Пристрій для обробки сферичних поверхонь деталей
Номер патенту: 73614
Опубліковано: 15.08.2005
Автори: Ломакін Віктор Дмитрович, Батиєв Анатолій Джангірович, Власенко Василь Миколайович, Вайсберг Григорій Львович, Римчук Данило Васильович
Формула / Реферат
Пристрій для обробки сферичних поверхонь деталей, що містить в собі шпиндель для кріплення оброблюваної деталі, привід обертання шпинделя, механізми осьового переміщення та коливання шпинделя, який відрізняється тим, що привід обертання шпинделя містить корпус, в якому закріплені підшипники, в яких без зазору встановлено шпиндель, механізм коливання шпинделя містить консольну плиту, встановлену на планшайбі поворотного столу, і привід коливання, привід обертання шпинделя розміщено на консольній плиті, механізм осьового переміщення шпинделя містить дві шпонки і гвинт, шпонки закріплені на корпусі приводу обертання шпинделя так, що їх загальна вісь паралельна осі шпинделя, у консольній плиті механізму коливання зроблено паз, шпонки розміщені у пазу з можливістю їх переміщення по пазу, а гвинт закріплений на консольній плиті і кінематично зв'язаний з корпусом приводу обертання шпинделя, пристрій обладнано двома додатковими шпонками, які закріплені на консольній плиті так, що їх загальна вісь перпендикулярна осі паза, який виконано у консольній плиті, в планшайбі поворотного столу зроблено паз, в якому розміщені додаткові шпонки, пристрій обладнано двома гвинтами поперечної корекції положення осі шпинделя, які закріплені на консольній плиті вздовж паза планшайби, по обидві її сторони, і кінематично зв'язані з планшайбою з утворенням механізму поперечної корекції осі шпинделя.
Текст
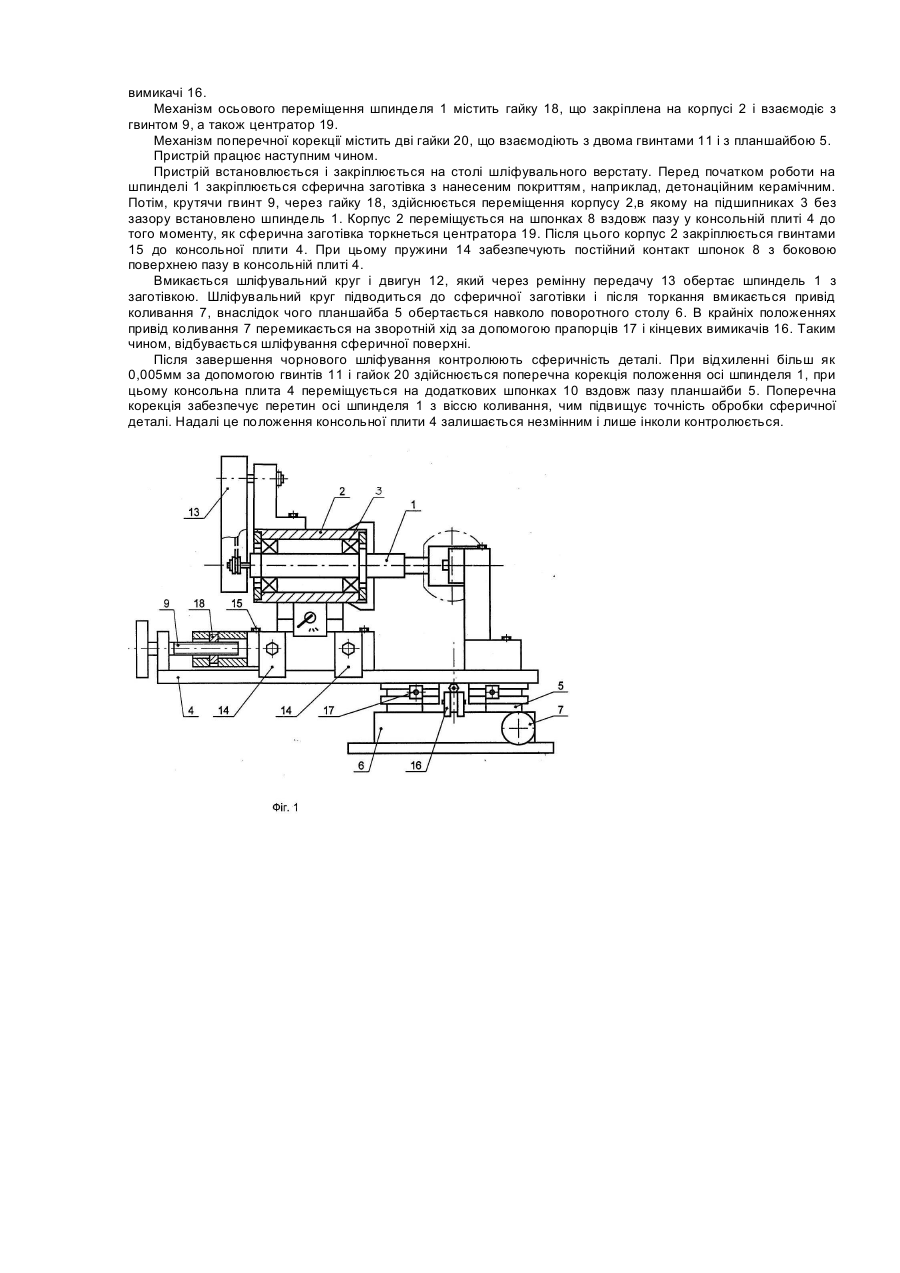
Винахід відноситься до машинобудування і може знайти застосування при механічній обробці сферичних поверхонь деталей. Відомий пристрій для обробки сферичних поверхонь деталей, що містить в собі шпиндель для кріплення оброблюваної деталі, привід обертання шпинделя, механізми осьового переміщення та коливання шпинделя [А.с. СРСР №1484626, кл. В24В11/00, 1987] - прототип. Недоліком відомого пристрою є наявність зазору між підшипниками і шпинделем, рухомість якого в осьовому напрямку є необхідною умовою роботи пристрою. Внаслідок цього неминучі віджим та зсування осі шпинделя від її оптимального положення, а також вібрації, що призводе до зниження точноcті обробки. Умова перетину осі шпинделя з віссю коливання забезпечується виключно лише точністю виготовлення багатьох складових частин пристрою, тому можливі неточності вже не можуть бути усунені і це, зрештою, також знижує точність обробки сферичної деталі. Вказані недоліки не дозволяють оброблювати покриття, що нанесені на сферичну поверхню деталі. В основу винаходу поставлене завдання удосконалення пристрою для обробки сферичних поверхонь деталей, в якому за рахунок змінення конструкції привіду обертання шпинделя, механізму коливання шпинделя, механізму осьового переміщення шпинделя, а також за рахунок створення механізму поперечної корекції осі шпинделя, забезпечується можливість підвищення точності обробки сферичних поверхонь з одночасним розширенням технологічних можливостей пристрою за рахунок забезпечення обробки покриттів, нанесених на сферичні поверхні. Поставлене завдання вирішується за рахунок того, що у пристрою для обробки сферичних поверхонь деталей, що містить в собі шпиндель для кріплення оброблюваної деталі, привід обертання шпинделя, механізми осьового переміщення та коливання шпинделя, новим є те, що привід обертання шпинделя виконано у вигляді корпусу, в якому закріплені підшипники, в яких без зазору встановлено шпиндель, механізм коливання шпинделя виконано у вигляді консольної плити, встановленої на планшайбі поворотного столу, і привіду коливання, привід обертання шпинделя розміщено на консольній плиті, механізм осьового переміщення шпинделя виконано у вигляді двох шпонок і гвинта, шпонки закріплені на корпусі привіду обертання шпинделя так, що їх загальна вісь паралельна осі шпинделя, у консольній плиті механізму коливання зроблено паз, шпонки розміщені у пазу з можливістю їх переміщення по пазу, а гвинт закріплених на консольній плиті і кінематично зв'язан з корпусом привіду обертання шпинделя, пристрій обладнано двома додатковими шпонками, які закріплені на консольній плиті так, що їх загальна вісь перпендикулярна осі пазу, якого зроблено у консольній плиті, в планшайбі поворотного столу зроблено паз, в якому розміщені додаткові шпонки, пристрій обладнано двома гвинтами поперечної корекції положення осі шпинделя, які закріплені на консольній плиті вздовж пазу планшайби, по обидві її сторони, і кінематично зв'язані з планшайбою з утворенням механізму поперечної корекції осі шпинделя. Побудова пристрою таким чином, що привід обертання шпинделя виконано у вигляді корпусу, в якому закріплені підшипники, в яких без зазору встановлено шпиндель, механізм коливання шпинделя виконано у вигляді консольної плити, встановленої на планшайбі поворотного столу, і привіду коливання, привід обертання шпинделя розміщено на консольній плиті, механізм осьового переміщення шпинделя виконано у вигляді двох шпонок і гвинта, шпонки закріплені на корпусі привіду обертання шпинделя так, що їх загальна вісь паралельна осі шпинделя, у консольній плиті механізму коливання зроблено паз, шпонки розміщені у пазу з можливістю їх переміщення по пазу, а гвинт закріплен на консольній плиті і кінематично зв'язан з корпусом привіду обертання шпинделя, забезпечує можливість осьового переміщення шпинделя з одночасною відсутністю будь-яких зазорів між ним та підшипниками, за рахунок чого й забезпечується підвищення точності обробки сферичних поверхонь. Обладнання пристрою двома додатковими шпонками, які закріплені на консольній плиті так, що їх загальна вісь перпендикулярна осі пазу, якого зроблено у консольній плиті, в планшайбі поворотного столу зроблено паз, в якому розміщені додаткові шпонки, а також обладнання пристрою двома гвинтами поперечної корекції положення осі шпинделя, які закріплені на консольній плиті вздовж пазу планшайби, по обидві її сторони, і кінематично зв'язані з планшайбою з утворенням механізму поперечної корекції осі шпинделя, забезпечує більш точне позиціювання осі шпинделя у поперечному напрямку, тобто, виконання умови перетину осі шпинделя з віссю коливання, що ще додатково підвищує точність обробки сферичних поверхонь. Загалом ці змінення конструкції пристрою, забезпечуючи підвищення точності обробки сферичних поверхонь, дозволяють оброблювати покриття, нанесені на сферичні поверхні деталей. Таким чином, одночасно розширюються технологічні можливості пристрою. На Фіг.1 зображено пристрій - вид спереду, на Фіг.2 - вид зверху. Пристрій містить в собі шпиндель 1 для кріплення оброблюваної деталі, привід обертання шпинделя 1, виконаний у вигляді корпусу 2, в якому закріплені підшипники 3, в яких без зазору встановлено шпиндель 1, механізм коливання шпинделя 1, виконаний у вигляді консольної плити 4, встановленої на планшайбі 5 поворотного столу 6, і привіду коливання 7. Привід обертання шпинделя 1 розміщено на консольної плиті 4. Механізм осьового переміщення шпинделя 1 виконано у вигляді двох шпонок 8 і гвинта 9, шпонки 8 закріплені на корпусі 2 привіду обертання шпинделя 1 так, що їх загальна вісь паралельна осі шпинделя 1. У консольній плиті 4 зроблено паз, шпонки 8 розміщені у пазу з можливістю їх переміщення по пазу, а гвинт 9 закріплен на консольній плиті 4 і кінематично зв'язан з корпусом 2 привіду обертання шпинделя 1. Пристрій обладнано двома додатковими шпонками 10, які закріплені на консольній плиті 4 так, що їх загальна вісь перпендикулярна осі пазу, якого зроблено у консольній плиті 4. В планшайбі 5 поворотного столу 6 зроблено паз, в якому розміщені додаткові шпонки 10. Пристрій має два гвинти 11 поперечної корекції положення осі шпинделя 1, які закріплені на консольній плиті 4 вздовж пазу планшайби 5, по обидві її сторони і кінематично зв'язані з планшайбою 5, утворюючи механізм поперечної корекції осі шпинделя 1. Привід обертання шпинделя 1 має електродвигун 12, ремінну передачу 13, а також дві пружини 14 й два гвинти кріплення 15. Механізм коливання містить також два кінцеві вимикачі 16, та прапорці 17, що вимикають-вмикають кінцеві вимикачі 16. Механізм осьового переміщення шпинделя 1 містить гайку 18, що закріплена на корпусі 2 і взаємодіє з гвинтом 9, а також центратор 19. Механізм поперечної корекції містить дві гайки 20, що взаємодіють з двома гвинтами 11 і з планшайбою 5. Пристрій працює наступним чином. Пристрій встановлюється і закріплюється на столі шліфувального верстату. Перед початком роботи на шпинделі 1 закріплюється сферична заготівка з нанесеним покриттям, наприклад, детонаційним керамічним. Потім, крутячи гвинт 9, через гайку 18, здійснюється переміщення корпусу 2,в якому на підшипниках 3 без зазору встановлено шпиндель 1. Корпус 2 переміщується на шпонках 8 вздовж пазу у консольній плиті 4 до того моменту, як сферична заготівка торкнеться центратора 19. Після цього корпус 2 закріплюється гвинтами 15 до консольної плити 4. При цьому пружини 14 забезпечують постійний контакт шпонок 8 з боковою поверхнею пазу в консольній плиті 4. Вмикається шліфувальний круг і двигун 12, який через ремінну передачу 13 обертає шпиндель 1 з заготівкою. Шліфувальний круг підводиться до сферичної заготівки і після торкання вмикається привід коливання 7, внаслідок чого планшайба 5 обертається навколо поворотного столу 6. В крайніх положеннях привід коливання 7 перемикається на зворотній хід за допомогою прапорців 17 і кінцевих вимикачів 16. Таким чином, відбувається шліфування сферичної поверхні. Після завершення чорнового шліфування контролюють сферичність деталі. При відхиленні більш як 0,005мм за допомогою гвинтів 11 і гайок 20 здійснюється поперечна корекція положення осі шпинделя 1, при цьому консольна плита 4 переміщується на додаткових шпонках 10 вздовж пазу планшайби 5. Поперечна корекція забезпечує перетин осі шпинделя 1 з віссю коливання, чим підвищує точність обробки сферичної деталі. Надалі це положення консольної плити 4 залишається незмінним і лише інколи контролюється.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for machining spherical surfaces of parts
Автори англійськоюVaisberg Grygorii Lvovych, Rymchuk Danylo Vasyliovych, Vlasenko Vasyl Mykolaiovych, Batyiev Anatolii Dzhanhirovych, Lomakin Viktor Dmytrovych
Назва патенту російськоюУстройство для обработки сферических поверхностей деталей
Автори російськоюВайсберг Григорий Львович, Рымчук Данила Васильевич, Власенко Василий Николаевич, Батыев Анатолий Джангирович, Ломакин Виктор Дмитриевич
МПК / Мітки
МПК: B23B 5/00, B24B 11/00
Мітки: пристрій, поверхонь, обробки, сферичних, деталей
Код посилання
<a href="https://ua.patents.su/3-73614-pristrijj-dlya-obrobki-sferichnikh-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки сферичних поверхонь деталей</a>
Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру
Номер патенту: 874
Опубліковано: 16.07.2001
Автори: Пирогов Олександр Дмитрович, Галенко Василь Петрович, Шевченко Микола Григорович, Распутько Олексій Степанович, Рябець Микола Пантелеймонович
МПК: B23B 5/00
Мітки: поверхонь, сферичних, обробки, пристрій, великого, діаметру, зовнішніх
Формула / Реферат:
1. Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру, що має станину з горизонтально розташованим столом, тримач різального інструменту з можливістю обертання, встановлений на стійці і механізм фіксації заготовки, який відрізняється тим, що механізм має самостійний привід і його встановлено на столі, а вісь обертання різального інструменту перпендикулярна осі обертання заготовки і вони розташовані в одній площині.2....
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 64233
Опубліковано: 16.02.2004
Автори: Сохань Сергій Васильович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: сферичних, обробки, пристрій, спосіб, реалізації, поверхонь
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61729
Опубліковано: 17.11.2003
Автори: Сохань Сергій Васильович, Новіков Микола Васильович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: спосіб, пристрій, реалізації, обробки, поверхонь, сферичних
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61730
Опубліковано: 17.11.2003
Автор: Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: обробки, пристрій, спосіб, реалізації, сферичних, поверхонь
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколовласної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61731
Опубліковано: 17.11.2003
Автори: Розенберг Олег Олександрович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: пристрій, реалізації, обробки, сферичних, поверхонь, спосіб
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі і змінюють його положення в межах кута,...