Спосіб електрошлакової виплавки листових зливків
Номер патенту: 50189
Опубліковано: 15.10.2002
Автори: Щупак Григорій Бенціонович, Король Леонід Наумович, Габуєв Юрій Георгійович, Жадкевич Михайло Львович, Казаков Сергій Сергійович, Фролов Леонід Валеріанович, Богаченко Олексій Георгійович

Формула / Реферат
Спосіб електрошлакової виплавки листових зливків, що включає переплав двох пластинчастих витрачуваних електродів по біфілярній схемі в шлаковій ванні кристалізатора, який відрізняється тим, що переплав провадиться за допомогою двох наборів електродів із стандартних сортових заготовок будь-якої геометричної форми, що розміщуються впритул одна до одної таким чином, щоб у наборі імітувати пластинчасті витрачувані електроди.
Текст
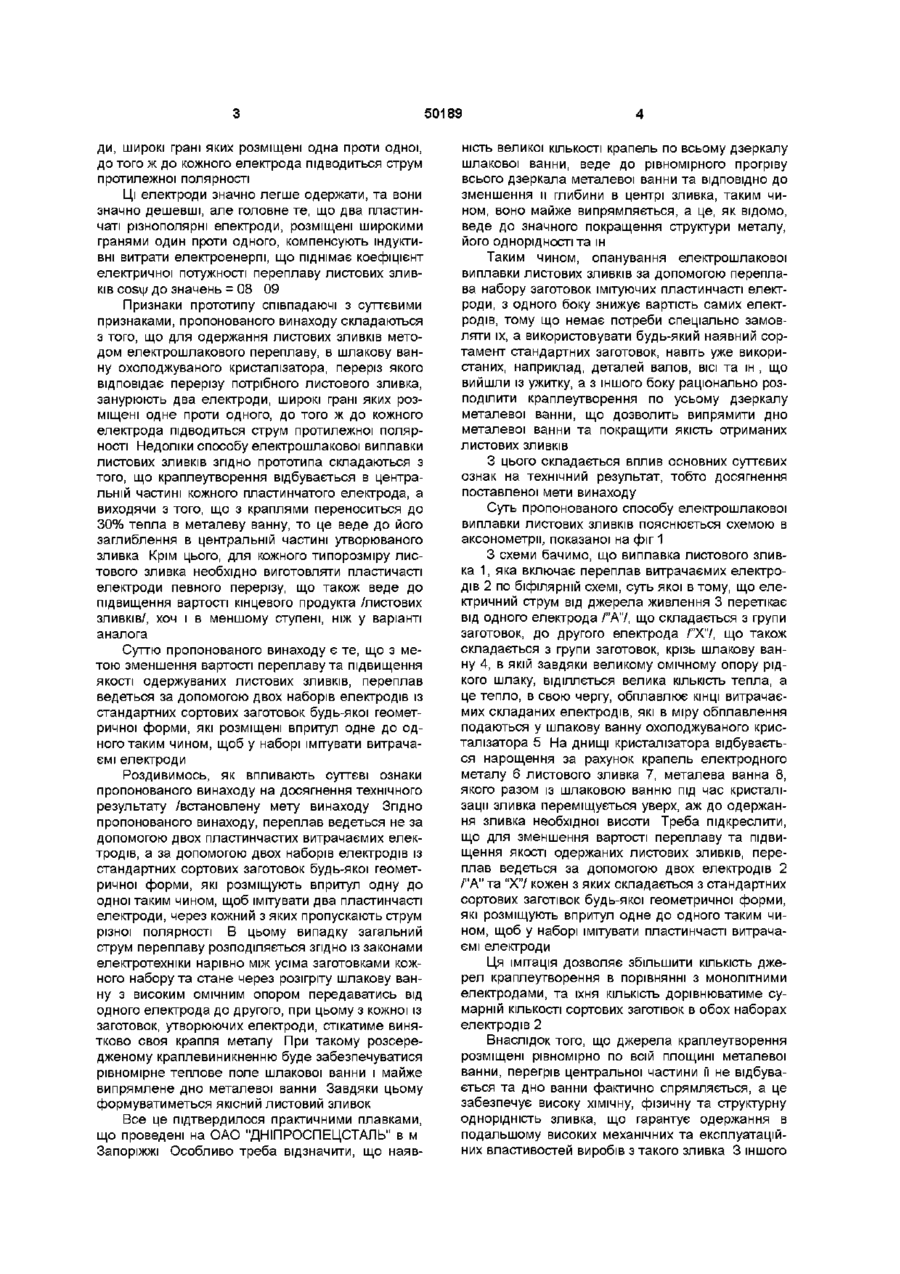
Спосіб електрошлакової виплавки листових зливків, що включає переплав двох пластинчастих витрачуваних електродів по біфілярній схемі в шлаковій ванні кристалізатора, який відрізняється тим, що переплав провадиться за допомогою двох наборів електродів із стандартних сортових заготовок будь-якої геометричної форми, що розміщуються впритул одна до одної таким чином, щоб у наборі імітувати пластинчасті витрачувані електроди Пропонований винахід відноситься до галузі спецелектрометалургм та вдосконалює раніше ВІДОМІ засоби електрошлакової виплавки листових зливків по біфілярній схемі переплаву Аналогом пропонованого винаходу є засіб електрошлакового переплаву метала змінним струмом промислової частоти згідно з ас 160195 від 18 02 63, що запатентовано рядом промисловорозвинутих західних країн та в теперішній час є патентом України Згідно ЦЬОГО способу доведена та здійснена практична можливість одержання зливків над'якісного металу та сплавів методом занурення витрачаємого електрода, що знаходиться під струмом, в шлакову ванну охолоджуваного кристалізатора, днище якого також знаходиться під струмом, полярність якого протилежна полярності витрачаємого електрода Ця схема була названа "прямою" та мала суттєві недоліки, що відбиваються у порівняно низькому електричному коефіцієнті потужності, а саме cosij/=0,3 0,5, також тому, що краплеутворення починається з центральної частини зливка, що формується, а це у свою чергу вело до того, що в центральній частині зливка, що формується, утворювалась глибока металева ванна, та ВІДПОВІДНО погіршувалась якість отриманих зливківО Ця схема виправдала себе для одержання зливків порівняно невеликого поперечного перерізу Признаки аналога, що співпадають з суттєвими признаками заявляемого винаходу складаються з того, що отримання металево го зливка відбувається за допомогою витрачаємого електрода, що знаходиться під струмом, зануреного в шлакову ванну охолоджуваного кристалізатора, при цьому з кінця електроду стікають краплі металу, які, проходячи крізь шлакову ванну осідають на днищі кристалізатору, утворюючи поступово зливок Особливо нераціональна така схема електрошлакового переплаву для отримання листових зливків, у яких ширина поперечного перерізу в З 5 разів перевищує його товщину, наприклад 600x1200мм, 600x1400мм та ш В цьому випадку потрібно виготовляти крупногабаритні витрачаємі електроди, переріз яких відповідає перерізу зливка, але це трудомісткий та дорогий процес, що веде до нерентабельності подальшого електрошлакового переплаву, особливо, якщо підкреслити, що електроди такого перерізу обумовлюють дуже великі енерговитрати У зв'язку з цим в інституті електрозварювання їм С О Патона був запропонований та заявлений конкретний засіб одержання листових зливків методой електрошлакового переплаву згідно з а0сві954Ь2 від о u4 63p , який є прототипом пропонованого винаходу Цей засіб також запатентований в передових промислове розвинених країнах та в теперішній час с патентом України Суть засобу прототипа складається з того, що в шлакову ванну охолоджуваного кристалізатора, переріз якого відповідає перерізу потрібного листового зливка, занурені два пластинчасті електро 00 о ю 50189 ди, широкі грані яких розміщені одна проти одної, до того ж до кожного електрода підводиться струм протилежної полярності Ці електроди значно легше одержати, та вони значно дешевші, але головне те, що два пластинчаті різнополярні електроди, розміщені широкими гранями один проти одного, компенсують індуктивні витрати електроенергії, що піднімає коефіцієнт електричної потужності переплаву листових зливків cosij/ до значень = 08 09 Признаки прототипу співпадаючі з суттєвими признаками, пропонованого винаходу складаються з того, що для одержання листових зливків методом електрошлакового переплаву, в шлакову ванну охолоджуваного кристалізатора, переріз якого відповідає перерізу потрібного листового зливка, занурюють два електроди, широкі грані яких розміщені одне проти одного, до того ж до кожного електрода підводиться струм протилежної полярності Недоліки способу електрошлакової виплавки листових зливків згідно прототипа складаються з того, що краплеутворення відбувається в центральній частині кожного пластинчатого електрода, а виходячи з того, що з краплями переноситься до 30% тепла в металеву ванну, то це веде до його заглиблення в центральній частині утворюваного зливка Крім цього, для кожного типорозміру листового зливка необхідно виготовляти пластичасті електроди певного перерізу, що також веде до підвищення вартості кінцевого продукта /листових зливків/, ХОЧ І В меншому ступені, ніж у варіанті аналога Суттю пропонованого винаходу є те, що з метою зменшення вартості переплаву та підвищення якості одержуваних листових зливків, переплав ведеться за допомогою двох наборів електродів із стандартних сортових заготовок будь-якої геометричної форми, які розміщені впритул одне до одного таким чином, щоб у наборі імітувати витрачаємі електроди Роздивимось, як впливають суттєві ознаки пропонованого винаходу на досягнення технічного результату /встановлену мету винаходу Згідно пропонованого винаходу, переплав ведеться не за допомогою двох пластинчастих витрачаємих електродів, а за допомогою двох наборів електродів із стандартних сортових заготовок будь-якої геометричної форми, які розміщують впритул одну до одної таким чином, щоб імітувати два пластинчасті електроди, через кожний з яких пропускають струм різної полярності В цьому випадку загальний струм переплаву розподіляється згідно із законами електротехніки нарівно між усіма заготовками кожного набору та стане через розігріту шлакову ванну з високим омічним опором передаватись від одного електрода до другого, при цьому з кожної із заготовок, утворюючих електроди, стікатиме винятково своя крапля металу При такому розсередженому краплевиникненню буде забезпечуватися рівномірне теплове поле шлакової ванни і майже випрямлене дно металевої ванни Завдяки цьому формуватиметься якісний листовий зливок Все це підтвердилося практичними плавками, що проведені на ОАО "ДНІПРОСПЕЦСТАЛЬ" в м Запоріжжі Особливо треба відзначити, що наяв ність великої КІЛЬКОСТІ крапель по всьому дзеркалу шлакової ванни, веде до рівномірного прогріву всього дзеркала металевої ванни та ВІДПОВІДНО ДО зменшення и глибини в центрі зливка, таким чином, воно майже випрямляється, а це, як відомо, веде до значного покращення структури металу, його однорідності та ш Таким чином, опанування електрошлакової виплавки листових зливків за допомогою переплава набору заготовок імітуючих пластинчасті електроди, з одного боку знижує вартість самих електродів, тому що немає потреби спеціально замовляти їх, а використовувати будь-який наявний сортамент стандартних заготовок, навіть уже використаних, наприклад, деталей валов, ВІСІ та ін , що вийшли із ужитку, а з іншого боку раціонально розподілити краплеутворення по усьому дзеркалу металевої ванни, що дозволить випрямити дно металевої ванни та покращити якість отриманих листових зливків З цього складається вплив основних суттєвих ознак на технічний результат, тобто досягнення поставленої мети винаходу Суть пропонованого способу електрошлакової виплавки листових зливків пояснюється схемою в аксонометрії, показаної на фіг 1 З схеми бачимо, що виплавка листового зливка 1, яка включає переплав витрачаємих електродів 2 по біфілярній схемі, суть якої в тому, що електричний струм від джерела живлення 3 перетікає від одного електрода /"А"/, що складається з групи заготовок, до другого електрода /"Х7, що також складається з групи заготовок, крізь шлакову ванну 4, в якій завдяки великому омічному опору рідкого шлаку, ВІДІЛЛЄТЬСЯ велика КІЛЬКІСТЬ тепла, а це тепло, в свою чергу, обплавлює КІНЦІ витрачаємих складаних електродів, які в міру обплавлення подаються у шлакову ванну охолоджуваного кристалізатора 5 На днищі кристалізатора відбувається нарощення за рахунок крапель електродного металу 6 листового зливка 7, металева ванна 8, якого разом із шлаковою ванню під час кристалізації зливка переміщується уверх, аж до одержання зливка необхідної висоти Треба підкреслити, що для зменшення вартості переплаву та підвищення якості одержаних листових зливків, переплав ведеться за допомогою двох електродів 2 /"А" та "Х'У кожен з яких складається з стандартних сортових заготівок будь-якої геометричної форми, які розміщують впритул одне до одного таким чином, щоб у наборі імітувати пластинчасті витрачаємі електроди Ця імітація дозволяє збільшити КІЛЬКІСТЬ джерел краплеутворення в порівнянні з монолітними електродами, та їхня КІЛЬКІСТЬ дорівнюватиме сумарній КІЛЬКОСТІ сортових заготівок в обох наборах електродів 2 Внаслідок того, що джерела краплеутворення розміщені рівномірно по всій площині металевої ванни, перегрів центральної частини її не відбувається та дно ванни фактично спрямляється, а це забезпечує високу хімічну, фізичну та структурну однорідність зливка, що гарантує одержання в подальшому високих механічних та експлуатаційних властивостей виробів з такого зливка 3 іншого 50189 боку, використання стандартних сортових заготівок знижує вартість виробництва тому, що вони значно дешевші, ніж навмисно виготовлені для кожного типорозміру листового зливка пластинчасті електроди Практично для кожного поперечного перерізу листового зливка витрачаємі електроди можуть бути набрані з сортових заготівок квадратного, круглого, прямокутного або іншого перерізу Таким чином, пропонований винахід дає змогу не тільки підняти якість одержаних листових зливків методом електрошлакового переплаву але й зменшити вартість їхнього виробництва ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electro-slag casting sheet ingots
Автори англійськоюBohachenko Oleksii Heorhiiovych, Kazakov Serhii Serhiiovych, Korol Leonid Naumovych, Frolov Leonid Valerianovych, Zhadkevych Mykhailo Lvovych
Назва патенту російськоюСпособ электрошлаковой выплавки листовых слитков
Автори російськоюБогаченко Алексей Георгиевич, Казаков Сергей Сергеевич, Король Леонид Наумович, Фролов Леонид Валерианович, Жадкевич Михаил Львович
МПК / Мітки
Мітки: виплавки, спосіб, листових, електрошлакової, зливків
Код посилання
<a href="https://ua.patents.su/3-50189-sposib-elektroshlakovo-viplavki-listovikh-zlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрошлакової виплавки листових зливків</a>
Пристрій для електрошлакової виплавки порожнистих зливків

Номер патенту: 35800
Опубліковано: 16.04.2001
Автори: Бондаренко Леонід Іванович, Дудник Михайло Іванович, Комнацький Олександр Леонідович, Марченко Олександр Михайлович, Адєєв Дмитро Вадимович, Гладкий Євген Дмитрович, Москалик Микола Вікторович, Корнійчук В'ячеслав Анатолійович
Мітки: зливків, пристрій, порожнистих, електрошлакової, виплавки
Формула / Реферат:
1. Пристрій для електрошлакової виплавки порожнистих зливків, що складається з кристалізатора і дорна з кронштейнами, які одночасно виконують роль патрубків підведення та відведеная охолоджувача всистемі охолодження дорна, з допомогою яких він жорстко кріпиться в середині кристалізатора в зоні шлакової ванни, який відрізняється тим, що верхня грань кронштейнів розташовується в одній площини з верхньою поверхнею дорна, створюючи таким...
Установка для індукційної виплавки зливків
Номер патенту: 1287
Опубліковано: 30.12.1993
Автори: Шейко Іван Васильович, Висоцький Геннадій Андрійович, Латаш Юрій Вадімович, Кузьменко Геннадій Миколайович, Рейда Микола Васильович
МПК: C22B 9/16
Мітки: виплавки, індукційної, зливків, установка
Формула / Реферат:
Установка для индукционной выплавки слитков, содержащая секционный охлаждаемый кристаллизатор, секции которого электрически изолированы между собой, поддон и крышку кристаллизатора, индуктор, колонну с механизмом перемещения кристаллизатора и бункер с дозатором для подачи кусковой шихты в кристаллизатор, отличающаяся тем, что, с целью упрощения конструкции установки, повышения удобства обслуживания и улучшения качества выплавляемого слитка,...
Установка для виплавки зливків
Номер патенту: 1260
Опубліковано: 30.12.1993
Автори: Кузьменко Геннадій Миколайович, Бернадський Всеволод Миколайович, Шейко Іван Васильович, Латаш Юрій Вадімович, Рейда Микола Васильович, Висоцький Геннадій Андрійович, Григоренко Георгій Михайлович
МПК: C21C 5/56
Мітки: виплавки, зливків, установка
Формула / Реферат:
Установка для выплавки слитков, содержащая секционный охлаждаемый кристаллизатор, секции которого электрически изолированы между собой, поддон, высокочастотный индуктор, камеру заготовки, колонну с механизмом перемещения кристаллизатора и механизм перемещения заготовки, отличающаяся тем, что, с целью упрощения конструкции, повышения производительности и выхода годного металла, камера заготовки с механизмом перемещения заготовки и...
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25818
Опубліковано: 15.05.2002
Автори: Бродський Сергій Сергійович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: спосіб, обтискних, форми, станах, прокатування, пірамідальної, зливків, заготовочних
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних і заготовочних станах, при якому зливки деформують у двох взаємно перпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини в іншу з задачею у першому та першому після кантування пропусках зливка більшою основою у валки, який відрізняється тим, що у першому і у першому після кантування пропусках зливок деформують з абсолютним обтисканням 0,95 - 1,4...
Спосіб одержання зливків в електронно-променевій установці

Номер патенту: 44741
Опубліковано: 15.03.2002
Автори: ДЕРЕЧА Олександр Якович, Жук Генадій Віліорович, Цибань Ігор Володимирович, ТРИГУБ Микола Петрович
Мітки: установці, спосіб, одержання, електронно-променевий, зливків
Формула / Реферат:
Спосіб отримання злитків в електронно-променевій установці, що включає подачу рідкого металу з проміжного тиглю в кристалізатор та обігрівання металу в проміжному тиглі та кристалізаторі електронними променями, який відрізняється тим, що одночасно з подачею металу в кристалізатор здійснюють обертання злитку під кутом 15...45° до вертикалі в бік місця подачі рідкого металу з проміжного тигля в кристалізатор, при цьому ванну металу в...
Попередній патент: Машина для інтервального інжекційного формування пластмасових виробів
Наступний патент: Спосіб профілактики зорового стомлення
Випадковий патент: Скрубер вертикальний з каплевловлювачем циклонного типу