Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Формула / Реферат
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколовласної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з силою, напрямок дії якої зміщують відносно центра сферичної поверхні в напрямку гострого кута, утвореного перетинанням осей інструмента і виробу, і одночасно у площині, яка є нормальною згаданій, у напрямку обертання виробу.
2. Пристрій для обробки сферичних поверхонь, що містить примусово обертову оправку для розміщення виробу і державку для обертового інструмента, яку розташовано так, що осі обертання інструмента і виробу перетинаються у центрі оброблюваної сферичної поверхні, який відрізняється тим, що державка з інструментом встановлена на шаровій опорі, яка пружно підтиснута до них у площині, що утворена осями інструмента і виробу, в напрямку гострого кута, утвореного перетинанням осей інструмента і виробу, і одночасно у площині, яка є нормальною згаданій, у напрямку обертання виробу.
3. Пристрій за п. 2, який відрізняється тим, що шарова опора, на якій встановлена державка з інструментом, має можливість зміни напрямку, в якому вона підтиснута, але кожного разу в напрямку згаданого гострого кута перетину осей інструмента і виробу і одночасно (або) у площині, яка є нормальною згаданій, у напрямку обертання виробу.
4. Пристрій за п.2, який відрізняється тим, що оправка для розміщення виробу виконана плаваючою.
Текст
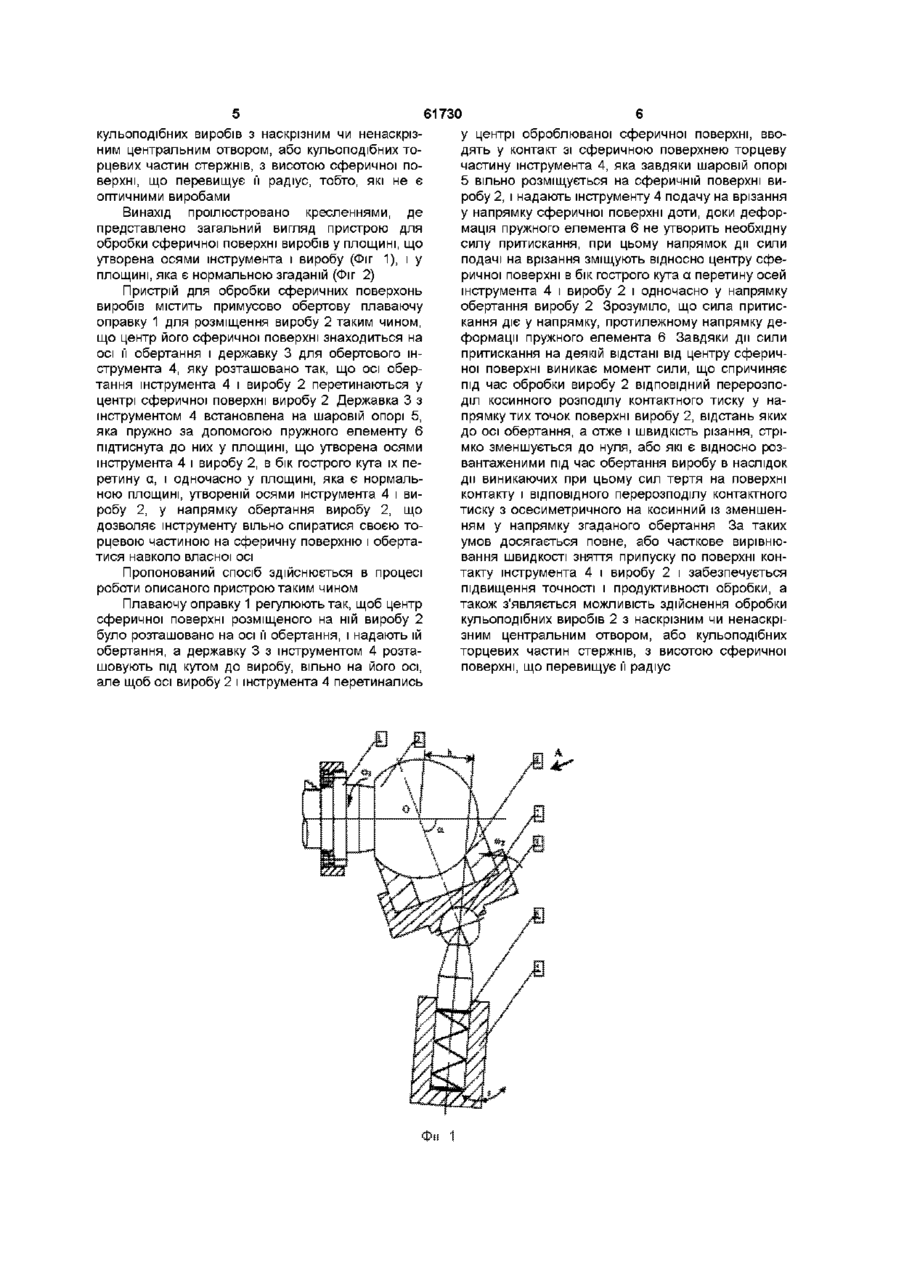
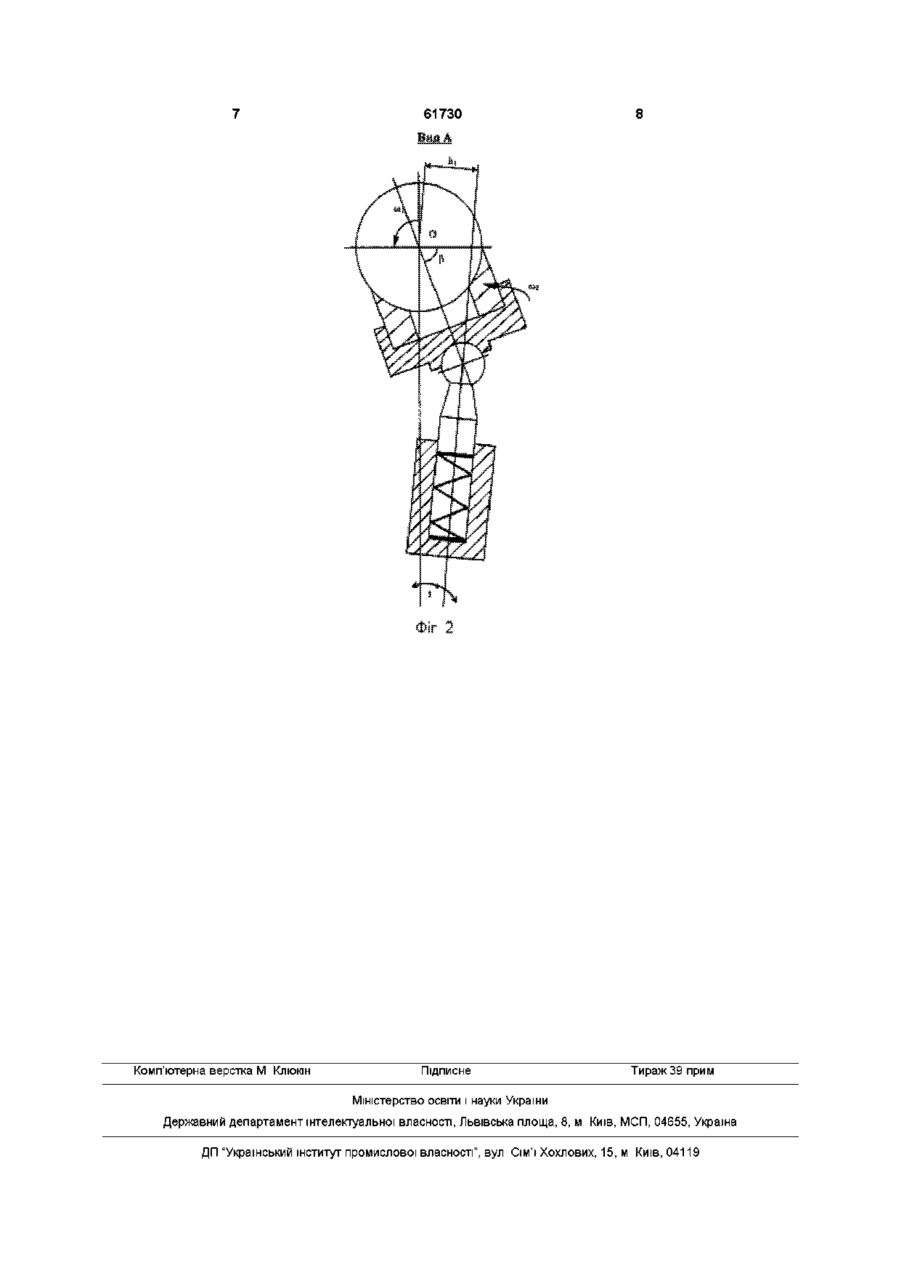
1 Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з силою, напрямок дії якої зміщують відносно центра сферичної поверхні в напрямку гострого кута, утвореного перетинанням осей інструмента і виробу, і одночасно у площині, яка є нормальною згаданій, у напрямку обертання виробу 2 Пристрій для обробки сферичних поверхонь, що містить примусово обертову оправку для розміщення виробу і державку для обертового інструмента, яку розташовано так, що осі обертання інструмента і виробу перетинаються у центрі оброблюваної сферичної поверхні, який відрізняється тим, що державка з інструментом встановлена на шаровій опорі, яка пружно підтиснута до них у площині, що утворена осями інструмента і виробу, в напрямку гострого кута, утвореного перетинанням осей інструмента і виробу, і одночасно у площині, яка є нормальною згаданій, у напрямку обертання виробу 3 Пристрій за п 2, який відрізняється тим, що шарова опора, на якій встановлена державка з інструментом, має можливість зміни напрямку, в якому вона підтиснута, але кожного разу в напрямку згаданого гострого кута перетину осей інструмента і виробу і одночасно (або) у площині, яка є нормальною згаданій, у напрямку обертання виробу 4 Пристрій за п 2, який відрізняється тим, що оправка для розміщення виробу виконана плаваючою Винахід відноситься до механічної обробки сферичних поверхонь, переважно кульоподібних виробів з наскрізним чи ненаскрізним центральним отвором, або кульоподібних торцевих частин стержнів, виконаних з композиційних чи ш матеріалів, і можуть бути використані у нафтовій, автотракторній, авіаційній та ш галузях промисловості, а також для виготовлення медичного оснащення Відомий спосіб обробки сферичних поверхонь виробів, а саме стержневих, що мають торцеву частину сферичної форми, який передбачає розташування обертового інструмента і кількох виробів, зміщених відносно один одного в коловому напрямку, з перетином їх осей у центрі оброблюваної сферичної поверхні, надання інструменту обертання навколо власної осі, а також введення його торцевої частини у контакт зі сферичною поверхнею з наступною подачею на врізання за рахунок примусового обертання виробів навколо осі, що проходить через центр оброблюваної сферичної поверхні під прямим кутом до площини, яка утворена осями виробів і інструмента (див патент РФ № 94016719, М кл 6 В23В5/40, В24В11/10, опубл 1996 01 10, бюл №1) Відомий також найбільш близький за технічною суттю до способу, що заявляється, спосіб фінішної обробки сферичних поверхонь, а саме оптичних виробів у вигляді сегменту кулі, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання (див патент РФ № 92012175, М кл 7 В24В11/10, опубл 1995 03 20, бюл №8) Відомий також пристрій для реалізації способу обробки сферичних поверхонь стержневих виробів, який містить примусово обертові державку інструмента і оправку для розміщення кількох виробів, зміщених відносно один одного в коловому напрямку і з перетином їх осей у центрі оброблю о со (О ваної сферичної поверхні, розташовані так, що їх осі обертання перетинаються у центрі оброблюваної сферичної поверхні під прямим кутом (див патент РФ № 94016719, М кл 6 В23В5/40, В24В11/10, опубл 1996 01 10, бюл №1) Відомий також найбільш близький за технічною суттю до пристрою, що заявляється, пристрій для обробки сферичних поверхонь, а саме оптичних виробів, що містить примусово обертову оправку для розміщення виробу і державку для обертового інструменту, яку розташовано так, що осі обертання інструмента і виробу перетинаються під кутом у центрі сферичної поверхні, причому інструмент повністю накриває виріб, а край виробу суміщений з краєм інструмента (див патент РФ М кл 7 В24В11/10, опубл 1992 03 30, бюл №12) Спільними недоліками описаних способів і пристроїв є відносно низька точність обробки сферичної поверхні, що залежить від точності позиціювання інструмента відносно виробу і зносу інструмента, а також неможливість здійснення обробки неповної сферичної поверхні, що властива кульоподібним виробам з наскрізним чи ненаскрізним центральним отвором, або кульоподібним торцевим частинам стержнів, з висотою сферичної поверхні, що перевищує и радіус, тобто які не є сегментами кулі з висотою, меншою за и радіус, що становить суть саме оптичних виробів В основу винаходу, що заявляється, покладено завдання такого удосконалення способу обробки сферичних поверхонь, переважно кульоподібного виробу, чи кульоподібної торцевої частини стержня, і пристрою для його реалізації, об'єднаних єдиним винахідницьким задумом, при якому за рахунок зміни схеми обробки шляхом здійснення подачі на врізання з силою, напрямок дії якої зміщують у пропонованому напрямку, забезпечується зростання контактного тиску у напрямку тих точок поверхні контакту інструмента і виробу, що для них добуток величин контактного тиску і швидкості різання, якому пропорційна швидкість зняття припуску, зменшується в наслідок дії таких незалежних один від одного факторів Це, по-перше, стрімке зменшення до нуля швидкості різання у тих точках поверхні виробу, відстань яких до осі обертання зменшується до нуля в наслідок кривизни оброблюваної сферичної поверхні, по-друге, відносне розвантаження від контактного тиску деяких точок поверхні контакту під час обертання виробу в наслідок дії виникаючих при цьому сил тертя на поверхні контакту і ВІДПОВІДНОГО перерозподілу контактного тиску з осесиметричного на косинний із зменшенням у напрямку згаданого обертання Таким чином завдяки винаходу створюються умови для зростання контактного тиску у згаданих точках, отже для вирівнювання швидкості зняття припуску на поверхні контакту інструмента і виробу Як наслідок, забезпечується можливість здійснення обробки сферичної поверхні кульоподібних виробів з наскрізним чи ненаскрізним центральним отвором, або кульоподібних торцевих частин стержнів, з висотою сферичної поверхні, що перевищує и радіус, тобто які не є оптичними виробами, і підвищується точність обробки Для цього у способі обробки сферичних поверхонь, який передбачає розташування обертового 61730 інструмента під кутом до виробу так, що їх осі перетинаються у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, згідно винаходу інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з силою, напрямок дії якої зміщують відносно центра сферичної поверхні в напрямку гострого кута, утвореного перетинанням осей інструмента і виробу, і одночасно у площині, яка є нормальною згаданій, у напрямку обертання виробу, а у пристрої для обробки сферичних поверхонь, що містить примусово обертову оправку для розміщення виробу і державку для обертового інструменту, яку розташовано так, що осі обертання інструмента і виробу перетинаються у центрі сферичної поверхні, згідно винаходу державка з інструментом встановлена на шаровій опорі, яка пружно підтиснута до них у площині, що утворена осями інструмента і виробу, в напрямку згаданого гострого кута їх перетину, і одночасно у площині, яка є нормальною згаданій, у напрямку обертання виробу, оптимальним при цьому є, коли шарова опора, на якій встановлена державка з інструментом, має можливість зміни напрямку, в якому вона підтиснута, але кожного разу в напрямку згаданого гострого кута перетину осей інструмента і виробу і одночасно (або) в напрямку обертання виробу, а оправка для розміщення виробу виконана плаваючою Причинно-наслідковий зв'язок між сукупностями ознак, що заявляються і технічними результатами, які досягаються внаслідок їх реалізації, полягає у наступному Завдяки дії сили притискання інструмента до оброблюваної сферичної поверхні на деякій відстані від її центру, що може бути здійснено на дату подачі заявки лише за умови реалізації пропонованого пристрою (в цьому і полягає єдність винахідницького задуму), момент сили, що виникає, спричиняє ВІДПОВІДНИЙ перерозподіл косинного розподілу контактного тиску у напрямку тих точок поверхні виробу, відстань яких до осі обертання стрімко зменшується до нуля, а також тих точок поверхні виробу, де наявне зменшення контактного тиску Як уже згадувалося, для абразивної обробки у спосіб вільного притирання швидкість зняття припуску з будь-якої точки оброблюваної поверхні прямо пропорційна добутку контактного тиску і швидкості різання Внаслідок зростання або зменшення контактного тиску у напрямку вказаних точок поверхні виробу стає можливим збільшувати або зменшувати швидкість зняття припуску у цих точках Отже створення умов для вищезазначеного перерозподілу контактного тиску дозволяє повністю, або частково компенсувати пропорційну зменшенню радіуса обертання зміну швидкості різання в цих точках, а також наявне зменшення контактного тиску і таким чином вирівняти швидкість зняття припуску на поверхні контакту інструмента і виробу Внаслідок цього забезпечується підвищення точності і продуктивності обробки Одночасно розширюються технологічні можливості пристрою завдяки тому, що при такій схемі обробки з'являється можливість здійснення обробки 61730 у центрі оброблюваної сферичної поверхні, вводять у контакт зі сферичною поверхнею торцеву частину інструмента 4, яка завдяки шаровій опорі 5 вільно розміщується на сферичній поверхні виробу 2, і надають інструменту 4 подачу на врізання у напрямку сферичної поверхні доти, доки деформація пружного елемента 6 не утворить необхідну силу притискання, при цьому напрямок дії сили подачі на врізання зміщують відносно центру сферичної поверхні в бік гострого кута а перетину осей інструмента 4 і виробу 2 і одночасно у напрямку обертання виробу 2 Зрозуміло, що сила притискання діє у напрямку, протилежному напрямку деформації пружного елемента 6 Завдяки дії сили притискання на деякій відстані від центру сферичної поверхні виникає момент сили, що спричиняє під час обробки виробу 2 ВІДПОВІДНИЙ перерозподіл косинного розподілу контактного тиску у напрямку тих точок поверхні виробу 2, відстань яких до осі обертання, а отже і швидкість різання, стрімко зменшується до нуля, або які є відносно розвантаженими під час обертання виробу в наслідок дії виникаючих при цьому сил тертя на поверхні контакту і ВІДПОВІДНОГО перерозподілу контактного тиску з осесиметричного на косинний із зменшенням у напрямку згаданого обертання За таких умов досягається повне, або часткове вирівнювання швидкості зняття припуску по поверхні контакту інструмента 4 і виробу 2 і забезпечується Пропонований спосіб здійснюється в процесі підвищення точності і продуктивності обробки, а роботи описаного пристрою таким чином також з'являється можливість здійснення обробки Плаваючу оправку 1 регулюють так, щоб центр кульоподібних виробів 2 з наскрізним чи ненаскрісферичної поверхні розміщеного на ній виробу 2 зним центральним отвором, або кульоподібних було розташовано на осі її обертання, і надають їй торцевих частин стержнів, з висотою сферичної обертання, а державку 3 з інструментом 4 розтаповерхні, що перевищує її радіус шовують під кутом до виробу, вільно на його осі, але щоб осі виробу 2 і інструмента 4 перетинались кульоподібних виробів з наскрізним чи ненаскрізним центральним отвором, або кульоподібних торцевих частин стержнів, з висотою сферичної поверхні, що перевищує її радіус, тобто, які не є оптичними виробами Винахід проілюстровано кресленнями, де представлено загальний вигляд пристрою для обробки сферичної поверхні виробів у площині, що утворена осями інструмента і виробу (Фіг 1), і у площині, яка є нормальною згаданій (Фіг 2) Пристрій для обробки сферичних поверхонь виробів містить примусово обертову плаваючу оправку 1 для розміщення виробу 2 таким чином, що центр його сферичної поверхні знаходиться на осі її обертання і державку 3 для обертового інструмента 4, яку розташовано так, що осі обертання інструмента 4 і виробу 2 перетинаються у центрі сферичної поверхні виробу 2 Державка 3 з інструментом 4 встановлена на шаровій опорі 5, яка пружно за допомогою пружного елементу 6 підтиснута до них у площині, що утворена осями інструмента 4 і виробу 2, в бік гострого кута їх перетину а, і одночасно у площині, яка є нормальною площині, утвореній осями інструмента 4 і виробу 2, у напрямку обертання виробу 2, що дозволяє інструменту вільно спиратися своєю торцевою частиною на сферичну поверхню і обертатися навколо власної осі 61730 Комп'ютерна верстка М Клюкш Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for machining spherical surfaces
Автори англійськоюSokhan Serhii Vasyliovych
Назва патенту російськоюСпособ обработки сферических поверхностей и устройство для его реализации
Автори російськоюСохань Сергей Васильевич
МПК / Мітки
МПК: B24B 11/00
Мітки: сферичних, реалізації, пристрій, спосіб, обробки, поверхонь
Код посилання
<a href="https://ua.patents.su/4-61730-sposib-obrobki-sferichnikh-poverkhon-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сферичних поверхонь та пристрій для його реалізації</a>
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 61729
Опубліковано: 17.11.2003
Автори: Сохань Сергій Васильович, Розенберг Олег Олександрович, Новіков Микола Васильович
МПК: B24B 11/00
Мітки: пристрій, спосіб, поверхонь, обробки, реалізації, сферичних
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру
Номер патенту: 874
Опубліковано: 16.07.2001
Автори: Шевченко Микола Григорович, Галенко Василь Петрович, Распутько Олексій Степанович, Рябець Микола Пантелеймонович, Пирогов Олександр Дмитрович
МПК: B23B 5/00
Мітки: діаметру, зовнішніх, пристрій, великого, поверхонь, сферичних, обробки
Формула / Реферат:
1. Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру, що має станину з горизонтально розташованим столом, тримач різального інструменту з можливістю обертання, встановлений на стійці і механізм фіксації заготовки, який відрізняється тим, що механізм має самостійний привід і його встановлено на столі, а вісь обертання різального інструменту перпендикулярна осі обертання заготовки і вони розташовані в одній площині.2....
Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації
Номер патенту: 40164
Опубліковано: 16.07.2001
Автори: Самойленко Олексій Васильович, Вачев Ангел Атанасов, Кузнєцов Юрій Миколайович
МПК: B23B 41/00
Мітки: спосіб, зовнішніх, полігональних, поверхонь, реалізації, пристрій, обробки
Формула / Реферат:
1. Спосіб обробки зовнішніх полігональних поверхонь, що полягає в поєднанні узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні та різцевої головки навколо своєї осі, а також руху подачі, причому осі різцевої головки і оброблюваної полігональної поверхні паралельні між собою, а також руху подачі, який відрізняється тим, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної...
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Петраков Юрій Володимирович, Олійник Валерій Петрович, Саєд Мортеза Хашемінежад, Субін Анатолій Анатолійович
МПК: B24B 1/00
Мітки: торцевих, поверхонь, сферичних, шліфування, спосіб
Формула / Реферат:
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Пристрій для чистової обробки зовнішніх сферичних поверхонь
Номер патенту: 7240
Опубліковано: 30.06.1995
Автор: Запорожець Віктор Кіндратович
МПК: B24B 39/00
Мітки: поверхонь, пристрій, чистової, сферичних, обробки, зовнішніх
Формула / Реферат:
1. Устройство для чистовой обработки наружных сферических поверхностей, содержащее корпус в виде тела вращения, деформирующие ролики, имеющие рабочую и опорную поверхности, образованные образующими и размещенные в корпусе, с возможностью контактирования с внутренней конусной поверхностью приспособления для передачи давления деформирующим роликам и опорной поверхностью приспособления для их удержания относительно друг друга, отличающееся...
Попередній патент: Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Наступний патент: Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Випадковий патент: Спосіб одержання карналіту