуется. Таким образом, заявляемое техническое решение расширяет технологические возможности производства силикатного кирпича, обеспечивая изготовление как полнотелого, так и пустотелого кирпича, а также силикатных камней, блоков, панелей, а также рельефных изделий различной конфигурации без переналадки оборудования. Еще одним признаком способа является то, что в пресс-форму засыпается смесь таким образом, чтобы ее количество превышало необходимое для изготовления полноразмерного сырца, а после уплотнения, полученный большим по высоте сырец выталкивают, обеспечивая срезание его в размер, срезание при этом производят со стороны действия газов. Осуществление указанного действия необходимо по двум причинам; во-первых, после уплотнения газовым потоком одна сторона сырца получается неровной, шероховатость составляет 3 мм, поэтому необходима операция выравнивания, которой является срезание излишков по высоте; а излишек по высоте образуется в результате передозировки смеси при засыпке. Во-вторых, при изготовлении сырца прессовым способом в результате колебания технологических параметров (влажность смеси, доза засыпки, износ инструмента и т.д.) сырец получается с колебанием по высоте 1+2 мм, при складировании погрешности накапливается, что вызывает дополнительные сложности. При срезании сырца в размер этот недостаток устраняется, поскольку операция формирования размера является завершающей и не зависит от технологических параметров в процессе прессования (влажности, массы смеси и т.д.). На основании сказанного можно сделать вывод, что при осуществлении указанного признака можно достичь повышения качества изделий (стабильность - геометрических размеров). Исследования формируемости силикатной смеси газовзрывным методом проводились на основании заявки Харьковского п/о "Красный Октябрь" в проблемной научно-исследовательской лаборатории по внедрению импульсных источников энергии в промышленность при ГКНТ на опытно-промышленной установке УД ГУ-011. Установка представляет собой комплекс устройств перемещения камеры взрыва, а также устройств для подачи газов, приготовления взрывчатой смеси, ее поджига и контроля технологических параметров. Объем камеры взрыва 5.10-3 м 3. Оснастка представляет собой; - пресс-форму с размером формующей полости 118 х 124 х 88 мм; - наполнительную рамку, которая устанавливается на пресс-форму для размещения в ней излишков рыхлой смеси, размером внутренней полости 118 х 124 х 88; - верхняя часть рамки стыковалась с камерой взрыва; - в нижней части пресс-формы расположен механизм выталкивания готового сырца. Формовочная смесь бралась из технологической линии Харьковского завода ЖБК-3, различной влажности ("сухая" в силосах, с влажностью 5,5% после первого увлажнения за смесителем, с влажностью 6,5 % после до увлажнения перед подачей на пресса). Процесс изготовления сырца производится следующим образом: на пресс-форму устанавливалась наполнительная рамка, затем во внутреннюю полость пресс-формы и наполнительной рамки засыпалась силикатная смесь, высота засыпки составляла 176 мм. Затем весь технологический блок стыковался с камерой взрыва. В камеру взрыва подавалась газовая смесь метана СН 4 и кислорода О2 стехиометрического состава при абсолютном давлении 0,1 МПа. Затем взрывчатая смесь поджигалась электрической свечой. Продукты экзотермической реакции фильтруясь через смесь, уплотняли ее и удалялись через не плотности в оснастке. После отстыковки технологического блока снималась наполнительная рамка, излишек уплотненной смеси срезался заподлицо с пресс-формой, таким образом высота сырца получалась 88 мм, затем сырец выталкивался из пресс-формы. После этого готовое изделие возвращалось в технологическую линию ЖБК-3. пропарка происходила по стандартному техпроцессу предприятия совместно с сырцом, изготовленным на кривошипных прессах. Было изготовлено для испытаний 10 образцов, которые испытывались на прочность в соответствии с заводской методикой в центральной заводской лаборатории, на сжатие образцы нагружались попарно (устанавливались друг на друга). В расчета х марки кирпича удельная прочность умножалась на масштабный коэффициент 1.2. Образец № 3 нагружался один, образец № 4 не испытывался. Очевидно, поэтому удельная разрушающая нагрузка получалась выше, чем при парном разрушении. Результаты испытаний сведены в таблицу. Марка кирпича, полученного из того же сырья прессовым способом (соответствующим прототипу) по результатам испытаний в заводской лаборатории равнялась 100. а удельный вес 1,88-1,89 г/см 3. Вышеприведенное описание способа и пример его исполнения позволяют сделать вывод, что изготовление кирпича предлагаемым методом позволит получить положительный эффект, такой как повышение качества изделий за счет увеличения удельной прочности. Снижение удельного веса кирпича (это видно из результатов испытаний) за счет увеличения пористости ведет к снижению транспортных расходов, экономии сырья и уменьшению теплопроводности кирпича, что также важно. Предлагаемый способ позволяет также снизить удельные энергетические затраты, с одной стороны, за счет исключения энергетических затрат на привод прессующей головки, с другой стороны, за счет уменьшения времени автоклавирования.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing articles from silicate mixture
Автори англійськоюVovk Volodymyr Tarasovych, Frenklakh Samson Abramovych, Slobodiuk Oleksii Petrovych, Meselevskyi Mykhailo Finiasovych
Назва патенту російськоюСпособ изготовления изделий из силикатной смеси
Автори російськоюВовк Владимир Тарасович, Френклах Самсон Абрамович, Слободюк Алексей Петрович, Меселевский Михаил Финиасович
МПК / Мітки
МПК: B28B 3/00
Мітки: виготовлення, виробів, суміші, силікатної, спосіб
Код посилання
<a href="https://ua.patents.su/3-4639-sposib-vigotovlennya-virobiv-z-silikatno-sumishi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів з силікатної суміші</a>
Спосіб виготовлення ячеісто-бетонних виробів
Номер патенту: 2960
Опубліковано: 26.12.1994
Автори: Борю Юрій Зинов'євич, Лихопуд Олександр Прокопович, Нікулін Лев Ісаакович, Аранович Михайло Леонідович
МПК: B28B 1/50
Мітки: виробів, спосіб, ячеісто-бетонних, виготовлення
Формула / Реферат:
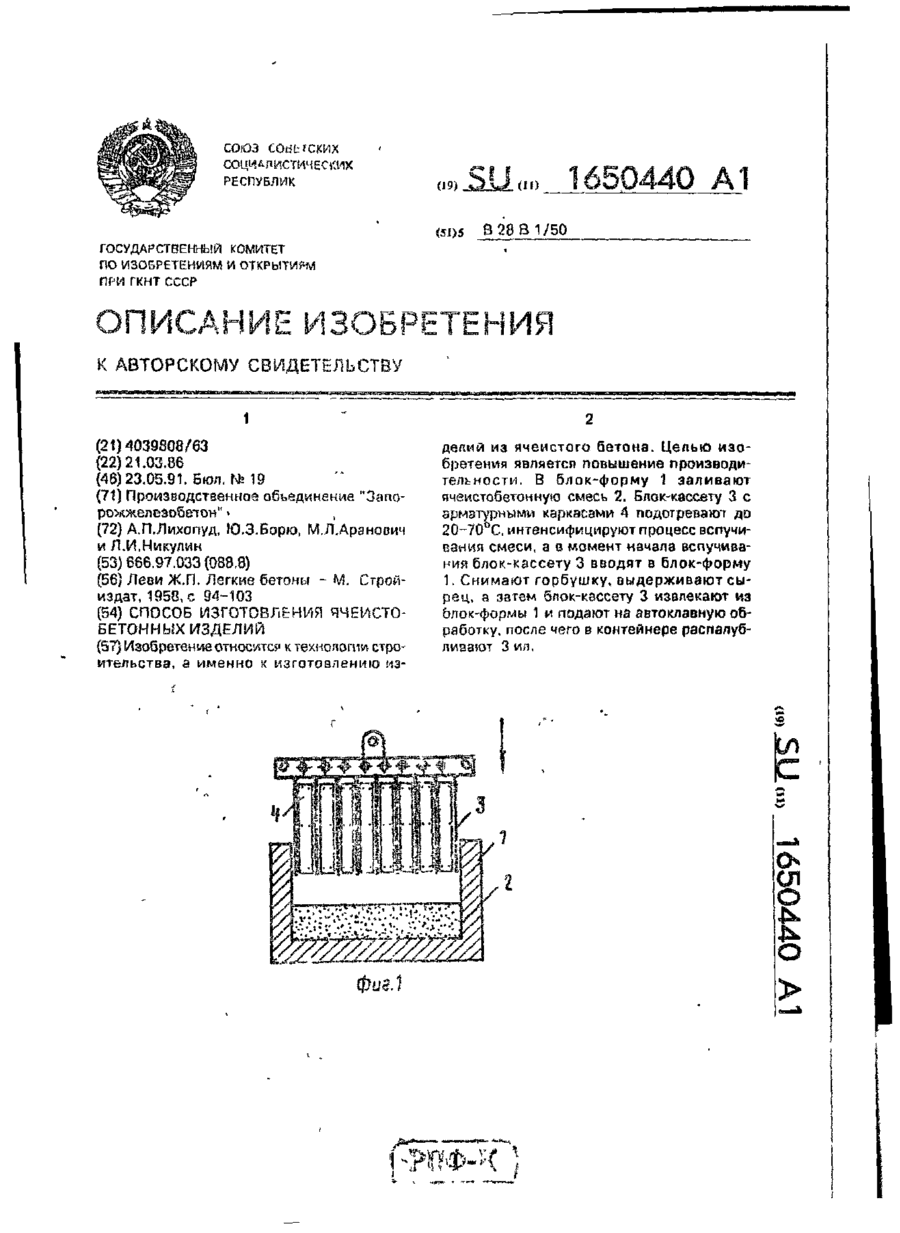
Способ изготовления ячеисто-бетонных изделий, включающий введение в форму арматуры, блока перегородок, заливку смеси и интенсификацию ее вспучивания, термообработку сырца и извлечение изделий из формы, отличающийся тем, что, с целью повышения производительности, арматуру закрепляют в блоке перегородок, вводят его в форму после заливки смеси перед интенсификацией вспучивания, после набора сырцом пластической прочности извлекают блок...
Спосіб виготовлення стінових керамічних виробів із вуглевідходів
Номер патенту: 1920
Опубліковано: 20.12.1994
Автори: Рубін Юрій Михайлович, Михайлов Володимир Іванович
МПК: C04B 18/04, C04B 33/02
Мітки: керамічних, спосіб, стінових, вуглевідходів, виготовлення, виробів
Формула / Реферат:
Способ изготовления стеновых керамических изделий из углеотходов, включающий смешивание измельченных отходов гравитационного обогащения углей с отходами флотационного обогащения, формование и обжиг, отличающийся тем, что отходы флотации подают в смеси в виде суспензии влажностью 50-80 % в количестве 19-36 мас. % сухого вещества.
Спосіб виготовлення шин для виробів культурно-побутового та господарського призначення
Номер патенту: 1057
Опубліковано: 30.12.1993
Автори: Бойко Валентина Володимирівна, Алтин Сергій Станіславович, Ланіна Тетяна Федорівна, Шаталова Лідія Дмитрівна
МПК: B29D 30/00, B29K 9/00, B32B 25/00
Мітки: виготовлення, господарського, шин, призначення, культурно-побутового, виробів, спосіб
Формула / Реферат:
Способ изготовления шин для изделий культурнобытового и хозяйственного назначения, включающий изготовление резиновой смеси на основе диеновых каучуков общего назначения, серусодержащей вулканизующей группы, оксида цинка, наполнителя и мягчителя, шприцевание и резку заготовок из резиновой смеси, вулканизацию шин в прессформе, отличающийся тем, что, с целью уменьшения массы шины при сохранении эксплуатационных свойств, шину изготавливают из...
Керамічна маса для виготовлення стінових виробів
Номер патенту: 1921
Опубліковано: 20.12.1994
Автори: Діденко Микола Якович, Михайлов Володимир Іванович, Величко Юрій Михайлович
МПК: C04B 33/00, C04B 18/04
Мітки: стінових, виготовлення, виробів, керамічна, маса
Формула / Реферат:
Керамическая масса для изготовления стеновых изделий, включающая отходы углеобогащения и кальцийсодержащую добавку, отличающаяся тем, что она в качестве кальцийсодержащей добавки содержит отходы бариево-стронциевого производства при следующем соотношении компонентов, мас. %: отходы углеобогащения 98,8-99,8 отходы бариево-стронциевого производства 0,2-1,2
Форма для виготовлення ніздрюватобетонних виробів
Номер патенту: 2382
Опубліковано: 26.12.1994
Автори: Кравченко Юрій Павлович, Анкудевич Надія Йосипівна, Філатов Анатолій Миколайович, Кулаківський Олександр Володимирович, Ващенко Юрій Григорович
МПК: B23B 7/00
Мітки: форма, виготовлення, ніздрюватобетонних, виробів
Формула / Реферат:
Форма для изготовления ячеистобетонных изделий, содержащая жесткую раму, внутри которой смонтированы подвижные борта, соединенные с ней механизмом горизонтального перемещения, отличающаяся тем, что форма снабжена сменным поддоном и уплотнением для герметизации стыковых соединений бортов с поддоном, закрепленным в нижней части борта и выполненным в виде подвижной скобы с прижимной пружиной, внутри которой размещены эластичные полосы с...
Попередній патент: Спосіб отримання коливань тиску рідини та пристрій для його здійснення
Наступний патент: Пристрій для натягання ланцюгової передачі
Випадковий патент: Спосіб визначення ризику виникнення епілепсії у хворих міських юнаків і дівчат в залежності від особливостей будови тіла