Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні двошарової безперервнолитої заготовки з металів і сплавів
Номер патенту: 66065
Опубліковано: 15.04.2004
Автори: Тітова Тамара Михайлівна, Бялик Гаррі Абрамович, Адамчук Станіслав Іванович, Луньов Валентин Васильович, Огурцов Анатолій Павлович
Формула / Реферат
Пристрій для фізичного моделювання процесів, які відбуваються при формуванні двошарової безперервнолитої заготовки з металів і сплавів, що включає формотворну ємність з одною або двома фронтальними стінками, виконаними з прозорого матеріалу, та бічними стінками, виготовленими з матеріалу з високою теплопровідністю, охолоджувальний блок, що складається з двох окремих рухливих водоохолоджуваних секцій, розташованих на кожній з бічних стінок формотворної ємності і жорстко з'єднаних з патрубком пристосування для розливу, який відрізняється тим, що формотворна ємність додатково оснащена рухливою вертикальною перегородкою, що розділяє її на дві камери, а пристосування для розливу складається з двох секцій і оснащено другим патрубком.
Текст
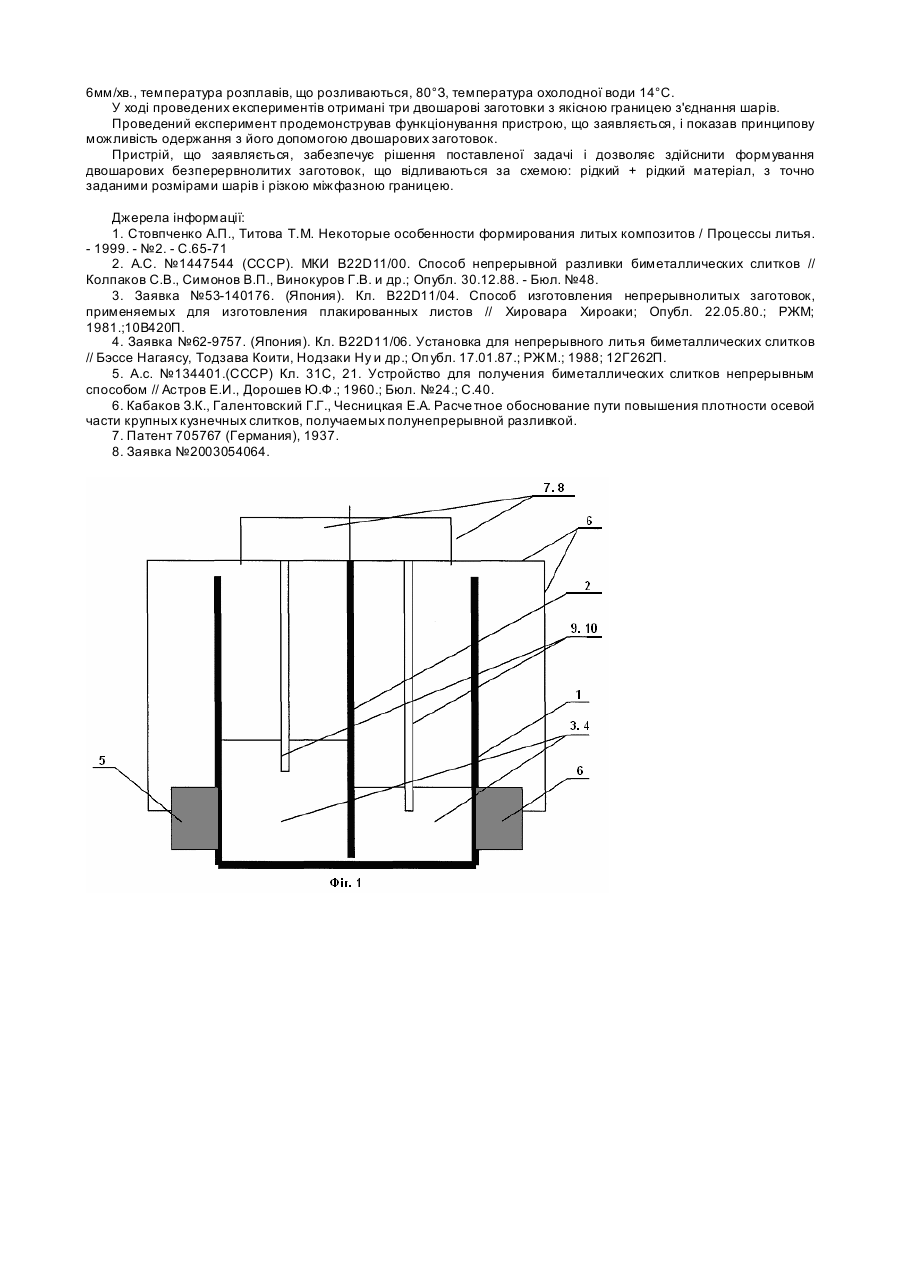
Винахід відноситься до області металургії, зокрема, до техніки металургійного експерименту і може бути використаний при проведенні науково-дослідних робіт з метою дослідження особливостей формування двошарових безперервнолитих заготовок з металів і сплавів, а також у практиці навчання студентів-металургів у вищому і середньому спеціальному навчальному закладах. Оскільки нами не виявлені зведення про існування пристроїв, призначених для фізичного моделювання процесів розливання і формування двошарових безперервнолитих заготовок, нижче розглядаються пристрої для фізичного моделювання процесів, що супроводжують розливання двошарових злитків, а також пристрою для одержання двошарових або біметалічних безперервнолитих заготовок. Відомий пристрій [1], призначений для фізичного моделювання процесів, що відбуваються при формуванні двошарових злитків, що складається з прозорої формотворної ємності з плексигласовими стінками і лійки для розливу. Як моделююче середовище використовують тіосульфат натрію, у другу порцію якої, призначену для формування внутрішнього шару, уводять барвні речовини. Недоліками такого пристрою є обов'язкове перемішування обох порцій розплавів (або розплавів двох різних складів) при долівці другої порції розплаву і, як наслідок, формування внутрішнього шару змішаного складу; відсутність двох шарів в головний і донну частину злитка; призначення для одержання двошарових злитків тільки з осьовим симетричним розташуванням зовнішнього шару навколо внутрішнього. Відомі пристрої для одержання шаруватих безперервнолитих заготовок, у яких для поділу шарів рідких розплавів використовують перегородку [2], стрічку [3], що розділяє стінку [4]. Перераховані пристрої не призначені для моделювання процесів формування шаруватих безперервнолитих заготовок, а являють собою пристрою для безпосереднього їхнього одержання. Недоліком їх є неможливість забезпечення точно заданої товщини поверхневого і внутрішнього шарів безперервнолитої заготовки. Так, проведені нами експерименти на базі гідравлічної прозорої моделі з використанням для поділу шарів перегородки показали, що при такій схемі виливка відбувається утворення великої зони змішання шарів, що при затвердінні двошарової заготовки це є передумовою формування досить широкої перехідної зони між шарами. Відомий пристрій [5], призначений для одержання біметалічних злитків безперервним способом, що містить кристалізатор, у якому по центрі розміщується водоохолоджувальний порожній стержень, через який проходить заливальна лійка для заливання легкоплавкого металу. Недоліком такого пристрою є неможливість забезпечення при його використанні точно заданих параметрів товщини шарів оскільки при розглянутому варіанті виливка біметалічної заготовки відбувається змішання двох розплавів з утворенням розмитої зони контакту шарів. Досить "вузьке" призначення пристрою - тільки для безперервного розливання різних по температурі плавлення металів, до того ж, відпиваються вони тільки співвісно - уявляють також недоліки цього пристрою. Відповідно до відомої схеми [6] для виливка великого ковальського злитка напівбезперервним способом використовують кристалізатор звичайної конструкції і рухливу зону вторинного охолодження, у якій відбувається інтенсивне охолодження злитка відкритими потоками води. У даній схемі охолоджувальний об'єкт залишається нерухомим, а переміщається охолоджувальний пристрій. Недоліком такої конструкції є спрямоване охолодження поверхні злитка потоками води, що може негативно позначитися на її якості, а також привести до утворення парової сорочки, що негативно позначається на якості поверхні злитка і вимагає додаткових заходів по поліпшенню умов праці в цеху. Відомий пристрій для виливка двошарової безперервнолитої заготовки, що передбачає наявність двох кристалізаторів, розташованих на різних рівнях і дво х патрубків для розливу, через які здійснюється послідовно заливання обох розплавів [7]. Істотними недоліками відомого пристрою є складності забезпечення конструкції кристалізатора і якісної поверхні безперервнолитої заготовки, що формується. Так, при фізичному моделюванні процесів виливка і затвердіння двошарових безперервнолитих заготовок і при формуванні заготовки з легкоплавких і низькоміцних моделюючих середовищ, здійснити на практиці переміщення двошарової заготовки, що формується, без порушення її цільності, представляється досить проблематичним. Найбільш близьким аналогом до пристрою, що заявляється, по технічній суті і результаті, що досягається, є відомий пристрій, для фізичного моделювання процесів, що відбуваються при формуванні безперервнолитих заготовок [8], що включає формотворну ємність, з однієї або двома фронтальними стінками, виконаними з прозорого матеріалу і бічних стінок, виготовленими з матеріалу з високою теплопровідністю, рухливий двохсекційний охолодний блок, жорстко з'єднаний з патрубком пристосування для розливу. Дана конструкція дозволяє здійснювати моделювання і візуальне спостереження за процесами, що супроводжують розливання і затвердіння монолітної безперервнолитої заготовки, а також забезпечує формування якісної поверхні. Прозора стінка дозволяє візуально спостерігати і здійснювати фото- і кінозйомку ходу процесів розливання і формування шарувати х безперервнолитих заготовок. Рухливий охолоджуваний елемент, що виконує функцію водоохолодження кристалізатора, дозволяє здійснювати процес затвердіння розплавів, у той час, коли заготовка знаходиться в нерухомому стані, що скорочує розміри і підвищує надійність пристрою. Переміщення охолодного елемента по висоті (довжині) формотворної ємності моделює умови затвердіння безперервнолитої заготовки в кристалізаторі. Однак відомий пристрій не дозволяє одержати двошарову безперервнолиту заготовку. Задача, розв'язувана передбачуваним винаходом, складається в створенні пристрою, призначеного для фізичного моделювання і візуального спостереження за процесами, що відбуваються при виливку і затвердінні двошарової безперервнолитої заготовки з металів і сплавів, що дозволяє одночасно здійснювати візуальні спостереження за процесами, що супроводжують розливання і затвердіння, і забезпечувати задану товщину, цілісність, високе якість шарів і зони їхнього контакту, що формуються у безперервнолитих заготовках. Рішення поставленої задачі досягається тим, що формотворна ємність додатково постачена рухливою вертикальною перегородкою, що розділяє її на дві камери, а пристосування для розливу розділене на дві секції і додатково постачено другим патрубком. Технічний результат, одержуваний при рішенні поставленої задачі складається в можливості одержанні двошарової безперервнолитої заготовки з чітко видимою і міцною границею з'єднання шарів. Порівняння з прототипом показує, що пристрій, що заявляється, відрізняється наявністю у формотворній ємності рухливої вертикальної перегородки, що розділяє її на дві камери; пристосування для розливу, що складається з двох секцій, постаченими двома патрубками. Перераховані істотні відмінності технічного рішення, що заявляється, від прототипу свідчать про його відповідність критерієві "новизна". Порівняння з відомими технічними рішеннями [1-7] не дозволяє виявити в них ознаки, що дозволяють вирішити задачу, поставлену у винаході, а технічний результат, що досягається при використанні технічного рішення, що заявляється, не є простою сумою технічних ефектів, що досягаються при використанні відомих технічних рішень. Вищесказане підтверджує, що технічне рішення, що заявляється, відповідає критерієві "винахідницький рівень". Винахід пояснюється кресленням, де на Фіг.1 представлений схематичний вид пристрою. Пристрій містить формотворну ємність 1 з однієї або двома фронтальними стінками, виконаними з прозорого матеріалу і двома бічними стінками, виготовленими з матеріалу з високою теплопровідністю і постачену додатково рухливою вертикальною перегородкою 2, що розділяє її на дві камери 3 і 4; рухливий охолоджувальний блок, що складається з двох секцій 5 і 6; пристосування для розливу, що також складається з двох секцій 7 і 8 і постачене двома патрубками 9 і 10, жорстко з'єднаними, відповідно, із секціями 5 і 6 охолоджувального блоку і разом з ними, що переміщаються по бічних стінках формотворної ємності. У передбачуваному пристрої відбувається поетапне формування шарів і двошарової заготовки в цілому при здійсненні наступного порядку виконання операцій. На першому етапі заповнюють камеру 3 рідким розплавом, на другому етапі відбувається формування зовнішньої оболонки заготовки. Після визначеного проміжку часу, коли в камері 3 кірочка заготовки, що сформувалася, необхідної товщини, обумовленої досвідом або розрахунковим шляхом, досягає міцності, достатньої для утримання від розтікання першого розплаву, роблять підйом рухливої перегородки 2, заглибного патрубка 9 і охолодного блоку. При цьому здійснюють заливання другого розплаву (або пофарбованого обсягу першого розплаву) у камеру 4. На наступному етапі відбувається взаємодія двох розплавів (або двох порцій розплаву) і формування двошарової заготовки. По ходу заповнення обох камер формотворної ємності 1 здійснюють послідовний підйом заглибних патрубків 9 і 10 пристосування для розливу, перегородки 2 і секцій 5 і 6 охолодного блоку аж до заповнення обох камер 3 і 4. Сутність пристрою, що заявляється, полягає в наступному. Для формування двошарової безперервнолитої заготовки з міцною поверхнею зчеплення шарів розливання розплавів здійснюють через визначений проміжок часу, необхідний для формування кірочки на бічній поверхні в розплаві яка припиняє розтікання розплаву, який твердне в першій камері, а також змішання його з розплавом, який твердне у другій камері у момент їхнього контакту. Фактично здійснюється почерговий виливок на двох рівнях по висоті формотворної ємності двох заготовок. Зрушення за часом виливка двох розплавів розрахований таким чином, щоб уже затверділа бічна поверхня однієї заготовки і служила як би стінкою кристалізатора при виливку іншої заготовки. Для гарного контакту шарів і забезпечення бездефектної поверхні заготовки продовжує залишатися нерухомої при переміщенні охолодного блоку. Точно розраховані температура розливання обох розплавів, швидкість переміщення перегородки, патрубка пристосування для розливу й охолодного блоку дозволяють одержати двошарову заготовку з міцною поверхнею і границею контакту шарів Наявність двохсекційного пристрою для розливу з двома патрубками і рухли вою вертикальною перегородкою у формотворній ємності, що розділяє її на дві камери, дозволяє вирішити поставлену задачу і досягти технічного результату. Пристрій, що заявляється, дозволяє: 1. одержати двошарові безперервнолиті заготовки з модельних матеріалів і спостерігати за процесом їхнього розливання і формування; 2. робити фотозйомку і замальовку, а також вести візуальні спостереження за характером руху рідких, (у т.ч. пофарбованих) потоків у розплаві, ходом процесу їхнього затвердіння і просування фронту кристалізації; 3. використовувати як прозорі, так і непрозорі моделюючі середовища; 4. варіювати температурою і швидкістю розливання моделюючого середовища, а також керувати інтенсивністю охолодження твердіючої заготовки, за допомогою переміщення заглибного елемента пристрою для розливу й охолодного блоку зі зміною витрати охолодної води в останньому; 5. вести розливання поетапно на двох рівнях по висоті формотворної ємності; 6. здійснювати одержання нерухомої безперервнолитої заготовки, що скорочує розміри і підвищує надійність пристрою. Як приклад практичного здійснення фізичного моделювання, виконаного на передбачуваному винаході, нижче приведені результати виливка модельних заготовок на пристрої, розміщеному вертикально, виготовленому і випробуваному на кафедрі машин і технологій ливарного виробництва Запорізького національного технічного університету. Як моделюючі середовища випробуваний парафін. Розплав, що відливається в другу камеру формотворної ємності, спеціально офарблювали. Це дозволило наочно спостерігати і сфотографувати зону контакту шарів. По ходу експерименту вели замальовку і фотозйомку і робили вимір наростаючої скоринки. Розливання двох розплавів парафіну робили на двох рівнях по висоті формотворної ємності з визначеним інтервалом часу через два різних заглибних елементи пристосування для розливу, постійно опущених у розплав. В міру заповнення обох камер формотворної ємності здійснювали підйом заглибних елементів пристосування для розливу перегородки й охолодного елемента. Розливання робили до заповнення всього обсягу формотворної ємності. Моделювали перетину сляба, розміром 140х30мм. Швидкість переміщення охолодного блоку складала 6мм/хв., температура розплавів, що розливаються, 80°З, температура охолодної води 14°С. У ході проведених експериментів отримані три двошарові заготовки з якісною границею з'єднання шарів. Проведений експеримент продемонстрував функціонування пристрою, що заявляється, і показав принципову можливість одержання з його допомогою двошарових заготовок. Пристрій, що заявляється, забезпечує рішення поставленої задачі і дозволяє здійснити формування двошарових безперервнолитих заготовок, що відливаються за схемою: рідкий + рідкий матеріал, з точно заданими розмірами шарів і різкою міжфазною границею. Джерела інформації: 1. Стовпченко А.П., Титова Т.М. Некоторые особенности формирования литых композитов / Процессы литья. - 1999. - №2. - С.65-71 2. А.С. №1447544 (СССР). МКИ В22D11/00. Способ непрерывной разливки биметаллических слитков // Колпаков С.В., Симонов В.П., Винокуров Г.В. и др.; Опубл. 30.12.88. - Бюл. №48. 3. Заявка №53-140176. (Япония). Кл. В22D11/04. Способ изготовления непрерывнолитых заготовок, применяемых для изготовления плакированных листов // Хировара Хироаки; Опубл. 22.05.80.; РЖМ; 1981.;10В420П. 4. Заявка №62-9757. (Япония). Кл. В22D11/06. Установка для непрерывного литья биметаллических слитков // Бэссе Нагаясу, Тодзава Коити, Нодзаки Ну и др.; Оп убл. 17.01.87.; РЖМ.; 1988; 12Г262П. 5. А.с. №134401.(СССР) Кл. 31С, 21. Устройство для получения биметаллических слитков непрерывным способом // Астров Е.И., Дорошев Ю.Ф.; 1960.; Бюл. №24.; С.40. 6. Кабаков З.К., Галентовский Г.Г., Чесницкая Е.А. Расче тное обоснование пути повышения плотности осевой части крупных кузнечных слитков, получаемых полунепрерывной разливкой. 7. Патент 705767 (Германия), 1937. 8. Заявка №2003054064.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for physical simulation of processes occurring during casting and molding of the two-layered uninterruptedly-cast blank of metals and the alloys
Автори англійськоюTitova Tamara Mykhailivna, Ohurtsov Anatolii Pavlovych, Luniov Valentyn Vasyliovych, Bialuk Harri Abramovych, Adamchuk Stanislav Ivanovych
Назва патенту російськоюУстройство для физического моделирования процессов, происходящих при отливке и формовании двухслойной непрерывнолитой заготовки из металлов и сплавов
Автори російськоюТитова Тамара Михайловна, Огурцов Анатолий Павлович, Лунев Валентин Васильевич, Лунёв Валентин Васильевич, Бялик Гарри Абрамович, Адамчук Станислав Иванович
МПК / Мітки
МПК: B22D 11/16
Мітки: сплавів, відливанні, моделювання, двошарової, пристрій, фізичного, процесів, відбуваються, формуванні, заготовки, металів, безперервнолитої
Код посилання
<a href="https://ua.patents.su/3-66065-pristrijj-dlya-fizichnogo-modelyuvannya-procesiv-shho-vidbuvayutsya-pri-vidlivanni-i-formuvanni-dvosharovo-bezperervnolito-zagotovki-z-metaliv-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні двошарової безперервнолитої заготовки з металів і сплавів</a>
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів
Номер патенту: 62694
Опубліковано: 15.12.2003
Автори: Адамчук Станіслав Іванович, Луньов Валентин Васильович, Огурцов Анатолій Павлович, Бялик Гаррі Абрамович, Тітова Тамара Михайлівна
МПК: B22D 11/16
Мітки: формуванні, фізичного, відбуваються, металів, заготовки, моделювання, пристрій, процесів, безперервнолитої, відливанні, сплавів
Формула / Реферат:
Пристрій для фізичного моделювання процесів, що відбуваються при відливанні і формуванні безперервнолитої заготовки з металів і сплавів, який включає формотворну ємність з однією або двома прозорими фронтальними стінками, а також двома бічними теплопровідними водоохолодними стінками, і пристосування для розливу з патрубком, який відрізняється тим, що додатково оснащений охолодним блоком, який складається з двох окремих рухливих водоохолодних...
Матеріал для моделювання деформаційних аномалій вищих порядків реологічно складних металів та сплавів
Номер патенту: 20358
Опубліковано: 15.07.1997
Автор: Шломчак Георгій Григорович
МПК: G01N 3/28, C22C 11/00
Мітки: реологічно, деформаційних, матеріал, вищих, сплавів, моделювання, складних, аномалій, порядків, металів
Формула / Реферат:
Материал для моделирования деформационных аномалий высших порядков реологически сложных металлов и сплавов, содержащий свинец, отличающийся тем, что он дополнительно содержит натрий при следующем соотношении компонентов, мас.%:Na 0,02-2,3 Pb Остальное
Спосіб виготовлення порошків феромагнітних сплавів рідкісноземельних металів, перехідних металів та бору і пристрій для здійснення способу
Номер патенту: 51229
Опубліковано: 15.11.2002
Автори: Путілов Юрій Григорович, Басараба Юрій Борисович, Панасюк Володимир Васильович, Булик Ігор Іванович
МПК: B22F 9/00, H01F 7/02, H01F 7/00
Мітки: бору, металів, виготовлення, пристрій, способу, порошків, феромагнітних, спосіб, рідкісноземельних, здійснення, перехідних, сплавів
Формула / Реферат:
1. Пристрій очищення питної води, розміщений у водонапірній башті, що включає бак з дахом і дном та ствол, в якому знаходиться контактне завантаження, розташоване у приймальній обичайці з перфорацією у нижній частині, перегородку, крізь яку проходить трубопровід подачі вихідної води, оснащений аератором, і під якою знаходиться плаваюче фільтруюче завантаження з дренажно-розподільчою системою, який відрізняється тим, що плаваюче фільтруюче...
Спосіб електроерозійного диспергування металів і сплавів і пристрій для його здійснення
Номер патенту: 61334
Опубліковано: 17.11.2003
Автори: Соколов Олександр Олександрович, Гущенко Наталья Олександрівна, Блохін Олександр Григорович
Мітки: спосіб, металів, диспергування, електроерозійного, пристрій, здійснення, сплавів
Формула / Реферат:
1. Спосіб електроерозійного диспергування металів і сплавів, що полягає в накладенні механічних коливань на дисперговані гранули, поміщені в ємність з діелектрика, який відрізняється тим, що процес ведуть, одночасно зміщуючи дисперговані гранули як у горизонтальній, так і вертикальній площинах, причому дисперговані гранули обертаються навколо своїх осей.2. Пристрій для електроерозійного диспергування металів і сплавів, що містить два...
Пристрій для моделювання фізіологічних процесів
Номер патенту: 52048
Опубліковано: 16.12.2002
Автори: ЛЯХ ЮРІЙ ЄРЕМІЙОВИЧ, Прокопець Валентин Іванович, Остапенко Віктор Іонович
МПК: G09B 23/28
Мітки: пристрій, моделювання, процесів, фізіологічних
Формула / Реферат:
Пристрій для моделювання фізіологічних процесів, який складається із блоків керування, формування звукових сигналів, манекена людини із звукопровідним еластичним покриттям, мікроперемикачів, закріплених у відповідних анатомічних точках манекена, блока мікродинаміків для відтворення тонів серця і легенів, розміщених на внутрішній поверхні імітатора грудної клітки, який відрізняється тим, що до нього додатково введено блоки імітації кровообігу,...
Попередній патент: Спосіб одержання нафтополімерної смоли
Наступний патент: Спосіб визначення тектонічної деформованості гірських порід у приштокових зонах
Випадковий патент: Апарат для обмолоту стебел льону