Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25818
Опубліковано: 15.05.2002
Формула / Реферат
Спосіб прокатування зливків пірамідальної форми на обтискних і заготовочних станах, при якому зливки деформують у двох взаємно перпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини в іншу з задачею у першому та першому після кантування пропусках зливка більшою основою у валки, який відрізняється тим, що у першому і у першому після кантування пропусках зливок деформують з абсолютним обтисканням 0,95 - 1,4 різниці розмірів більшої та меншої основи зливка, а величина відносної сумарної деформації до першого кантування та поміж першим і другим кантуваннями становить 0,15 - 0,45.
Текст
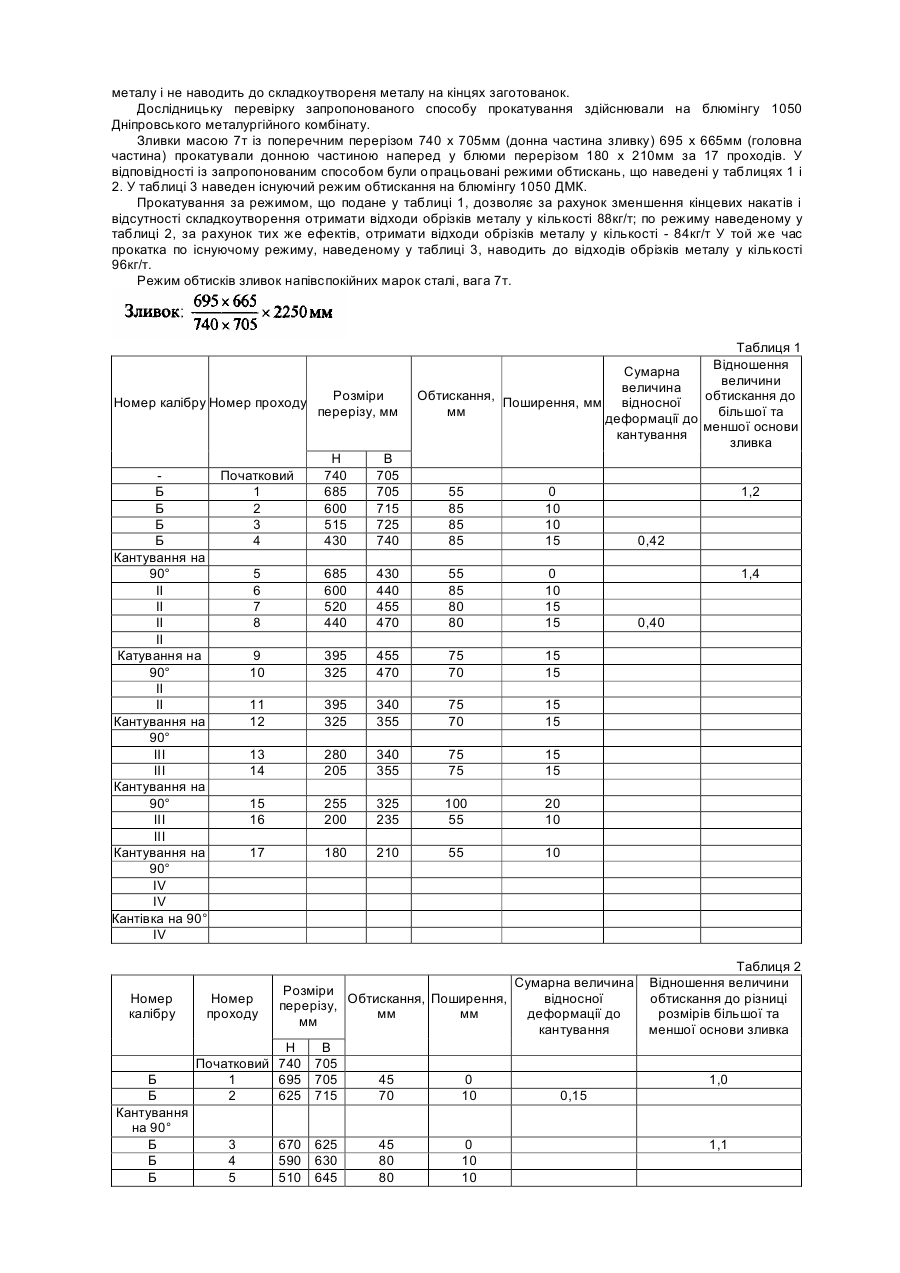
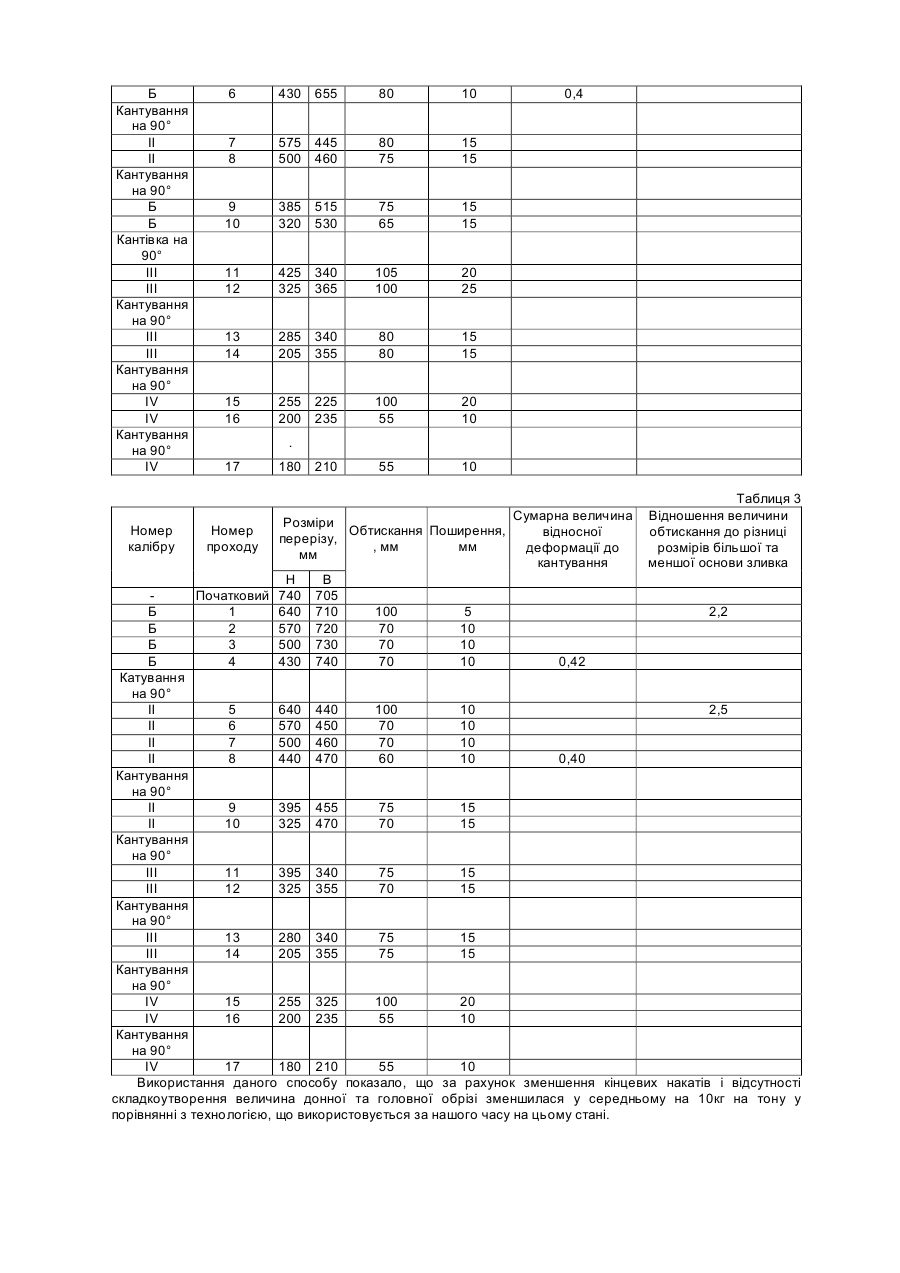
Винахід відноситься до прокатного виробництва і може бути використаний при прокатуванні заготованок на обтискних і заготовочних станах. Відомий спосіб прокатування на блюмінгу зливків і зливок для його здійснення (А. С. СРСР № 1424877, М. кл. В 21 В 1/02), при якому здійснюють прокатування зливку донною (більш широкою) частиною вперед з рівними обтисканнями, які регламентувалися в першому проході і проході після першого кантування з величиною рівною 0,48...0,56 від максимально можливої щодо умов захвату. Вадою означеного способу є утворення накатів у донній частині зливку, що викликане низьким пророблюванням металу по перерізу із-за незначних обтискувань у першому і першому після кантування пропусках. Це наводить до збільшення обрізків металу у донної частині зливку та зниження виходу придатного металу. Крім того, малі обтискання у перших пропусках наводять до збільшення кількості пропусків, збільшення циклу прокатування і, як наслідок, до зниження виходу придатного металу. Найбільш близьким по технічній суті і результату, що досягається, є спосіб прокатування зливків, відлитих у розширених до низу виливницях (А. С. СРСР № 1285674 М. кл. В 21 В 1/02) за яким провадять прокатування зливків на блюмінгу у першому проході і проході після першого кантування донною частиною уперед із обтисканням на довжині, рівній 2...3 довжинам дуги контакту, величиною 30 - 40% від обтискання кожного з означених проходів з наступним поверненням до вихідного становища і прокатуванням з величиною обтискання даного проходу, що залишилася. Недоліком означеного способу є те, що повернення зливку у вихідне становище після обтискання величиною 30 - 40% від обтискання кожного з означених проходів наводить до збільшення циклу прокатування одного зливку, складності зупинки на місці, що вимагається по довжині зливку, що у сукупності наводить до нетехнологічності даної схеми прокатування. В основу винаходу поставлено задачу вдосконалення способу прокатування зливків пірамідальної форми на обтискних і заготовочних станах, шляхом перерозподілу обтискувань, забезпечується зменшення довжини накату металу в головній і донній частинах зливку, що наводить до зменшення обрізків металу. Поставлена задача вирішується тим, що у запропонованому способі прокатування зливків пірамідальної форми на обтискних і заготовочних станах, що містить деформацію зливків у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини в іншу з задачею у першому та першому після кантування пропусках зливку більшою основою у валки, додатково у першому та у першому після кантування пропусках зливок деформують з абсолютним обтиском 0,95...1,4 різниці розмірів більшої і меншої основ зливку, а відносна величина сумарної деформації до першого кантування та поміж першим і другим кантуваннями становить 0,15...0,45. У разі здійснення даного способу досягається зниження витрат металу в обрізки при прокатуванні зливків пірамідальної форми на обтискних і заготовочних станах за рахунок зменшення величини обрізків головної і донної частин через зменшення накатів на кінцях зливків. Прокатування зливку у першому проході і першому проході після кантування здійснюється з абсолютним обтиском 0,95...1,4 різниці більшої і меншої основ, що дозволяє забезпечувати стійкий захват металу валками, не створювати накат на головній частиш зливків, а на донній частині зливків величина накату буде мінімальною. При таких обтисках головна частина зливку практично не обтискується у валках і деформація не поширюється на метал у головній частині зливку. Це дозволяє уникнути витяжки поверхневих шарів металу у головній частині зливку з утворенням накатів на головну частину зливку з вадами. Величина відносної сумарної деформації до першого кантування та поміж першим і другим кантуваннями, що становить 0,15 - 0,45 дозволяє формувати накат на кінцях зливку такої величини, що при подальшій деформації заготованки не наводить до такого зближення накату з верхньої та нижньої граней, що утвориться складка, що є необоротним дефектом і наводить до необхідності збільшення обрізків переднього і заднього кінців зливків. При прокатці зливку у першому та першому після кантування проходах з абсолютним обтиском, що більше 1,4 різниці більшої і меншої основи зливку, головна частина зливку обтискується у валках і відбувається накат металу на головну частину зливку з дефектами, що знижує вихід придатного металу. При прокатуванні у цих проходах із абсолютним обтиском меншим 0,95 різниці більшої та меншої основи зливку відбувається недостатнє обтискування зливку, що наводить до потреби збільшення числа проходів і, відповідно, до збільшення машинного часу на прокатування одного зливку і зменшенню виходу придатного металу. Якщо величина відносної сумарної деформації до першого кантування та поміж першим та другим кантуваннями менше 0,15, виникає потреба збільшення числа проходів і, відповідно, збільшується машинний час на прокатування одного зливку і зменшується вихід придатного металу. Величина відносної сумарної деформації до першого кантування і поміж першим та другим кантуваннями понад 0,45 наводить до втрати стійкості накатів і утворення складки між верхнім та нижнім накатами, поширенню усадочних дефектів до здорової частини зливку і, як наслідок, до збільшення обрізків металу. Подальше прокатування за відомими режимами не наводить до збільшення накатів і до складкоутворення, бо проникнення деформації викликає вирівнювання і попередню течію внутрішніх шарів металу у порівнянні з зовнішніми, що і усуває складкоутворення металу на кінцях заготованок. Спосіб здійснюється наступним чином. Зливок пірамідальної форми задають більшою основою у валки блюмінгу. У першому проході та у першому після кантування проході зливок обтискують з абсолютним обтиском рівним 0,95...1,4 різниці розмірів більшої та меншої основи зливку. У наступних проходах до першого кантування зливки деформують до досягнення розміру при якому сумарна величина відносної деформації становить 0,15...0,45. Після першого кантування зливки деформують до досягнення розміру при якому сумарна величина відносної деформації становить по цьому напрямку 0,15...0,45. Далі прокатування здійснюється по прийнятим режимам деформації, бо проникнення деформації викликає значну течію внутрішніх шарів металу і не наводить до складкоутвореня металу на кінцях заготованок. Дослідницьку перевірку запропонованого способу прокатування здійснювали на блюмінгу 1050 Дніпровського металургійного комбінату. Зливки масою 7т із поперечним перерізом 740 x 705мм (донна частина зливку) 695 x 665мм (головна частина) прокатували донною частиною наперед у блюми перерізом 180 x 210мм за 17 проходів. У відповідності із запропонованим способом були опрацьовані режими обтискань, що наведені у таблицях 1 і 2. У таблиці 3 наведен існуючий режим обтискання на блюмінгу 1050 ДМК. Прокатування за режимом, що подане у таблиці 1, дозволяє за рахунок зменшення кінцевих накатів і відсутності складкоутворення отримати відходи обрізків металу у кількості 88кг/т; по режиму наведеному у таблиці 2, за рахунок тих же ефектів, отримати відходи обрізків металу у кількості - 84кг/т У той же час прокатка по існуючому режиму, наведеному у таблиці 3, наводить до відходів обрізків металу у кількості 96кг/т. Режим обтисків зливок напівспокійних марок сталі, вага 7т. Номер калібру Номер проходу Початковий Б 1 Б 2 Б 3 Б 4 Кантування на 90° 5 II 6 ІІ 7 ІІ 8 II Катування на 9 90° 10 ІІ ІІ 11 Кантування на 12 90° III 13 ІІІ 14 Кантування на 90° 15 ІІІ 16 ІІІ Кантування на 17 90° IV IV Кантівка на 90° IV Номер калібру Б Б Кантування на 90° Б Б Б Розміри перерізу, мм Таблиця 1 Відношення Сумарна величини величина Обтискання, обтискання до Поширення, мм відносної мм більшої та деформації до меншої основи кантування зливка Η 740 685 600 515 430 В 705 705 715 725 740 55 85 85 85 0 10 10 15 685 600 520 440 430 440 455 470 55 85 80 80 0 10 15 15 395 325 455 470 75 70 15 15 395 325 340 355 75 70 15 15 280 205 340 355 75 75 15 15 255 200 325 235 100 55 20 10 180 210 55 10 Сумарна величина Розміри Номер Обтискання, Поширення, відносної перерізу, проходу мм мм деформації до мм кантування Η В Початковий 740 705 1 695 705 45 0 2 625 715 70 10 0,15 3 4 5 670 625 590 630 510 645 45 80 80 0 10 10 1,2 0,42 1,4 0,40 Таблиця 2 Відношення величини обтискання до різниці розмірів більшої та меншої основи зливка 1,0 1,1 Б Кантування на 90° ІІ II Кантування на 90° Б Б Кантівка на 90° ІІІ ІІІ Кантування на 90° ІІІ ІІІ Кантування на 90° IV IV Кантування на 90° IV Номер калібру 6 430 655 80 10 7 8 575 445 500 460 80 75 15 15 9 10 385 515 320 530 75 65 15 15 11 12 425 340 325 365 105 100 20 25 13 14 285 340 205 355 80 80 15 15 15 16 255 225 200 235 100 55 20 10 55 0,4 10 . 17 180 210 Сумарна величина Розміри Номер Обтискання Поширення, відносної перерізу, проходу , мм мм деформації до мм кантування Η В Початковий 740 705 1 640 710 100 5 2 570 720 70 10 3 500 730 70 10 4 430 740 70 10 0,42 Таблиця 3 Відношення величини обтискання до різниці розмірів більшої та меншої основи зливка Б 2,2 Б Б Б Катування на 90° ІІ 5 640 440 100 10 2,5 ІІ 6 570 450 70 10 ІІ 7 500 460 70 10 ІІ 8 440 470 60 10 0,40 Кантування на 90° ІІ 9 395 455 75 15 II 10 325 470 70 15 Кантування на 90° III 11 395 340 75 15 ІІІ 12 325 355 70 15 Кантування на 90° III 13 280 340 75 15 ІІІ 14 205 355 75 15 Кантування на 90° IV 15 255 325 100 20 IV 16 200 235 55 10 Кантування на 90° IV 17 180 210 55 10 Використання даного способу показало, що за рахунок зменшення кінцевих накатів і відсутності складкоутворення величина донної та головної обрізі зменшилася у середньому на 10кг на тону у порівнянні з технологією, що використовується за нашого часу на цьому стані.
ДивитисяДодаткова інформація
Автори англійськоюBrodskyi Serhii Serhiiovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych
Автори російськоюБродский Сергей Сергеевич, Кукуй Давид Пенхусович
МПК / Мітки
МПК: B21B 1/02
Мітки: заготовочних, пірамідальної, спосіб, обтискних, станах, зливків, форми, прокатування
Код посилання
<a href="https://ua.patents.su/3-25818-sposib-prokatuvannya-zlivkiv-piramidalno-formi-na-obtisknikh-ta-zagotovochnikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах</a>
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25819
Опубліковано: 30.10.1998
Автори: Толпа Анатолій Андрійович, Попов Євген Святославович
МПК: B21B 1/02
Мітки: форми, обтискних, спосіб, пірамідальної, зливків, прокатування, станах, заготовочних
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах, при якому зливки деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини у іншу з задачею зливка у першому та у першому після кантування пропуску більшою основою у валки, який відрізняється тим, що до першого кантування обтискання виконують по широкій стороні зливка, до і після першого кантування...
Спосіб прокатування заготовок на обтискних і заготовочних станах
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Юнаков Олександр Михайлович, Маншилін Олександр Гейнійович, Дишлевич Ігор Йосипович, Тартачний Віктор Сергійович, Прядко Любов Давидівна, Шульгін Григорій Митрофанович, Феофілактов Андрій Вікторович, Ревякін Олег Вікторович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: заготовочних, заготовок, обтискних, станах, прокатування, спосіб
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Ємченко Юрій Борисович, Наумов Олександр Олексійович, Горбуньов Олег Георгійович, Димченко Євген Миколайович, Азаров Сергій Іванович, Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович, Літвінов Леонід Федорович, Оробцев Юрій Вікторович, Онищенко Сергій Олександрович
МПК: B21B 1/02
Мітки: форми, пірамідальної, прокатки, заготівельних, станах, зливків, обтискних, спосіб
Формула / Реферат:
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95...
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25820
Опубліковано: 30.10.1998
Автори: Головко Михайло Васильович, Салацинський Едуард Степанович, Шаповал Григорій Якович, Неклеса Леонід Никифорович, Чабанюк Анатолій Степанович
Мітки: зливків, обтискному, прокатування, стані, спосіб
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливка у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Спосіб прокатки зливків пірамідальної форми
Номер патенту: 27636
Опубліковано: 15.09.2000
Автори: Толпа Анатолій Андрійович, Петрічук Валентин Дмитрович, Горлач Олександр Костянтинович, Теряєв Олександр Митрофанович, Сілін Микола Васильович, Омєсь Микола Михайлович, Корінь Олександр Андрійович
Мітки: пірамідальної, зливків, прокатки, форми, спосіб
Текст:
...довжині, що однозначно наводить до пробуксовування і проковзування валків щодо металу При двозливковій прокатці картина ще більш посилюється, тому що захват металу валками відбувається на більш високій швидкості, у порівнянні з першим зливком Пробуксовування при цьому буде супроводжува тися динамічними ударами по лінії приводу Швидкість прокатки у проходах при знятті "конусності" нижче 0,4 від швидкості прокатки після зняття "кон усності "...
Попередній патент: Пристрій управління та захисту заглибних електронасосів
Наступний патент: Спосіб розбирання судна на метал та його використання
Випадковий патент: Сіль піперазину та спосіб її одержання