Спосіб очищення внутрішньої поверхні труб від відкладень
Номер патенту: 48224
Опубліковано: 15.08.2002
Автори: Завода Володимир Петрович, Іщенко Жана Миколаївна, Тодишев Валерій Якович, Дьогтев Юрій Ніконорович
Формула / Реферат
1. Спосіб очищення внутрішньої поверхні труб від відкладень, що включає заповнення труби робочою рідиною та діяння на відкладення електричними розрядами, які здійснюють між робочим стержнем з кінцевою частиною введеного в трубу електрода позитивної полярності, який поступово в ній переміщують, та трубою, що є електродом негативної полярності, який відрізняється тим, що кінцеву частину робочого стержня попередньо відгинають до утворення Г-подібної форми, а діяння на відкладення здійснюють, при додатковому обертанні електрода, по гвинтовій лінії зі швидкістю ![]()
![]() де h – відстань, на яку переміщують кінцеву частину робочого стержня електрода по гвинтовій лінії між двома розрядами, h = 2-12 мм; f – частота розрядів, Гц.
де h – відстань, на яку переміщують кінцеву частину робочого стержня електрода по гвинтовій лінії між двома розрядами, h = 2-12 мм; f – частота розрядів, Гц.
2. Спосіб за п. 1, який відрізняється тим, що для труб з внутрішнім діаметром менше 30 мм гвинтову лінію виконують з кроком S = 5-20 мм, а для труб з внутрішнім діаметром більше 30мм - з кроком S = 10-40мм.
3. Спосіб за п. 1 і 2, який відрізняється тим, що розряди здійснюють з частотою 5-70 Гц.
Текст
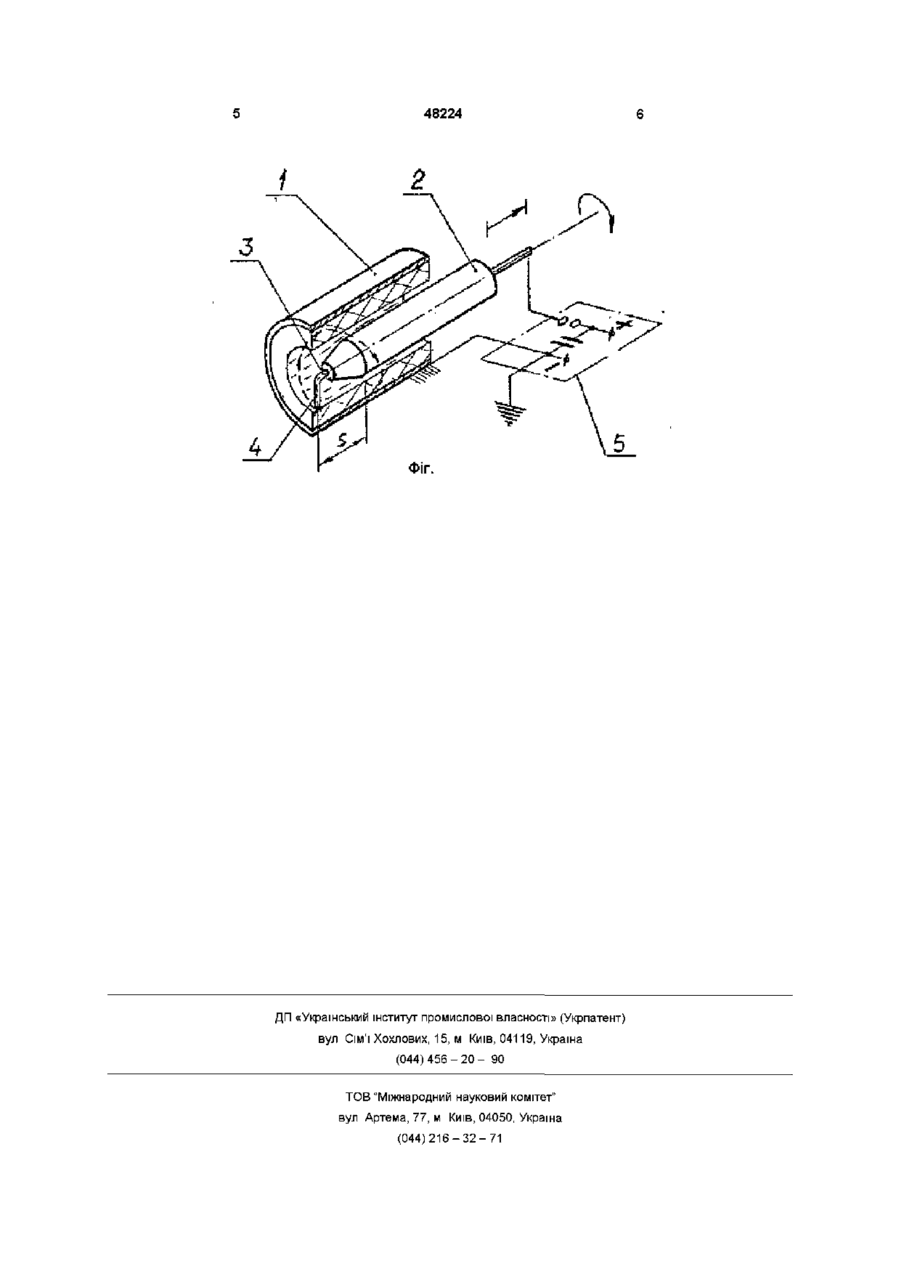
1 Спосіб очищення внутрішньої поверхні труб від відкладень, що включає заповнення труби робочою рідиною та діяння на відкладення електричними розрядами, які здійснюють між робочим стержнем з кінцевою частиною введеного в трубу електрода позитивної полярності, який поступово в ній переміщують, та трубою, що є електродом негативної полярності, який відрізняється тим, що кінцеву частину робочого стержня попередньо відгинають до утворення Г-подібної форми, а діяння на відкладення здійснюють, при додатковому обертанні електрода, по гвинтовій лінії зі швидкістю V = h-f, де h - відстань, на яку переміщують кінцеву частину робочого стержня електрода по гвинтовій лінії між двома розрядами, h = 2-12 мм, f - частота розрядів, Гц 2 Спосіб за п 1, який відрізняється тим, що для труб з внутрішнім діаметром менше ЗО мм гвинтову ЛІНІЮ виконують з кроком S = 5-20 мм, а для труб з внутрішнім діаметром більше 30мм - з кроком S = 10-40мм 3 Спосіб за п 1 і 2, який відрізняється тим, що розряди здійснюють з частотою 5-70 Гц О Винахід належить до галузі теплотехнічного виробництва, трубопроводного транспорту, зокрема, до способів очищення від відкладень внутрішньої поверхні водонаповнених труб, наприклад, теплообмінних апаратів, водоводів та насоснокомпресорних нафтових свердловин електричними розрядами Відомо спосіб очищення внутрішньої поверхні труб від відкладень, який включав прокачування робочої рідини через трубу, створювання в трубі електричних розрядів у рідині з частотою 0, - 3,0Гц за допомогою електрогідравлічного випромінювача, який переміщують усередині в міру очищення труби (1) Електрогідравлічний випромінювач в (1) виконано з двох різнополярних електродів, у розрядному проміжку між якими формують канали розрядів Суттєвою ознакою аналогу спільною з суттєвою ознакою винаходу, що заявляється, є заповнення робочою рідиною труби та діяння на відкладення електричними розрядами в рідині між електродами різної полярності Причинами, що перешкоджають отриманню аналогом очікуваного технічного результату є обмеження об'єму руйнування відкладень та, ВІДПОВІДНО до цього, недостатня продуктивність процесу очищення труб, тому що розряд формує розміщений над відкладеннями, а не перпендикулярно відкладенням канал розряду, недостатня повнота очищення труб, особливо з внутрішнім діаметром більше 50мм, тому що, як і у попередньому випадку, розряд здійснюють над відкладеннями Прототипом способу, що заявляється, є спосіб очищення внутрішньої поверхні труб від відкладень, який включає прокачування робочої рідини через трубу та діяння на відкладення електричними розрядами між робочим стержнем з кінцевою частиною введеного в трубу електрода позитивної полярності та трубою, що є електродом негативної полярності (2) Суттєвою ознакою прототипу спільною з суттєвою ознакою винаходу, що заявляється, є заповнення робочою рідиною труби та діяння на відкладення електричними розрядами між робочим стержнем з кінцевою частиною введеного в трубу електрода позитивної полярності, який поступово в ній переміщують, та трубою, що є електродом негативної полярності Причиною, що перешкоджає досягненню 00 48224 ту є прототипом очікуваного технічного результа недостатня повнота очищення труб особливо з внутрішнім діаметром більше 50мм тому, що розряди замикаються переважно на один бік труби (бік, де між електродом та трубою утворюється менший проміжок через неточне встановлення електрода по осі труби), при цьому на другому боці труби механічне навантаження зменшується і процес її очищення від відкладень припиняється, недостатній ресурс електроду, через те що розряд здійснюється не з кінцевої частини робочого стержня, а з місця контакту робочого стержня з ІЗОЛЯЦІЄЮ, що веде до її руйнування В основу винаходу поставлено задачу створити спосіб очищення внутрішньої поверхні труб від відкладень шляхом використовування нової технологічної схеми обробки, що дозволить довести повноту очищення труб незалежно від їх діаметра до 95-100% Рішення поставленої задачі досягається тим, що у способі очищення внутрішньої поверхні труб від відкладень, що включав запевнення труби робочою рідиною та діяння на відкладення електричними розрядами, які здійснюють між робочим стержнем з кінцевою частиною введеного в трубу електрода позитивної полярності, який поступово в ній переміщують, та трубою, що є електродом негативної полярності, згідно з винаходом кінцеву частину робочого стержня попередньо відгинають до утворення Г-образної форми, електрод додатково обертають, а діяння на відкладення здійснюють по гвинтовій лінії зі швидкістю V = h f, де відстань, на яку переміщують кінцеву частину робочого стержня електрода по гвинтовій лінії між двома розрядами, h = 2 - 12мм (експериментальні дані), f - частота розрядів, Гц Згідно з винаходом гвинтову ЛІНІЙ виконують для труб з внутрішнім діаметром менше 30мм з кроком S = 5 20мм (експериментальні дані), а для труб внутрішнім діаметром більше 30мм - з кроком S = 10 40мм (експериментальні дані), розряди здійснюють з частотою 5-70Гц Розкриваючи причинно-наслідковий зв'язок між суттєвими ознаками способу, що заявляється, та технічним результатом, якого можна досягти, необхідно ВІДМІТИТИ те, що обробка поверхні труби електричними розрядами в рідині по гвинтовій лінії дозволяв без пропусків очистити и від відкладень незалежне від діаметра труби Така схема обробки дозволяє також, по-перше автоматизувати процес в умовах відсутності контролю за повнотою очищення, а по-друге, створити умови, при яких продуктивність процесу очищення труби залежить тільки від частоти розрядів f При частоті менше 5Гц із зростанням діаметра труби (>20мм) продуктивність процесу не відповідає вимогам виробництва Згідно з (3) верхнє значення інтервалу частот розрядів (70Гц) обрано з умов тривалості розрядних (часу життя плазми каналу розряду) та після розрядних процесів (часу пульсації паро-газової порожнини) в обмеженому просторі (в трубі) При частоті 70Гц продуктивність процесу буде найвища Крок гвинтової лінії S вибирають таким чином, що при заданому рівні навантаження відкладень можна було здійснити відкол відкладень розміром, що дорівнює прийнятому кроку S Для труб з внутрішнім діаметром менше 30мм крок гвинтової лінії S з урахуванням МІЦНОСТІ відкладень знаходиться в діапазоні 5 - 20мм, а для труб з внутрішнім діаметром більше 30мм, ВІДПОВІДНО до цього, 10 40мм Треба також ВІДМІТИТИ, ЩО електричний розряд, у способі, що пропонується, здійснюється з відігнутої КІНЦІВКИ робочого стержня, т я вона орієнтована по радіусу труби, що на порядок збільшує ресурс електрода Суть винаходу пояснюється кресленням, на якому показана, схема електророзрядного очищення труби з дією на відкладення по гвинтовій ЛІНИ Спосіб очищення внутрішньої поверхні труб від відкладень здійснюють таким чином Трубу І заповнюють робочою рідиною та вводять на всю и довжину електрод 2 з попередньо відігнутим до утворення Г-образної форми робочим стержнем З, кінцеву частину 4 якого, розміщують в площині, що є перпендикулярною осі труби Розрядний проміжок встановлюють згідно з вимогами технологічного процесу очищення конкретного типорозміру труби Вмикають генератор імпульсів струму 5 і здійснюють з частотою 5 - 70Гц розряди між електродом 2 і трубою 1, при цьому кінцівку 4 стержня 3 пересувають по гвинтовій лінії за допомогою додаткового обертання електрода Швидкість переміщення КІНЦІВКИ 4 стержня 3 (залежить від частоти розрядів) та питомі витрати енергії визначаються технологічним процесом очищення труби Джерела інформації, прийняті до уваги 1 Заявка на видачу патенту України на винахід № 95073276 МПК6^ F 28 G 7/00, В08В 3/10, 7/00 Спосіб очистки внутрішньої поверхні труб, Опубл 25 12 96р , Оф бюл "Пром власність" № 4/1ч/ -2 57с 2 Патент республіки Казахстан № 251, МКИ5 В08В 9/04 Устройство для очистки труб, действует с 1712 92р 3 Наугольных К А , Рой НА Электрические разряды в воде, - М Наука, 1971 - 151с 48224 ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of tubes internal surfaces deposits cleaning
Автори англійськоюZavoda Volodymyr
Назва патенту російськоюСпособ очистки внутренней поверхности труб от отложений
Автори російськоюЗавода Владимир Петрович
МПК / Мітки
Мітки: очищення, відкладень, внутрішньої, поверхні, спосіб, труб
Код посилання
<a href="https://ua.patents.su/3-48224-sposib-ochishhennya-vnutrishno-poverkhni-trub-vid-vidkladen.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення внутрішньої поверхні труб від відкладень</a>
Спосіб очищення внутрішньої поверхні труб від відкладень
Номер патенту: 33102
Опубліковано: 15.02.2001
Автори: Тодишев Валерій Якович, Завода Володимир Петрович
МПК: B08B 3/10, B08B 7/00, F28G 7/00
Мітки: відкладень, труб, поверхні, спосіб, очищення, внутрішньої
Текст:
...відкладень та, відповідно до цього, продуктивність процесу очи щення труб, а також довести повноту очищення до 90-100%• і Рішення поставленої задачі досягається тим , що у способі очищення внутрішньої поверхні труб від відкладень , що включає заповнення труби робочою рідиною та діяння на відкладення елек тричними розрядами, які формують канали розрядів у розрядному проміжку між введеними в трубу електродами позитивної та нега тивної...
Спосіб очищення внутрішньої поверхні трубопроводу від фронтальних відкладень
Номер патенту: 19595
Опубліковано: 25.12.1997
Автор: Сльоз Леонід Гедалійович
МПК: B08B 9/08
Мітки: спосіб, фронтальних, очищення, трубопроводу, відкладень, поверхні, внутрішньої
Формула / Реферат:
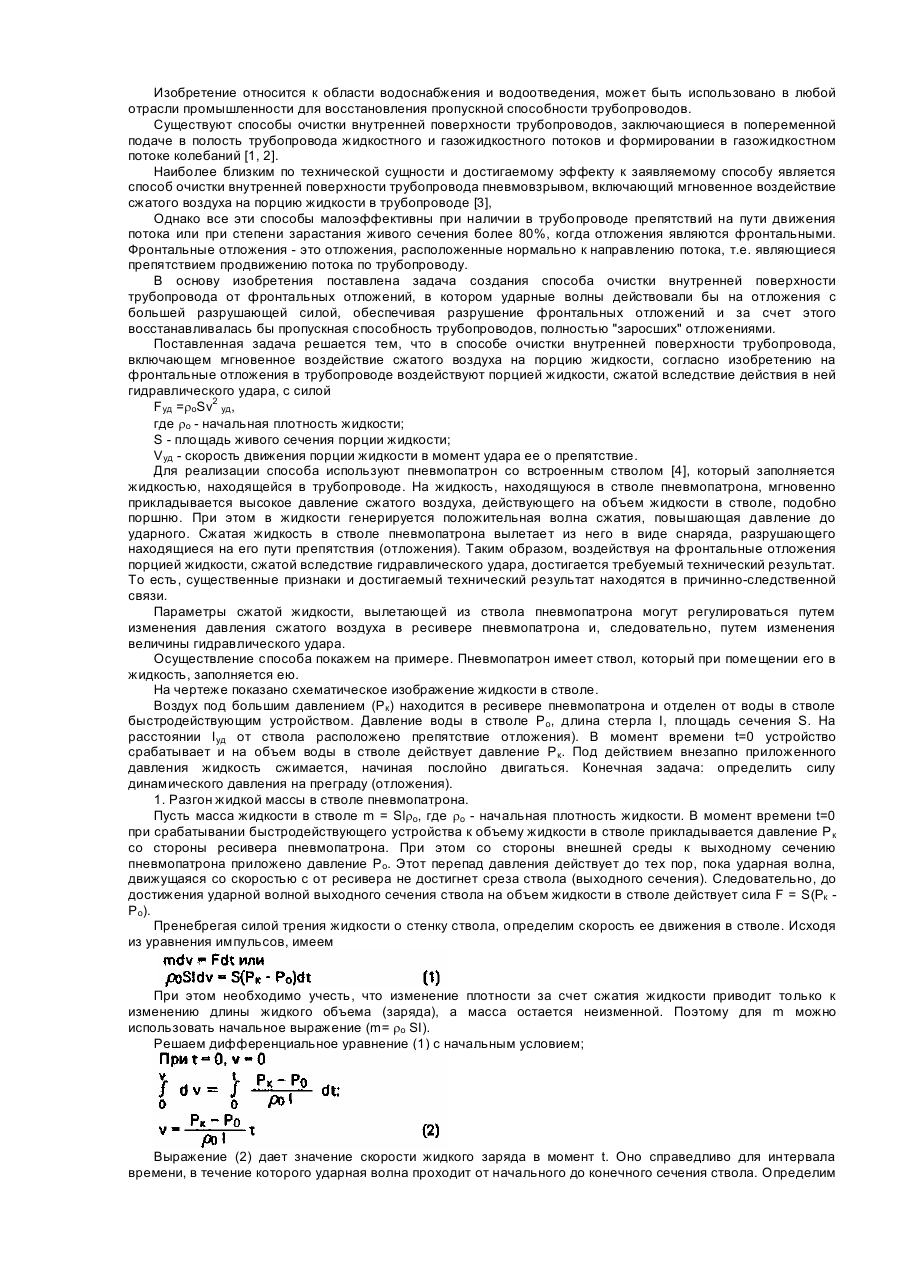
Способ очистки внутренней поверхности трубопровода от фронтальных отложений, включающий мгновенное воздействие сжатого воздуха на порцию жидкости в трубопроводе, отличающийся тем, что на отложения в трубопроводе воздействуют порцией жидкости, сжатой вследствие действия в ней гидравлического удара, с силой, равнойFуд =roSv2 уд,где ro - начальная плотность жидкости;S - площадь живого сечения порции жидкости;Vуд -...
Спосіб очищення насосно-компресорних труб від асфальто-парафіно-смолистих відкладень
Номер патенту: 30758
Опубліковано: 15.12.2000
Автори: Казанцев Віктор Михайлович, Фролагін Володимир Олександрович, Бугай Юрій Миколайович, Балакіров Юрій Айрапетович
МПК: E21B 43/24
Мітки: відкладень, асфальто-парафіно-смолистих, труб, очищення, спосіб, насосно-компресорних
Текст:
...5, які попереджають коротке замикання між СЕН і НКТ, під'єднавши по передньо фазний провід 6 до корпусу СЕН, а нульовий провід 7 до порожнинного циліндру 8 нагрівача і, додатково, до НКТ. Вмикають живлення. Спочатку відбувається виділення тепла за рахунок проходження струму через електроліт, який знаходиться в порожнині СЕН. АПС відкладення в області розміщення СЕН почнуть плавитися. В процесі плавлення АПС відкладень, які...
Пристрій для обчищення внутрішньої поверхні труб
Номер патенту: 34538
Опубліковано: 15.03.2001
Автор: Струк Микола Олексійович
МПК: B08B 9/04
Мітки: пристрій, труб, обчищення, внутрішньої, поверхні
Формула / Реферат:
Пристрій для очищення внутрішньої поверхні труб, що має стрижень, постачений на передньому кінці напрямною ділянкою, виконаною з більш щільного матеріалу, ніж інша частина, який відрізняється тим, що стрижень виконаний у вигляді штанги, з гвинтовими канавками на передній частині для відведення відкладень, що знімаються зі стінок труб, а напрямна ділянка виконана з пластини з двома різаними крайками на трапецеїдальній передній частині, при...
Спосіб очищення внутрішньої поверхні трубопроводу
Номер патенту: 44353
Опубліковано: 15.02.2002
Автори: Мнухін Михайло Анатольович, Мнухін Анатолій Григорович, Мнухін Владислав Анатольович
Мітки: очищення, спосіб, поверхні, трубопроводу, внутрішньої
Формула / Реферат:
Спосіб очищення внутрішньої поверхні трубопроводу, який полягає у створенні електричного розряду в заповненому рідиною трубопроводі, який відрізняється тим, що попередньо в місці переходу вертикальної чи похилої ділянки трубопроводу в горизонтальну встановлюють патрубок, через який проходить робочий орган, закріплений на кабелі, висоту Н патрубка визначають із співвідношення:
Попередній патент: Вітамінно-мінеральний препарат
Наступний патент: Спосіб визначення просторово-кутової будови архітектонічної сітки кісткової тканини
Випадковий патент: Спосіб 3d моделювання мікроскопічних структур ділянки хребетного стовпа в пренатальному періоді онтогенезу людини