Спосіб обробки сполучних поверхонь деталей (варіанти)
Номер патенту: 66105
Опубліковано: 10.04.2008
Автори: Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
Формула / Реферат
1. Спосіб обробки сполучних поверхонь деталей шляхом електроерозійного легування з використанням катода і анода попередньо термічно оброблених поверхонь з формуванням поверхневого шару, який відрізняється тим, що використовують стальний катод, поверхню якого обробляють графітовим електродом за допомогою імпульсних розрядів при енергії 0,4-4 Дж з утворенням поверхневого "білого" шару, мікротвердість якого вища від мікротвердості основної сталі, та підшару - зони відпуску, який розміщений під "білим" шаром і має мікротвердість, нижчу від мікротвердості основної сталі, причому після електроерозійного легування видаляють "білий" шар.
2. Спосіб за п. 1, який відрізняється тим, що тривалість імпульсних розрядів становить до 9.10-4 с.
3. Спосіб за п. 1, який відрізняється тим, що "білий" шар видаляють шліфуванням.
4. Спосіб обробки сполучних поверхонь деталей шляхом електроерозійного легування з використанням катода і анода попередньо термічно оброблених поверхонь з формуванням поверхневого шару, який відрізняється тим, що використовують катод з кольорового сплаву, поверхню якого обробляють графітовим електродом за допомогою імпульсних розрядів при енергії 0,4-4 Дж з утворенням поверхневої зони відпуску, мікротвердість якої нижча від мікротвердості основного кольорового металу.
5. Спосіб за п. 4, який відрізняється тим, що як кольоровий сплав використовують берилієву бронзу.
6. Спосіб за п. 4, який відрізняється тим, що тривалість імпульсних розрядів становить до 9.10-4c.
Текст
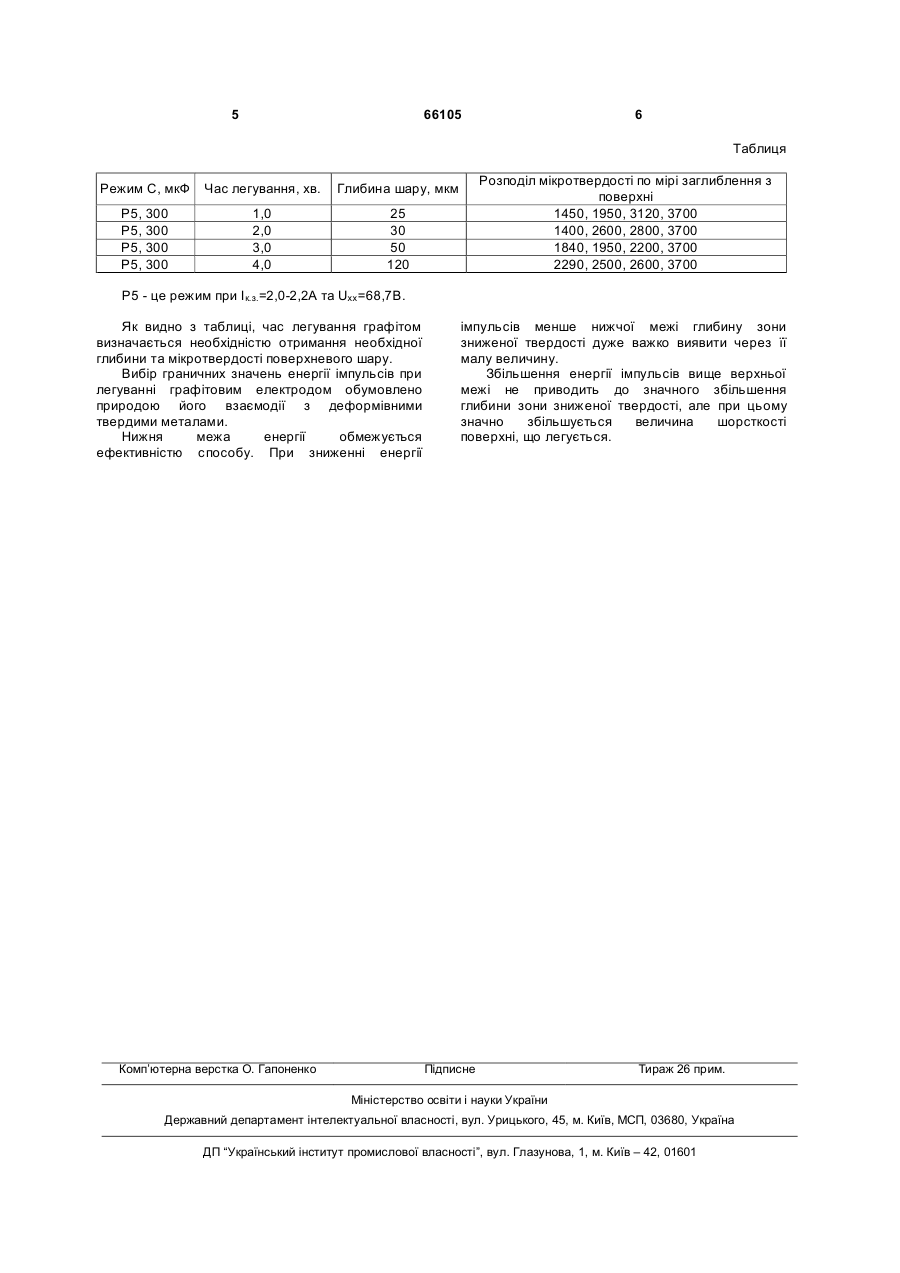
1. Спосіб обробки сполучних поверхонь деталей шляхом електроерозійного легування з використанням катода і анода попередньо термічно оброблених поверхонь з формуванням поверхневого шару, який відрізняється тим, що використовують стальний катод, поверхню якого обробляють графітовим електродом за допомогою імпульсних розрядів при енергії 0,4-4 Дж з C2 2 66105 1 3 66105 4 імпульсних торцевих ущільнень. Зазначені утворенням поверхневої зони відпуску, способи такої герметичності не гарантують. мікротвердість якої нижча мікротвердості При складанні нерухомих з'єднань сполучні основного кольорового металу. поверхні деталей піддаються пластичному Як кольоровий сплав можуть використовувати деформуванню, тому бажано, щоб тверді металеві берилієву бронзу. деталі мали більш м'який поверхневий шар. Тривалість імпульсних розрядів становить до Відомо, що твердість з підвищенням 9·10-4с. температури відпуску падає, як і інші показники Запропонований спосіб електроерозійного міцності, в той час як показники пластичності легування з використанням графітового електрода збільшуються [Гуляев А.П. Металловедение. -М.: дозволяє при його застосуванні для обробки Металлургия, 1977.- с.246-251]. сполучних поверхонь деталей отримати їх Відомо спосіб електроерозійного легування, за нерухоме з'єднання з підвищеною герметичністю допомогою якого можна змінити твердість та міцністю і, як наслідок, підвищити його металевої поверхні: надійність та довговічність. - підвищити твердість нанесенням на Спосіб здійснюють наступним чином. поверхню матеріалу вищої твердості або Електроерозійним легуванням на сполучній дифузійним введенням у поверхню необхідних попередньо обробленій поверхні деталі формують хімічних елементів з навколишнього середовища поверхневий шар з використанням графітового чи з матеріалу анода; електрода. - знизити твердість нанесенням на поверхню При електроерозійному легуванні графітовим більш м'яких матеріалів [Назаренко Н.И. електродом стальних катодів на поверхнях Электроискровое легирование металлических останніх виникає "білий" шар, який звичайно не поверхностей. - М. Машиностроение, 1976. - c.19]. піддається травленню реактивами, що Найближчим до винаходу є спосіб застосовуються для матеріалу основи. електроерозійного легування попередньо Мікротвердість "білого" шару значно перевищує термооброблених поверхонь з формуванням мікротвердість основного металу. Під "білим" поверхневого шару [Назаренко Н.И. шаром розміщено перехідну зону - підшар, який є Электроискровое легирование металлических ділянкою термічної дії імпульсних розрядів та поверхностей. - М.:Машиностроение, 1976. - с.19]. дифузійного взаємопроникнення елементів анода При застосуванні даного способу для обробки та катода. Підшар звичайно є зоною відпуску, сполучних поверхонь деталей не досягається величина якої визначається параметрами достатньої герметичності, міцності та надійності імпульсного розряду. Із збільшенням енергії нерухомих з'єднань. останнього ця зона розширятиметься. Твердість у В основу винаходу поставлено задачу зоні відпуску нижча твердості основного металу. створення способу обробки сполучних поверхонь При обробці сталі графітовим катодом з деталей, який би підвисив герметичність використанням імпульсів великої тривалості - до нерухомих з'єднань, а також їх міцність, надійність 9·10-4с при енергії 0,4-4Дж зона термічного впливу та довговічність. досягатиме 400мкм.на поверхнях стальних катодів Для отримання Поставлену задачу вирішують тим, що у зони відпуску було би можливо використання і відомому способі обробки сполучних поверхонь інших електродів: електродів чистих металів деталей шляхом електроерозійного легування з (хром, вольфрам, молібден тощо), сплавів різного використанням катода і анода попередньо ступеню легування, твердих сплавів тощо. Проте, термічно оброблених поверхонь з формуванням при електроерозійному легуванні графітовим поверхневого шару, згідно з винаходом, електродом найменше змінюється величина використовують стальний катод, поверхню якого шорсткості поверхні, що легується. бробляють графітовим електродом (анод) за Глибина зон підвищеної та зниженої твердості допомогою імпульсних розрядів при енергії 0,4для кожного матеріалу деталі та режимів 4Дж з утворенням поверхневого "білого" шару, електроерозійного легування визначається мікротвердість якого вища мікротвердості основної експериментально. Зону підвищеної твердості сталі, та підшару - зони відпуску, який розміщено видаляють будь-яким відомим способом, під "білим" шаром і має мікротвердість, нижчу наприклад, шліфуванням. При електроерозійному легуванні графітовим мікротвердості основної сталі, а після електродом термооброблених деталей з електроерозійного легування видаляють "білий" кольорових сплавів (наприклад, берилієва бронза) шар. ривалість імпульсних розрядів становить до Т у поверхневому шарі безпосередньо з поверхні 9·10-4с. утворюється зона відпуску, глибина якої, як і при "Білий" шар можуть видаляти шліфуванням. легуванні стальних деталей, залежить від режимів У другому варіанті виконання способу обробки легування. Причому із збільшенням енергії заряду сполучних поверхонь деталей шляхом тривалості імпульсів та часу легування електроерозійного легування з використанням збільшується глибина шару зниженої твердості. катода і анода попередньо термічно оброблених В таблиці наведено дані про розподіл поверхонь з формуванням поверхневого шару, мікротвердості та глибину знеміцнення згідно з винаходом, використовують катод з поверхневого шару берилієвої бронзи, кольорового сплаву, поверхню якого обробляють термообробленої на твердість 3700МПа при графітовим електродом (анод) за допомогою легуванні за допомогою графітового електрода. імпульсних розрядів при енергії 0,4-4Дж з 5 66105 6 Таблиця Режим С, мкФ Час легування, хв. Р5, 300 Р5, 300 Р5, 300 Р5, 300 1,0 2,0 3,0 4,0 Розподіл мікротвердості по мірі заглиблення з поверхні 1450, 1950, 3120, 3700 1400, 2600, 2800, 3700 1840, 1950, 2200, 3700 2290, 2500, 2600, 3700 Глибина шару, мкм 25 30 50 120 P5 - це режим при І к.з.=2,0-2,2А та Uхх=68,7В. Як видно з таблиці, час легування графітом визначається необхідністю отримання необхідної глибини та мікротвердості поверхневого шару. Вибір граничних значень енергії імпульсів при легуванні графітовим електродом обумовлено природою його взаємодії з деформівними твердими металами. Нижня межа енергії обмежується ефективністю способу. При зниженні енергії Комп’ютерна верстка О. Гапоненко імпульсів менше нижчої межі глибину зони зниженої твердості дуже важко виявити через її малу величину. Збільшення енергії імпульсів вище верхньої межі не приводить до значного збільшення глибини зони зниженої твердості, але при цьому значно збільшується величина шорсткості поверхні, що легується. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of connecting surfaces of components (embodiments)
Автори англійськоюMartsynkovskyi Vasyl' Sihizmundovych, Tarelnyk Viacheslav Borysovych
Назва патенту російськоюСпособ обработки соединенных поверхностей деталей (варианты)
Автори російськоюМарцинковский Василий Сигизмундович, Тарельник Вячеслав Борисович
МПК / Мітки
МПК: B23H 9/00, B23H 1/00, B23H 5/00
Мітки: поверхонь, спосіб, деталей, сполучних, обробки, варіанти
Код посилання
<a href="https://ua.patents.su/3-66105-sposib-obrobki-spoluchnikh-poverkhon-detalejj-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сполучних поверхонь деталей (варіанти)</a>
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Ляшенко Борис Артемович, Гресько Володимир Ларіонович, Шульга Іван Федорович, Лабунець Василь Федорович, Марчук Володимир Єфремович
Мітки: деталей, обробки, струмопровідних, електроіскрової, поверхонь, тертя, спосіб
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами
Номер патенту: 5681
Опубліковано: 15.03.2005
Автори: Рудковський Анатолій Віталійович, Ляшенко Борис Артемович, Лабунець Василь Федорович, Марчук Володимир Єфремович, Кравець Василь Васильович, Шульга Іван Федорович
МПК: C23C 12/00, B23H 9/00, B23H 7/00
Мітки: деталей, поверхонь, обробки, графітовими, електроіскрової, струмопровідних, електродами, спосіб
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами, при якому анодом є графітовий електрод, а катодом - деталь, який відрізняється тим, що перед зміцненням поверхонь деталей електроіскровою обробкою додатково змащують поверхню деталі мастилом, яке служить оточуючим поверхню деталі середовищем для зниження залишкових структурних напружень металу і підвищення зносостійкості легованого шару деталі.
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Кравець Василь Васильович, Марчук Володимир Єфремович
МПК: B23H 9/04, B23H 7/00, B23H 9/00
Мітки: спосіб, поверхонь, деталей, електроерозійної, струмопровідних, обробки
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу
Номер патенту: 5682
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Кравець Василь Васильович, Ляшенко Борис Артемович, Лабунець Василь Федорович, Рудковський Анатолій Віталійович, Марчук Володимир Єфремович
МПК: C25D 13/12, B23H 9/10, C25D 13/02, C25D 13/20, B23H 9/00, B23H 9/04
Мітки: струмопровідного, легування, матеріалу, поверхонь, деталей, електроерозійного, спосіб
Формула / Реферат:
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу, що включає нанесення на поверхню деталі шару покриття із легкоплавкого металу, а потім на нього наносять шар покриття зносостійкого металу, який відрізняється тим, що перед нанесенням покриття зносостійкого металу змащують поверхню деталі мастилом нафтового походження, яке служить оточуючим поверхню деталі середовищем в процесі зміцнення.
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Марчук Володимир Єфремович, Гресько Володимир Ларіонович, Шульга Іван Федорович, Лабунець Василь Федорович, Кудрін Анатолій Павлович
МПК: B23H 7/00
Мітки: струмопровідних, спосіб, джерелом, обробки, струму, поверхонь, деталей, електроіскровим, тертя
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...
Попередній патент: Автоматичний водопідпір
Наступний патент: Спосіб та пристрій для визначення функціональних та метаболічних даних живого організму
Випадковий патент: Композиція кормової добавки "гумікс цмура" для вигодовування свиней