Електроліт для електрохімічної дезактивації та полірування корозійностійкої сталі
Номер патенту: 61252
Опубліковано: 17.11.2003
Автори: Лісогор Олександр Іванович, Зарубицький Олег Григорович, Захарченко Микола Федорович, Ковалевський Валентин Іванович, Дмитрук Борис Федорович, Юденкова Інна Миколаївна, Дупак Людмила Григорівна, Будник Валерій Григорович
Формула / Реферат
Електроліт для електрохімічної дезактивації та полірування корозійностійких сталей, який містить сірчану та ортофосфорну кислоти, який відрізняється тим, що додатково вводиться оксіетилідендифосфонова кислота і триамон при такому співвідношенні компонентів (мас.%):
ортофосфорна кислота
40-70
сірчана кислота
10-30
оксіетилідендифосфонова кислота
0,6-1,2
триамон
0,5-1,0
вода
решта.
Текст
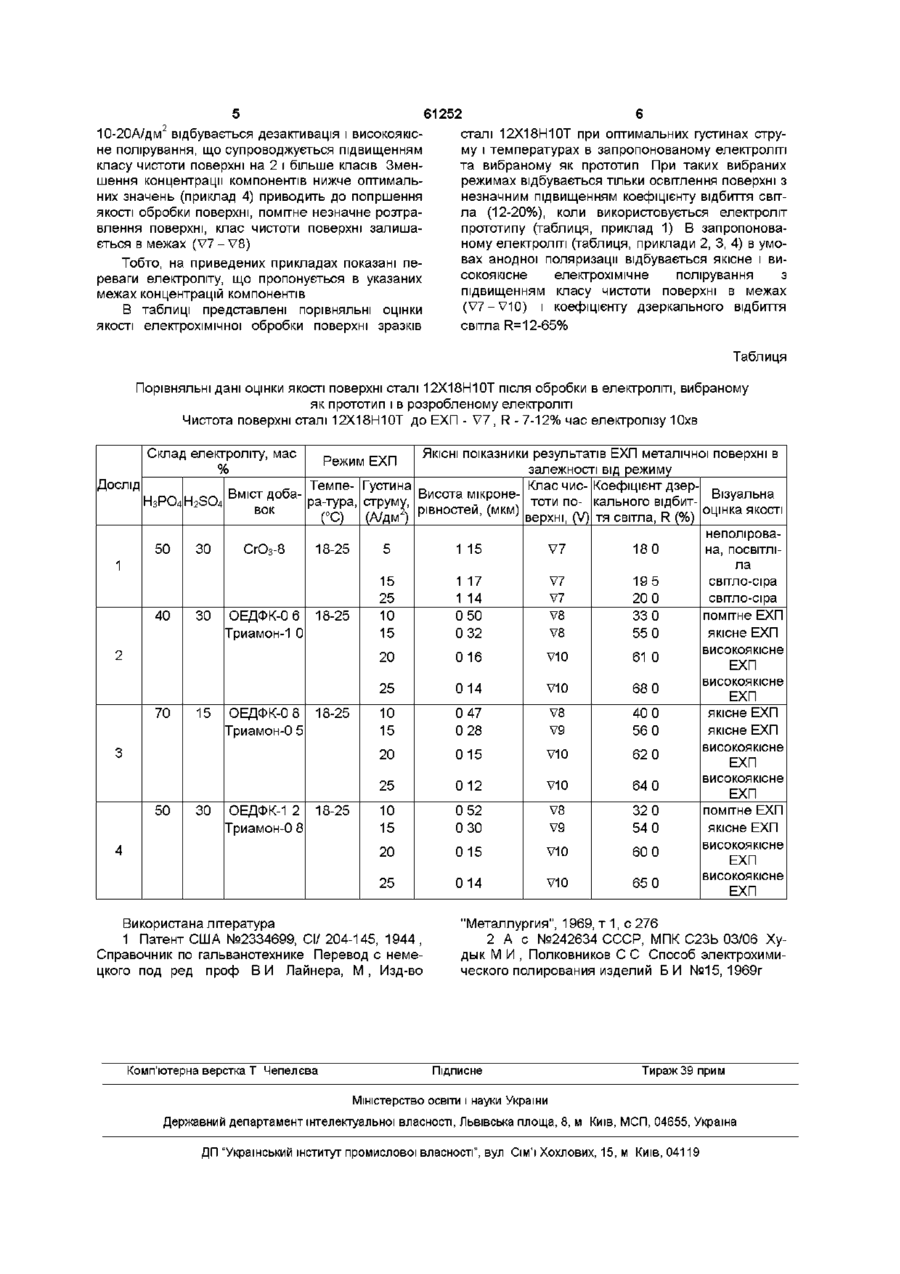
Електроліт для електрохімічної дезактивації та полірування корозійностійких сталей, який містить сірчану та ортофосфорну кислоти, який відрізняється тим, що додатково вводиться оксіетилідендифосфонова кислота і триамон при такому співвідношенні компонентів (мас %) ортофосфорна кислота 40-70 сірчана кислота 10-30 оксіетилідендифосфонова кислота 0,6-1,2 триамон 0,5-1,0 вода решта Винахід відноситься до галузі електрохімічної обробки металів, зокрема до дезактивації і електрохімічного очищення та полірування металевих поверхонь корозійностійких сталей, і може знайти застосування в машинобудуванні для полірування виробів та в атомній промисловості для дезактивації радіаційне забруднених металічних поверхонь обладнання в аварійних ситуаціях та під час ремонту і демонтажу атомних реакторів Дуже важливо застосовувати такий процес обробки поверхні окремих цінних деталей обладнання, який би забезпечував одночасно дезактивацію та якісне полірування При такій комплексній обробці дорогих деталей (наприклад, пробок реакторів, обойм ПІДШИПНИКІВ, обойм з впресованими втулками та ш ) є можливість повторно їх використовувати при ремонті атомних реакторів Відомий електроліт [1, 2] для електрохімічного полірування (ЕХП) корозійностійких сталей, до складу якого входить сірчана кислота (14%), фосфорна кислота (59%), хромова кислота (0 5%), вода (решта) Суттєвим недоліком цього електроліту є те, що він містить токсичну і екологічно небезпечну хромову кислоту, яка агресивна по відношенню до обладнання та матеріалу ванни, обробка металу в ньому відбувається при високих густинах струму (60-80А/дм ) і температурах (60-90°С) Найбільш близьким по складу електроліту (прототип) є електроліт [2] для полірування корозійностійких сталей на основі сірчаної та ортофосфорної кислот, що містять також добавку хромового ангідриду (мас %) Н3РО4 65-70 H2SO4 12-15 СЮз 6-8 вода решта Недоліком електроліту-прототипу є те, що ЕХП в ньому відбувається при високих густинах струму (300-500А/дм ) і високій температурі, внаслідок значного виділення Джоулева тепла Крім того, суттєвим недоліком цього електроліту є і те, що при низьких температурах та густинах струму в ньому не відбувається ЕХП корозійностійких сталей В основу даного винаходу поставлена задача розробити такий склад електроліту для електрохімічної дезактивації та полірування корозійностійких сталей, який би виключав вище зазначені недоліки - забезпечував якісну обробку нержавіючих сталей, одержання високої згладжуючої та блискоутворюючої здатності при низьких густинах струму і низьких (кімнатних) температурах Суть винаходу полягає в тому, що в основу електроліту, який є сумішшю ортофосфорної та сірчаної кислот, вносяться добавки оксиетилідендіфосфонової кислоти (ОЕДФК) та триамону при слідуючому співвідношенні інгредієнтів (мас %) Н3РО4 40-70 H2SO4 10-30 ОЕДФК 0,6-1,2 триамон 0,5-1,0 вода решта Істотними ВІДМІННОСТЯМИ даного винаходу є включення до складу електроліту нових компонентів, а саме - оксиетилідендіфосфонової кислоти та ю (О 61252 триамону, а також співвідношення компонентів Перевагами даного винаходу є високоякісне ЕХП та дезактивація поверхонь корозійностійких сталей при низьких густинах струму (10-20А/дм ) і кімнатній температурі (1530°С), інтенсивне згладжування мікронерівностей, округлення макронерівностей, підвищення класу чистоти поверхні на 1,5-2 класи, а коефіцієнту дзеркального відбиття світла до 60-65% Є підстави вважати, що вказані компоненти оксиетилідендіфосфонова кислота та триамон мають синергетичну дію, завдяки чому в умовах анодної поляризації досягається необхідна ступінь адсорбції органічних катіонів на позитивно зарядженому електроді, що сприяє нівелюванню електрохімічної неоднорідності поверхні металу, згладжуванню та інтенсивному блискоутворенню Найбільш висока якість обробки відбувається тільки при сумісному введенні в електроліт оксиетилідендіфосфонової кислоти та триамону Крім того, в даному технічному рішенні оксиетилідендіфосфонова кислота відіграє роль комплексоутворювача, який сприяє підвищенню строку служби електроліту, а триамон - шпбітора, який захищає поверхню металу від розтравлювання та сприяє підвищенню поліруючої здатності електроліту Готують електроліт змішуванням розрахункових кількостей кислот і води та послідовним внесенням вказаних домішок, в необхідних кількостях Для розрахунку складу кислотних сумішей вимірювалась густина ортофосфорної та сірчаної кислот за допомогою ВІДПОВІДНИХ ареометрів (г/см3) Електроліти для проведення випробувань готувались із кислот та реактивів марок "Ч", "ХЧ" в термостійких стаканах ємністю 1 літр Зразки сталі 12Х18Н Ю Т для досліджень нарізали у вигляді смужок розміром 150x10 мм Умови ДОСЛІДІВ та отримані результати наведені в прикладах та в таблиці Приклади, що ілюструють згладжуючу і вирівнюючу здатність електроліту разом з його дезактивуючою дією на радіоактивне забруднених поверхнях зразків сталі 12X18Н1 ОТ /дослідження виконано в умовах ЧАЕС/, наводяться нижче Приклад 1 ЕХП корозійностійкої сталі 12X18Н1 ОТ з початковою чистотою поверхні R a =1,25 мкм (V7) проводиться в електроліті складу (мас %) Н 3 РО 4 70 H 2 SO 4 10 ОЕДФК 1,2 триамон 1,0 вода решта Клас чистоти поверхні після електрохімічної обробки при густині струму Да=15А/дм 2 , температурі t°=18-25°C та часові електролізу - 10 хвилин становить R 3 = 0 , 2 3 M K M ( V 9 ) , при ЗО хвилин R 3 = 0 , 1 5 M K M ( V 9 - V 1 0 ) Питома активність загальна (част/см 2 -хв) становила до ЕХП 8000, після ЕХП - 700 Потужність експозиційної дози (мР/ год) до ЕХП становила 1,0, після ЕХП - 0,5 Приклад 2 ЕХП корозійностійкої сталі 12X18Н1 ОТ з початковою чистотою поверхні R 3 = 1 , 2 5 M K M (V7) проводиться в електроліті складу (мас %) Н 3 РО 4 60 H 2 SO 4 20 ОЕДФК 1,0 триамон 0,5 вода решта Клас чистоти поверхні після електрохімічної обробки при густині струму Да=20А/дм 2 , температурі t°=18-25°C та часові електролізу - 10 хвилин становить R 3 = 0 , 2 4 M K M ( V 9 ) , при ЗО хвилин R 3 = 0 , 1 2 M K M (V10) Питома активність загальна (част/см 2 -хв) до ЕХП становила 2500, після ЕХП 200 Потужність експозиційної дози (мР/год) до ЕХП становила 1, після ЕХП - 0 З Приклад З ЕХП корозійностійкої сталі 12X18Н1 ОТ з початковою чистотою поверхні R 3 = 1 , 2 5 M K M (V7) проводиться в електроліті складу (мас %) Н 3 РО 4 50 H 2 SO 4 20 ОЕДФК 0,6 триамон 0,8 вода решта Клас чистоти поверхні після електрохімічної обробки при густині струму Да=20А/дм 2 , температурі t°= 18-25°С та часові електролізу - Юхв становить R3=0,32MKM (V8), при ЗО хвилин R 3 = 0 , 3 3 M K M (V8) Питома активність загальна (част/см 2 -хв) до ЕХП становила 5000, після ЕХП 200 Потужність експозиційної дози (мР/год) до ЕХП становила 1,0, після ЕХП - 0,3 Приклад 4 ЕХП корозійностійкої сталі 12X18Н1 ОТ з початковою чистотою поверхні R a =1 25мкм (V7) проводиться в електроліті складу (мас %) Н 3 РО 4 ЗО H 2 SO 4 ЗО ОЕДФК 0,6 триамон 0,5 вода решта Клас чистоти поверхні після електрохімічної обробки при густині струму Да=35А/дм 2 , температурі t°=18-25°C та часові електролізу - 10 хвилин становить R 3 = 0 , 6 4 M K M ( V 7 - V 8 ) , при ЗО хвилин практично не змінюється ( V 7 - V 8 ) Питома активність загальна (част/см 2 -хв) до ЕХП становила 5000, після ЕХП - 50 Потужність експозиційної дози (мР/год) до ЕХП становила 1,0, після ЕХП 0,2 В усіх наведених прикладах (1-4) потужність експозиційної дози та загальна питома активність вимірювалась після ЗОхв ЕХП Таким чином, в електролітах з оптимальною концентрацією компонентів (приклади 1, 2, 3) складу (мас %) Н 3 РО 4 40-70 H 2 SO 4 10-30 ОЕДФК 0,6-0,2 триамон 0,5-0,1 вода решта в умовах анодної поляризації при густинах струму 61252 сталі 12Х18Н10Т при оптимальних густинах струму і температурах в запропонованому електроліті та вибраному як прототип При таких вибраних режимах відбувається тільки освітлення поверхні з незначним підвищенням коефіцієнту відбиття світла (12-20%), коли використовується електроліт прототипу (таблиця, приклад 1) В запропонованому електроліті (таблиця, приклади 2, 3, 4) в умовах анодної поляризації відбувається якісне і виТобто, на приведених прикладах показані песокоякісне електрохімічне полірування з реваги електроліту, що пропонується в указаних підвищенням класу чистоти поверхні в межах межах концентрацій компонентів (V7 - V10) і коефіцієнту дзеркального відбиття В таблиці представлені порівняльні оцінки світла R=12-65% якості електрохімічної обробки поверхні зразків 10-20А/дм відбувається дезактивація і високоякісне полірування, що супроводжується підвищенням класу чистоти поверхні на 2 і більше класів Зменшення концентрації компонентів нижче оптимальних значень (приклад 4) приводить до погіршення якості обробки поверхні, помітне незначне розтравлення поверхні, клас чистоти поверхні залишається в межах (V7 - V8) Таблиця Порівняльні дані оцінки якості поверхні сталі 12Х18Н10Т після обробки в електроліті, вибраному як прототип і в розробленому електроліті Чистота поверхні сталі 12Х18Н10Т до ЕХП - V7 , R - 7-12% час електролізу Юхв Склад електроліту, мас 0 ЯКІСНІ поіказники результатів ЕХП металічної поверхні в залежності від режиму Дослід Темпе- Густина Клас чис- Коефіцієнт дзерВміст добаВисота мікронеВізуальна ЬЬРОч H2SO4 ра-тура, струму, тоти по- кального відбитвок рівностей, (мкм) верхні, (V) тя світла, R (%) оцінка якості (А/дм ) (°С) неполіроваV7 180 50 ЗО СЮз-8 18-25 5 1 15 на, посвітліла 1 V7 світло-сіра 15 1 17 195 V7 25 1 14 20 0 світло-сіра V8 помітне ЕХП 40 ЗО ОЕДФК-0 6 18-25 10 0 50 33 0 V8 якісне ЕХП Триамон-1 0 15 0 32 55 0 високоякісне 2 V10 20 016 61 0 ЕХП високоякісне V10 25 014 68 0 ЕХП V8 якісне ЕХП 70 15 ОЕДФК-0 8 18-25 10 0 47 40 0 V9 якісне ЕХП Триамон-0 5 15 0 28 56 0 високоякісне 3 V10 20 015 62 0 ЕХП високоякісне V10 25 012 64 0 ЕХП V8 помітне ЕХП 50 ЗО ОЕДФК-1 2 18-25 10 0 52 32 0 V9 якісне ЕХП Триамон-0 8 15 0 30 54 0 високоякісне 4 V10 20 015 60 0 ЕХП високоякісне V10 25 014 65 0 ЕХП Режим Р Х П Використана література 1 Патент США №2334699, СІ/ 204-145, 1944 , Справочник по гальванотехнике Перевод с немецкого под ред проф В И Лайнера, М , Изд-во Комп'ютерна верстка Т Чепелєва "Металлургия", 1969, т 1, с 276 2 А с №242634 СССР, МПК С23Ь 03/06 Худык М И , Полковников С С Способ электрохимического полирования изделий БИ №15, 1969г Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюAn electrolyte for electrochemical deactivation and polishing corrosion-resistive steels
Автори англійськоюBiloshytskyi Anatolii Petrovych, Helman Oleksandr Davydovych, Dmytruk Borys Fedorovych, Dupak Liudmyla Hryhorivna, Zakharchenko Mykola Fedorovych
Назва патенту російськоюЭлектролит для электрохимической дезактивации и полирования коррозионностойкой стали
Автори російськоюБилошицкий Анатолий Петрович, Зарубицкий Олег Григорьевич, Дмитрук Борис Федорович, Дупак Людмила Григорьевна, Захарченко Николай Федорович
МПК / Мітки
Мітки: корозійностійкої, електроліт, сталі, дезактивації, електрохімічної, полірування
Код посилання
<a href="https://ua.patents.su/3-61252-elektrolit-dlya-elektrokhimichno-dezaktivaci-ta-poliruvannya-korozijjnostijjko-stali.html" target="_blank" rel="follow" title="База патентів України">Електроліт для електрохімічної дезактивації та полірування корозійностійкої сталі</a>
Електроліт для електрохімічної розмірної обробки глибоких отворів у деталях
Номер патенту: 58356
Опубліковано: 15.07.2003
Автори: Роїк Тетяна Анатоліївна, Скурський Павло Петрович, Марченко Олександр Михайлович, Комнацький Олександр Леонідович, Гречко Валерій Васильович
МПК: B23H 3/00
Мітки: отворів, розмірної, глибоких, електроліт, електрохімічної, деталях, обробки
Формула / Реферат:
Електроліт для електрохімічної розмірної обробки глибоких отворів у деталях на основі водного розчину азотнокислого натрію, який відрізняється тим, що як органічну добавку він містить щавлевокислий натрій при такому співвідношенні компонентів, г/л: Азотнокислий натрій 100-200 Щавлевокислий натрій 4-20 Вода Решта.
Електрод для електрохімічної дезактивації та обробки металічних поверхонь
Номер патенту: 60694
Опубліковано: 15.10.2003
Автори: Будник Валерій Григорович, Козін Валентин Хомич, Юденкова Інна Миколаївна, Омельчук Анатолій Опанасович, Зарубицький Олег Григорович
МПК: C25F 7/00
Мітки: обробки, поверхонь, електрод, дезактивації, електрохімічної, металічних
Формула / Реферат:
Електрод для електрохімічної дезактивації та обробки металічних поверхонь, який включає електропровідну пластину, пористий матеріал для утримання електроліту, струмопідвід та ручку, який відрізняється тим, що на ручці, яка шарнірно з'єднана з електропровідною пластиною, є дозатор електроліту з механізмом порційної подачі розчину до пористого матеріалу та індикатор струму в електричному колі.
Спосіб електрохімічного полірування танталу та його сплавів і необхідний для цього електроліт
Номер патенту: 40063
Опубліковано: 16.07.2001
Автори: Кочетова Світлана Анатолієвна, Богданович Людмила Василівна, Туманова Неллі Хачатурівна
МПК: C25F 3/00
Мітки: електрохімічного, спосіб, полірування, електроліт, сплавів, необхідний, танталу, цього
Формула / Реферат:
1. Спосіб електрохімічного полірування танталу та його сплавів, що включає анодну обробку в низькотемпературному карбамід-NH4Cl розтопленому електроліті, який відрізняється тим, що поляризацію танталового аноду здійснюють реверсивним струмом при співвідношенні часу анодного і катодного періодів 3:1 та тривалістю всього чотирьохланцюгового циклу 1 сек при загальній тривалості електролізу - 15 хвилин, густині струму 800-1100 А/м2, температурі...
Спосіб електрохімічного полірування ніобію та його сплавів і необхідний для цього електроліт
Номер патенту: 33863
Опубліковано: 15.02.2001
Автори: Туманова Неллі Хачатурівна, Богданович Людмила Василівна, Миронюк Геннадій Іванович, Бабенков Євгеній Анатолієвич
МПК: C25F 3/00
Мітки: ніобію, необхідний, цього, електрохімічного, сплавів, спосіб, електроліт, полірування
Текст:
...кольору, що має температуру плавлення 114°С. Розтоп готують наступним чином: відважену кількість попередньо висушени х карбаміду та хлористого амонію змішують та розтоплюють при температурі 130°С. Потім температуру печі зменшують до 120°С і в розтоплену суміш додають поверхнево-активну речовину. Процес полірування ведуть у відкритій ванні. Результати дослідження відображені в табл. 3. В табл. 3 показано, що при електрополіруванні ніобію...
Спосіб електрохімічної дезактивації металевих деталей
Номер патенту: 28721
Опубліковано: 16.10.2000
Автори: Селіверстов Анатолій Євгенович, Оберемок Олександр Федорович, Богомол Іван Васильович, Джемелінський Віталій Васильович, Прус Олексій Іванович, Деміда Петро Павлович
МПК: G21F 9/28
Мітки: металевих, дезактивації, деталей, електрохімічної, спосіб
Формула / Реферат:
Спосіб електрохімічної дезактивації металевих деталей, включаючий обробку в рухомому кислотному електроліті, який відрізняється тим, що в кислотний електроліт добавляють 0,3-0,5 г/л бікарбоната амонію і 0,1-0,2 г/л трилона Б, анодну обробку деталей здійснюють в полі постійного струму щільністю JA=1-3А/дм2, частотою 50 Гц, а в склад електроліта вводять твердий наповнювач у вигляді нерозчинних струмонепровідних керамічних гранул при...
Попередній патент: Спосіб зимового випасання овець на посівах кукурудзи
Наступний патент: Спосіб визначення концентрацій молекул кисню і атомів кисню та водню у газовій фазі
Випадковий патент: Кабель підводний з комбінованою бронею