Спосіб електрохімічного полірування ніобію та його сплавів і необхідний для цього електроліт
Номер патенту: 33863
Опубліковано: 15.02.2001
Автори: Бабенков Євгеній Анатолієвич, Богданович Людмила Василівна, Туманова Неллі Хачатурівна, Миронюк Геннадій Іванович
Текст
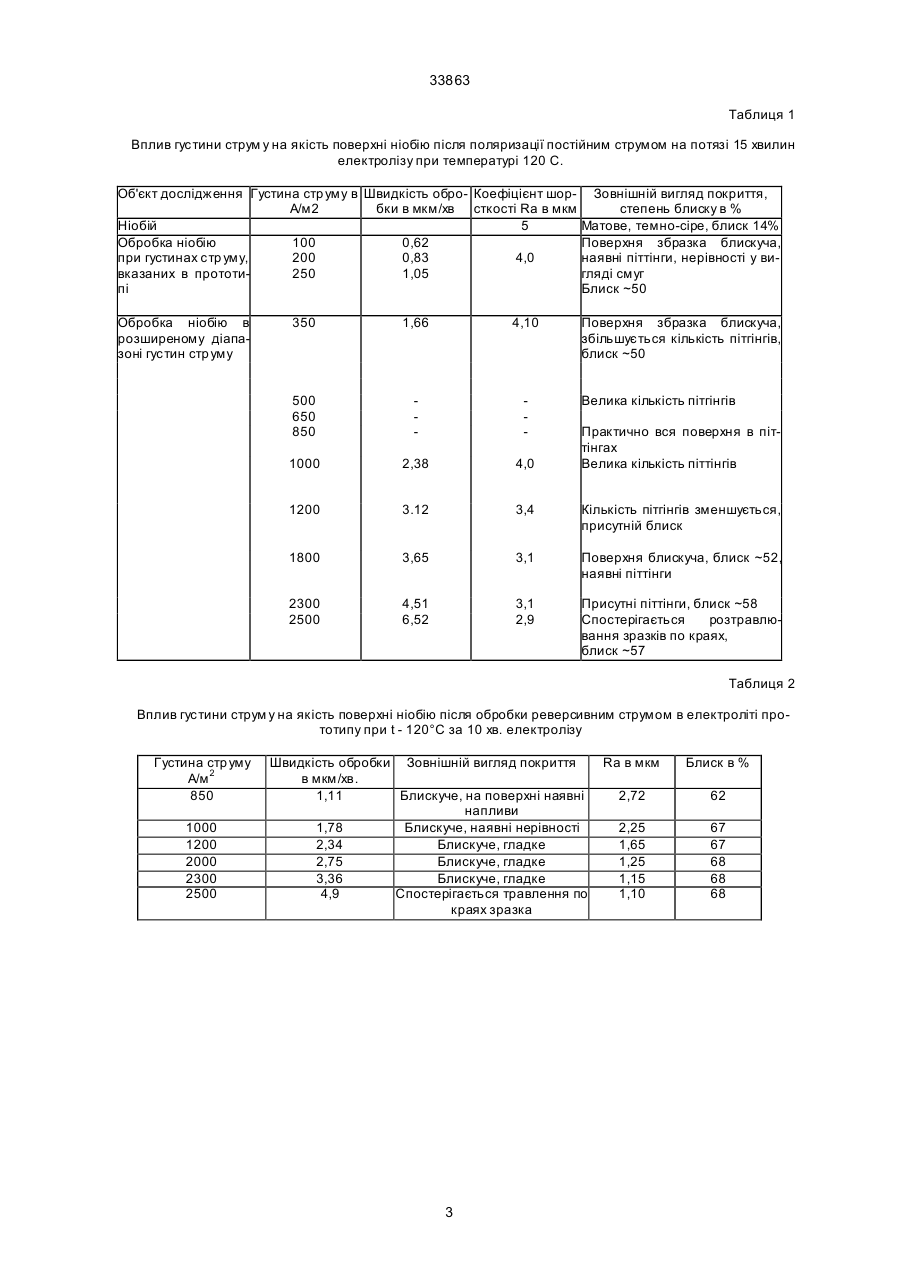
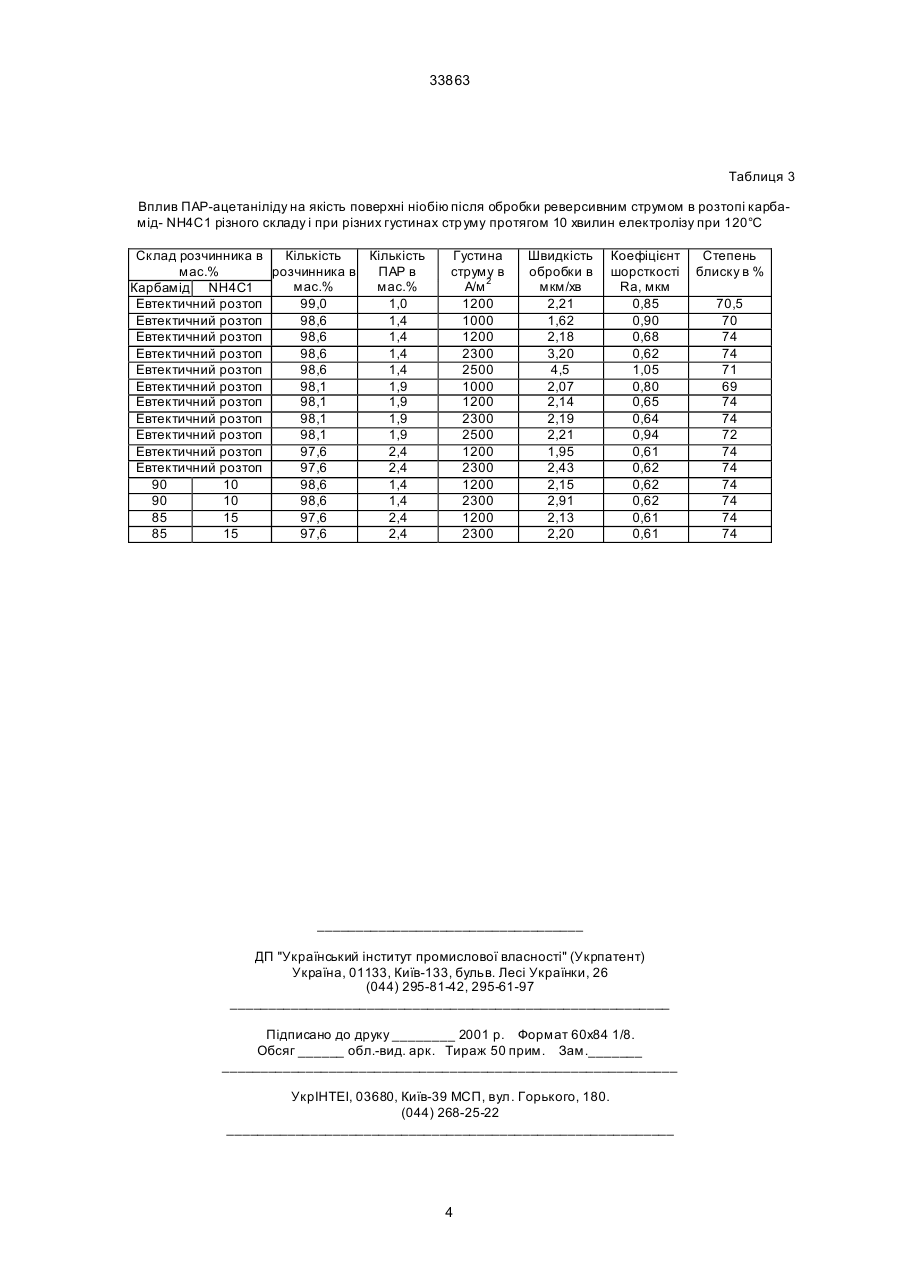
1. Спосіб електрохімічного полірування ніобію та його сплавів, що включає анодну обробку в низькотемпературному карбамід-NH4СІ розплаві, який відрізняється тим, що поляризацію ніобієвого анода проводять протягом 10 хвилин реверсивним струмом при густині стр уму 1200-2300 А/м 2 і 33863 З даних табл. 1 слідує, що обробку поверхні ніобію можна проводити як при низьких, так і високих густинах стр уму. При поляризації електроду при високих густина х струму віддзеркалююча здатність поверхні навіть вища, ніж при низьких, вирівнювання поверхні покращується, але на поверхні залишаються піттінги. В основу винаходу поставлена задача розробки способу електрополірування ніобію та його стопів із нетоксичного низькоплавкого електроліту на основі карбаміду, в якому шля хом заміни виду поляризації та складу електроліту досягається ефект полірування. Досягнення поставленої задачі здійснюється шляхом поляризації ніобієвого електроду реверсивним струмом та додаванням в розтоп карбамідNH4Cl поверхнево-активної добавки - ацетаніліду. Поляризацію ніобієвого електроду проводили з допомогою реле реверсивного струму, при співвідношенні часу анодної поляризації до катодної як 3:1 з загальним часом чотирьохланцюгового циклу рівного 1 сек. Багаторазове чергування анодних (розчинення металу) та катодних (осадження металу) періодів приводить до вирівнювання поверхні ніобію та появи блиску, рівномірного по всій поверхні зразку. В табл. 2 представлені відповідні результати. Із даних табл. 2 слідує, що заміна поляризації Nb-аноду постійним струмом (табл. 1) на реверсивний при використанні складу електроліту прототипу приводить до зменшення шорсткості та посиленню відбиваючих властивостей поверхні ніобію після обробки. Додаткове поліпшення якості полірування ніобію може бути досягнуте шляхом зміни складу електроліту. За основу вибраний розтоп карбамід-NH4Cl, який є головним компонентом розтопу-прототипу. Карбамід виконує роль розчинника, a NH4Cl використовується для збільшення стабільності та електропровідності розтопу. Як робочий розтоп вибраний евтектичний склад, що містить карбамід 85,2, NH4Cl - 14,8 мас.%, що має температуру плавлення 92°С. Робоча температура при процесі полірування ніобію складає 120 - 130°С. Нижня температурна межа обумовлена значенням температури плавлення суміші, а верхня - збільшенням швидкості розчинення металу. Невеликі відхилення від евтектичного складу можливі. Їх обмеження визначається робочою температурою процесу 120-130°С. Можливе використання розтопів, що містять NH4Cl в межах від 10 до 15 мас.%, а карбаміду від 85 до 90 мас.%. Додавання поверхнево-активних речовин в електроліт полірування проводиться з ціллю вирівнювання та покращення відбиваючої здатності поверхні. ПАР забезпечують переважне розчинення мікровиступів на поверхні оброблюваного зразку та сповільнюють розчинення у впадинах, що в цілому приводить до вирівнювання поверхні. Від хімічних та електрохімічних властивостей ПАР, розмірів та геометричної форми органічних молекул залежить степінь їх впливу на механізм розчинення металу та якість оброблюваної поверхні. Для одержання кращої якості поверхні, як поверхнево-активну добавку використовували ацетанілід замість дібензо-18-краун-6, який використовувався в складі електроліту-прототипу. Ацетанілід (C6H5NHCOCH3) - кристалічна речовина білого кольору, що має температуру плавлення 114°С. Розтоп готують наступним чином: відважену кількість попередньо висушени х карбаміду та хлористого амонію змішують та розтоплюють при температурі 130°С. Потім температуру печі зменшують до 120°С і в розтоплену суміш додають поверхнево-активну речовину. Процес полірування ведуть у відкритій ванні. Результати дослідження відображені в табл. 3. В табл. 3 показано, що при електрополіруванні ніобію реверсивним струмом в розтопі карбамідNH4Cl, що містить ацетанілід, можна одержати поверхню ніобію з коефіцієнтом шорсткості - 0,62 та відбиваючою здатністю поверхні - 74%. 2 33863 Таблиця 1 Вплив густини струм у на якість поверхні ніобію після поляризації постійним струмом на потязі 15 хвилин електролізу при температурі 120 С. Об'єкт дослідження Густина стр уму в Швидкість обро- Коефіцієнт шор- Зовнішній вигляд покриття, А/м2 бки в мкм/хв сткості Ra в мкм степень блиску в % Ніобій 5 Матове, темно-сіре, блиск 14% Обробка ніобію 100 0,62 Поверхня збразка блискуча, при густинах стр уму, 200 0,83 4,0 наявні піттінги, нерівності у вивказаних в прототи250 1,05 гляді смуг пі Блиск ~50 Обробка ніобію в розширеному діапазоні густин стр уму 350 1,66 4,10 Поверхня збразка блискуча, збільшується кількість пітгінгів, блиск ~50 500 650 850 1000 2,38 4,0 1200 3.12 3,4 Кількість пітгінгів зменшується, присутній блиск 1800 3,65 3,1 Поверхня блискуча, блиск ~52, наявні піттінги 2300 2500 4,51 6,52 3,1 2,9 Присутні піттінги, блиск ~58 Спостерігається розтравлювання зразків по краях, блиск ~57 Велика кількість пітгінгів Практично вся поверхня в піттінгах Велика кількість піттінгів Таблиця 2 Вплив густини струм у на якість поверхні ніобію після обробки реверсивним струмом в електроліті прототипу при t - 120°С за 10 хв. електролізу Густина стр уму А/м 2 850 1000 1200 2000 2300 2500 Швидкість обробки Зовнішній вигляд покриття в мкм/хв. 1,11 Блискуче, на поверхні наявні напливи 1,78 Блискуче, наявні нерівності 2,34 Блискуче, гладке 2,75 Блискуче, гладке 3,36 Блискуче, гладке 4,9 Спостерігається травлення по краях зразка 3 Rа в мкм Блиск в % 2,72 62 2,25 1,65 1,25 1,15 1,10 67 67 68 68 68 33863 Таблиця 3 Вплив ПАР-ацетаніліду на якість поверхні ніобію після обробки реверсивним струмом в розтопі карбамід- NH4C1 різного складу і при різних густинах стр уму протягом 10 хвилин електролізу при 120°С Склад розчинника в Кількість Кількість мас.% розчинника в ПАР в мас.% мас.% Карбамід NH4C1 Евтектичний розтоп 99,0 1,0 Евтектичний розтоп 98,6 1,4 Евтектичний розтоп 98,6 1,4 Евтектичний розтоп 98,6 1,4 Евтектичний розтоп 98,6 1,4 Евтектичний розтоп 98,1 1,9 Евтектичний розтоп 98,1 1,9 Евтектичний розтоп 98,1 1,9 Евтектичний розтоп 98,1 1,9 Евтектичний розтоп 97,6 2,4 Евтектичний розтоп 97,6 2,4 90 10 98,6 1,4 90 10 98,6 1,4 85 15 97,6 2,4 85 15 97,6 2,4 Густина струму в А/м 2 1200 1000 1200 2300 2500 1000 1200 2300 2500 1200 2300 1200 2300 1200 2300 Швидкість обробки в мкм/хв 2,21 1,62 2,18 3,20 4,5 2,07 2,14 2,19 2,21 1,95 2,43 2,15 2,91 2,13 2,20 Коефіцієнт шорсткості Ra, мкм 0,85 0,90 0,68 0,62 1,05 0,80 0,65 0,64 0,94 0,61 0,62 0,62 0,62 0,61 0,61 ___________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4 Степень блиску в % 70,5 70 74 74 71 69 74 74 72 74 74 74 74 74 74
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electric chemical polishing of niobium and alloys thereof and electrolyte required for that
Назва патенту російськоюСпособ электрохимического полирования ниобия и его сплавов и необходимый для этого электролит
МПК / Мітки
МПК: C25F 3/00
Мітки: ніобію, полірування, сплавів, цього, необхідний, електроліт, електрохімічного, спосіб
Код посилання
<a href="https://ua.patents.su/4-33863-sposib-elektrokhimichnogo-poliruvannya-niobiyu-ta-jjogo-splaviv-i-neobkhidnijj-dlya-cogo-elektrolit.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічного полірування ніобію та його сплавів і необхідний для цього електроліт</a>
Спосіб електрохімічного полірування ніобію та його сплавів
Номер патенту: 25144
Опубліковано: 30.10.1998
Автори: Докторевич Валерій Олексійович, Федоренко Олександр Михайлович, Устименко Валерій Миколайович
МПК: C25F 3/00
Мітки: сплавів, полірування, електрохімічного, спосіб, ніобію
Формула / Реферат:
Способ электрохимического полирования ниобия и его сплавов, включающий анодную обработку изделия постоянным током в электрохимической ванне с полирующим раствором на основе плавиковой и серной кислот при потенциале 2 - 30В, отличающийся тем, что электролитическую ванну подключают к источнику тока так, чтобы между ними осуществлялась обратная связь по току и возникали непрерывные колебания тока и напряжения на выходе источника тока, причем...
Спосіб контролю та коригування полірувальної здатності електроліту для електрохімічного полірування ніобію
Номер патенту: 23120
Опубліковано: 30.06.1998
Автори: Устименко Валерій Миколайович, Хрульова Ольга Димитровна, Федоренко Олександр Михайлович
МПК: C25F 7/00
Мітки: ніобію, спосіб, коригування, електроліту, електрохімічного, контролю, полірування, полірувальної, здатності
Формула / Реферат:
1. Способ контроля и корректировки полирующей способности электролита для электрохимического полирования ниобия, включающих введение добавки реагентов в электролят на основе фтористоводородной и серной кислот, отличающийся тем, что введение добавки осуществляют до совпадения значений пиковых токов при снятии на вольтамперных характеристиках рабочего и эталонного растворов электролита причем наличие участков токовых колебаний на...
Електроліт для електрохімічного полірування хромонікелевих аустенітних сталей

Номер патенту: 20256
Опубліковано: 15.07.1997
Автори: Білошицкий Анатолій Петрович, Зарубицький Олег Григорович, Гельман Олександр Давидович, Юденкова Інна Миколаївна
Мітки: електрохімічного, аустенітних, полірування, хромонікелевих, електроліт, сталей
Формула / Реферат:
Электролит для электролитического полирования хромоникелевых аустенитных сталей, содержащий серную кислоту, отличающийся тем, что он дополнительно содержит ингибиторную композицию Д-1 и сернокислое железо при следующем соотношении компонентов, мас.%:Серная кислота 40-46'Ингибиторная композиция Д-1 7,0-11,0Сернокислое...
Спосіб одержання жаростійкого покриття на виробах із ніобію, танталу та їх сплавів
Номер патенту: 32804
Опубліковано: 15.02.2001
Автори: Кицкай Любов Іванівна, Дзядикевич Юрій Володимирович
МПК: C23C 10/00
Мітки: виробах, сплавів, ніобію, жаростійкого, спосіб, танталу, одержання, покриття
Формула / Реферат:
Спосіб одержання жаростійкого покриття на виробах із ніобію, танталу та їх сплавів шляхом силіціювання відрізняється тим, що в умовах термоциклювання в окислювальному середовищі їх попередньо молібденують, а потім насичують кремнієм у порошковій суміші, що містить мас%: кремній 40-60 марганець 5-7 фтористий натрій 3-5 оксид...
Спосіб обробки із ніобію, танталу та їх сплавів
Номер патенту: 32726
Опубліковано: 15.02.2001
Автори: Кицкай Любов Іванівна, Дзядикевич Юрій Володимирович
МПК: C23C 10/58, C23C 8/08, C23C 12/00
Мітки: танталу, спосіб, ніобію, сплавів, обробки
Формула / Реферат:
Спосіб обробки виробів із ніобію, танталу та їх сплавів шляхом борування, який відрізняється тим, що вироби спочатку молібденують (вольфрамують), а потім борують у порошковій суміші, що містить мас.%: карбід бору - 40-80, фтористий натрій - 1,5-4,5, марганець - 3-7, розріджувач - решта.
Попередній патент: Генератор імпульсів
Наступний патент: Спосіб видалення нутрощів у обезголовлених дрібних риб
Випадковий патент: Механізм трансмісії з безперервною плавною зміною передачі