Спосіб нагріву та плавлення матеріалів
Номер патенту: 7287
Опубліковано: 30.06.1995
Автори: Поболь Анатолій Аркадійович, Забарило Олег Семенович, Мельник Гарій Олександрович, Федоряко Олексій Іванович, Приходько Міра Самійлівна
Формула / Реферат
Способ нагрева и плавления материалов, включающий загрузку шихты в печь, ее нагрев и плавление, отличающийся тем, что нагрев и плавление шихты ведут плазменно-дуговым нагревом при отношении диаметра ванны расплавленного материала к диаметру огнеупорной футеровки на уровне порога в пределах 0,94-0,97.
Текст
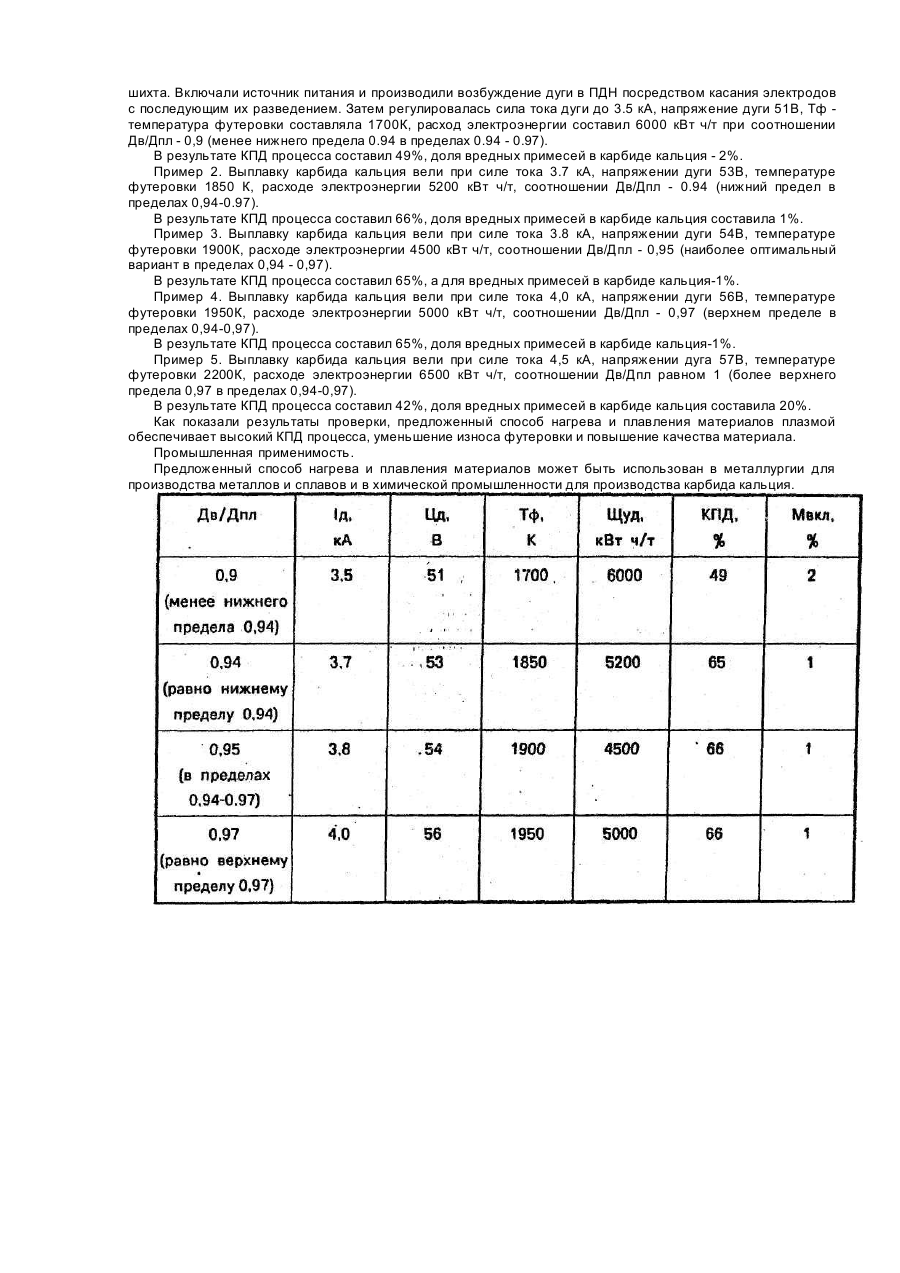
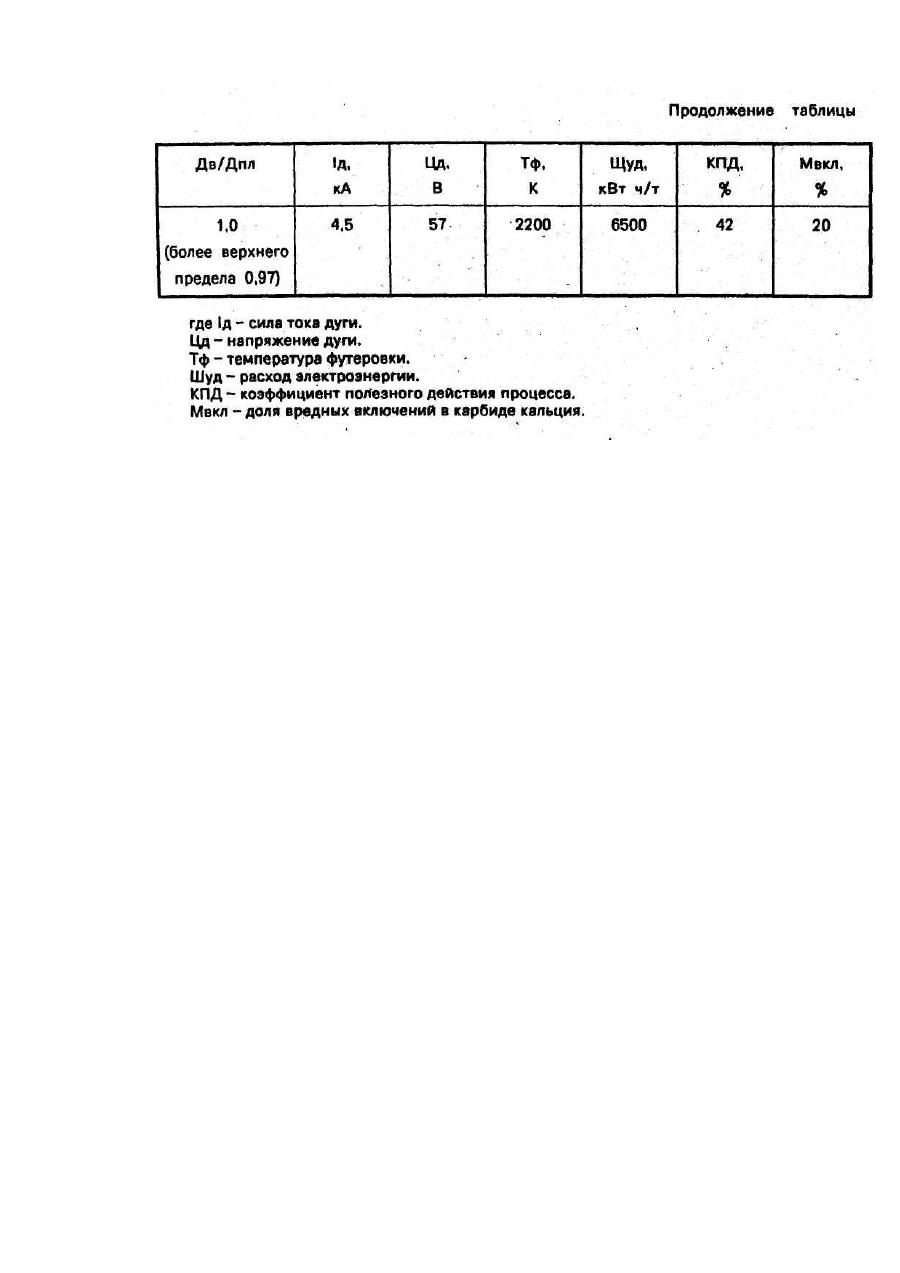
Изобретение относится к области электротехники, а более конкретно - к способу плазменно-дугового нагрева и плавления материалов и может быть использовано в электротермических установках для нагрева и плавления неметаллических шихтовых материалов в виде порошков или кусков, а также для производства металлов и сплавов. Прототипом заявленного решения служит способ электродугового нагрева и плавления материалов под слоем шихты [1], в котором нагрев и плавление материалов осуществляют тремя самоспекающимися электродами, включенными по трехфазной схеме. Основным недостатком этого способа является невозможность обеспечить равномерную температуру расплава по всему объему, что влечет за собой низкое качество выплавляемого материала. Расплав перегревается в зоне горения дуг, что приводит к избирательному испарению компонентов и имеет низкую температуру в зоне, удаленной от дуг, что препятствует разделению фаз и загрязнению материала шлаками. Перегрев материала в зоне горения дуг приводит также к интенсивному перемешиванию расплава и интенсивному разрушению футеровки, а также загрязнению материала продуктами эрозии футеровки и повышенным потерям тепла через стенку. В основу предлагаемого изобретения положена задача усовершенствовать способ нагрева и плавления материалов поддержанием соотношения диаметра ванны расплавленного материала Дв к диаметру огнеупорной футеровки печи Дпл на уровне порога за счет регулирования силы тока дуги плазменно-дугового нагревателя (ПДН) с образованием гарнисажа из нерасплавленной шихты, играющей роль изоляции между расплавом и футеровкой печи, из-за чего снижаются тепловые потери и, соответственно, расходы электроэнергии, резко уменьшается износ футеровки, которая не контактирует с расплавом и, следовательно, исключается загрязнение расплава продуктами эрозии футеровки, т.е. повышается качество выплавляемого материала (продукта). Поставленная задача достигается тем, что в способе нагрева и плавления материалов, включающем загрузку шихты в печь, ее нагрев и плавление, нагрев и плавление шихты осуществляют плазменна-дуговым нагревом, при этом отношение диаметра ванны расплавленного материала к диаметру огнеупорной футеровки на уровне порога ' поддерживают в пределах 0,94-0,97. В отличие От прототипа при плазменно-дуговом нагреве нагрев и плавление шихтовых материалов осуществляют плазменно-дуговым нагревателем с полыми электродами, расположенными коаксиально друг относительно друга, чем достигается равномерная температура расплава по всему его объему. А это повышает качество выплавляемого материала. Чтобы избежать описанного в прототипе перегрева материалов в зоне горения дуг при выплавке продукта, приводящего к интенсивному перемешиванию расплава и разрушению футеровки печи и загрязнению расплава продуктами эрозии футеровки и повышенным потерям тепла через стенку, устанавливают отношение диаметра ванны расплавленного материала Дв к диаметру огнеупорной футеровки Дпл на уровне порога в пределах 0,94-0,97. При данном соотношении Дв/Дпл между футеровкой и расплавом образуется гарнисаж из нерасплавленной шихты, который играет роль изоляции между расплавом и футеровкой. Благодаря такому изолятору, снижаются тепловые потери и, соответственно, расходы электроэнергии, резко уменьшается износ футеровки, которая не контактирует с расплавом и исключается загрязнение расплава продуктами эрозии футеровки. Поддержание соотношения Дв/Дпл 8 пределах 0,94-0,97 производится путем регулирования мощности плазменно-дугового нагревателя (ПДН), а более конкретно, регулированием силы тока дуги (ПДН). Оптимальное соотношение Дв/Дпл определено экспериментально, так как найти его расчетным путем не представляется возможным из-за сложности процессов теплообмена, протекающих на границе расплавленный материал - огнеупорная стенка печи - окружающая среда. При соотношении Дв/Дпл менее 0,94 уменьшается объем расплавленного материала и несколько возрастают затраты электроэнергии на его производство. При соотношении Дв/Дпл более 0,97 эффективность изоляционного слоя из нерасплавленной шихты резко снижается, что приводит к увеличению потерь тепла и разрушению футеровки в зоне ее перегрева. Предлагаемый способ заключается в следующем. Нагрев и плавление шихтовых материалов осуществляли в печи, которая представляла собой герметичную камеру с крышкой, футерованную внутри огнеупорным материалом и имеющую плавильное пространство. В крышке по оси был установлен плазменно-дуговой нагреватель (ПДН) с полыми коаксиально расположенными электродами. Производилась выплавка карбида кальция из шихты, состоящей из известняка и кокса. Перед началом процесса ПДН опускали до зазора между дном печи и наружным электродом. В пространство между ПДН и стенкой печи засыпалась шихта. Включался источник питания и производилось возбуждение дуги в ПДН посредством касания электродов с последующим их разведением. Затем регулировалась сила тока дуги до требуемого значения. Шихта под действием генерируемой в ПДН плазмы расплавлялась и образующийся карбид кальция скапливался на дне в виде расплава. По мере расплавления шихты и повышения уровня расплава ПДН поднимался вверх, а новые порции шихты под действием сил гравитации опускались в зону плавки, нагревались и плавились. В процессе плавки с помощью термопар измерялась температура футеровки, а после плавки фиксировались изменения диаметра футеровки в зоне контакта ее с расплавом. В дальнейшем изобретение поясняется описанием конкретных вариантов осуществления (см. таблицу), Пример 1. Предложенный способ плазменно-дугового нагрева и плавления материалов прошел проверку в Институте электросварки им. Е.О. Патона АН Украины на установке ОБ -1501. Установка представляла собой герметичную камеру с крышкой, футерованную огнеупорным материалом и имеющую плавильное пространство. Диаметр футеровки на уровне порога составлял 500 мм. В крышке по оси был установлен ПДН с полыми, коаксиально расположенными электродами. Производилась выплавка карбида кальция из шихты, состоящей из известняка и кокса в соотношении 1,7-1,8. Перед началом процесса ПДН опускался до зазора 710 мм между дном печи и наружным электродом. В пространство между ПДН и стенкой печи засыпалась шихта. Включали источник питания и производили возбуждение дуги в ПДН посредством касания электродов с последующим их разведением. Затем регулировалась сила тока дуги до 3.5 кА, напряжение дуги 51В, Тф температура футеровки составляла 1700К, расход электроэнергии составил 6000 кВт ч/т при соотношении Дв/Дпл - 0,9 (менее нижнего предела 0.94 в пределах 0.94 - 0.97). В результате КПД процесса составил 49%, доля вредных примесей в карбиде кальция - 2%. Пример 2. Выплавку карбида кальция вели при силе тока 3.7 кА, напряжении дуги 53В, температуре футеровки 1850 К, расходе электроэнергии 5200 кВт ч/т, соотношении Дв/Дпл - 0.94 (нижний предел в пределах 0,94-0.97). В результате КПД процесса составил 66%, доля вредных примесей в карбиде кальция составила 1%. Пример 3. Выплавку карбида кальция вели при силе тока 3.8 кА, напряжении дуги 54В, температуре футеровки 1900К, расходе электроэнергии 4500 кВт ч/т, соотношении Дв/Дпл - 0,95 (наиболее оптимальный вариант в пределах 0,94 - 0,97). В результате КПД процесса составил 65%, а для вредных примесей в карбиде кальция-1%. Пример 4. Выплавку карбида кальция вели при силе тока 4,0 кА, напряжении дуги 56В, температуре футеровки 1950К, расходе электроэнергии 5000 кВт ч/т, соотношении Дв/Дпл - 0,97 (верхнем пределе в пределах 0,94-0,97). В результате КПД процесса составил 65%, доля вредных примесей в карбиде кальция-1%. Пример 5. Выплавку карбида кальция вели при силе тока 4,5 кА, напряжении дуга 57В, температуре футеровки 2200К, расходе электроэнергии 6500 кВт ч/т, соотношении Дв/Дпл равном 1 (более верхнего предела 0,97 в пределах 0,94-0,97). В результате КПД процесса составил 42%, доля вредных примесей в карбиде кальция составила 20%. Как показали результаты проверки, предложенный способ нагрева и плавления материалов плазмой обеспечивает высокий КПД процесса, уменьшение износа футеровки и повышение качества материала. Промышленная применимость. Предложенный способ нагрева и плавления материалов может быть использован в металлургии для производства металлов и сплавов и в химической промышленности для производства карбида кальция.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heating and melting materials
Автори англійськоюZabarylo Oleh Semenovych, Pobol Anatolii Arkadiiovych, Melnyk Harii Oleksandrovych, Prykhodko Mira Samiilivna, Fedoriako Oleksii Ivanovych
Назва патенту російськоюСпособ нагрева и плавления материалов
Автори російськоюЗабарило Олег Семенович, Поболь Анатолий Аркадьевич, Мельник Гарий Александрович, Приходько Мира Самойловна, Федоряко Алексей Иванович
МПК / Мітки
МПК: H05B 7/22
Мітки: нагріву, плавлення, матеріалів, спосіб
Код посилання
<a href="https://ua.patents.su/3-7287-sposib-nagrivu-ta-plavlennya-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нагріву та плавлення матеріалів</a>
Спосіб плазмово-дугового нагріву та плавлення матеріалів
Номер патенту: 7286
Опубліковано: 30.06.1995
Автори: Гончаренко Володимир Вікторович, Кугушов Олександр Сергійович, Приходько Міра Самійлівна, Поболь Анатолій Аркадійович, Мельник Гарій Олександрович, Забарило Олег Семенович
МПК: H05B 7/22
Мітки: нагріву, матеріалів, плавлення, спосіб, плазмово-дугового
Формула / Реферат:
Способ плазменно-дугового нагрева и плавления материалов, при котором возбуждают электродуговой разряд между внутренним и наружным электродами плазменно-дугового нагревателя и нагреваемый материалом, регулируют силу тока дуги, перемещают плазменно-дуговой нагреватель относительно материала, отличающийся тем, что расстояние между торцом наружного электрода и поверхностью материала поддерживают и регулируют пропорционально силе тока дуги...
Спосіб електродугового нагріву та плавлення матеріалів
Номер патенту: 2617
Опубліковано: 26.12.1994
Автори: Матвієнко Валєрій Алєксандровіч, Ждановський Анатолій Анатолійович, Замуло Микола Іванович, Кулініч Владімір Івановіч, Латаш Юрій Вадімович, Донской Сємьон Ароновіч, Мельник Гарій Олександрович, Рейда Микола Васильович, Забарило Олег Семенович
МПК: H05B 7/22
Мітки: матеріалів, електродугового, нагріву, спосіб, плавлення
Формула / Реферат:
Способ электродугового нагрева и плавления материалов плазмотроном, при котором перемещают внутренний и наружный электроды плазмотрона относительно друг друга и относительно расплава, подают в межэлектродный зазор плазмообразующий газ, возбуждают электродуговой разряд, регулируют ток дуги, подают в зону дуги шихтовые материалы, отличающийся тем, что внутренний и наружный электроды перемещают таким образом, чтобы отношение расстояния между...
Спосіб плавлення основних гірських пород у ванній печі
Номер патенту: 2289
Опубліковано: 26.12.1994
Автори: Кіртбая Ігорь Алєксєєвіч, Польовий Ренат Петрович, Штейман Анатолій Вольфович
Мітки: спосіб, плавлення, ванний, печі, основних, гірських, пород
Формула / Реферат:
Способ плавления основных горных пород в ванной печи, включающий загрузку измельченного сырья и подачу продуктов горения топлива через отверстия в своде печи, отличающийся тем, что измельчённое сырьё и продукты горения топлива подают через разные отверстия, причем подачу измельченного сырья осуществляют через отверстие, смежное, по крайней мере, с одним из отверстий для подачи продуктов горения топлива.
Спосіб одержання карбіду кальція
Номер патенту: 7257
Опубліковано: 30.06.1995
Автори: Ждановський Анатолій Анатолійович, Мельник Гарій Олександрович, Забарило Олег Семенович, Кугушов Олександр Сергійович, Поболь Анатолій Аркадійович
МПК: C01B 31/32, C01F 11/00
Мітки: карбіду, спосіб, одержання, кальція
Формула / Реферат:
Способ получения карбида кальция, включающий обжиг известняка и плавление получившейся в результате обжига извести с коксом или углем, отличающийся тем, что обжиг известняка и плавление извести с коксом или углем производят одновременно плазменно-дуговым нагревом при соотношении известняка и кокса или угля 1,7-1,8.
Спосіб захисту футеровки від зносу у процесі плавлення сталі у кисневому конверторі
Номер патенту: 941
Опубліковано: 15.12.1993
Автори: Перегудов Олексій Спиридонович, Терзіян Сергій Павлович, Авер'янов Олексій Венедиктович, Літвінов Леонід Федорович, Оробцев Юрій Вікторович, Борисов Юрій Миколайович, Козаков Олексій Олексійович, Димченко Євген Миколайович, Мастицький Анатолій Іванович
Мітки: плавлення, сталі, спосіб, футеровки, зносу, захисту, конверторі, кисневому, процесі
Формула / Реферат:
Формула изобретенияСпособ защиты футеровки от износа в процессе выплавки стали в кислородном конвертере, включающий ввод извести и углеродсодержащего материала по ходу продувки, отличающийся тем, что, с целью повышения стойкости футеровки, известь и углеродсодержащий материал вводят порциями в периоды 20-30% и 60-80% продолжительности продувки с интервалом между ними 0,1-0,3 от продолжительности продувки, при этом вес каждой порции...
Попередній патент: Спосіб плазмово-дугового нагріву та плавлення матеріалів
Наступний патент: Спосіб одержання карбіда кальція
Випадковий патент: Спосіб обробки шкіряної сировини