Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу
Номер патенту: 5682
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Ляшенко Борис Артемович, Кравець Василь Васильович, Лабунець Василь Федорович, Рудковський Анатолій Віталійович, Марчук Володимир Єфремович
Формула / Реферат
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу, що включає нанесення на поверхню деталі шару покриття із легкоплавкого металу, а потім на нього наносять шар покриття зносостійкого металу, який відрізняється тим, що перед нанесенням покриття зносостійкого металу змащують поверхню деталі мастилом нафтового походження, яке служить оточуючим поверхню деталі середовищем в процесі зміцнення.
Текст
Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу, що включає нанесення на поверхню деталі шару покриття із легкоплавкого металу, а потім на нього наносять шар покриття зносостійкого металу, який відрізняється тим, що перед нанесенням покриття зносостійкого металу змащують поверхню деталі мастилом нафтового походження, яке служить оточуючим поверхню деталі середовищем в процесі зміцнення. Відомий спосіб електроіскрового легування змащеної* мастилом поверхні деталі, при якому отримують менші залишкові структурні напруження в різних шарах металу, ніж при обробці в повітряному середовищі [1] Недоліком відомого способу електроіскрового легування змащеної мастилом поверхні деталі є те, що іскровий розряд в рідинному середовищі приводить до збільшення викиду металу з поверхні електродів, а теплова дія розповсюджується на меншу глибину, внаслідок чого товщина зміцненого шару не збільшується, а збільшується шорсткість поверхні. Шорсткість нанесеного покриття залежить від шорсткості вихідної поверхні. При цьому чим нижче шорсткість, тим вище зносостійкість поверхні з нанесеним покриттям Найбільш близьким технічним рішенням, обраним за прототип, є спосіб електроерозійного легування поверхні деталі, при якому на поверхню деталі наносять спочатку шар покриття із легкоплавкого металу, а потім на нього наносять шар покриття зносостійкого високоміцного металу. Спочатку нанесене покриття при нанесенні другого шару розплавляється і заповнює мікронерівності основного покриття, що знижує шорсткість і підвищує зносостійкість поверхні деталі [2]. Недоліком відомого способу електроерозійного легування поверхні деталі спочатку легкоплавким, а потім зносостійким металом в повітряному середовищі є те, що в процесі легування утворюються значні залишкові структурні напруження металу, які прискорюють втомленість металу і CM 00 со ю 5682 знижують зносостійкість покриття поверхні деталі. В основу корисної моделі поставлено задачу забезпечення підвищення зносостійкості покриття поверхні деталі, шляхом усунення недоліків прототипу, зниження залишкових структурних напружень металу і зменшення втомленості металу. Поставлена задача в корисній моделі вирішується тим, що в способі електроерозійного легування поверхні деталі, при якому на поверхню деталі наносять шар покриття з легкоплавкого металу, додатково змащують поверхню деталі мастилом нафтового походження і потім наносять шар покриття зносостійкого металу. Суть корисної моделі в способі електроерозійного легування поверхні деталі, при якому наносять спочатку шар покриття із легкоплавкого металу, а потім на нього наносять шар покриття зносостійкого металу досягається тим, що перед нанесенням покриття із зносостійкого металу змащують поверхню деталі мастилом нафтового походження, яке служить оточуючим поверхню деталі середовищем в процесі зміцнення, для зниження залишкових структурних напружень металу і зменшення втомленості металу, щоб підвищити зносостійкість покриття. Порівняння технічного рішення, що заявляється, з прототипом дозволяє зробити висновок, що спосіб електроерозійного легування поверхні деталі, відрізняється тим, що перед нанесенням покриття із зносостійкого металу змащують поверхню деталі мастилом нафтового походження, яке служить оточуючим поверхню деталі середовищем в процесі зміцнення, для зниження залишкових структурних напружень металу і зменшення утомленості металу, щоб підвищити зносостійкість покриття. Реалізацію способу здійснюють таким чином Після легування поверхні деталі легкоплавким металом, що вибирають з групи In, Sn, Cd, Pd, перед початком легування зносостійким високоміцним металом або його карбідом, що вибирають з групи Ті, V, W, змащують мастилом нафтового походження поверхню, яка підлягає легуванню, щоб замінити умови гартування часток металу в повітряному середовищі на умови гартування часток металу в рідинному середовищі Проводять електроерозійне легування робочим електродом на робочих режимах. Для високоміцних електродів використовують, наприклад, феррохром ФХ100Н Комп'ютерна верстка Н Лисенко та тверді сплави ТК15К6, ВК-8. Робочий струм становить 2,0-2,5А. Товщина нанесеного шару покриття біля 0,1мм. При електроіскровому легуванні в повітряному середовищі (в результаті термічної дії розряду) в поверхневому шарі спостерігається значне зростання зерен основного металу, що призводить до зменшення міцності шару. Нагрівання тонких поверхневих шарів основного металу, що примикають до зносостійкої оболонки, яке супроводжується одночасним інтенсивним відведенням тепла масою холодної деталі, визиває утворення мікротріщин в поверхневих шарах. Іскровий розряд в рідинному середовищі відрізняється тим, що приводить до збільшення викидання металу з поверхні електродів та підвищення шорсткості поверхні деталі, а теплова дія більш повільно розповсюджується на глибину, в наслідок чого величина залишкових структурних напружень зменшується і зменшується втомленість металу, а зносостійкість в кінцевому результаті підвищується. Глибина і характер розподілу по глибині залишкових структурних напружень залежить від легуючого електрода, матеріалу деталі та умов обробки. Зносостійкість покриття при легуванні поверхні деталі з використанням мастила нафтового походження в порівнянні з легуванням без мастила може збільшуватися на 10-15% Підвищення ефективності застосування способу електроерозійного легування поверхні деталі, що заявляється, у порівнянні з прототипом досягається за рахунок зменшення залишкових структурних напружень металу, зниження втомленості металу і, як наслідок, підвищення зносостійкості покриття, шляхом додаткових заходів, а саме, після нанесення шару легкоплавкого металу покриття перед початком легування зносостійким високоміцним металом або його карбідом змащують мастилом нафтового походження поверхню, яка підлягає легуванню, щоб процес легування відбувався в рідинному середовищі замість повітряного. Джерела інформації: 1. Молодык Н.В., Зенкин А.С. Восстановление деталей машин. Справочник. - М.: Машиностроение, 1989. - с.274, 276, 277 - аналог. 2. Способ электроэрозионного легирования. СССР. А.С №1734968 МКИ В23Н9/00. Публ. 92.05.23. №19 -прототип. Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for electroerosion alloying surfaces of pieces from current-conducting material
Автори англійськоюMarchuk Volodymyr Yefremovych, Shulha Ivan Fedorovych, Liashenko Borys Artemovych, Labunets Vasyl Fedorovych
Назва патенту російськоюСпособ электроэрозионного легирования поверхностей деталей из токопроводящего материала
Автори російськоюМарчук Владимир Ефремович, Шульга Иван Федорович, Ляшенко Борис Артемович, Лабунец Василий Федорович
МПК / Мітки
МПК: C25D 13/02, B23H 9/04, C25D 13/12, B23H 9/00, B23H 9/10, C25D 13/20
Мітки: електроерозійного, легування, поверхонь, спосіб, струмопровідного, деталей, матеріалу
Код посилання
<a href="https://ua.patents.su/2-5682-sposib-elektroerozijjnogo-leguvannya-poverkhon-detalejj-iz-strumoprovidnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійного легування поверхонь деталей із струмопровідного матеріалу</a>
Електрод для електроерозійного легування
Номер патенту: 1318
Опубліковано: 15.07.2002
Автори: Ляшенко Борис Артемович, Книш Вадим Святославович
МПК: B23H 1/00
Мітки: легування, електроерозійного, електрод
Формула / Реферат:
1. Електрод для електроерозійного легування, що виготовлений у вигляді металевого стрижня, один кінець якого призначений для підключення до першої клеми джерела розрядного струму, а другий кінець призначений для контактування з зоною електроерозійного легування поверхні оброблюваної деталі, що виготовлена з електропровідного матеріалу і підключена до другої клеми джерела розрядного струму, який відрізняється тим, що електрод забезпечений...
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами
Номер патенту: 5681
Опубліковано: 15.03.2005
Автори: Ляшенко Борис Артемович, Кравець Василь Васильович, Марчук Володимир Єфремович, Шульга Іван Федорович, Рудковський Анатолій Віталійович, Лабунець Василь Федорович
МПК: B23H 7/00, C23C 12/00, B23H 9/00
Мітки: поверхонь, спосіб, графітовими, електродами, електроіскрової, струмопровідних, обробки, деталей
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами, при якому анодом є графітовий електрод, а катодом - деталь, який відрізняється тим, що перед зміцненням поверхонь деталей електроіскровою обробкою додатково змащують поверхню деталі мастилом, яке служить оточуючим поверхню деталі середовищем для зниження залишкових структурних напружень металу і підвищення зносостійкості легованого шару деталі.
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Гресько Володимир Ларіонович, Лабунець Василь Федорович, Шульга Іван Федорович, Марчук Володимир Єфремович, Ляшенко Борис Артемович
Мітки: спосіб, струмопровідних, поверхонь, тертя, деталей, електроіскрової, обробки
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Спосіб електроерозійного вирізання внутрішніх кутів деталей
Номер патенту: 40017
Опубліковано: 16.07.2001
Автори: Ступак Денис Олегович, Поляков Святослав Петрович, Осипенко Василь Іванович
МПК: B23H 7/02
Мітки: деталей, кутів, спосіб, електроерозійного, вирізання, внутрішніх
Формула / Реферат:
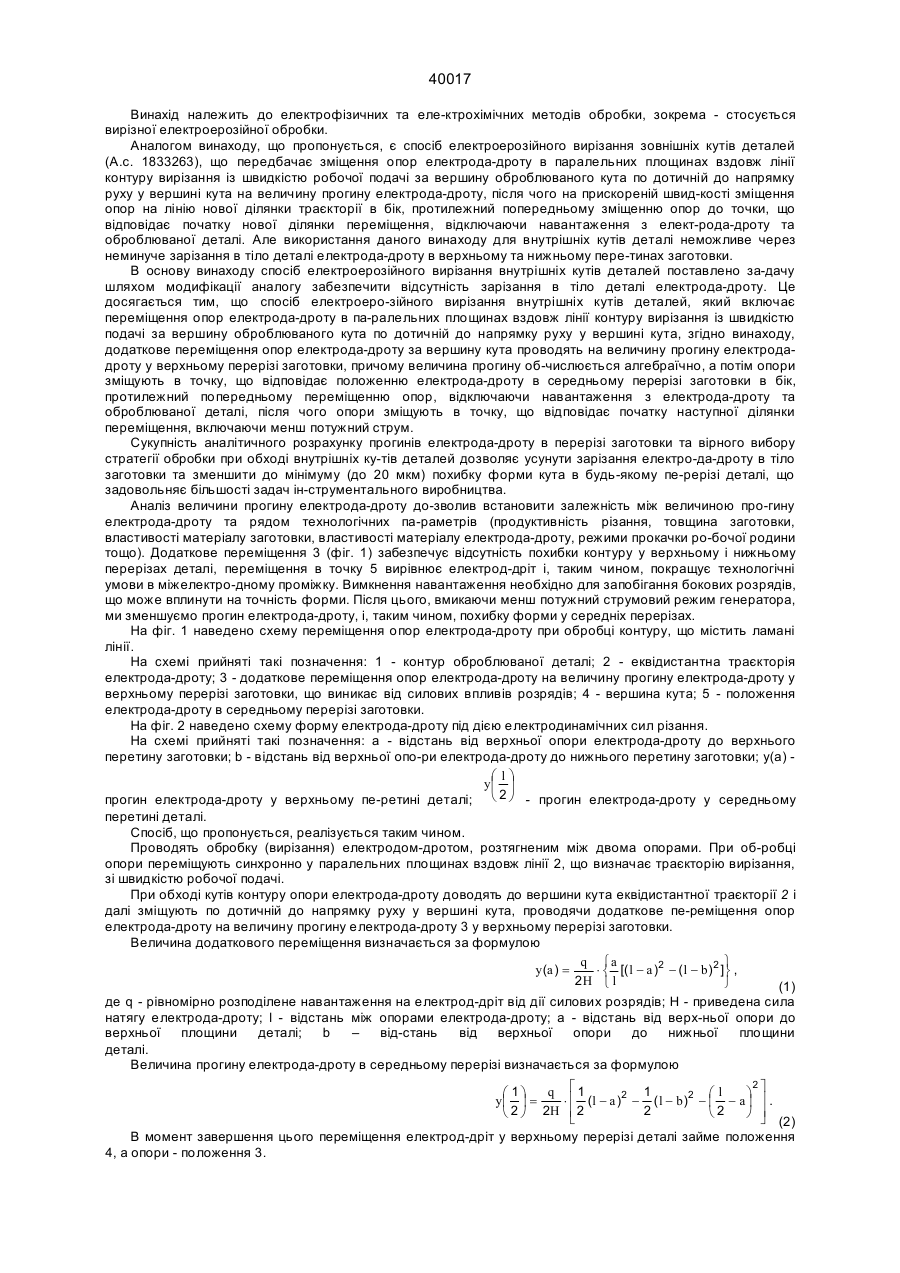
Спосіб електроерозійного вирізання внутрішніх кутів деталей, що включає переміщення опор електрода - дроту в паралельних площинах вздовж лінії контуру вирізання із швидкістю подачі за вершину оброблюваного кута по дотичній до напрямку руху у вершині кута, який відрізняється тим, що додаткове переміщення опор електрода - дроту за вершину кута проводять на величину прогину електрода - дроту у верхньому перерізі заготовки, причому величина...
Спосіб електроерозійного легування
Номер патенту: 16773
Опубліковано: 29.08.1997
Автори: Іванов Леонід Андрійович, Марченко Володимир Георгійович, Руденко Валерій Федорович, Анісімов Генадій Миколайович, Сіробабін Юрій Олександрович, Тарельник В'ячеслав Борисович, Тарадонов Володимир Гнатович, Коломицев Евген Олександрович
МПК: B23H 9/00
Мітки: легування, спосіб, електроерозійного
Формула / Реферат:
Способ электроэрозионного легирования, включающий нанесение износостойкого высокотвердого покрытия тугоплавкими металлами или их карбидами и антифрикционного покрытия легкоплавкими металлами, отличающийся тем, что, с целью повышения износостойкости и уменьшения шероховатости поверхности, сначала наносят слой покрытия антифрикционным легкоплавким металлом, выбираемым из группы In, Sn, Cd, Pd а затем слой покрытия из износостойкого...
Попередній патент: Спосіб електроіскрової обробки поверхонь струмопровідних деталей графітовими електродами
Наступний патент: Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Випадковий патент: Закупорювальний пристрій для пляшки