Спосіб виготовлення стінових керамічних виробів
Формула / Реферат
1. Спосіб виготовлення стінових керамічних виробів, що включає заповнення форми для виготовлення керамічного виробу шихтою , формування виробу та випалювання, який відрізняється тим, що здійснюють пошарове заповнення форми, причому верхній шар шихти утворюють з гранул, одержаних шляхом плавлення при температурі 1400 - 1480 °С суміші, що містить відходи скла чи скляних виробів, шлак металургійний і/або золи ТЕЦ, і силікатний пісок, а формування виробу та випалювання проводять одночасно шляхом швидкої термічної обробки протягом 18-23 хвилин при температурі 900 - 980 °С з наступним повільним охолодженням.
2. Спосіб за п. 1, який відрізняється тим, що при заповненні форми верхній шар становить 20 - 30 % від висоти шихти для виготовлення керамічного виробу.
3. Спосіб за пп. 1 чи 2, який відрізняється тим, що суміш для одержання гранул додатково містить оксиди металів у кількості від 0,05 до 12 %.
Текст
1 Спосіб виготовлення стінових керамічних виробів, що включає заповнення форми для виготовлення керамічного виробу шихтою , формування виробу та випалювання, який відрізняється тим, що здійснюють пошарове заповнення форми, причому верхній шар шихти утворюють з гранул, одержаних шляхом плавлення при температурі 1400 - 1480 °С суміші, що містить відходи скла чи скляних виробів, шлак металургійний і/або золи ТЕЦ, і силікатний пісок, а формування виробу та випалювання проводять одночасно шляхом швидкої термічної обробки протягом 18-23 хвилин при температурі 900 - 980 °С з наступним повільним охолодженням 2 Спосіб за п 1, який відрізняється тим, що при заповненні форми верхній шар становить 20 - ЗО % від висоти шихти для виготовлення керамічного виробу 3 Спосіб за пп 1 чи 2, який відрізняється тим, що суміш для одержання гранул додатково містить оксиди металів у КІЛЬКОСТІ ВІД 0,05 до 12 % Винахід відноситься до виробництва будівельних матеріалів, зокрема, формованих керамічних виробів і може бути використаний для виготовлення стінових керамічних виробів Для стінових будівельних керамічних виробів, особливо для фасадної кераміки, велике значення мають як загальні характеристики виробів, зокре відомим способом для виготовлення шихти як кремнеземистий компонент використовують мікрокремнезем у вигляді пиловидних ВІДХОДІВ виробництва кристалічного кремнію, як алюмосилікатний компонент - глієжи 3 одержаної шихти методом напівсухого пресування (під тиском 25МПа) формують зразки, які висушують при температурі 100 110°С з наступним випалюванням при температурі 1000°С протягом 4 - 8 годин Однак, вироби, що одержані за відомим способом, також характеризуються не достатньою водо- і морозостійкостю, потребують додаткової обробки лицьової поверхні глазурями чи ангобами, їх виготовлення пов'язане з високими енерговитратами Задачею винаходу є удосконалення способу виготовлення стінових керамічних виробів, який за рахунок запропонованих пошарового заповнення шихти, и складу та режиму обробки, забезпечує одержання виробів, що характеризуються підвищеною водо- і морозостійкістю, декоративністю лицьової поверхні та зниженими енерговитратами при їх одержанні Крім того, спосіб забезпечує можливість варіантності як за кольором так і за фактурою при формуванні лицьової поверхні виробу Поставлена задача вирішується запропонованим способом виготовлення стінових керамічних виробів, що включає заповнення форми шихтою ма, МІЦНІСТЬ, ЗНОСОСТІЙКІСТЬ, водо- і морозостій кість, так і ЗОВНІШНІЙ вигляд лицьової поверхні, що має задовольняти зростаючим вимогам сучасного дизайну Відомий спосіб виготовлення стінових керамічних виробів, що включає приготування шихти для виготовлення керамічного виробу, формування виробу та випалювання, в якому для приготування шихти використовують відходи виробництва феросиліцію, суглинок і хімічну добавку (Н В Пак, Л М Артемова, В Я Макаров, П В Школьников Производство золокерамического камня й блоков из золы Том-Усинской ГРЗС — Энергетическое строительство 1990, № 3, с 38) [1] Однак, вироби, виготовлені за цим способом, мають низьку МІЦНІСТЬ Найбільш близьким є спосіб виготовлення стінових керамічних виробів, що включає заповнення форми шихтою для виготовлення керамічного виробу, формування виробу та випалювання (RU, патент, № 2130913, МПКЙ С04В 35/14, 35/16) За о> о (О для виготовлення керамічного виробу, формування виробу та випалювання, в якому здійснюють пошарове заповнення форми, причому, верхній шар шихти утворюють з гранул, одержаних шляхом плавлення при температурі 1400 - 1480°С суміші, що містить відходи скла чи скляних виробів, шлак металургійний і/або золи ТЕЦ, і силікатний пісок, а формування виробу та випалювання проводять одночасно шляхом швидкої термічної обробки протягом 1 8 - 2 3 хвилин при температурі 900 - 980°С з наступним повільним охолодженням При заповненні форми верхній шар становить 20 - 20% від висоти шихти для виготовлення керамічного виробу Для отримання стінових керамічних виробів певного кольору чи фактури у суміш для одержання гранул додатково додають ВІДПОВІДНІ ОКСИДИ важких металів або синтетичні сполуки типу корунду, гранатів, цирконів у КІЛЬКОСТІ ВІД 0,05 до 12% Експериментально було встановлено, що пошарове заповнення форми шихтою, верхній шар якої утворюють попередньо одержані випалюванням гранули певного вмісту, і проведення формування та випалювання одночасно шляхом швидкої термічної обробки протягом 1 8 - 2 3 хвилин при температурі 900 - 980°С з наступним повільним охолодженням, дозволило створити умови для об'ємної кристалізації скла у верхньому шарі Тому отриманий виріб має повністю спечений, щільний, блискучий у зламі верхній шар, який добре зчеплений з рештою виробу, що має грубозернисту неоднорідну у зламі структуру Спосіб здійснюється таким чином Попередньо виготовлюють гранули для заповнення верхнього шару шихти Гранули одержують шляхом плавлення суміші, що містить відходи скла чи скляних виробів, шлак металургійний і/або золи ТЕЦ, і силікатний пісок Плавлення здійснюють, наприклад, у плавильній ванній печі при температурі 1400 - 1480°С Одержують безбарвні або кольорові гранули Для одержання кольорових гранул до суміші додають від 0,05 до 12% оксидів важких металів чи синтетичних сполук типу корунду, гранатів та ш У форми, що мають заданий розмір, засипають пошарово кремнійвмісний шар - нижній шар, що займає 9,5-12,5%, алюмосилікатний чи алюмосилікатний і кремнійвмісний, чи інший за складом (за необхідністю) шар - основний шар, що займає 55 70%, попередньо одержані гранули шляхом плавлення при температурі 1400 - 1480°С суміші, що містить відходи скла чи скляних виробів, шлак металургійний і/або золи ТЕЦ - верхній шар, що займає 20 - 30% Форми з шихтою пропускають через тунельну піч, де вироби піддають швидкій термічній обробці при температурі 900 - 980°С протягом 1 8 - 2 3 хвилин За цей час відбувається формування, розплавлення, часткова кристалізація та спікання шихти Завершуються процеси під час повільного 60249 охолодження Приклад Виготовлення гранул для заповнення верхнього шару форми Гранули одержують шляхом плавлення суміші, що містить відходи скла і скляних виробів (склопосуд, що не годиться для повторного використання, бракована продукція склозаводів, будівельний склобій) 35%, шлак металургійний - 25%, силікатний пісок - 38%, оксид МІДІ - 2% Плавлення здійснюють у плавильній ванній печі при температурі 1450°С Одержують синьозелені гранули У форми, що мають розмір 900 х 1100 х 500 (140 х 80 х 15)мм, засипають пошарово пісок чи дрібний гранвідсів - нижній кремнійвмісний шар (10%), бите скло, шлак металургійний, зола ТЕЦ, глина, польовий шпат, каолін, пісок - основний шар (65%), гранули (25%) Форми з шихтою пропускають через тунельну піч, де вироби піддають швидкій термічній обробці при температурі 950°С протягом 20 хвилин За цей час відбувається формування, розплавлення, часткова кристалізація та спікання шихти Завершуються процеси під час повільного охолодження Одержані вироби виконані у вигляді плит з полірованою синьо-зеленою прозорою лицьовою поверхнею та наступними фізико-механічними показниками МІЦНІСТЬ при стисненні - 28, 9МПа, водопоглинання при КИП'ЯТІННІ протягом часу, мас % - 22, 7, ВОДОСТІЙКІСТЬ, діб - 65, морозостійкість, цикли - 35 витрати тепла - 800 - 2100кДж/кг продукції Умови випробувань на ВОДОСТІЙКІСТЬ витримка зразків у воді при кімнатній температурі, діб Умови випробувань на морозостійкість витримка у воді при 20 ± 2°С протягом двох годин і 2 10 годин витримки у морозильній камері при (18) °С Запропонований спосіб дозволяє одержати СТІНОВІ керамічні вироби, що характеризуються підвищеними ВОДОСТІЙКІСТЮ і морозостійкістю, декоративністю лицьової поверхні, що особливо актуально при отриманні фасадної кераміки, та зниженими енерговитратами при виробництві Спосіб дозволяє отримувати вироби, різноманітні за забарвленням та фактурою лицьової поверхні Крім того, для виготовлення фасадної кераміки може застосовуватися як недефіцитна сировина так і відходи виробництва Одержані вироби можуть застосовуватися у будівництві для зовнішнього та внутрішнього оздоблювання житлових будинків, оформлення місць суспільного користування станцій метро, підземних переходів, фойє установ і т п 60249 Комп'ютерна верстка А Крулевський Підписано до друку 06 10 2003 Тираж 39 при м Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for manufacturing wall ceramic articles
Назва патенту російськоюСпособ изготовления стеновых керамических изделий
МПК / Мітки
МПК: C04B 30/00, C04B 35/16
Мітки: спосіб, виготовлення, виробів, керамічних, стінових
Код посилання
<a href="https://ua.patents.su/3-60249-sposib-vigotovlennya-stinovikh-keramichnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стінових керамічних виробів</a>
Спосіб виготовлення стінових керамічних виробів із вуглевідходів
Номер патенту: 1920
Опубліковано: 20.12.1994
Автори: Михайлов Володимир Іванович, Рубін Юрій Михайлович
МПК: C04B 33/02, C04B 18/04
Мітки: керамічних, виробів, спосіб, вуглевідходів, стінових, виготовлення
Формула / Реферат:
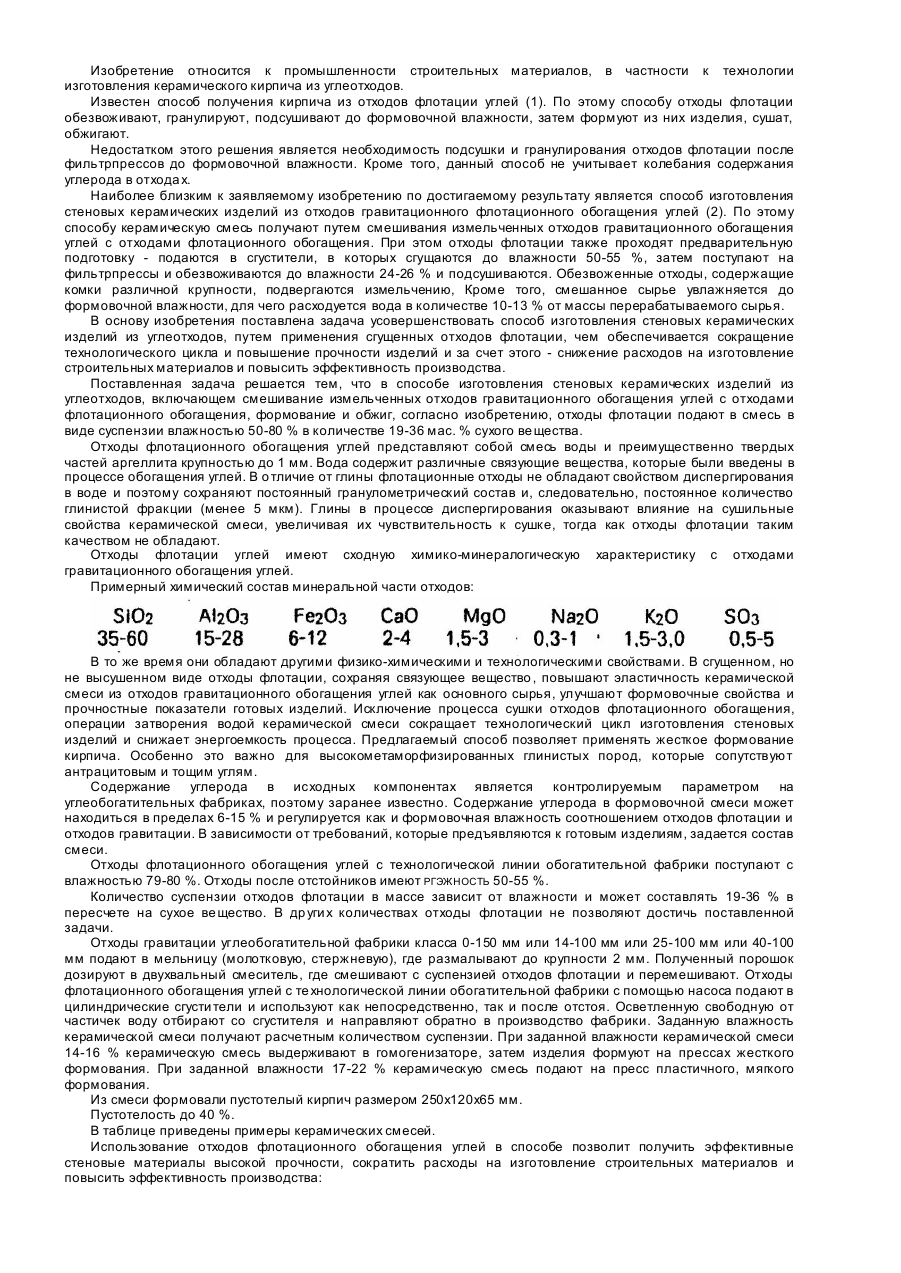
Способ изготовления стеновых керамических изделий из углеотходов, включающий смешивание измельченных отходов гравитационного обогащения углей с отходами флотационного обогащения, формование и обжиг, отличающийся тем, что отходы флотации подают в смеси в виде суспензии влажностью 50-80 % в количестве 19-36 мас. % сухого вещества.
Спосіб виготовлення художніх керамічних виробів
Номер патенту: 42993
Опубліковано: 15.11.2001
Автор: Валентинов Володимир Валерійович
МПК: B28B 11/04, B44C 1/00, B28B 11/02
Мітки: керамічних, виробів, спосіб, виготовлення, художніх
Формула / Реферат:
1. Спосіб виготовлення художніх керамічних виробів, який включає виготовлення черепків, їх сушіння, утилітарний випал і нанесення покриття, який відрізняється тим, що після утилітарного випалу на поверхню черепків наносять клеючу речовину, після чого флокуванням на них наносять покриття з ворсу.2. Спосіб по п.1, який відрізняється тим, що у разі, якщо керамічні вироби містять приставні деталі, останні виготовляють, сушать, випалюють,...
Спосіб виготовлення художніх керамічних виробів
Номер патенту: 54922
Опубліковано: 17.03.2003
Автори: Бакшеєв Георгій Вікторович, Строєнко Ігор Євгенович
МПК: B44C 1/00, B28B 11/00, B28B 11/04
Мітки: виробів, спосіб, художніх, виготовлення, керамічних
Формула / Реферат:
1. Спосіб виготовлення художніх керамічних виробів, що включає виготовлення черепків, їх сушіння, утилітарний випал, глазурування, випал після глазурування і нанесення декоративного покриття, який відрізняється тим, що нанесення декоративного покриття здійснюють конденсацією в вакуумі на поверхні керамічних виробів перетворених в плазму іонізованих парів металів.2. Спосіб виготовлення художніх керамічних виробів за п. 1, який...
Спосіб збереження натурального кольору черепка облицювальних керамічних виробів
Номер патенту: 41678
Опубліковано: 17.09.2001
Автори: Лопушанський Андрій Ярославович, Калашник Анатолій Іванович, Карєв Олександр Анатолійович, Терентьєва Ольга Валентинівна
МПК: C04B 41/45
Мітки: спосіб, облицювальних, збереження, натурального, виробів, керамічних, черепка, кольору
Формула / Реферат:
Спосіб збереження натурального кольору черепка облицювальних керамічних виробів шляхом нанесення органічного плівкоутворюючого розчину на облицювальну поверхню свіжосформованих виробів, який відрізняється тим, що як плівкоутворюючий розчин використовують 0-15% водний розчин полівінілацетатного клею /ПВА/.
Пристрій для виготовлення керамічних виробів
Номер патенту: 45043
Опубліковано: 15.03.2002
Автори: Пентюк Борис Миколайович, Сташевський Андрій Вілійович, Байцер Володимир Володимирович, Царапора Василь Сидорович
МПК: B28B 3/10
Мітки: керамічних, виготовлення, пристрій, виробів
Формула / Реферат:
Пристрій для виготовлення керамічних виробів, що містить прес із привідним валом і повзуном, механізм для засипання керамічного порошку, кулачковий механізм керування, механізм для зіштовхування, перенесення і транспортування виробів, який відрізняється тим, що містить другий зіштовхувач і обмежувач, які розташовані жорстко на підпружиненому важелі, піджатому до повзуна преса, при цьому паралельно ходу повзуна преса встановлений додатковий...
Попередній патент: Спосіб накладання комбінованого шкірно-внутрішньошкірного шва на т-подібну післяопераційну рану
Наступний патент: Телематична система
Випадковий патент: Спосіб формування анастомозу на шлунково-кишковому тракті