Спосіб виготовлення рідинно-металевого композиційного контакту
Номер патенту: 61603
Опубліковано: 17.11.2003
Автори: Скороход Валерій Володимирович, Смірнов Юрій Йосипович
Формула / Реферат
1. Спосіб виготовлення рідинно-металевого композиційного контакту, який включає операції виготовлення з дроту тугоплавкого металу тканини у вигляді смуги організованої структури, скручування смуги у циліндричну заготовку і встановлення у матрицю, пресування згаданої заготовки до одержання каркасу рідинно-металевого композиційного контакту потрібних габаритів, просочування каркасу легкоплавким металом або сплавом, який відрізняється тим, що попередньо до виготовлення смуги дріт тугоплавкого металу відпалюють при температурі ![]() у розрідженому до 5х10-5-5х10-7 МПа середовищі протягом 45 - 70 хвилин, а потім смугу, виготовлену із згаданого дроту, відмивають ультразвуком в органічному розчиннику у режимі кавітації від залишків компонентів попередніх операцій технологічного процесу протягом 20-120 хвилин.
у розрідженому до 5х10-5-5х10-7 МПа середовищі протягом 45 - 70 хвилин, а потім смугу, виготовлену із згаданого дроту, відмивають ультразвуком в органічному розчиннику у режимі кавітації від залишків компонентів попередніх операцій технологічного процесу протягом 20-120 хвилин.
2. Спосіб виготовлення рідинно-металевого композиційного контакту, який відрізняється тим, що операцію відмивання смуги ультразвуком у органічному розчиннику виконують послідовно у трьох розчинниках - у гасі протягом 30-40 хвилин, у бензині - протягом 30-40 хвилин, у ацетоні - протягом 30-40 хвилин.
Текст
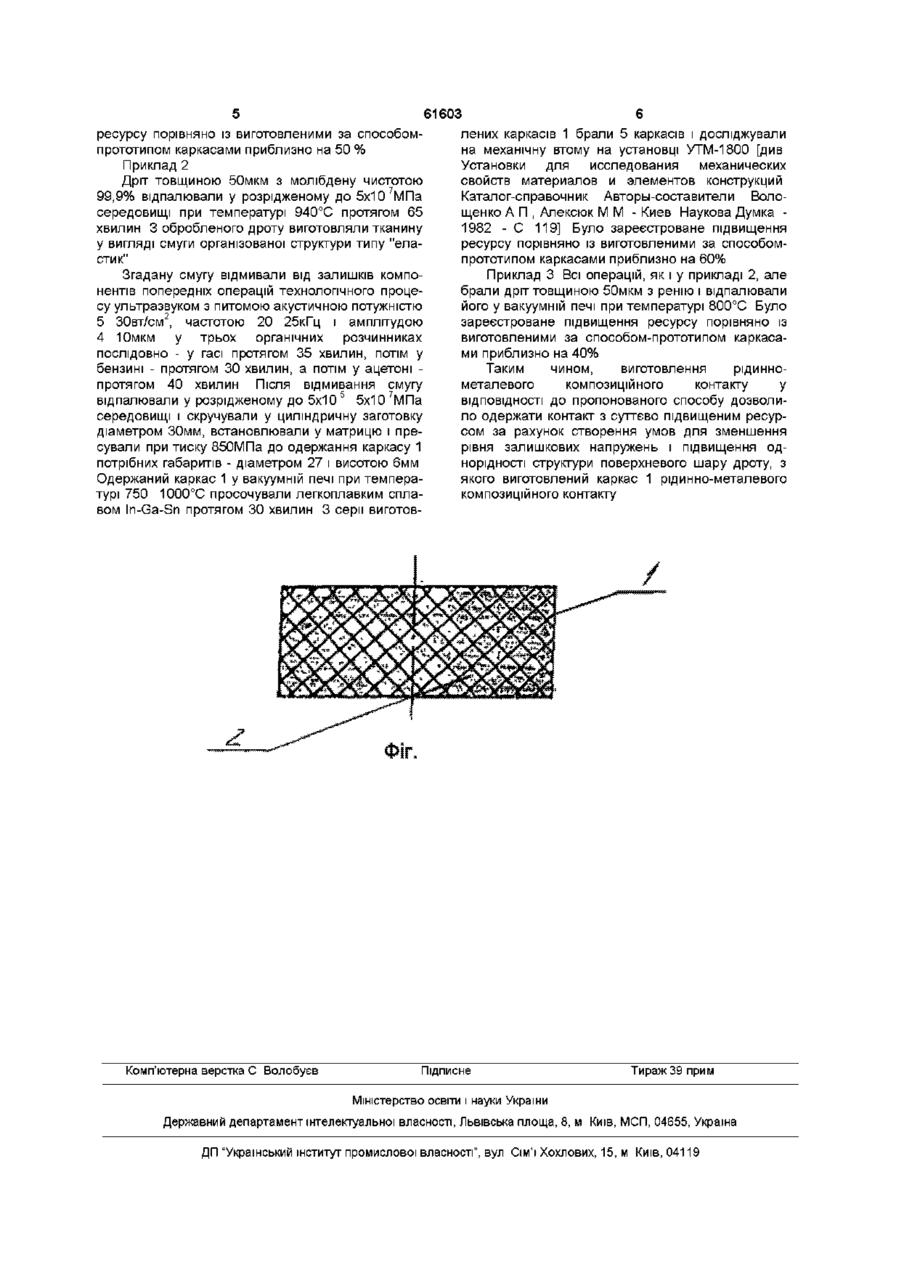
1 Спосіб виготовлення рідинно-металевого композиційного контакту, який включає операції виготовлення з дроту тугоплавкого металу тканини у вигляді смуги організованої структури, скручування смуги у циліндричну заготовку і встановлення у матрицю, пресування згаданої заготовки до одержання каркасу рідинно-металевого композиційного контакту потрібних габаритів, просочування каркасу легкоплавким металом або сплавом, який відрізняється тим, що попередньо до виготовлення смуги дріт тугоплавкого металу відпалюють при температурі 850 - 950°С у 5 7 розрідженому до 5x10 -5х10 МПа середовищі протягом 45 - 70 хвилин, а потім смугу, виготовлену із згаданого дроту, відмивають ультразвуком в органічному розчиннику у режимі кавітації від залишків компонентів попередніх операцій технологічного процесу протягом 20-120 хвилин 2 Спосіб виготовлення рідинно-металевого композиційного контакту, який відрізняється тим, що операцію відмивання смуги ультразвуком у органічному розчиннику виконують послідовно у трьох розчинниках - у гасі протягом 30-40 хвилин, у бензині - протягом 30-40 хвилин, у ацетоні - протягом 30-40 хвилин Пропонований спосіб відноситься до електротехніки, а саме - до електроапаратобудування, зокрема, до способів виготовлення рідиннометалевих композиційних контактів, що застосовуються у комутаційних апаратах силових електромереж Найбільш близьким до пропонованого за технічною суттю є спосіб виготовлення рідиннометалевого композиційного контакту, який включає операції виробництва з дроту тугоплавкого металу тканини у вигляді смуги організованої структури, скручування смуги у циліндричну заготовку і и встановлення у матрицю, пресування згаданої заготовки до одержання каркасу потрібних габаритів, просочування каркасу легкоплавким металом або сплавом /А с СРСР № 1325590, МПК 4 Н01Н 29/00, Опубл 23 07 1987 р Бюл №27/ Каркас у ВІДПОВІДНОСТІ з описаним способом виготовляють з сплавів на основі вольфраму залишки компонентів попередніх операцій технологічного процесу під час наступних технологічних операцій, пов'язаних з нагріванням, приводять до створення на поверхні каркасу ХІМІЧНИХ речовин з матеріалом дроту Згадані острівці порушують однорідність структури матеріалу, тому при нагріванні призводять до появи концентраторів напружень і мікро тріщин, що суттєво знижує ресурсу виготовлених рідинно-металевих композиційних контактів У основу пропонованого винаходу поставлено задачу створення такого способу виготовлення рідинно-металевого композиційного контакту, який би дозволив підвищити МІЦНІСТЬ виготовленого з тугоплавких матеріалів (вольфраму, молібдену, рент) дроту за рахунок створення умов для зменшення рівня залишкових напружень і підвищення однорідності структури поверхневого шару дроту, з якого виготовлений каркас рідинно-металевого композиційного контакту Поставлена задача вирішується пропонованим винаходом, який, як і відомий спосіб виготовлення рідинно-металевого композиційного контакту, включає операції виробництва з дроту тугоплавкого металу тканини у вигляді смуги організованої структури, скручування смуги у Під час волочіння - виготовлення дроту з тугоплавких матеріалів, які застосовують у конструкціях рідинно-металевих композиційних контактів, зокрема, з вольфраму - на його поверхневому шарі накопичуються залишкові напруження, виникають мікро тріщини, які у майбутньому стають концентраторами механічних напружень Окрім цього, СО о (О (О 61603 саме, обробку треба виконувати у вакуумній кациліндричну заготовку і и встановлення у матримері протягом 45 70 хвилин при тиску від 5x10 цю, пресування згаданої заготовки до одержання 4 8 5x10 МПа і температурі 850 950°С Так при каркасу потрібних габаритів, просочування каркасу 4 тиску більше 5х10 МПа були зареєстровані вилегкоплавким металом або сплавом, а, ВІДПОВІДНО падки, зокрема, для зразків з вольфраму, коли до винаходу, попередньо до виготовлення смуги його поверхневий шар накопичував водень і зрадріт тугоплавкого металу відпалюють при темпе5 зок передчасно руйнувався через крихкість саме ратурі 850 950 у розрідженому до 5x10 5x10 поверхневого шару Зменшення тиску далі за 5x10 МПа середовищі протягом 45 70 хвилин, а потім 8 МПа економічно не виправдане, оскільки таке смугу, виготовлену із згаданого дроту, відмивають зменшення не призводить до суттєвого ультразвуком в органічному розчиннику у режимі підвищення МІЦНОСТІ дроту на розтяг Температури кавітації від залишків компонентів попередніх опенижче 850°С є недостатніми для підвищення рацій технологічного процесу протягом 20-120 МІЦНОСТІ дроту, а вище 950°С економічно не вихвилин правдане, оскільки таке зменшення не призводить Особливістю пропонованого способу є також і до суттєвого підвищення МІЦНОСТІ дроту на розтяг те, що операцію відмивання смуги ультразвуком у Обробка дроту протягом менше 45 хвилин є неорганічному розчиннику виконують послідовно у достатньою, оскільки за такий час мікроструктура трьох розчинниках -у гасі протягом ЗО 40 хвилин, матеріалу практично не покращується, а його у бензині - протягом 30-40 хвилин, у ацетоні - проМІЦНІСТЬ суттєво не підвищується Обробка дроту тягом ЗО 40 хвилин і використовують ультразвук з протягом більше за 70 хвилин при тиску від 5x10 питомою акустичною потужністю 5 30вт/см2, час4 тотою 20 25кГц і амплітудою 4 Юмкм 5x10 8МПа і температурі 850 950°С економічно не виправдана, оскільки його МІЦНІСТЬ суттєво не Пропонований спосіб призначений для виробпідвищується ництва рідинно-металевих композиційних контактів, каркаси яких виготовлені з тугоплавких меРідинно-металевий композиційний контакт поталів на основі вольфраму (W), молібдену (Мо), казаний на схематичному кресленні Рідинноренію (Re) металевий композиційний контакт, містить пористий каркас 1, виготовлений з дроту тугоплавкого Авторами експериментальне встановлено, що матеріалу у вигляді тканини організованої структуоперація відмивання смуги ультразвуком у орри типа "ластик", що частково просочений легкоганічному розчиннику у режимі кавітації протягом плавким металом або сплавом 2 Каркас 1 після більше 20 хвилин дозволяє вилучити з смуги акпресування має форму пружного циліндра, один тивні залишки компонентів попередніх операцій торець якого призначений для з'єднання з тотехнологічного процесу і тим самим зменшити копідводом, а другий - для контактування з другим вірогідність появи на поверхні смуги під час натотожним йому контактом (на кресленні не покаступних технологічних операцій ХІМІЧНИХ сполук, зано) які б суттєво зменшували його МІЦНІСТЬ І просочування майбутнього каркасу легкоплавкими метаПриклад 1 лами Відмивання смуги ультразвуком у орДріт товщиною ЗО 50мкм з вольфраму чистоганічному розчиннику у режимі кавітації протягом тою 99,98% відпалювали у розрідженому до 5x10 6 менше 20 хвилин виявляється не суттєвим, МПа середовищі при температурі 900°С протягом оскільки на поверхні смуги залишаються активні 60 хвилин 3 обробленого дроту виготовляли ткаречовини нину у вигляді смуги організованої структури типу "еластик" Окрім того, авторами експериментальне вста5 новлено, що саме у розрідженому до 5x10 5x10 Згадану смугу відмивали від залишків компо7 МПа середовищі при температурі 850 950°С нентів попередніх операцій технологічного процепротягом 45 70 хвилин дріт товщиною ЗО 50мкм, су ультразвуком з питомою акустичною потужністю виготовлений із згаданих тугоплавких металів і 5 30вт/см2, частотою 20 25кГц і амплітудою сплавів на їх основі стає більш пластичним, рівень 4 Юмкм у трьох органічних розчинниках залишкових напружень у його поверхневому шарі послідовно - у гасі протягом 35 хвилин, потім у знижуються приблизно у 10 разів, суттєво бензині - протягом ЗО хвилин, а потім у ацетоні підвищується ресурс виготовлених з нього протягом 40 хвилин Після відмивання смугу рідинно-металевих композиційних контактів відпалювали у розрідженому до 5x10 5 5x10 7МПа середовищі і скручували у циліндричну заготовку Для визначення оптимальних режимних парадіаметром 30мм, встановлювали у матрицю і преметрів оброблені зразки дроту довжиною 25мм і сували при тиску 850МПа до одержання каркасу 1 діаметром ЗО 50мкм досліджували на "Установці потрібних габаритів - діаметром 27 і висотою 6мм для дослідження матеріалів на повзучість і триваОдержаний каркас 1 у вакуумній печі при темпералу МІЦНІСТЬ у глибокому вакуумі ПД-07" [див Устатурі 850 950°С просочували легкоплавким сплановки для исследования механических свойств вом In-Ga-Sn протягом ЗО хвилин 3 серії виготовматериалов и элементов конструкций Каталоглених каркасів 1 брали 5 каркасів і досліджували справочник Авторы-составители Волощенко А П , на механічну втому на установці УТМ-1800 [див Алексюк М М - Киев Наукова Думка - 1982 - С Установки для исследования механических 16-17] Авторами були досліджені на МІЦНІСТЬ при свойств материалов и элементов конструкций розтягуванні зразки дроту оброблені у різних газоКаталог-справочник Авторы-составители Волових середовищах - у водні, азоті, гели та у вакуумі щенко А П , Алексюк М М - Киев Наукова Думка при тисках у вакуумній камері від 5x10 4 5x10 8 1982 -С 119]Було зареєстроване підвищення МПа при температурах до +1200°С Були визначені оптимальні режими його обробки дроту, а ресурсу порівняно із виготовленими за способомпрототипом каркасами приблизно на 50 % Приклад 2 Дріт товщиною 50мкм з молібдену чистотою 7 99,9% відпалювали у розрідженому до 5x10 МПа середовищі при температурі 940°С протягом 65 хвилин 3 обробленого дроту виготовляли тканину у вигляді смуги організованої структури типу "еластик" Згадану смугу відмивали від залишків компонентів попередніх операцій технологічного процесу ультразвуком з питомою акустичною потужністю 2 5 30вт/см , частотою 20 25кГц і амплітудою 4 Юмкм у трьох органічних розчинниках послідовно - у гасі протягом 35 хвилин, потім у бензині - протягом ЗО хвилин, а потім у ацетоні протягом 40 хвилин Після відмивання смугу відпалювали у розрідженому до 5x10 5 5x10 7МПа середовищі і скручували у циліндричну заготовку діаметром 30мм, встановлювали у матрицю і пресували при тиску 850МПа до одержання каркасу 1 потрібних габаритів - діаметром 27 і висотою 6мм Одержаний каркас 1 у вакуумній печі при температурі 750 1000°С просочували легкоплавким сплавом In-Ga-Sn протягом ЗО хвилин 3 серії виготов Комп'ютерна верстка С Волобуєв 61603 лених каркасів 1 брали 5 каркасів і досліджували на механічну втому на установці VTM-1800 [див Установки для исследования механических свойств материалов и элементов конструкций Каталог-справочник Авторы-составители Волощенко А П , Алексюк М М - Киев Наукова Думка 1982 - С 119] Було зареєстроване підвищення ресурсу порівняно із виготовленими за способомпрототипом каркасами приблизно на 60% Приклад 3 Всі операцій, як і у прикладі 2, але брали дріт товщиною 50мкм з ренію і відпалювали його у вакуумній печі при температурі 800°С Було зареєстроване підвищення ресурсу порівняно із виготовленими за способом-прототипом каркасами приблизно на 40% Таким чином, виготовлення рідиннометалевого композиційного контакту у ВІДПОВІДНОСТІ до пропонованого способу дозволило одержати контакт з суттєво підвищеним ресурсом за рахунок створення умов для зменшення рівня залишкових напружень і підвищення однорідності структури поверхневого шару дроту, з якого виготовлений каркас 1 рідинно-металевого композиційного контакту Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing metallic composite contact
Автори англійськоюSmirnov Yurii Yosypovych, Smirnov Yurii Iosypovych, Skorokhod Valerii Volodymyrovych
Назва патенту російськоюСпособ изготовления металлического композиционного контакта
Автори російськоюСмирнов Юрий Иосифович, Скороход Валерий Владимирович
МПК / Мітки
МПК: H01H 29/00
Мітки: композиційного, виготовлення, спосіб, контакту, рідинно-металевого
Код посилання
<a href="https://ua.patents.su/3-61603-sposib-vigotovlennya-ridinno-metalevogo-kompozicijjnogo-kontaktu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення рідинно-металевого композиційного контакту</a>
Рідинно-металевий композиційний контакт
Номер патенту: 1821
Опубліковано: 15.05.2003
Автори: Скороход Валерій Володимирович, Смірнов Юрій Йосипович
МПК: H01H 1/00, H01H 29/00
Мітки: контакт, рідинно-металевий, композиційний
Формула / Реферат:
Рідинно-металевий композиційний контакт, що містить пористий каркас, виготовлений з дроту тугоплавкого матеріалу діаметром D у вигляді тканини організованої структури, що просочений легкоплавким металом або сплавом, який відрізняється тим, що лінійний розмір h пор каркасу визначений виразом h=(2...5)D, a D=10...70 мкм.
Спосіб виготовлення композиційного алмазовмісного матеріалу
Номер патенту: 51246
Опубліковано: 15.11.2002
Автори: Новіков Микола Васильович, Гордєєв Сєргєй Константіновіч, Жуков Сєргєй Гєрмановіч, Нікітін Юрій Іванович, Полторацький Володимир Григорович
МПК: C01B 31/06
Мітки: алмазовмісного, композиційного, виготовлення, спосіб, матеріалу
Формула / Реферат:
1. Спосіб виготовлення композиційного алмазовмісного матеріалу, який передбачає брикетування алмазовмісного затравочного порошку і наступну обробку вуглецевмісним газом, який відрізняється тим, що при брикетуванні алмазовмісного затравочного порошку в нього додають тугоплавкі карбіди і кремній, а як алмаз використовують некласифіковані алмазні порошки розміром в діапазоні 1...80 мкм.2. Спосіб за п. 1, який відрізняється тим, що як...
Спосіб виготовлення контакту метал-халькогенід цинку
Номер патенту: 58941
Опубліковано: 15.08.2003
Автори: Мельник Володимир Васильович, Махній Віктор Петрович
МПК: H01L 31/00
Мітки: контакту, спосіб, цинку, виготовлення, метал-халькогенід
Формула / Реферат:
1. Спосіб виготовлення контакту метал-халькогенід цинку, що включає створення омічного та випростовуючого контактів, який відрізняється тим, що діод додатково обробляють у розчині, який дозволяє отримати шар високоомного ZnO на вільній від контактів поверхні кристалу.2. Спосіб за п. 1, який відрізняється тим, що обробку здійснюють у 3-6 % розчині Н2О2 при кімнатній температурі протягом 2,5±0,5 годин.
Рідинно-масляний радіатор
Номер патенту: 657
Опубліковано: 16.10.2000
Автори: Лушпа Юрій Володимирович, Косенко Тамара Дмитрівна
МПК: F28D 1/00
Мітки: рідинно-масляний, радіатор
Формула / Реферат:
1 Рідинно-масляний радіатор, що містить корпус, вхідний і вихідний патрубки, якийвідрізняється тим, що в корпусі розташовані теплообмінні труби, обладнані оребренням, а міжтрубний простір розділений на однакові ділянки перегородками з вирізами.2. Рідинно-масляний радіатор за п. 1, який відрізняється тим, що вирізи в двох сусідніх перегородках розташовані зі зміщенням один щодо одного в радіальному...
Багатошарова панель із полімерного композиційного матеріалу (варіанти) та спосіб її виготовлення
Номер патенту: 45606
Опубліковано: 15.04.2002
Автори: Старіков Леонід Михайлович, Рассамакін Борис Михайлович, Немінський Георгій Вікентійович, Тарасов Геннадій Васильович
Мітки: полімерного, панель, матеріалу, композиційного, спосіб, багатошарова, виготовлення, варіанти
Формула / Реферат:
1. Багатошарова панель із полімерного композиційного матеріалу, що містить зовнішні обшивки, між якими розміщено заповнювач, яка відрізняється тим, що заповнювач виконано принаймні із трьох гофрованих шарових пакетів, що стикаються між собою, причому повздовжні осі гофрів суміжних шарових пакетів розташовані у взаємно-перехресних напрямках.2. Багатошарова панель із полімерного композиційного матеріалу, що містить зовнішні обшивки, між...