Пластичне мастило
Номер патенту: 73817
Опубліковано: 15.09.2005
Автори: Борисова Віра Володимирівна, Шестопалова Валентина Яківна, Сергієв Сергій Леонідович, Стахурський Олександр Дмитрович, Македонський Олег Олександрович, Джембрі Аліса Ігорівна, Полукова Євгенія Олексіївна, Шапошник Олександр Васильович
Формула / Реферат
Пластичне мастило, що містить нафтову оливу, дрібнодисперсний порошок міді, присадку - антранілову кислоту, яке відрізняється тим, що мастило додатково містить загусник - літієві мила 12-гідрооксистеаринової кислоти та естолідів 12-гідрооксиситеаринової кислоти, а також антиокислювальну присадку - фенам, при наступному співвідношенні компонентів, мас. %:
літієве мило 12-гідрооксистеаринової кислоти
10-14
літієве мило естолідів 12-гідрооксистеаринової кислоти
1-3
антранілова або N-фенілантранілова кислота
0,05-0,2
присадка фенам
0,3-1,0
порошок міді
9-11
нафтова олива
до 100.
Текст
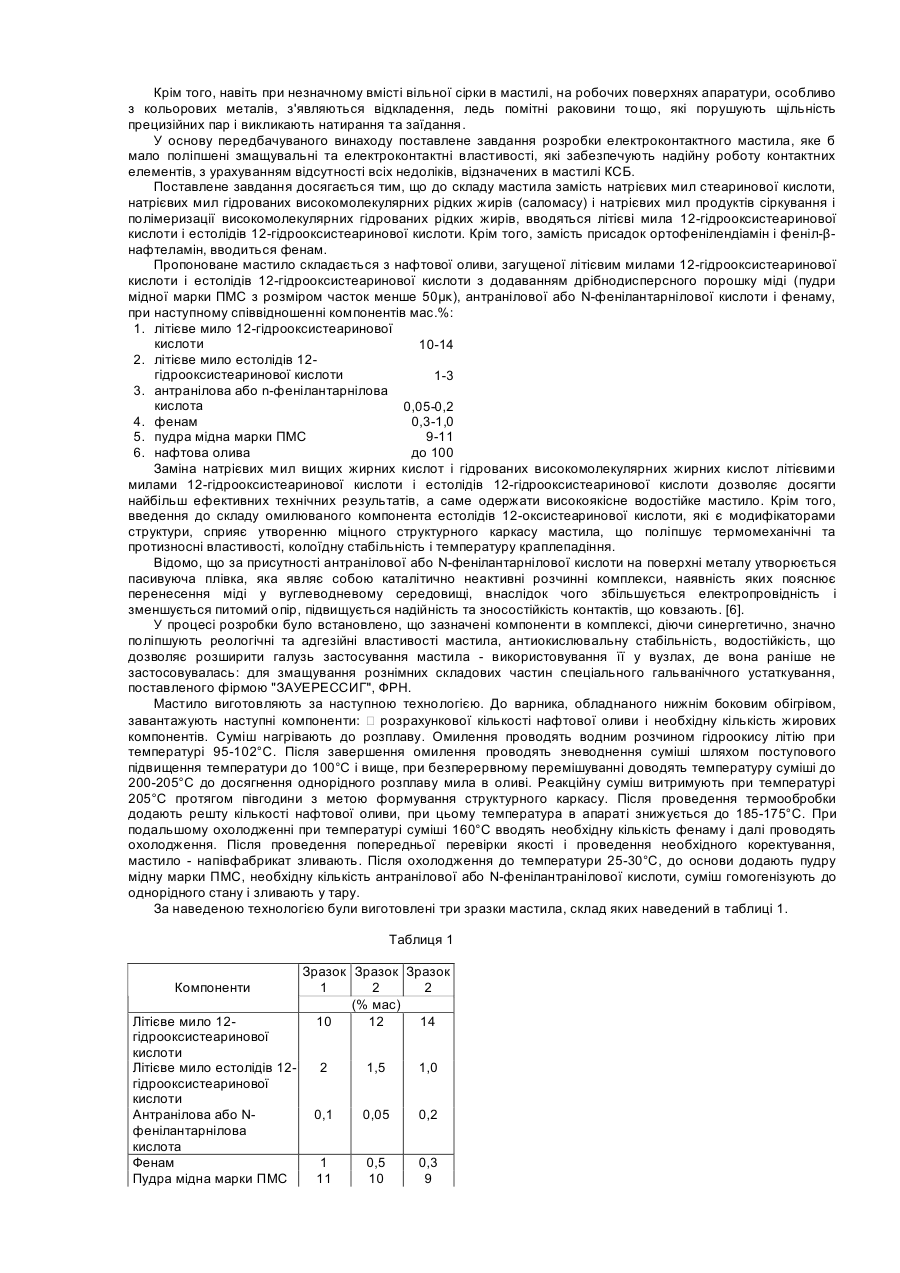
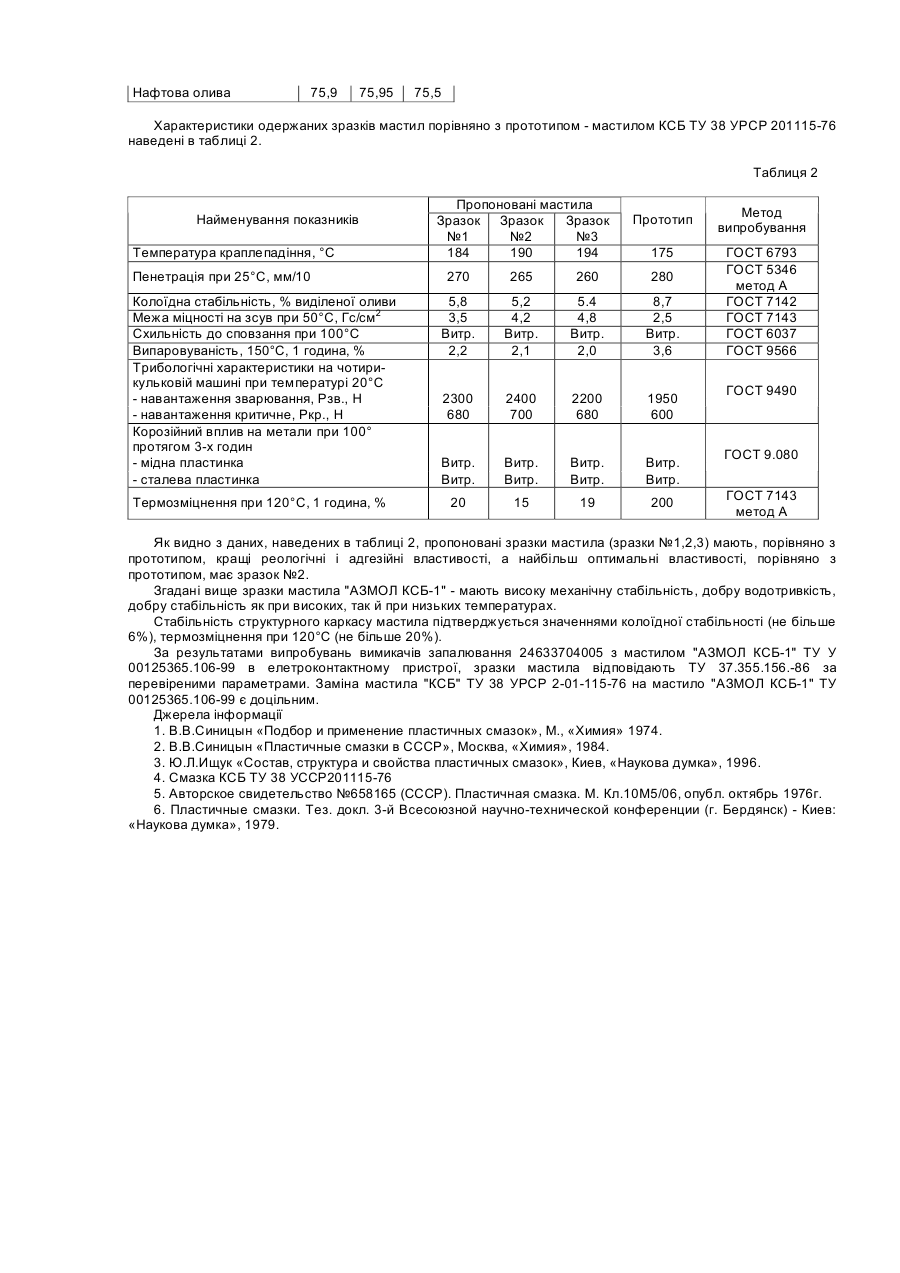
Пропонований винахід належить до виробництва пластичних мастил для різних типів ковзних контактів електроустаткування, а також для різних вузлів тертя - підшипників ковзання, шарнірів зубчастих передач у приладовій техніці, в радіотехнічній промисловості. Електричні рухомі контакти використовують у силових установках, наприклад, у гальванотехніці, але частіше в слабкоточних пристроях: реле, реохордах, перемикачах та ін. Виникнення мікровольтової дуги (іскріння) між контактами викликає утворення окислів азоту і такого корозійного агента, як азотна кислота. Присутність потрібного мастила знижує опір у контактах і запобігає іскрінню їх при розмиканні. Під час розведення контактних поверхонь електропровідна мастильна плівка утворює тимчасовий місток. Опір в контакті підвищується1 повільно. У момент остаточного розриву контакту, струм буде невеликим, що знижує індуктивну напругу і усуває іскріння. Навіть якщо мікровольтова дуга і виникне, вона буде віддалена від поверхні металу. Мастило, крім того, захищає контакти від корозійних агентів (води, кисню тощо), а також демпфірує удари при їх змиканні. Мастильні матеріали на поверхні електричного контакту повинні тривалий час забезпечувати нормальну роботу контактного пристрою. Необхідно, щоб вони зберігали працездатність в усьому робочому діапазоні температур: при високих температурах мастила не повинні стікати з поверхонь, а при низьких - не ускладнювати пересування частин контактних пристроїв, які рухаються. У разі високих питомих тисків у контакті, особливо потрібними стають протизносні властивості мастила. Для підвищення електропровідності, запобігання пунктової корозії, поліпшення протизносних і протизадирних властивостей до мастил вводять різноманітні речовини, які можуть бути різної природи - це і поверхнево-активні речовини, порошкоподібні метали та їх окисли різного ступеня дисперсності (від 10 до 100μκ). Присутність їх у мастилі знижує щільність струму при розриві контакту [1, 2]. Як компоненти пластичних мастил сьогодні одержали розповсюдження порошки м'яких металів: міді, алюмінію, олова, свинцю тощо. Мастила, які містять добавки м'яких металів, у процесі контактної взаємодії утворюють на поверхнях тертя плакувальну плівку. Ефективність металоплакувального мастила полягає в тому, що воно в процесі тертя взаємодіє з поверхневими шарами сполучених деталей, в результаті чого, поверхня вкривається тонким шаром металу, який має більш низький опір зсуву і межу текучості порівняно з основним матеріалом деталей. Утворюючи тонкі мастильні шари, металоплакувальні мастила модифікують поверхню тертя, охороняють від безпосереднього контакту, знижують силову і теплову напруженість фрикційного контакту, зношення і коефіцієнти тертя, а отже, підвищують довговічність та надійність деталей. Відомі металоплакувальні мастила, що складаються з нафтових олив різної в'язкості, загущених милами лужних і лужноземельних металів з додаванням порошків різних металів - цинку, міді, олова, алюмінію тощо, які можна використовувати для контактів: [пат. США 2543741, 2859184, 3544314, 3632509; пат. ФРН 202333; пат. Франції 1513203, 1604173; пат. Англії 1271617; пат. Японії 53-9762,54-18809; Авт. Свідоцтво СРСР 179409, 255465, 286212, 288212] тощо. Проте, зазначені мастила мають ряд істотних недоліків: одні відрізняються низькими показниками реологічних та поганими показниками адгезійних властивостей, інші поганою антиокислювальною і колоїдною стабільністю: окислюються при зберіганні, наявне виділення оливи. Висихання мастила, її окислення неприпустиме, оскільки це порушує нормальну роботу контакту, може викликати в ньому іскріння. Застосування електроконтактних мастил, дозволяє знизити зусилля контактного натискання і, відповідно, зменшити габарити контактних елементів та їх зношення [3]. Серійно мастила для електричних контактів точних електроприладів не випускаються. Для контактів електричного перемикача покажчика поворотів автомобілів випускалось мастило КСБ ТУ 38 УССР 201115-76 [4] авт. свідоцтво СРСР 658165 [5] (прототип). Це спеціалізоване струмопровідне мастило. В основному його застосовують для змащування контактів електричного перемикача покажчика поворотів автомобіля. Воно запобігає іскрінню в контактах і знижує радіоперешкоди. Мастило забезпечує нормальну роботу контактів покажчика повороту без його заміни і поповнення протягом всього терміну експлуатації автомобіля. Зазначене мастило являє собою мінеральну оливу з в'язкістю при 50°С від 25 до 60Сст, загущене милами лужних металіві стеаринової кислоти, милами лужних металів та гідрованих високомолекулярних рідких жирів, милами лужних металів і продуктами сіркування і полімеризації високомолекулярних гідрованих рідких жирів з додаванням дрібнодисперсного порошку міді (розмір часток менше 50μκ), феніл-антранілової кислоти, ортофенілендіаміну і феніл-β-нафтиламіну при наступному співвідношенні компонентів, мас.%: 1. мило лужних металів і стеаринової кислоти 10-14 2. мило лужних металів і високомолекулярних гідрованих рідких жирів (саломасу) 3-5 3. мило лужних металів і продукту сіркування і полімеризації високомолекулярних гідрованих рідких жирів 2-4 4. феніл-антранілова кислота 0,05-0,2 0,05-0,2 5. ортофенілендіамін 6. феніл-β-нафтиламін 0,3-1,0 7. мідний порошок (з розміром часток менше 50μκ) 9-11 8. мінеральна олива з кінематичною в'язкістю при 50°с від 25 до 60Cст. до 100 Одним з основних недоліків зазначеного мастила є його погана водостійкість, оскільки загусниками в ньому є натрієві мила стеаринової кислоти та високомолекулярних гідрованих рідких жирів (саломасу), а натрієві мила жирних кислот добре розчинюються у воді, тому мастила, виготовлені на натрієвих милах швидко руйнуються при контакті з водою (навіть з атмосферною вологою), тому його не рекомендується застосовувати у вузлах тертя, де такий контакт можливий. Крім того, навіть при незначному вмісті вільної сірки в мастилі, на робочих поверхнях апаратури, особливо з кольорових металів, з'являються відкладення, ледь помітні раковини тощо, які порушують щільність прецизійних пар і викликають натирання та заїдання. У основу передбачуваного винаходу поставлене завдання розробки електроконтактного мастила, яке б мало поліпшені змащувальні та електроконтактні властивості, які забезпечують надійну роботу контактних елементів, з урахуванням відсутності всіх недоліків, відзначених в мастилі КСБ. Поставлене завдання досягається тим, що до складу мастила замість натрієвих мил стеаринової кислоти, натрієвих мил гідрованих високомолекулярних рідких жирів (саломасу) і натрієвих мил продуктів сіркування і полімеризації високомолекулярних гідрованих рідких жирів, вводяться літієві мила 12-гідрооксистеаринової кислоти і естолідів 12-гідрооксистеаринової кислоти. Крім того, замість присадок ортофенілендіамін і феніл-βнафтеламін, вводиться фенам. Пропоноване мастило складається з нафтової оливи, загущеної літієвим милами 12-гідрооксистеаринової кислоти і естолідів 12-гідрооксистеаринової кислоти з додаванням дрібнодисперсного порошку міді (пудри мідної марки ПМС з розміром часток менше 50μκ), антранілової або N-фенілантарнілової кислоти і фенаму, при наступному співвідношенні компонентів мас.%: 1. літієве мило 12-гідрооксистеаринової кислоти 10-14 2. літієве мило естолідів 12гідрооксистеаринової кислоти 1-3 3. антранілова або n-фенілантарнілова кислота 0,05-0,2 4. фенам 0,3-1,0 5. пудра мідна марки ПМС 9-11 6. нафтова олива до 100 Заміна натрієвих мил вищих жирних кислот і гідрованих високомолекулярних жирних кислот літієвими милами 12-гідрооксистеаринової кислоти і естолідів 12-гідрооксистеаринової кислоти дозволяє досягти найбільш ефективних технічних результатів, а саме одержати високоякісне водостійке мастило. Крім того, введення до складу омилюваного компонента естолідів 12-оксистеаринової кислоти, які є модифікаторами структури, сприяє утворенню міцного структурного каркасу мастила, що поліпшує термомеханічні та протизносні властивості, колоїдну стабільність і температуру краплепадіння. Відомо, що за присутності антранілової або N-фенілантарнілової кислоти на поверхні металу утворюється пасивуюча плівка, яка являє собою каталітично неактивні розчинні комплекси, наявність яких пояснює перенесення міді у вуглеводневому середовищі, внаслідок чого збільшується електропровідність і зменшується питомий опір, підвищується надійність та зносостійкість контактів, що ковзають. [6]. У процесі розробки було встановлено, що зазначені компоненти в комплексі, діючи синергетично, значно поліпшують реологічні та адгезійні властивості мастила, антиокислювальну стабільність, водостійкість, що дозволяє розширити галузь застосування мастила - використовування її у вузлах, де вона раніше не застосовувалась: для змащування рознімних складових частин спеціального гальванічного устаткування, поставленого фірмою "ЗАУЕРЕССИГ", ФРН. Мастило виготовляють за наступною технологією. До варника, обладнаного нижнім боковим обігрівом, завантажують наступні компоненти: розрахункової кількості нафтової оливи і необхідну кількість жирових компонентів. Суміш нагрівають до розплаву. Омилення проводять водним розчином гідроокису літію при температурі 95-102°С. Після завершення омилення проводять зневоднення суміші шляхом поступового підвищення температури до 100°С і вище, при безперервному перемішуванні доводять температуру суміші до 200-205°С до досягнення однорідного розплаву мила в оливі. Реакційну суміш витримують при температурі 205°С протягом півгодини з метою формування структурного каркасу. Після проведення термообробки додають решту кількості нафтової оливи, при цьому температура в апараті знижується до 185-175°С. При подальшому охолодженні при температурі суміші 160°С вводять необхідну кількість фенаму і далі проводять охолодження. Після проведення попередньої перевірки якості і проведення необхідного коректування, мастило - напівфабрикат зливають. Після охолодження до температури 25-30°С, до основи додають пудру мідну марки ПМС, необхідну кількість антранілової або N-фенілантранілової кислоти, суміш гомогенізують до однорідного стану і зливають у тару. За наведеною технологією були виготовлені три зразки мастила, склад яких наведений в таблиці 1. Таблиця 1 Компоненти Літієве мило 12гідрооксистеаринової кислоти Літієве мило естолідів 12гідрооксистеаринової кислоти Антранілова або Nфенілантарнілова кислота Фенам Пудра мідна марки ПМС Зразок Зразок Зразок 1 2 2 (% мас) 10 12 14 2 1,5 1,0 0,1 0,05 0,2 1 11 0,5 10 0,3 9 Нафтова олива 75,9 75,95 75,5 Характеристики одержаних зразків мастил порівняно з прототипом - мастилом КСБ ТУ 38 УРСР 201115-76 наведені в таблиці 2. Таблиця 2 Найменування показників Температура краплепадіння, °С Пенетрація при 25°С, мм/10 Колоїдна стабільність, % виділеної оливи Межа міцності на зсув при 50°С, Гс/см2 Схильність до сповзання при 100°С Випаровуваність, 150°С, 1 година, % Трибологічні характеристики на чотирикульковій машині при температурі 20°С - навантаження зварювання, Рзв., Η - навантаження критичне, Ркр., Η Корозійний вплив на метали при 100° протягом 3-х годин - мідна пластинка - сталева пластинка Термозміцнення при 120°С, 1 година, % Пропоновані мастила Зразок Зразок Зразок №1 №2 №3 184 190 194 Прототип 175 270 265 260 280 5,8 3,5 Витр. 2,2 5,2 4,2 Витр. 2,1 5.4 4,8 Витр. 2,0 8,7 2,5 Витр. 3,6 2300 680 2400 700 2200 680 1950 600 Витр. Витр. Витр. Витр. Витр. Витр. Витр. Витр. 20 15 19 200 Метод випробування ГОСТ 6793 ГОСТ 5346 метод А ГОСТ 7142 ГОСТ 7143 ГОСТ 6037 ГОСТ 9566 ГОСТ 9490 ГОСТ 9.080 ГОСТ 7143 метод А Як видно з даних, наведених в таблиці 2, пропоновані зразки мастила (зразки №1,2,3) мають, порівняно з прототипом, кращі реологічні і адгезійні властивості, а найбільш оптимальні властивості, порівняно з прототипом, має зразок №2. Згадані вище зразки мастила "АЗМОЛ КСБ-1" - мають високу механічну стабільність, добру водотривкість, добру стабільність як при високих, так й при низьких температурах. Стабільність структурного каркасу мастила підтверджується значеннями колоїдної стабільності (не більше 6%), термозміцнення при 120°С (не більше 20%). За результатами випробувань вимикачів запалювання 24633704005 з мастилом "АЗМОЛ КСБ-1" ТУ У 00125365.106-99 в елетроконтактному пристрої, зразки мастила відповідають ТУ 37.355.156.-86 за перевіреними параметрами. Заміна мастила "КСБ" ТУ 38 УРСР 2-01-115-76 на мастило "АЗМОЛ КСБ-1" ТУ 00125365.106-99 є доцільним. Джерела інформації 1. В.В.Синицын «Подбор и применение пластичных смазок», М., «Химия» 1974. 2. В.В.Синицын «Пластичные смазки в СССР», Москва, «Химия», 1984. 3. Ю.Л.Ищук «Состав, структура и свойства пластичных смазок», Киев, «Наукова думка», 1996. 4. Смазка КСБ ТУ 38 УССР201115-76 5. Авторское свидетельство №658165 (СССР). Пластичная смазка. М. Кл.10М5/06, опубл. октябрь 1976г. 6. Пластичные смазки. Тез. докл. 3-й Всесоюзной научно-технической конференции (г. Бердянск) - Киев: «Наукова думка», 1979.
ДивитисяДодаткова інформація
Назва патенту англійськоюA plastic lubricant
Автори англійськоюPolukova Yevheniia Oleksiivna, Shestopalova Valentyna Yakivna, Borysova Vira Volodymyrivna, Stakhurskyi Oleksandr Dmytrovych, Serhiiev Serhii Leonidovych, Shaposhnyk Oleksandr Vasyliovych, Makedonskyi Oleh Oleksandrovych
Назва патенту російськоюПластическая смазка
Автори російськоюПолукова Евгения Алексеевна, Шестопалова Валентина Яковлевна, Борисова Вера Владимировна, Стахурский Александр Дмитриевич, Сергиев Сергей Леонидович, Шапошник Александр Васильевич, Македонский Олег Александрович
МПК / Мітки
МПК: C10M 169/00
Код посилання
<a href="https://ua.patents.su/3-73817-plastichne-mastilo.html" target="_blank" rel="follow" title="База патентів України">Пластичне мастило</a>
Пластичне мастило
Номер патенту: 37067
Опубліковано: 16.04.2001
Автори: Джембрі Аліса Ігоровна, Полукова Євгенія Олексіївна, Борисова Віра Володимирівна, Солдатов Валєнтін Александровіч, Макаров Олександр Павлович, Сергієв Сергій Леонідович, Шапошник Олександр Васильович, Стахурський Олександр Дмитрович, Македонський Олег Олександрович, Дорфман Владімір Пєтровіч, Шестопалова Валентина Яківна
МПК: C10M 101/00
Текст:
...Нафтові оливи парафіно-нафтенової осДо 100 нови з в’язкістю при 0 2 50 С 20-35 мм /с Введення в мастило вищеназваних інгредієнтів в комплексі, а також підібраний їх кількісний вміст, дозволяють отримати більш ефективніші технічні результати, а саме - покращити реологічні властивості, антиокислювальну та механічну стабільність, змащувальні та адгезійні властивості. В процесі експлуатації та зберігання жири, що входять до складу мастила,...
Пластичне мастило
Номер патенту: 31883
Опубліковано: 15.04.2003
Автори: Губарев Олександр Степанович, Новодід Раїса Денисівна, Македонський Олег Олександрович, Ленд'єл Йосип Васильович, Сачук Людмила Володимирівна, Мариніна Людмила Олександрівна, Вдовиченко Петро Миколайович, Стахурський Олександр Дмитрович, Іщук Юрій Лукич
МПК: C10M 169/06, C10M 169/04
Формула / Реферат:
Пластичне мастило, що містить нафтову і/або синтетичну оливу, літієве мило жирних кислот та протиокисну присадку, яке відрізняється тим, що воно додатково містить осірковану олію, синтетичний каучук, як загусник містить літієве мило стеаринової або 12-гідро-оксистеаринової кислоти та кислот олій і тваринних жирів і як протиокисну присадку містить оброблений борною кислотою продукт конденсації 2,6-дитретбутилфенолу і алкілфенолів з...
Пластичне мастило
Номер патенту: 42242
Опубліковано: 15.03.2005
Автори: Борисова Віра Володимирівна, Сергієв Сергій Леонідович, Полукова Євгенія Олексіївна, Бєрєгєла Іріна Васільєвна, Стахурський Олександр Дмитрович, Костюк Юлія Борисівна, Джембрі Аліса Ігорівна, Шапошник Олександр Васильович, Македонський Олег Олександрович, Шестопалова Валентина Яківна, Малахова Наталья Вікторовна
МПК: C10M 169/04, C10M 169/00
Формула / Реферат:
1. Пластичне мастило, яке містить літієве мило 12-гідрооксистеаринової кислоти з поліфункціональними добавками та присадками, яке відрізняється тим, що як основу воно містить поліальфаолефіни з додаванням літієвого мила стеаринової кислоти та антикорозійної присадки 1,2,3-бензотриазолу при такому співвідношенні компонентів, мас. %: літієве мило 12-гідрооксистеаринової кислоти 8 - 10 ...
Пластичне мастило для бурового інструменту
Номер патенту: 64241
Опубліковано: 16.02.2004
Автори: Васюк Борис Миколайович, Ковалевська Людмила Іванівна, Данильченко Ігор Євдокимович
МПК: C10M 169/04
Мітки: пластичне, інструменту, бурового, мастило
Формула / Реферат:
Пластичне мастило для бурового інструменту, яке включає в склад нафтове мастило, що загущене комплексним кальцієвим милом оцтової і стеаринової кислот, яке відрізняється тим, що додатково включає неіоногенну поверхнево-активну речовину стеарокс, при наступному співвідношенні компонентів, мас. %: комплексне кальцієве мило оцтової і стеаринової кислот (співвідношення оцтової...
Пластичне мастило для опор шарошкових долот
Номер патенту: 57413
Опубліковано: 17.01.2005
Автори: Доценко Юрій Григорович, Васюк Борис Миколайович, Ковалевська Людмила Іванівна, Данильченко Ігор Євдокимович
МПК: C10M 101/00, C10M 141/00, C10M 169/00, C10M 119/00, C10M 117/00, C10M 169/06
Мітки: долот, опор, мастило, шарошкових, пластичне
Формула / Реферат:
Пластичне мастило для опор шарошкових долот, яке містить мінеральне масло, продукт поліконденсації алкілфенолу з уротропіном (октофор), монтан-віск, поліізобутилен, яке відрізняється тим, що воно додатково містить кальцієве комплексне мило оцтової і стеаринової кислот (відношення оцтової і стеаринової кислот по масі від 1:1 до 1:5), а також мономер 1,5-дибензоїлнафталін- 4',4"-дикарбонової кислоти при наступному співвідношенні...
Попередній патент: Вимірювальний перетворювач магнітного поля
Наступний патент: Повітророзподільник
Випадковий патент: Спосіб отримання гідрозолю оксиду алюмінію