Пристрій для чистового шліфування кульок


Формула / Реферат
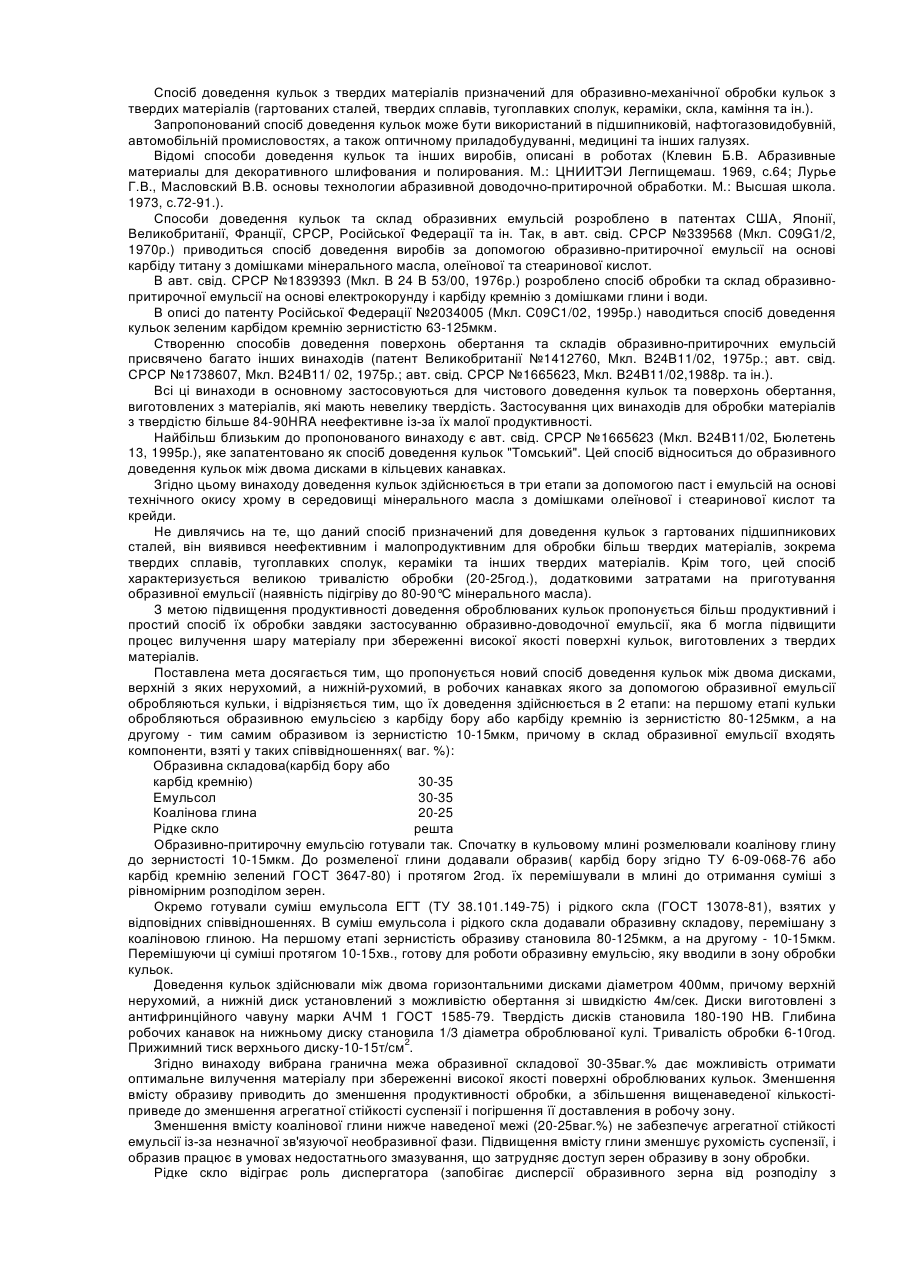
Пристрій для чистового шліфування кульок, що містить два співвісних диски, верхній з яких - нерухомий, а нижній - рухомий і має робочі кільцеві канавки для обробки кульок, які розташовані на глибину, рівну ½ діаметра кулі, який відрізняється тим, що робочі канавки виконані у вигляді рівнобічної трапеції, твірні якої нахилені під кутом 30°-35° до більшої основи трапеції.
Текст
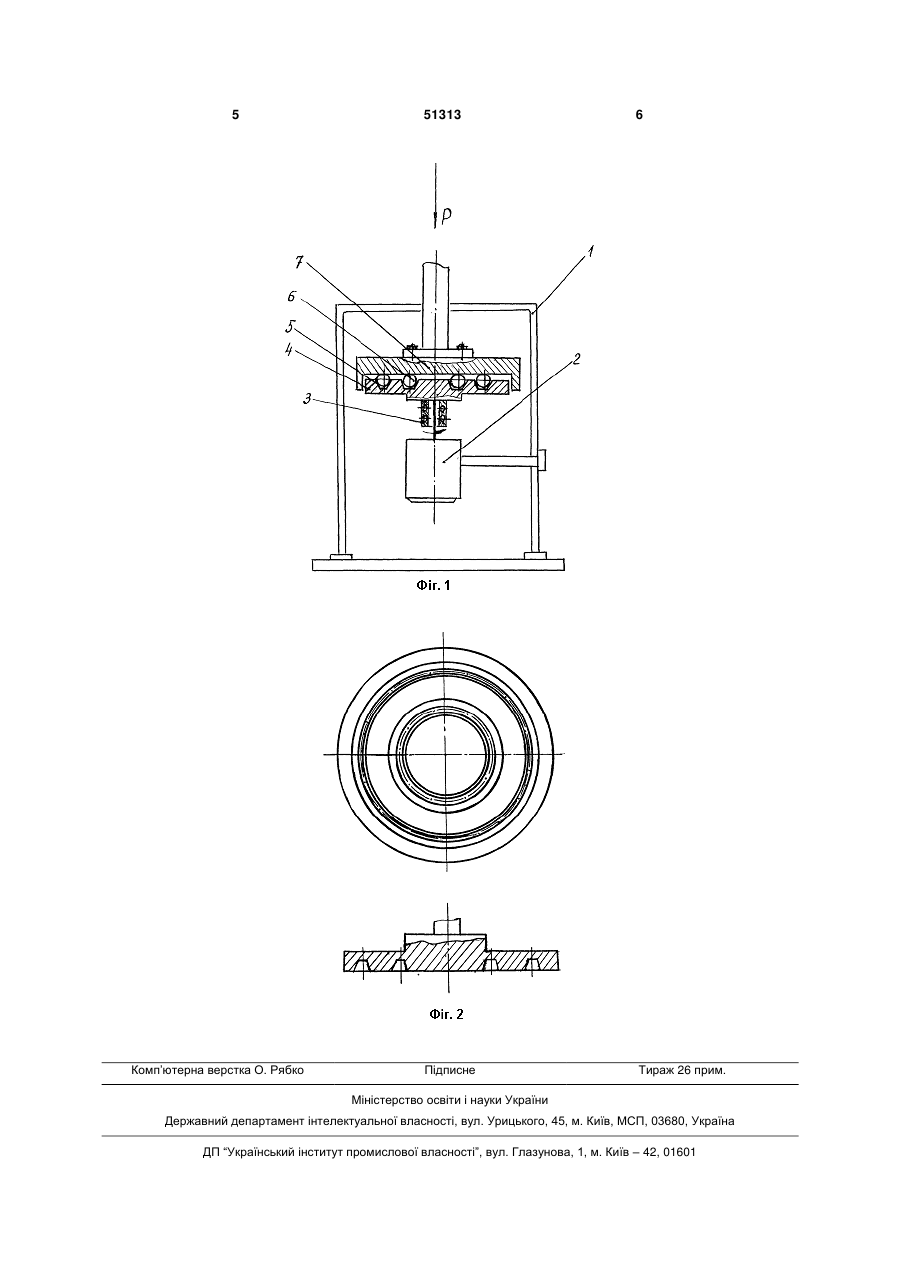
Пристрій для чистового шліфування кульок, що містить два співвісних диски, верхній з яких 3 51313 можливості отримання рівномірного знімання матеріалу кульки й стабільності розмірів, а також кулястості кульок на рівні 0,001-0,0015мм. В основу корисної моделі поставлена мета створення ефективного і простого пристрою для доведения кульок із твердих матеріалів за допомогою двох співвісних дисків, один з яких обертається, а інший - нерухомий і переміщується вздовж вертикальної осі до притирання робочих поверхонь кульок в канавках нижнього диску, яким надається хаотичний рух. Поставлена мета досягається тим, що пропонується пристрій для чистової обробки кульок між двома співвісними дисками, верхній з яких не обертається, а нижній - обертається і має робочі канавки для обробки кульок, які розташовані на глибину, рівну ½ діаметра кулі, виконані у вигляді рівнобічної трапеції, у якої обидві сторони нахилені під кутами 30°-35° до більшої основи. Така конструкція канавки дозволяє просто і ефективно обробляти кульки до кулястості 0,001 0,0015мм з високою якістю їх поверхні, що сприяє більш ефективному використанню абразивної суспензії для отримання стабільності розмірів та якості поверхні, а також підвищенню продуктивності обробки. Пропонований пристрій для чистового шліфування кульок складається з таких деталей та вузлів (Фіг.1, 2, 3): 1 - станина, на якій вертикально кріпиться двигун - редуктор 2, на валу якого за допомогою радіально-упорного підшипника 3, знаходиться нижній диск 4, на якому виточені трапецеїдальні кільцеві канавки 5, в яких обробляються кульки 6. Верхній диск 7 має привод для повздовжнього осьового переміщення униз до дотику з оброблюваними кульками нижнього диску, а також вікна 8 для подачі абразивної суспензії. Диски виготовлені з антифрикційного чавуну марки АЧМ 1 ГОСТ 1585-79 твердістю 190-200 НВ. Нижній диск обертається зі швидкістю 5м/сек. 4 Пристрій чистового шліфування кульок працює так. Верхній диск 7 піднімають уверх. Кульки 6 розміщують у робочі канавки 5. Потім опускають верхній диск 7 до дотику з кульками 6. Включають двигун 2, який за допомогою редуктора обертає нижній диск 4. Через вікна 8 верхнього диску подають абразивну суспензію, яка в залежності від твердості матеріалу оброблюваних кульок може бути на основі карбіду бору, корунду, карбіду титану або у вигляді алмазної суспензії із зернистістю абразивної складової 100-20мкм. Тиск притискання верхнього диску складає 10-15кг/см2. Зупинку пристрою здійснюють так: виключають двигун 2, потім піднімають верхній диск і виймають кульки 6. Після 1 год. обробки здійснюють контроль діаметра, відхилення від кулястості, шорсткість поверхні та візуально якість поверхні. Діаметр вимірювали мікрометром (ГОСТ 6507-78), відхилення від кулястості та знімання матеріалу за допомогою оптичного індикатора (тип С-11, ГОСТ 11097-62), шорсткість поверхні контролювали профілографом - профілометром моделі 252. Після 8год. обробки найкращі результати дав варіант №2: кулястість - 0,001-0,0015мм, розкид діаметрів кульок - 0,02-0,025мм, шорсткість поверхні - 1,0-1,2мкм (табл.). Пристрій для чистового шліфування кульок випробовувався при доведенні кульок, виготовлених із твердих сплавів, сплавів на основі карбідів хрому і титану, вольфраму, карбіду бору, стелітів та інших твердих матеріалів. Спочатку обробку проводили абразивними емульсіями з розміром зерен 100/80, 80/63 на основі карбіду бору. Тонке доведення здійснювали абразивними емульсіями із зернистістю карбіду бора 40/28, 28/20, добиваючись відхилення від кулястості 0,001-0,0015мм протягом 8год. обробки. Таблиця Порівняльні технічні характеристики прототипу і пропонованого пристрою (час обробки 8 год., абразивна емульсія карбіду бору зернистістю 40/28) Пристрої Пристрій-прототип 1. Пропонований пристрій (рівнобічна трапеція з кутом 20°-25°) 2. Пропонований пристрій (рівнобічна трапеція з кутом 30°-35°) 3. Пропонований пристрій (рівнобічна трапеція з кутом 40°-45°) Розкид розмі- Відхилення від Чистота поверхні, Продуктивність, рів, мм кулястості, мм мкм кг/год. 0,02-0,03 0,010-0,008 0,5-2,0 4,0 0,02-0,025 0,004-0,006 1,5-1,8 3,7 0,01-0,015 0,001-0,0015 1,0-1.2 4,8 0,02-0,025 0,003-0,005 1,3-1,5 4,2 5 Комп’ютерна верстка О. Рябко 51313 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for finishing grinding balls
Автори англійськоюNaumenko Volodymyr Yakovych
Назва патенту російськоюУстройство для чистового шлифования шаров
Автори російськоюНауменко Владимир Яковлевич
МПК / Мітки
МПК: B24B 11/00
Мітки: кульок, чистового, пристрій, шліфування
Код посилання
<a href="https://ua.patents.su/3-51313-pristrijj-dlya-chistovogo-shlifuvannya-kulok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для чистового шліфування кульок</a>
Пристрій для чистового шліфування кульок

Номер патенту: 72196
Опубліковано: 15.02.2005
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: чистового, кульок, пристрій, шліфування
Формула / Реферат:
Пристрій для чистового шліфування кульок між двома співвісними дисками , верхній з яких нерухомий, а нижній - рухомий і має робочі канавки для обробки кульок, які розташовані на глибині, що дорівнює 1/2 діаметра кулі, який відрізняється тим, що канавки виконані у вигляді нерівнобічної трапеції, у якої периферійна сторона нахилена під кутом 45-50°, а внутрішня - під кутом 30-35° до більшої основи трапеції.
Пристрій для чорнового шліфування кульок

Номер патенту: 72197
Опубліковано: 15.02.2005
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: кульок, чорнового, шліфування, пристрій
Формула / Реферат:
Пристрій для чорнового шліфування кульок між двома неспіввісними дисками, які обертаються в одну сторону з різними швидкостями, причому нижній диск має підпружинене кільце, який відрізняється тим, що верхній диск є плоским і виконаний у вигляді планшайби з алмазу, корунду або карбіду кремнію різної зернистості, а на нижній диск встановлено сепаратор з робочими вікнами овоїдної форми, розміри кіл яких на 5-10% більші діаметра заготовок кульок,...
Пристрій для чорнового шліфування кульок

Номер патенту: 51312
Опубліковано: 12.07.2010
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: пристрій, шліфування, чорнового, кульок
Формула / Реферат:
Пристрій для чорнового шліфування заготовок кульок за допомогою двох приводних неспіввісних дисків, які обертаються в одну сторону з різними швидкостями, нижній з яких установлено жорстко з можливістю горизонтального і вертикального переміщення підпружиненого конічного сепаратора, який відрізняється тим, що верхній диск - плоский і виконаний у вигляді планшайби з алмазу різної зернистості, а нижній диск має підпружинений конічний сепаратор з...
Спосіб доведення кульок з твердих матеріалів
Номер патенту: 69395
Опубліковано: 15.09.2004
Автор: Науменко Володимир Якович
МПК: B24B 11/00, C09K 3/14
Мітки: матеріалів, спосіб, кульок, доведення, твердих
Формула / Реферат:
Спосіб доведення кульок з твердих матеріалів між двома дисками, верхній з яких нерухомий, а нижній - рухомий, в робочих канавках якого за допомогою абразивної емульсії обробляють кульки, який відрізняється тим, що доведення кульок здійснюють в 2 етапи: на першому етапі кульки обробляють абразивною емульсією з карбіду бору або карбіду кремнію зернистістю 80-125 мкм, а на другому - тим самим абразивом із зернистістю 10-15 мкм, причому до складу...
Пристрій для завальцювання кульок в напрямні

Номер патенту: 50886
Опубліковано: 25.06.2010
Автори: Дячун Андрій Євгенович, Гевко Богдан Матвійович, Дзюра Володимир Олексійович, Гевко Іван Богданович, Крук Володимир Васильович, Ляшук Олег Леонтійович
МПК: B21D 39/00
Мітки: завальцювання, напрямні, кульок, пристрій
Формула / Реферат:
Пристрій для завальцювання кульок в напрямні, який виконано у вигляді державки, на одному кінці якої виконано зрізаний уступ з лисками, на циліндричній поверхні уступу виконано два радіальні глухі отвори, паралельні площинам зрізу, отвори є у взаємодії з фіксуючими кульками з пружинами, які є у взаємодії з формувальним елементом, який виконано у вигляді циліндра і з встановленим на ньому з іншого кінця твердосплавного наконечника, а в...
Попередній патент: Пристрій для чорнового шліфування кульок
Наступний патент: Зносокорозійностійкий композиційний матеріал на основі карбіду хрому
Випадковий патент: Дезінтегратор