Сталевий злиток для одержання біметалічної заготовки
Номер патенту: 49681
Опубліковано: 11.05.2010
Автори: Логозинський Ігор Миколайович, Шабанов Олександр Миколайович, Ярошенко Олег Олександрович, Панченко Олександр Іванович, Казаков Сергій Сергійович, Кондратенко Віталій Михайлович, Воденіктов Миколай Павлович, Стовпченко Ганна Петрівна, Головачов Артем Миколайович

Формула / Реферат
Сталевий злиток для одержання біметалічної заготовки, що включає зовнішній і внутрішній шари зі швидкорізальної сталі, яка містить вуглець, молібден, вольфрам, ванадій, хром, марганець, кремній та нікель, при цьому зовнішній шар злитка виконаний зі сталі, яка містить компоненти при такому їхньому співвідношенні, мас. %: вуглець 0,82-0,90; молібден 4,8-5,3; вольфрам 5,5-6,5; ванадій 1,7-2,1; хром 3,8-4,4; марганець 0,2-0,5; кремній 0,2-0,5; нікель 0,4-0,6, залізо - решта, який відрізняється тим, що внутрішній шар злитка виконаний зі сталі, яка містить компоненти при такому їхньому співвідношенні, мас. %: вуглець 0,9-1,00; молібден 3,8-4,5; вольфрам 4,5-5,4; ванадій 1,4-1,8; хром 3,1-3,9; марганець 0,2-0,5; кремній 0,2-0,5; нікель 0,4-0,6, залізо - решта.
Текст
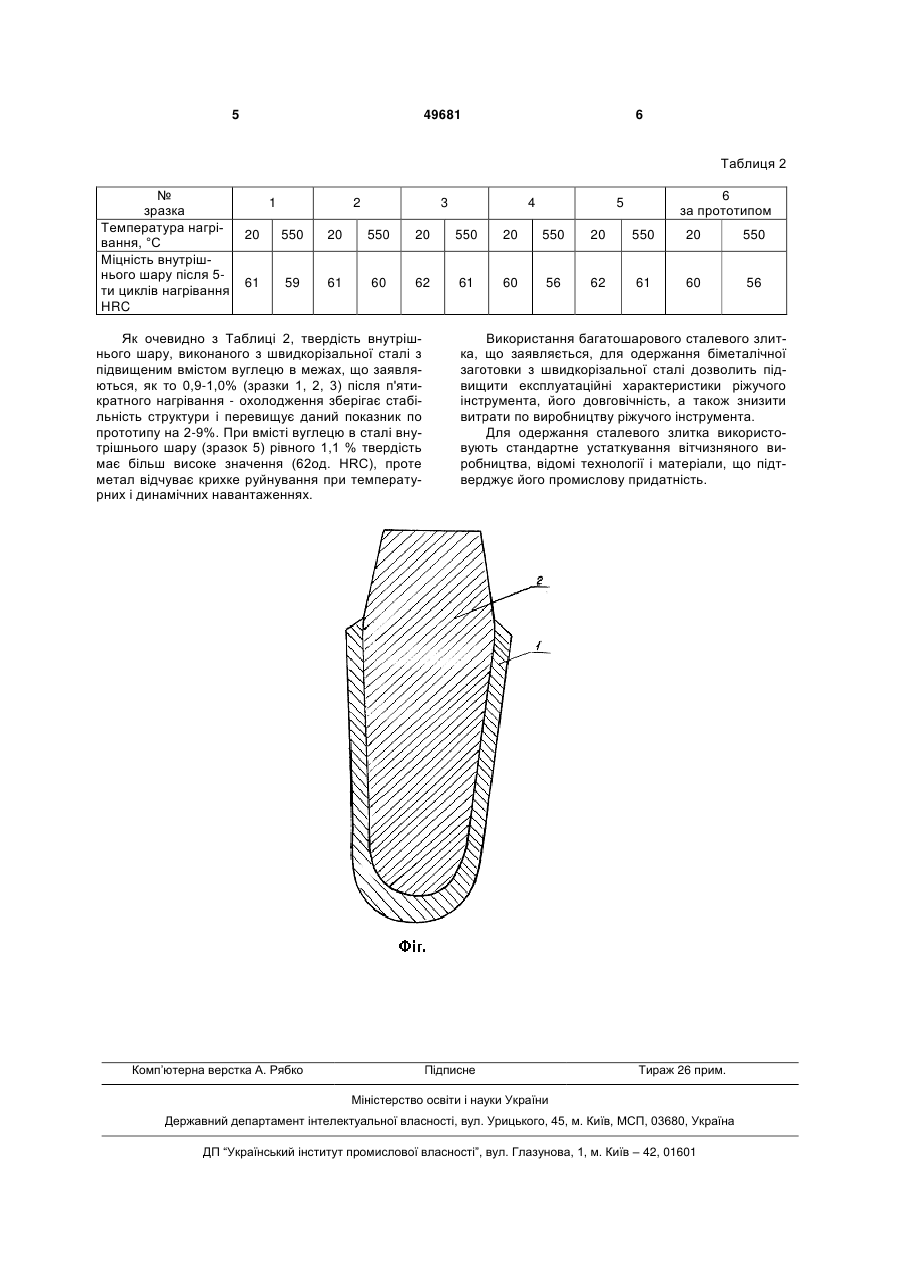
Сталевий злиток для одержання біметалічної заготовки, що включає зовнішній і внутрішній шари зі швидкорізальної сталі, яка містить вуглець, молібден, вольфрам, ванадій, хром, марганець, кремній та нікель, при цьому зовнішній шар злитка виконаний зі сталі, яка містить компоненти при такому їхньому співвідношенні, мас.%: вуглець 0,82-0,90; молібден 4,8-5,3; вольфрам 5,5-6,5; ванадій 1,7-2,1; хром 3,8-4,4; марганець 0,2-0,5; кремній 0,2-0,5; нікель 0,4-0,6, залізо - решта, який відрізняється тим, що внутрішній шар злитка виконаний зі сталі, яка містить компоненти при такому їхньому співвідношенні, мас. %: вуглець 0,91,00; молібден 3,8-4,5; вольфрам 4,5-5,4; ванадій 1,4-1,8; хром 3,1-3,9; марганець 0,2-0,5; кремній 0,2-0,5; нікель 0,4-0,6, залізо - решта. Корисна модель відноситься до області металургії, зокрема до сталеплавильного виробництва і може бути використана при виробництві біметалічних заготівок для одержання ріжучого інструмента різного призначення. Відомий сталевий злиток для одержання біметалічної заготовки (див. пат. України №72606, заявл. 30.10.2002, опубл. 15.03.2005, МПК7 С22С38/24), що включає зовнішній і внутрішній шари з швидкорізальної сталі, яка містить вуглець, молібден, вольфрам, ванадій, хром, марганець, кремній і нікель, при цьому зовнішній шар злитка виконаний з сталі, що містить компоненти при такому їхньому співвідношенні, мас. %: вуглець 0,820,90; молібден 4,8-5,3; вольфрам 5,5- 6,5; ванадій 1,7-2,1; хром 3,8-4,4; марганець 0,2-0,5; кремній 0,2-0,5; нікель 0,4-0,6, залізо - решта. У відомому злитку внутрішній шар виконаний з сталі, яка містить компоненти в такому співвідношенні, мас. %: вуглець 0,70-0,81; молібден 3,8-4,5; вольфрам 4,5-5,4; ванадій 1,4-1,8; хром 3,1-3,9; марганець 0,2-0,5; кремній 0,2-0,5; нікель 0,4-0,6, залізо - решта. Недоліком відомого злитка для одержання біметалічної заготовки є низька експлуатаційна стійкість ріжучого інструмента, що виготовлений з ньо го. Більш низький вміст вуглецю в сталі внутрішнього шару злитка в порівнянні зі сталлю зовнішнього шару визначає меншу кількість карбідів, що утворяться у внутрішньому шарі. Це обумовлює низький вміст утвореної високо твердої карбідної фази у внутрішньому шарі, а також підвищенні пластичні властивості внутрішнього шару заготовки. Тому міцнісні характеристики сталі внутрішнього шару є недостатніми і, як наслідок, знижена експлуатаційна надійність робочої частини ріжучого інструмента. В основу корисної моделі поставлена задача удосконалення сталевого злитка шляхом оптимізації складу матеріалу шарів злитку, що призводить до інтенсифікації процесу карбідоутворення у центральній частині злитка, а також підвищенню стабільності структури металу при високотемпературних динамічних навантаженнях, що позитивно впливає на експлуатаційну стійкість ріжучого інструмента. Поставлена задача вирішується тим, що сталевий злиток для одержання біметалічної заготовки, що включає зовнішній і внутрішній шари з швидкорізальної сталі, яка містить вуглець, молібден, вольфрам, ванадій, хром, марганець і кремній і нікель, при цьому зовнішній шар злитка виконаний (19) UA (11) 49681 (13) U (21) u200911033 (22) 02.11.2009 (24) 11.05.2010 (46) 11.05.2010, Бюл.№ 9, 2010 р. (72) ВОДЕНІКТОВ МИКОЛАЙ ПАВЛОВИЧ, ГОЛОВАЧОВ АРТЕМ МИКОЛАЙОВИЧ, КАЗАКОВ СЕРГІЙ СЕРГІЙОВИЧ, КОНДРАТЕНКО ВІТАЛІЙ МИХАЙЛОВИЧ, ЛОГОЗИНСЬКИЙ ІГОР МИКОЛАЙОВИЧ, ПАНЧЕНКО ОЛЕКСАНДР ІВАНОВИЧ, СТОВПЧЕНКО ГАННА ПЕТРІВНА, ШАБАНОВ ОЛЕКСАНДР МИКОЛАЙОВИЧ, ЯРОШЕНКО ОЛЕГ ОЛЕКСАНДРОВИЧ (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "ЕЛЕКТРОМЕТАЛУРГІЙНИЙ ЗАВОД "ДНІПРОСПЕЦСТАЛЬ" ІМ. А.М. КУЗЬМІНА 3 49681 з сталі, яка містить компоненти при такому їхньому співвідношенні, мас. %: вуглець 0,82-0,90; молібден 4,8-5,3; вольфрам 5,5-6,5; ванадій 1,7-2,1; хром 3,8-4,4; марганець 0,2-0,5; кремній 0,2-0,5; нікель 0,4-0,6, залізо - решта, новим, відповідно до технічного рішення, є те, що внутрішній шар злитка виконаний з сталі, яка містить компоненти при такому їхньому співвідношенні, мас. %: вуглець 0,9-1,00; молібден 3,8-4,5; вольфрам 4,5-5,4; ванадій 1,4-1,8; хром 3,1-3,9; марганець 0,2-0,5; кремній 0,2-0,5; нікель 0,4-0,6, залізо - решта. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак та технічним результатом, що досягається, полягає в такому. Підвищений вміст вуглецю в сталі внутрішнього шару в порівнянні зі сталлю зовнішнього шару при незмінному процентному співвідношенні елементів, що утворюють карбіди - молібдену ванадію, хрому та вольфраму в сталі внутрішнього шару, сприяє збільшенню центрів зародження карбідів. Це призводить до формування підвищеної кількості дрібнодисперсних карбідів, які рівномірно розподілені по перетину внутрішнього шару злитка. Утворення великої кількості дрібних карбідів сприяє формуванню високоміцної карбідної фази, що визначає високу твердість металу у внутрішньому шарі, забезпечує стабільність структури металу (гальмує ріст зерна) у процесі експлуатації ріжучого інструмента при температурах 500-600°С. Все це значно підвищує експлуатаційну стійкість виробів. Збільшення вмісту вуглецю в сталі внутрішнього шару більш ніж 1%, призводить до підвищення схильності металу до крихкого руйнування, 4 а при вмісті вуглецю менш ніж 0,9%, значно знижується твердість внутрішнього шару. Технічна сутність корисної моделі пояснюється кресленням, на якому схематично зображений злиток, що заявляється, (загальний вигляд, поперечний переріз), який містить зовнішній шар 1 та внутрішній шар 2. Металевий злиток одержують таким чином. Зовнішній шар злитка вагою 3,6т формують шляхом заливання розплаву швидкорізальної сталі типу Р6М5 у відливницю до рівня утеплювальних пластин і витримки металу протягом часу достатнього для формування зовнішнього шару необхідної товщини. Товщина зовнішнього шару складає 5–30% від товщини або діаметра заготовки. Внутрішній шар злитка формують шляхом подачі в прибуткову частину відливниці рідкого розплаву вуглецевої сталі з підвищеним вмістом вуглецю. При цьому відбувається перемішування рідких фаз сталі зовнішнього шару і сталі, що доливається, за рахунок гідродинамічного впливу струмені металу, що подається і конвективного перемішування при кристалізації злитка. Хімічний склад сталі внутрішнього і зовнішнього шарів отриманих злитків, а також злитка, виготовленого за прототипом, надані в Таблиці 1. Було виготовлено п'ять дослідно-промислових злитків, у яких передбачене формування внутрішнього шару з швидкорізальної сталі з підвищеним вмістом вуглецю, як у заявлених межах, (зразки 1, 2, 3) а також і у позамежних кількостях (зразки 4, 5). Потім отримані злитки піддавали термічному і деформаційному обробленню з одержанням біметалічної заготовки для виготовлення ріжучого інструмента. Таблиця 1 № п/п зразка 1 2 3 4 5 6 Вміст хімічних елементів внутрішнього та зовнішнього шарів, мас % С *0,85 **0,9 0,90 0,96 0,85 1,0 0,85 0,85 0,85 1,1 0,85 0,75 Мо 5,1 3,8 5,1 3,35 5,1 4,5 5,0 3,5 5,1 4,9 5,1 3,90 V 1,9 1,4 1,9 1,5 1,9 1,8 1,8 1,3 1,9 2,0 1,9 1,5 W 6,1 4,5 6,1 4,6 6,0 5,4 6,1 4,35 6,1 5,5 5,9 4,6 Cr 4,1 3,1 4,1 3,3 4,0 3,9 4,1 2,9 4,3 4,2 4,0 3,3 Ni 0,5 0,4 0,5 0,5 0,6 0,6 0,5 0,35 0,6 0,7 0,6 0,4 Mn 0,3 0,2 0,5 0,45 0,4 0,5 0,4 0,15 0,4 0,6 0,4 0,45 Si 0,3 0,2 0,4 0,39 0,3 0,5 0,4 0,15 0,5 0,6 0,4 0,39 Fe решта решта решта решта решта решта * - вміст хімічних елементів у сталі зовнішнього шару у злитка. * - вміст хімічних елементів у сталі внутрішнього шару у злитка. Були проведені іспити зразків проб внутрішнього шару для всіх злитків на твердість. Зразки піддавали багатократному п'ятикратному) нагрі ванню до 550°С і охолодженню до 20°С. Іспити проводили згідно загальновідомих методик. Результати іспитів надані в Таблиці 2. 5 49681 6 Таблиця 2 № зразка Температура нагрівання, °С Міцність внутрішнього шару після 5ти циклів нагрівання HRC 1 2 3 4 6 за прототипом 5 20 550 20 550 20 550 20 550 20 550 20 550 61 59 61 60 62 61 60 56 62 61 60 56 Як очевидно з Таблиці 2, твердість внутрішнього шару, виконаного з швидкорізальної сталі з підвищеним вмістом вуглецю в межах, що заявляються, як то 0,9-1,0% (зразки 1, 2, 3) після п'ятикратного нагрівання - охолодження зберігає стабільність структури і перевищує даний показник по прототипу на 2-9%. При вмісті вуглецю в сталі внутрішнього шару (зразок 5) рівного 1,1 % твердість має більш високе значення (62од. HRC), проте метал відчуває крихке руйнування при температурних і динамічних навантаженнях. Комп’ютерна верстка А. Рябко Використання багатошарового сталевого злитка, що заявляється, для одержання біметалічної заготовки з швидкорізальної сталі дозволить підвищити експлуатаційні характеристики ріжучого інструмента, його довговічність, а також знизити витрати по виробництву ріжучого інструмента. Для одержання сталевого злитка використовують стандартне устаткування вітчизняного виробництва, відомі технології і матеріали, що підтверджує його промислову придатність. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel ingot for producing bimetallic billet
Автори англійськоюVodeniktov Mykolai Pavlovych, Holovachov Artem Mykolaiovych, Kazakov Serhii Serhiiovych, Kondratenko Vitalii Mykhailovych, Lohozynskyi Ihor Mykolaiovych, Panchenko Oleksandr Ivanovych, Stovpchenko Hanna Petrivna, Shabanov Oleksandr Mykolaiovych, Yaroshenko Oleh Oleksandrovych
Назва патенту російськоюСтальной слиток для получения биметаллической заготовки
Автори російськоюВодениктов Николай Павлович, Головачев Артем Николаевич, Казаков Сергей Сергеевич, Кондратенко Виталий Михайлович, Логозинский Игорь Николаевич, Панченко Александр Иванович, Стовпченко Анна Петровна, Шабанов Александр Николаевич, Ярошенко Олег Александрович
МПК / Мітки
МПК: B22D 7/00, B22D 19/00
Мітки: сталевий, злиток, заготовки, одержання, біметалічної
Код посилання
<a href="https://ua.patents.su/3-49681-stalevijj-zlitok-dlya-oderzhannya-bimetalichno-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Сталевий злиток для одержання біметалічної заготовки</a>
Корозійностійка сталь

Номер патенту: 18855
Опубліковано: 15.11.2006
Автори: Логозинський Ігор Миколайович, Бичаєв Віталій Леонтійович, Райтманов Роман Шмулевич, Левін Борис Арнович, Сальніков Анатолій Семенович
МПК: C22C 38/58
Мітки: корозійностійка, сталь
Формула / Реферат:
Корозійностійка сталь, яка містить вуглець, кремній, марганець, хром, нікель, титан, молібден, вольфрам, ванадій, мідь та залізо, яка відрізняється тим, що додатково містить азот та алюміній при наступному співвідношенні компонентів, мас. %: вуглець 0,06-0,12 кремній 0,3-0,6 марганець 1,0-1,5 хром 17,0-18,0 ...
Сплав для виготовлення великогабаритних лопаток газових турбін
Номер патенту: 48317
Опубліковано: 15.08.2002
Автори: Гайдук Ганна Валентинівна, Андрієнко Анатолій Георгійович, Коваль Анатолій Данилович, Скляревська Вікторія Миколаївна, Петрик Ігор Андрійович, Гайдук Сергій Валентинович, Шмирко Віра Іванівна, Михайлов Сергій Борисович, Санчугов Євгеній Львович
МПК: C22C 19/03, C22C 19/05
Мітки: лопаток, сплав, великогабаритних, виготовлення, газових, турбін
Формула / Реферат:
Сплав для виготовлення великогабаритних лопаток газових турбін на основі нікелю, що містить вуглець, хром, алюміній, титан, вольфрам, молібден, ніобій, марганець, залізо, цирконій, бор, кремній, який відрізняється тим, що сплав містить вказані компоненти в такому співвідношенні, мас. %: вуглець 0,10 - 0,20 хром 14,0 -18,0 алюміній 1,0-1,5 ...
Сталь
Номер патенту: 8385
Опубліковано: 15.08.2005
Автори: Головін Сєргєй Владіміровіч, Дуб Владімір Сємьоновіч, Лобода Алєксандр Сєргєєвіч, Гошкадєра Сєргєй Владіміровіч, Дуб Алєксєй Владіміровіч, Марков Сєргєй Івановіч
МПК: C22C 38/12
Мітки: сталь
Формула / Реферат:
Сталь, що містить вуглець, марганець, кремній, хром, нікель, ванадій, ніобій, титан, алюміній, кальцій, сірку, фосфор, азот, мідь, сурму, олово, миш'як та залізо, яка відрізняється тим, що вона додатково містить молібден, при наступному співвідношенні компонентів, мас. %: вуглець 0,02-0,11 марганець 0,10-1,80 кремній 0,06-0,60 ...
Корозійностійка сталь
Номер патенту: 51005
Опубліковано: 17.05.2004
Автори: Зеленський Володимир Сергійович, Чейлях Олександр Петрович, Чейлях Ян Олександрович, Константінов Олександр Вікторович
МПК: C22C 38/38
Мітки: сталь, корозійностійка
Формула / Реферат:
1. Корозійностійка сталь, яка містить вуглець, хром, марганець, кремній, мідь та залізо, яка відрізняється тим, що вона додатково містить нікель при наступному співвідношенні компонентів ( мас. %): вуглець 0,08-0,14 хром 15-21 марганець 8-12 кремній 0,85-1,6 мідь 0,6-1,4 ...
Сталь

Номер патенту: 69444
Опубліковано: 15.09.2004
Автори: Шабанов Володимир Борисович, Мотов Сергій Миколайович, Грушко Юрій Олексійович, Олешко Віктор Михайлович, Свиридов Олег Віталійович
МПК: C22C 38/34, C22C 38/28, C22C 38/22, C22C 38/00
Мітки: сталь
Формула / Реферат:
Сталь, переважно для валків холодної прокатки, що містить вуглець, марганець, кремній, хром, молібден, ванадій, сірку, фосфор і залізо, яка відрізняється тим, що вона додатково містить титан і має збільшений вміст кремнію при наступному співвідношенні компонентів, мас. %: вуглець 0,60-0,68 марганець 0,50-1,00 кремній 2,70-3,30 ...