Спосіб одержання дифузійних цинкових покриттів
Номер патенту: 72820
Опубліковано: 15.04.2005
Автори: Мурзак Сергій Володимирович, Байша Олексій Іванович, Комар Ігор Семенович, Щербина Олександр Миколайович, Каморкін Павло Анатолійович, Литвинов Віктор Володимирович, Александрович Сергій Геннадійович, Вельможко Юрій Олександрович
Формула / Реферат
1. Спосіб одержання дифузійних цинкових покриттів, що включає попередню обробку поверхні виробів і наступне дифузійне цинкування в порошковій суміші, який відрізняється тим, що обробку поверхні виробів проводять нанесенням на поверхню хлоровмісного флюсу, що містить хлористий цинк, хлористий амоній, соляну кислоту і воду, а процес дифузійного цинкування здійснюють у два етапи, перший з яких проводять при ізотермічній витримці при температурі 300-340°С, а другий - при температурі 400-520°С.
2. Спосіб по п. 1, який відрізняється тим, що обробку поверхні виробів проводять хлоровмісним флюсом, що містить хлористий цинк, хлористий амоній, соляну кислоту і воду при такому співвідношенні компонентів, г/л:
хлористий цинк
210-370
хлористий амоній
21-37
соляна кислота
30-50
вода
решта.
Текст
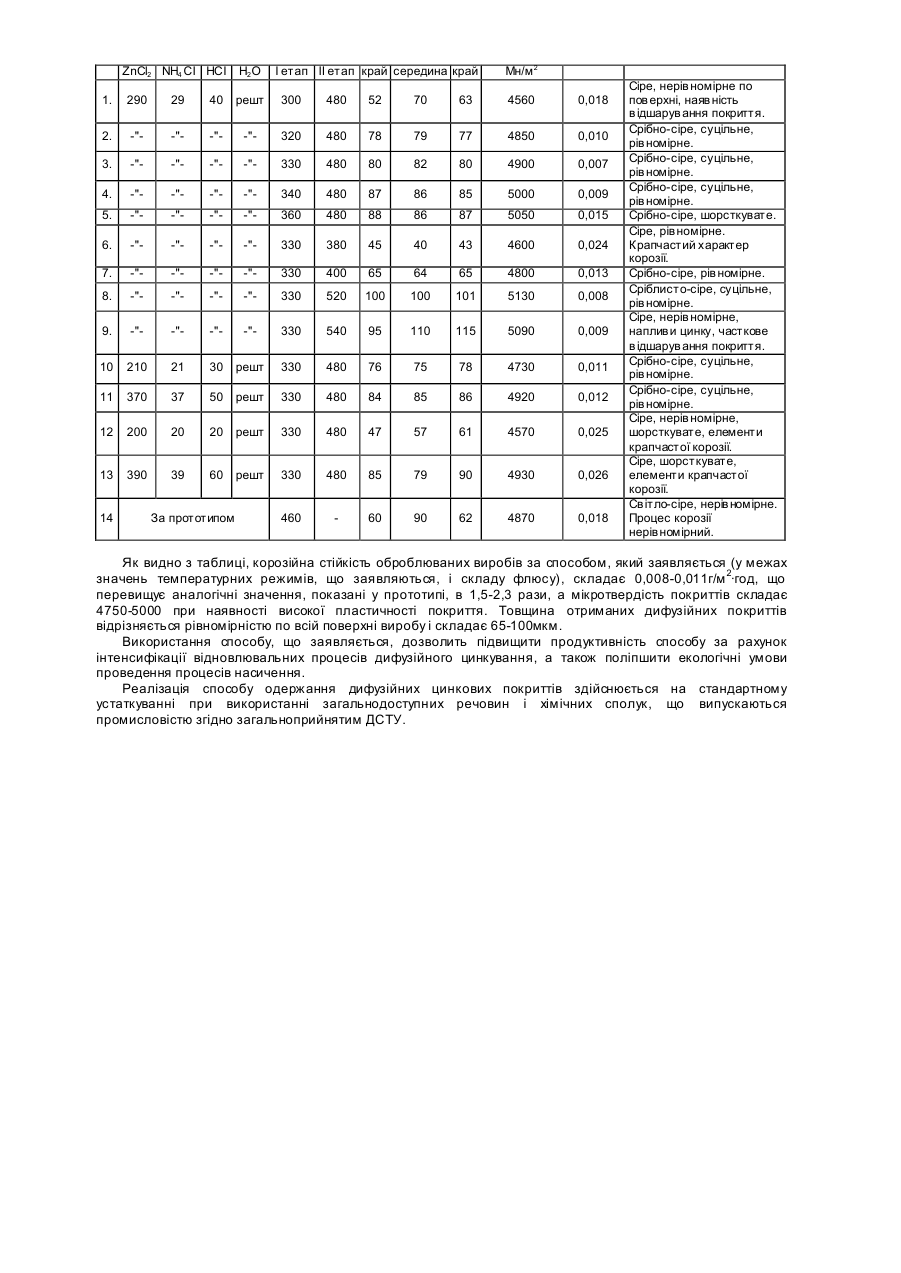
Винахід відноситься до галузі металургії, зокрема до хіміко-термічної обробки металів, і може бути використаний в машинобудуванні, авіаційній та інших галузях промисловості для модифікування поверхневих шарів сталевих виробів з окисленою поверхнею. Відомим є спосіб одержання дифузійних цинкових покриттів, що включає попередню обробку поверхні виробів і наступне дифузійне цинкування в порошковій суміші. (Проскурін Е.В. та ін. Цинкування/Довідник. М. Металургія, 1988р., с.417-420). За відомим способом попередню обробку поверхні виробу здійснюють водним розчином сполук: їдкого натру, тринатрійфосфату, соди кальцинованої та рідкого скла, з наступним промиванням виробів водою. Потім проводять очищення поверхні виробів від окислів металів обробкою розчинами кислот, наприклад, сірчаною або соляною. Вироби промивають водою. Відомий спосіб не забезпечує високу якість покриттів через сильне підтравлення основи металу кислотою. Проведення процесу насичення в одну стадію приводить до розвитку в дифузійному покритті крихких z- і h-фаз. Недоліком відомого способу є також його висока трудомісткість, яка обумовлена необхідністю використання громіздкого устаткування, великих обсягів обробних реагентів і високою тривалістю самого процесу очищення. Крім того, процес супроводжується великою кількістю шкідливих стоків, що погіршує екологічність способу. Найбільш близьким за технічною суттю і результатом, що досягається, є спосіб одержання дифузійних цинкових покриттів, що включає попередню обробку поверхні виробів і наступне дифузійне цинкування в порошковій суміші, (патент РФ №2004620 Μ. кл. С23С10/36, заявл. 26.02.92р.). За відомим способом попередню обробку виробів проводять шляхом змочування поверхні водним 515%-ним розчином луги, наприклад NaOH, та 0,1-3,0%-ним розчином соляної кислоти. Процес дифузійного насичення здійснюють в один етап при температурі 450-500°С протягом 120 хвилин. Недоліком відомого способу є низька якість дифузійних покриттів, які одержують відомим способом, нерівномірність покриття. Попереднє змочування виробів розчинами луг і кислот приводить до часткового вторинного окислювання поверхні виробів при завантаженні їх у порошкове середовище. Це не дозволяє забезпечити рівномірної товщини дифузійного покриття по всій поверхні виробу, внаслідок чого, знижується якість дифузійного покриття. При проведенні процесу дифузійного цинкування в один етап при визначеній температурі насичення, при якій нагрів виробу до температури насичення відбувається за лінійним законом, механізм утворення залізо-цинкових фаз у дифузійному покритті відбувається згідно їх однофазних ділянок на діаграмі залізоцинк. При такому формуванні дифузійного покриття утворюється строго визначене кількісне співвідношення окремих фаз, що характеризуються різними фізико-механічними властивостями. У процесі рівномірного нагрівання металу у цинковмісному середовищі спочатку утворюється a-фаза - цинковий ферит, що являє собою твердий розчин цинку в залізі. Потім, при температурі вище 350°С, формується Г-фаза, що при ізотермічній витримці одержує найбільший розвиток. Ця фаза є переважною фазою дифузійного покриття, що одержують за відомим способом. Паралельно з утворенням Г-фази відбувається часткове зародження d1-, z- і h-фаз. Таким чином, структура цинкового дифузійного покриття характеризується в основному Гфазою. Покриття має достатню твердість, однак є дуже крихким і при незначних механічних навантаженнях схильне до сколювання. Тому отримане покриття має недостатньо високі фізико-механічні властивості і відрізняється нерівномірністю їх по поверхні виробу. В основу винаходу поставлено задачу удосконалення способу одержання дифузійних цинкових покриттів, в якому нова послідовність операцій, а також використання нових речовин для здійснення способу дозволяють регулювати кількісне співвідношення фаз у структурі дифузійного покриття і забезпечити наявність відновлювальної атмосфери протягом всього процесу насичення, завдяки чому спостерігається переважне формування d1-фази в дифузійному шарі, що забезпечує підвищення якості дифузійного покриття, яке одержують, зокрема, високі фізико-механічні властивості по всій поверхні оброблюваного виробу. Поставлена задача вирішується тим, що у відомому способі одержання дифузійних цинкових покриттів, що включає попередню обробку поверхні виробів і наступне дифузійне цинкування в порошковій суміші, відповідно до винаходу обробку поверхні виробів проводять нанесенням на поверхню хлорвмісного флюсу, що містить хлористий цинк, хлористий амоній, соляну кислоту і воду, а процес дифузійного цинкування здійснюють у два етапи, перший з яких проводять при ізотермічній витримці при температурі 300-340°С, а другий - при температурі 400-520°С. Обробку поверхні виробів проводять хлорвмісним флюсом, що містить хлористий цинк, хлористий амоній, соляну кислоту і воду при наступному співвідношенні компонентів, г/л: ZnCl2 210-370 NH4CI 21-37 НСІ 30-50 Н2О решта Попередня обробка поверхні виробів шляхом нанесення на поверхню хлорвмісного флюсу, склад якого, з одного боку сприяє відновленню окислів на поверхні оброблюваних виробів газоподібними хлористим воднем і воднем, що утворюються при розкладанні і взаємодії компонентів флюсу, а з іншого боку забезпечує наявність відновлювальної атмосфери протягом усього наступного процесу дифузійного цинкування. Соляна кислота, що входить до складу флюсу, вже при кімнатній температурі проникає під шар окалини, розчиняє залізо, а водень, що виділився, сприяє відшаровуванню крихкої окалини, і тим самим порушує її суцільність. Під час дифузійного цинкування солі заліза, що утворилися -FeCІ2 і FeCl3, легко відновлюються цинком до металевого заліза. FeCІ3 при ізотермічній витримці при температурі вище 300°С випаровується і виводиться із зони реакції. Хлористий цинк, що входить до складу флюсу, при нагріванні утворить з водою термічно стійку оксикислоту, що на наступних етапах дифузійного цинкування взаємодіє з залишками окису заліза. Продукти розкладання флюсу рухливі, легко відокремлюються від поверхні виробу, який оброблюють. Флюс поліпшує змочування залізної основи виробу розплавленим цинком, зменшуючи його поверхневий натяг. Завдяки цьому на поверхні виробу формується якісне дифузійне покриття, що характеризується як високими фізико-механічними властивостями, так і рівномірністю по всій площі поверхні виробу. Експериментально встановлено, що склад флюсу, що заявляється, і кількісне співвідношення компонентів у ньому забезпечують його високу хімічну активність і оптимальну консистенцію. Підвищення кількості хлористого цинку у флюсі більш ніж 370г/л підвищує в'язкість флюсу, а зниження його менш за 210г/л приводить до нерівномірності шару, що змочується, на поверхні виробу. При кількості хлористого амонію у флюсі більш ніж 37г/л спостерігається підтравлення основного металу виробу при температурах дифузійного цинкування, що приводить до одержання нерівномірних шарів у покритті, а при кількості хлористого амонію менше за 21г/л знижується відновлювальна здатність флюсу. Підвищення змісту соляної кислоти у флюсі більш ніж 50г/л вже при кімнатній температурі приводить до підтравлення основного металу виробу, а при зниженні її змісту менш за 30г/л знижується відновлювальна здатність флюсу при кімнатній температурі. Проведення процесу дифузійного цинкування в два е тапи дозволяє впливати на механізм дифузійних процесів у системі залізо-цинк і дозволяє регулювати кількісне співвідношення фаз у структурі дифузійного покриття. Експериментально встановлено, що при ізотермічній витримці виробів у цинковмісному середовищі, при температурі 300-340°С (перший етап дифузійного цинкування) відбувається часткове утворення цинкового фериту і зародження Г-фази. При даних температурах атоми цинку і заліза здобувають високого енергетичного потенціалу, завдяки якому вони мають максимальну рухливість. При подальшій ізотермічній витримці виробів при температурах 400-520°С (другий етап дифузійного цинкування) метал знаходиться у стані підвищеної енергетичної активності, у ньому відбувається переважне формування d1-фази. Ця фаза являє собою інтерметалеву сполуку (FeZn7), має стовпчасту структур у, і має оптимальне сполучення фізико-механічних властивостей. Таким чином, отримане дифузійне покриття має високі фізико-механічні властивості, а саме - високу твердість, корозійну стійкість в сполученні з високою пластичністю, і характеризується рівномірністю властивостей по всій поверхні виробу. Експериментально встановлено, що оптимальними температурними режимами при дифузійному цинкуванні є: на першому етапі обробки - 300-340°С, на другому етапі обробки - 400-520°С. При температурі дифузійного цинкування на першому етапі нижче 300°С знижується розчинність цинку в a-залізі, що приводить до зменшення товщини дифузійного покриття. При температурі на першому етапі дифузійного цинкування вище 340°С спостерігається інтенсивний розвиток Г-фази, що збільшує кількісне співвідношення крихкої фази в дифузійному покритті. На другому етапі дифузійного цинкування при температурі дифузійного насичення нижче 400°С не забезпечується переважне формування d1-фази. При температурі вище 520°С спостерігається інтенсивне утворення високоцинкових z- і h-фаз, що мають низьку твердість і високу крихкість. Наявність цих фаз приводить до відшаровування покриття при мінімальних механічних навантаженнях. Спосіб одержання дифузійних цинкових покриттів за винаходом здійснюється таким чином. Приклад. На внутрішню і зовнішню поверхню виробів, наприклад, металевих труб діаметром 50мм, довжиною 500мм, виконаних зі сталі Ст3пс, наносили шар хлорвмісного флюсу і витримували протягом 3-5 хвилин. Флюс готували змішанням компонентів: хлористого цинку - 290г/л, хлористого амонію - 29г/л, соляної кислоти - 50г/л і води - 631г/л. Покриті флюсом труби поміщали до реторти, в яку засипали цинковмісну порошкову суміш. Реторту занурювали в термічну піч, що обертається. Першу стадію дифузійного цинкування проводили шляхом нагрівання труб до температури 330°С. При цій температурі вироби витримували протягом 30 хвилин. Другу стадію дифузійного цинкування здійснювали при температурі у печі, рівній 480°С з ізотермічною витримкою протягом 90хв. Отримане дифузійне цинкове покриття має гладку поверхню світло-сірого однотонного кольору, відрізняється суцільністю і рівномірністю товщини по всій оброблюваній поверхні і характеризується наступними фізико-механічними параметрами: твердість 4900Мн/м 2, корозійна стійкість - 0,007г/м 2·ч, товщина дифузійного шару по всій поверхні виробу рівномірна і складає 80мкм (приклад №3, таблиця). Аналогічно способу, описаному у прикладі 1, було проведено експерименти при різних температурах: на першій стадії, °С: 300, 320, 340, 360; на другій стадії, відповідно - 380, 400, 520, 540. Додатково були проведені експерименти при різних співвідношеннях компонентів у флюсі, а також по способу одержання дифузійних цинкових покриттів, який доданий у прототипі. Отримані результати надані в таблиці. Корозійну стійкість зразків випробували в апараті перемінного занурення при кімнатній температурі, спочатку в середовищі 3%-ного хлористого натрію, що містить 0,1% перекису водню (1 хвилина), а потім на повітрі (14 хвилин). Іспити в цьому апараті відповідають прискореним умовам, що імітують «ватерлінії» у морській воді. Загальна тривалість іспитів складала 4600 годин. Швидкість корозії розраховували гравіметричним методом по зміні ваги зразка на протязі часу. Мікротвердість покриттів визначали за стандартною методикою на мікротвердомірі МР-3 під навантаженням 25г алмазною ромбічною пірамідкою. Іспити зразків на корозійну стійкість показали, що корозія по всій поверхні зразка має рівномірний загасаючий характер, а іспит зразків на сплющування (ГОСТ 8695-75) і вигин (ГОСТ 3728-78) при максимальних механічних навантаженнях, характерних при експлуатації труб даного класу, показало відсутність відшарування покриття. Це свідчить про високу якість дифузійних покриттів, які характеризуються високою твердістю при наявності оптимальної пластичності. Таблиця № зр. Склад флюсу, г/л Температура дифузійного цинкув ання, °С Тов щина дифузійного покриття, мкм Тв ердість Шв идкість Зов нішній в игляд виробу дифузійного корозії, після дифузійного покриття, г/м 2·ч насичення ZnCl2 NH4 CІ HCІ Η2Ο І етап II етап край середина край Мн/м 2 1. 290 29 40 решт 300 480 52 70 63 4560 0,018 2. -" -" -" -" 320 480 78 79 77 4850 0,010 3. -" -" -" -" 330 480 80 82 80 4900 0,007 4. -" -" -" -" 340 480 87 86 85 5000 0,009 5. -" -" -" -" 360 480 88 86 87 5050 0,015 6. -" -" -" -" 330 380 45 40 43 4600 0,024 7. -" -" -" -" 330 400 65 64 65 4800 0,013 8. -" -" -" -" 330 520 100 100 101 5130 0,008 9. -" -" -" -" 330 540 95 110 115 5090 0,009 10 210 21 30 решт 330 480 76 75 78 4730 0,011 11 370 37 50 решт 330 480 84 85 86 4920 0,012 12 200 20 20 решт 330 480 47 57 61 4570 0,025 13 390 39 60 решт 330 480 85 79 90 4930 0,026 460 60 90 62 4870 0,018 14 За прототипом Сіре, нерів номірне по пов ерхні, наяв ність в ідшарув ання покриття. Срібно-сіре, суцільне, рів номірне. Срібно-сіре, суцільне, рів номірне. Срібно-сіре, суцільне, рів номірне. Срібно-сіре, шорсткувате. Сіре, рів номірне. Крапчастий характер корозії. Срібно-сіре, рів номірне. Сріблисто-сіре, суцільне, рів номірне. Сіре, нерів номірне, наплив и цинку, часткове в ідшарув ання покриття. Срібно-сіре, суцільне, рів номірне. Срібно-сіре, суцільне, рів номірне. Сіре, нерів номірне, шорсткувате, елементи крапчастої корозії. Сіре, шорсткувате, елементи крапчастої корозії. Св ітло-сіре, нерів номірне. Процес корозії нерів номірний. Як видно з таблиці, корозійна стійкість оброблюваних виробів за способом, який заявляється (у межах значень температурних режимів, що заявляються, і складу флюсу), складає 0,008-0,011г/м 2·год, що перевищує аналогічні значення, показані у прототипі, в 1,5-2,3 рази, а мікротвердість покриттів складає 4750-5000 при наявності високої пластичності покриття. Товщина отриманих дифузійних покриттів відрізняється рівномірністю по всій поверхні виробу і складає 65-100мкм. Використання способу, що заявляється, дозволить підвищити продуктивність способу за рахунок інтенсифікації відновлювальних процесів дифузійного цинкування, а також поліпшити екологічні умови проведення процесів насичення. Реалізація способу одержання дифузійних цинкових покриттів здійснюється на стандартному устаткуванні при використанні загальнодоступних речовин і хімічних сполук, що випускаються промисловістю згідно загальноприйнятим ДСТУ.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for obtaining diffusion zinc coatings
Автори англійськоюBaisha Oleksii Ivanovych
Назва патенту російськоюСпособ получения диффузионных цинковых покрытий
Автори російськоюБайша Алексей Иванович
МПК / Мітки
МПК: C23C 10/36
Мітки: цинкових, дифузійних, одержання, спосіб, покриттів
Код посилання
<a href="https://ua.patents.su/3-72820-sposib-oderzhannya-difuzijjnikh-cinkovikh-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання дифузійних цинкових покриттів</a>
Спосіб нанесення дифузійних покриттів
Номер патенту: 50165
Опубліковано: 15.10.2002
Автори: Лоскутов Володимир Федорович, Лоскутова Тетяна Володимирівна, Янцевич Кароліна Віталіївна, Бобіна Марина Миколаївна, Погребова Інна Сергіївна
МПК: C23C 12/00
Мітки: спосіб, нанесення, дифузійних, покриттів
Формула / Реферат:
Спосіб нанесення дифузійних покриттів на основі перехідних металів та деяких металоїдів, що включає завантаження виробів в герметичну реакційну камеру з насичувальною сумішшю, вакуумування до тиску 10-1 мм.рт.ст., нагрівання до необхідної температури насичення, наступне вакуумування до тиску 10-1 мм.рт.ст., введення чотирихлористого вуглецю, ізотермічну витримку при температурі насичення та охолодження, який відрізняється тим, що оброблювані...
Спосіб нанесення дифузійних покриттів на матеріали
Номер патенту: 62738
Опубліковано: 15.12.2003
Автори: Костоглод Людмила Борисівна, Бобіна Марина Миколаївна, Лоскутова Тетяна Володимирівна, Лоскутов Володимир Федорович, Корень Ігор Васильович
МПК: C23C 12/00
Мітки: дифузійних, матеріали, нанесення, покриттів, спосіб
Формула / Реферат:
Спосіб нанесення покриттів на основі будь-яких металів чи металоїдів, що включає завантаження в герметичну реакційну камеру виробів, що оброблюються, розміщених в стакані, виготовленому з інертного жаростійкого матеріалу з графітовим дном, та завантаження насичуючої суміші в ємність, що прикріплена до кришки камери, вакуумування до тиску 10-1мм рт.ст., нагрів до температури насичення, наступне вакуумування до тиску 10-1мм рт.ст., введення...
Електроліт для осадження цинкових покриттів з вмістом фосфатів цинку
Номер патенту: 70151
Опубліковано: 15.09.2004
Автори: Сілаєва Алевтина Василівна, Шелухін Володимир Васильович, Лівшиц Абрам Борисович
МПК: C25D 3/02
Мітки: вмістом, цинкових, фосфатів, покриттів, цинку, електроліт, осадження
Формула / Реферат:
Електроліт для осадження цинк-фосфатних покрить з вмістом фосфатів цинку, що містить борфторат цинку, борфторат амонію, борну кислоту і емульгатор ОП-10, який відрізняється тим, що він містить додатково монофосфат цинку при такому співвідношенні компонентів, (вага, ч.): борфторат цинку 100-250 монофосфат цинку 50-100 борфторат амонію 40-50 ...
Спосіб одержання покриттів на поверхні металевих виробів
Номер патенту: 37619
Опубліковано: 15.01.2004
Автори: Корольов Володимир Георгійович, Кириченко Анатолій Семенович, Красніков Олексій Іванович, Баліцький Іван Петрович, Гусаров Василь Георгійович, Льняний Віталій Миколайович
МПК: C23C 18/31, C23C 10/28
Мітки: металевих, спосіб, одержання, виробів, поверхні, покриттів
Формула / Реферат:
1. Спосіб одержання покриттів на поверхні металевих виробів повітряним розпилюванням сухої суміші, що включає підготовку поверхні і компонентів покриття, приготування їх суміші, контроль готовності поверхні до нанесення суміші, подачу суміші на підготовлену поверхню, подальшу термообробку, який відрізняється тим, що, як компоненти використовують пульвербакеліт і карбід кремнію дрібнозернистої структури діаметром 40 - 60 мкм, при цьому...
Спосіб одержання дифузійних мембран
Номер патенту: 42666
Опубліковано: 15.09.2003
Автори: Буртна Інесса Анатоліївна, Гагулашвілі Арон Ісакович, Шафаренко Микола Васильович, Гачечиладзе Отарі Отарович, РУЖИНСЬКА ЛЮДМИЛА ІВАНІВНА
МПК: B01D 71/00, B01D 67/00
Мітки: спосіб, одержання, дифузійних, мембран
Формула / Реферат:
Спосіб одержання дифузійних мембран, який включає підготовку сировини, формування, витримування в хімічних речовинах, промивання і просушування мембрани, який відрізняється тим, що мембрану піддають додатковому обробленню, що складається з послідовних етапів - нагрівання, витримування і охолодження, при цьому кратність оброблення встановлюють не меншою від трьох, температуру нагрівання - не більшою за 70°С, витримування послідовно виконують в...
Попередній патент: Електророзрядний генератор озону
Наступний патент: Ресульфурована аустенітова нержавіюча сталь з високою оброблюваністю різанням та поліпшеною корозійною стійкістю
Випадковий патент: Фунгіцидна суміш на базі амідних сполук і похідних морфоліну або піперидину та спосіб боротьби з шкідливими грибами