Пристрій для чорнового шліфування кульок

Формула / Реферат
Пристрій для чорнового шліфування заготовок кульок за допомогою двох приводних неспіввісних дисків, які обертаються в одну сторону з різними швидкостями, нижній з яких установлено жорстко з можливістю горизонтального і вертикального переміщення підпружиненого конічного сепаратора, який відрізняється тим, що верхній диск - плоский і виконаний у вигляді планшайби з алмазу різної зернистості, а нижній диск має підпружинений конічний сепаратор з робочими вікнами овальної форми, розміри кіл яких на 10-15 % більші діаметрів заготовок кульок.
Текст
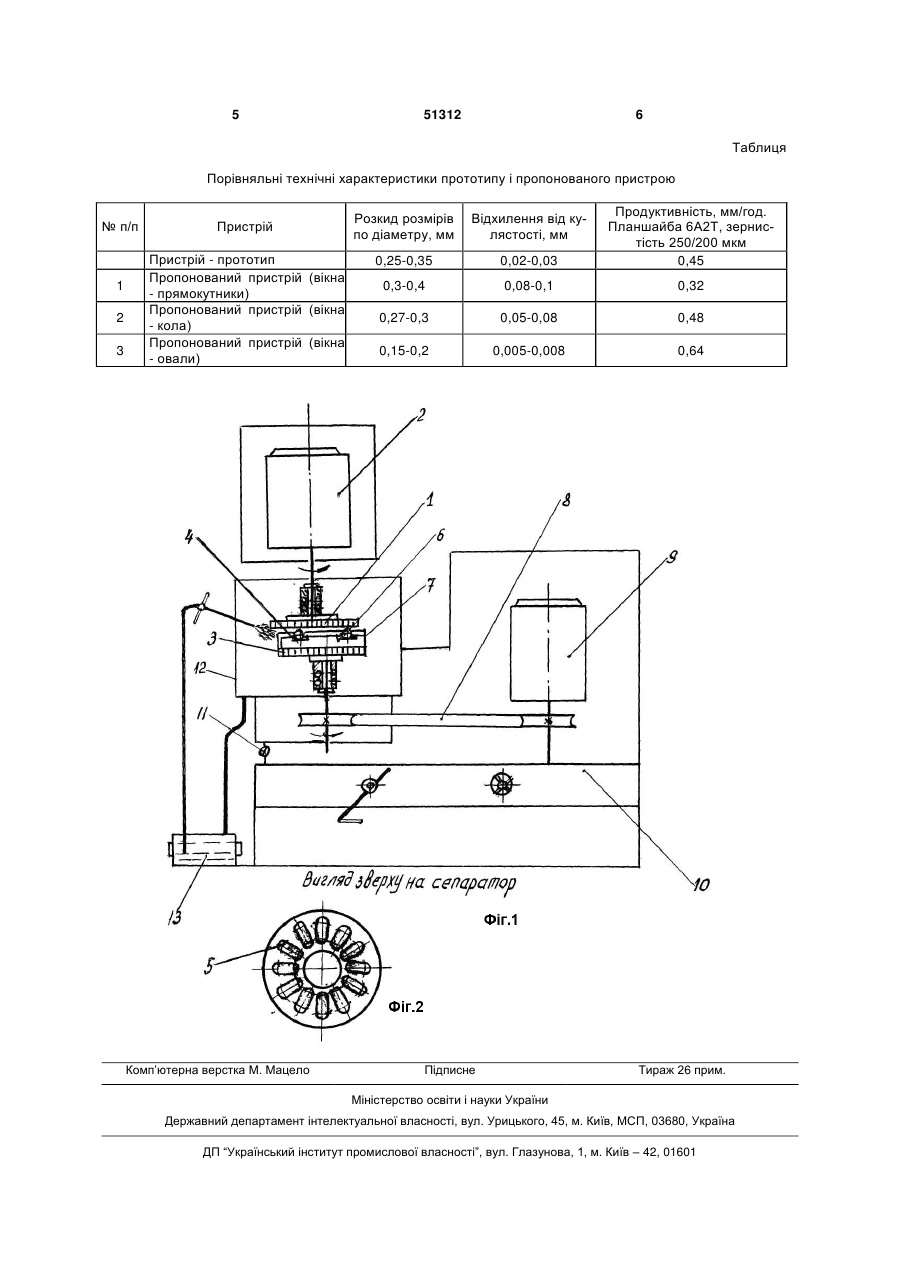
Пристрій для чорнового шліфування заготовок кульок за допомогою двох приводних неспіввісних дисків, які обертаються в одну сторону з різними 3 51312 4 ті кулькам здійснювати складний імпульсний рух Пристрій для чорнового шліфування кульок при їх обробці (із-за малого кола овоїда), а це припрацює так. В залежності від діаметру заготовок водить до зменшення якості обробки поверхні, кульок вибирають відповідний сепаратор 7, який нестабільності розмірів, а також зменшення прозакріплюють жорстко гвинтами до нижнього диску дуктивності обробки. 6. Заготовки кульок 9 розташовують в овальні вікВ основу корисної моделі поставлена мета на 8, які прижимають підпружиненим кільцем 10. створення ефективного, простого пристрою для Вертикальною подачею піднімають станину 13 чорнового шліфування заготовок кульок з твердих разом з нижнім диском 6 до дотику робочих поверматеріалів за допомогою двох приводних дисків, хонь заготовок кульок до верхнього диску. Одноякі неспіввісно обертаються в одну сторону з різчасно горизонтальною подачею станини виставними швидкостями. ляється співвісність нижнього диску 6 по Поставлена мета досягається тим, що проповідношенню до верхнього ~ 0,8 - 0,9 відносно діанується пристрій для чорнового шліфування загометру верхнього диску 1, а за допомогою індикатовок кульок між двома неспіввісними дисками, які тора 14 виставляється вертикальна подача станиобертаються в одну сторону з різними швидкостяни на 0. ми, причому верхній диск плоский і виготовлений з Включають привод 12 нижнього диску, який алмазу різної зернистості, а нижній диск має підпобертається із швидкістю 60 об./хв., а потім вклюружинений сепаратор конічної форми з гніздами чають привод 6 верхнього диску 1, який обертаовальної форми, розміри кіл яких на 10 - 15° більється із швидкістю 300 об./хв., і за допомогою верші, ніж максимальний діаметр оброблюваної культикальної подачі станини 13 нижній диск 6 ки, і жорстко закріплений на станині, яка може верподають до дотику через кільце сепаратора 7 з тикально переміщуватися уверх до дотику з верхнім диском 1, і починається обробка заготовок верхнім диском, а також горизонтально відносно кульок. Одночасно включається масляний насос нього. 16 і подається вода в робочу зону для охолодженТака конструкція пристрою дозволяє просто, ня. ефективно, з великою продуктивністю обробляти В процесі такої обробки заготовки кульок підзаготовки кульок до кулястості 0,1-0,015 мм, роздаються імпульсній дії, що приводить до одночаскидом значень діаметрів оброблених кульок в меного обертання кульок в трьох площинах. У зв'язку жах 0,2-0,3 мм. На поверхні оброблених кульок з тим, що в будь-який момент часу тиск верхнього відсутні дефекти, оскільки вони під час обробки диску приходиться лише на дуже малу частину рухаються по складній траєкторії в окремих гніздах поверхні заготовки, то питомий тиск різко збільшуовальної форми. ється і стає достатнім для деформації поверхні Внаслідок такої конструкції сепаратора імпузаготовки. льсна дія направлена не прямо, а по дотичній, В залежності від твердості оброблюваних матому заготовки в момент удару обертаються і теріалів кульок верхній диск може бути виготовлеотримують кулясту форму. Крім того, із-за різних ний у вигляді планшайби з алмазу типу 6А2Т різної швидкостей верхнього і нижнього дисків та наявзернистості. Це залежить від того, яку чистоту поності підпружиненого кільця, яке охоплює сепараверхні оброблюваних кульок потрібно отримати. тор нижнього диску здійснюється коливальний рух, Після закінчення обробки спочатку включають який сприяє обертанню заготовок кульок у трьох привод верхнього диску, а потім - нижнього. Опусплощинах, що приводить до підвищення їх куляскають станину вниз, а потім переміщують горизонтості, а обробка їх у конічному сепараторі з овальтально. Знімають підпружинене кільце, виймають ними вікнами підвищує якість обробки поверхні кульки з вікон сепаратора і перевіряють їх розміри, кульок. кулястість, якість поверхні та ін. Пропонований пристрій для чорнового шліфуДіаметр вимірювали мікрометром (ГОСТ 6507вання кульок складається таких вузлів і деталей 78); відхилення від кулястості за допомогою опти(Фіг.1, Фіг.2): 1 - верхній плоский диск, який за дочного індикатора (тип С - 11 ГОСТ 11097- 62), помогою шайби 2, муфти і шківа 3 з'єднаний верякість поверхні візуально або за допомогою лупи з тикальною клино-пасовою передачею 4 з двигуном 10 кратним збільшенням. - редуктором 5; 6 - нижній диск, на який одівається Внаслідок такої обробки можна добитися виконічний сепаратор 7 з овальними робочими гнізсокої кулястості (до 0,01 -0,015 мм), незначного дами 8. Оброблювані кульки 9 прижимаються в розкиду діаметра оброблених кульок (0,2 - 0,3 мм) сепараторі кільцем 10 з круглим отвором, діаметр з одночасно високою якістю поверхні і продуктивякого дозволяє обробляти заготовки кульок при ністю обробки заготовок (табл.), з якої видно, що дотику з верхнім диском. Обертання нижнього найбільший ефект дає пристрій № 3, у якого рободиску здійснюється горизонтальною клиночі вікна є овальними. пасовою передачею 11 від двигуна - редуктора 12, Запропонований пристрій для чорнового шліякий жорстко закріплений на станині 13, яка разом фування кульок ефективно себе показав при обз нижнім диском може переміщуватись горизонтаробці заготовок з тугоплавких сполук, зокрема льно і вертикально по відношенню до верхнього твердих сплавів, карбідних сплавів на основі кардиску, причому вертикальна подача контролюєтьбідів хрому, титану, бору, з яких були виготовлені ся індикатором 14. Обробка кульок здійснюється в кульки діаметром 14-50 мм до клапанних пар нафрезервуарі 15 з одночасною подачею води за дотових свердловинних насосів, зворотних клапанів, помогою масляного насосу 16 в зону контакту веркутових вентилів для перекачування газу та ін. хнього диску і кульок з метою їх охолодження під час обробки. 5 51312 6 Таблиця Порівняльні технічні характеристики прототипу і пропонованого пристрою № п/п 1 2 3 Пристрій Пристрій - прототип Пропонований пристрій (вікна - прямокутники) Пропонований пристрій (вікна - кола) Пропонований пристрій (вікна - овали) Комп’ютерна верстка М. Мацело Розкид розмірів по діаметру, мм Відхилення від кулястості, мм 0,25-0,35 0,02-0,03 Продуктивність, мм/год. Планшайба 6А2Т, зернистість 250/200 мкм 0,45 0,3-0,4 0,08-0,1 0,32 0,27-0,3 0,05-0,08 0,48 0,15-0,2 0,005-0,008 0,64 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for rough grinding balls
Автори англійськоюNaumenko Volodymyr Yakovych
Назва патенту російськоюУстройство для чернового шлифования шариков
Автори російськоюНауменко Владимир Яковлевич
МПК / Мітки
МПК: B24B 11/00
Мітки: шліфування, чорнового, кульок, пристрій
Код посилання
<a href="https://ua.patents.su/3-51312-pristrijj-dlya-chornovogo-shlifuvannya-kulok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для чорнового шліфування кульок</a>
Пристрій для чорнового шліфування кульок

Номер патенту: 72197
Опубліковано: 15.02.2005
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: пристрій, чорнового, шліфування, кульок
Формула / Реферат:
Пристрій для чорнового шліфування кульок між двома неспіввісними дисками, які обертаються в одну сторону з різними швидкостями, причому нижній диск має підпружинене кільце, який відрізняється тим, що верхній диск є плоским і виконаний у вигляді планшайби з алмазу, корунду або карбіду кремнію різної зернистості, а на нижній диск встановлено сепаратор з робочими вікнами овоїдної форми, розміри кіл яких на 5-10% більші діаметра заготовок кульок,...
Пристрій для чистового шліфування кульок

Номер патенту: 72196
Опубліковано: 15.02.2005
Автор: Науменко Володимир Якович
МПК: B24B 11/00
Мітки: кульок, шліфування, чистового, пристрій
Формула / Реферат:
Пристрій для чистового шліфування кульок між двома співвісними дисками , верхній з яких нерухомий, а нижній - рухомий і має робочі канавки для обробки кульок, які розташовані на глибині, що дорівнює 1/2 діаметра кулі, який відрізняється тим, що канавки виконані у вигляді нерівнобічної трапеції, у якої периферійна сторона нахилена під кутом 45-50°, а внутрішня - під кутом 30-35° до більшої основи трапеції.
Пристрій для відбирання кульок з потоку води

Номер патенту: 60479
Опубліковано: 15.10.2003
Автори: Кузьмінський Віталій Павлович, Кравченко Владислав Григорович, Кудрявцев Дмитро Вікторович, Рудчик Олег Сергійович
МПК: B01D 35/02
Мітки: відбирання, води, кульок, потоку, пристрій
Формула / Реферат:
Пристрій для відбирання кульок з потоку води, що має трубчастий корпус, принаймні одне розміщене в ньому сито, яке встановлене під гострим кутом до його поздовжньої осі, гніздо для збору кульок з сита та пристрій для направлення кульок у гніздо, який відрізняється тим, що між ситом та трубчастим корпусом утворена щілина, більша ніж діаметр кульки, а пристрій для направлення кульок у гніздо зроблений жолобчастим та розміщений під робочою...
Спосіб обробки кульок
Номер патенту: 31921
Опубліковано: 15.12.2000
Автори: Федоренко Микола Олександрович, Джемелінський Віталій Васильович, Семенченко Вячеслав Михайлович, Назарчук Віталій Миколайович, Запорожець Олександр Андрійович
МПК: B24B 11/00
Мітки: спосіб, обробки, кульок
Текст:
...патенту oU $ 1774Э45 С09 КЗ/І4 1992 РЗ. Формоутворення та обробка в нерухших втулках сепаратора здійсншться в два еташ відносно просттш робочими інсаддантада: дисками з аддазвиш порсамами та яовстяними даскаш з використанням пасти на основі д і оксида церія і дозволяє в 3- 4 рази ПІДВИЩИТИ продуктивність обробки, значно поліпшити якість, розширити асортимент продукції, в наслідок чого вона стада конкурентоздатною. Ба фіг* 1 доказана схема...
Пристрій для відбирання кульок з потоку води
Номер патенту: 51553
Опубліковано: 15.11.2002
Автори: Ковалевський Андрій Олегович, Кудрявцев Дмитро Вікторович, Тищенко Олександр Дмитрович, Петров Володимир Володимирович, Кузьмінський Віталій Павлович, Шумілін Володимир Григорович
МПК: F28G 1/00
Мітки: кульок, пристрій, води, потоку, відбирання
Формула / Реферат:
The present invention relates to a group of novel 4,5-dihydro-1H-pyrazole derivatives having S configuration at the 4-position of their 4,5-dihydro pyrazole ring which are potent antagonists of the cannabis CB1-recepior.The compounds have the general formula (I) wherein- R and R1 are the same or different and represent 3-pyridyl or 4-pyridyl or phenyl which may be substituted with halogen or methoxy, - R2 and R3 are the same or different and...
Попередній патент: Вакцина інактивована концентрована проти інфекційного ринотрахеїту великої рогатої худоби для внутрішньошкірного введення
Наступний патент: Пристрій для чистового шліфування кульок
Випадковий патент: Прокатна кліть