Спосіб консолідації аморфної стрічки на основі алюмінію
Номер патенту: 80159
Опубліковано: 27.08.2007
Автори: Носенко Віктор Костянтинович, Орлов Дмитро Валентинович, Синков Сергій Григор'євич, Шпак Анатолій Петрович, Бейгельзимер Яків Юхимович, Маслов Валерій Вікторович, Синков Олександр Сергійович, Рассолов Сергій Геннадійович, Решетов Олексій Валерійович, Варюхін Віктор Миколайович, Ткач Віктор Іванович
Формула / Реферат
Спосіб консолідації аморфної стрічки на основі алюмінію, що включає операції упаковки стрічки в контейнер, її компактування, нагрів та багатоперехідну екструзію методом інтенсивної пластичної деформації, який відрізняється тим, що завантажену в робочий канал контейнера стрічку компактують та екструдують в першому деформаційному переході, при кімнатній температурі, через гвинтовий канал матриці, що складається з двох послідовно розташованих гвинтових ділянок правого і лівого напрямів, з протитиском, потім завантажують в робочий канал контейнера екструдовану після першого переходу заготівку і прогрівають її в контейнері до температури кристалізації матеріалу стрічки, після чого проводять повторний цикл гвинтової екструзії при тих же деформаційних параметрах з протитиском.
Текст
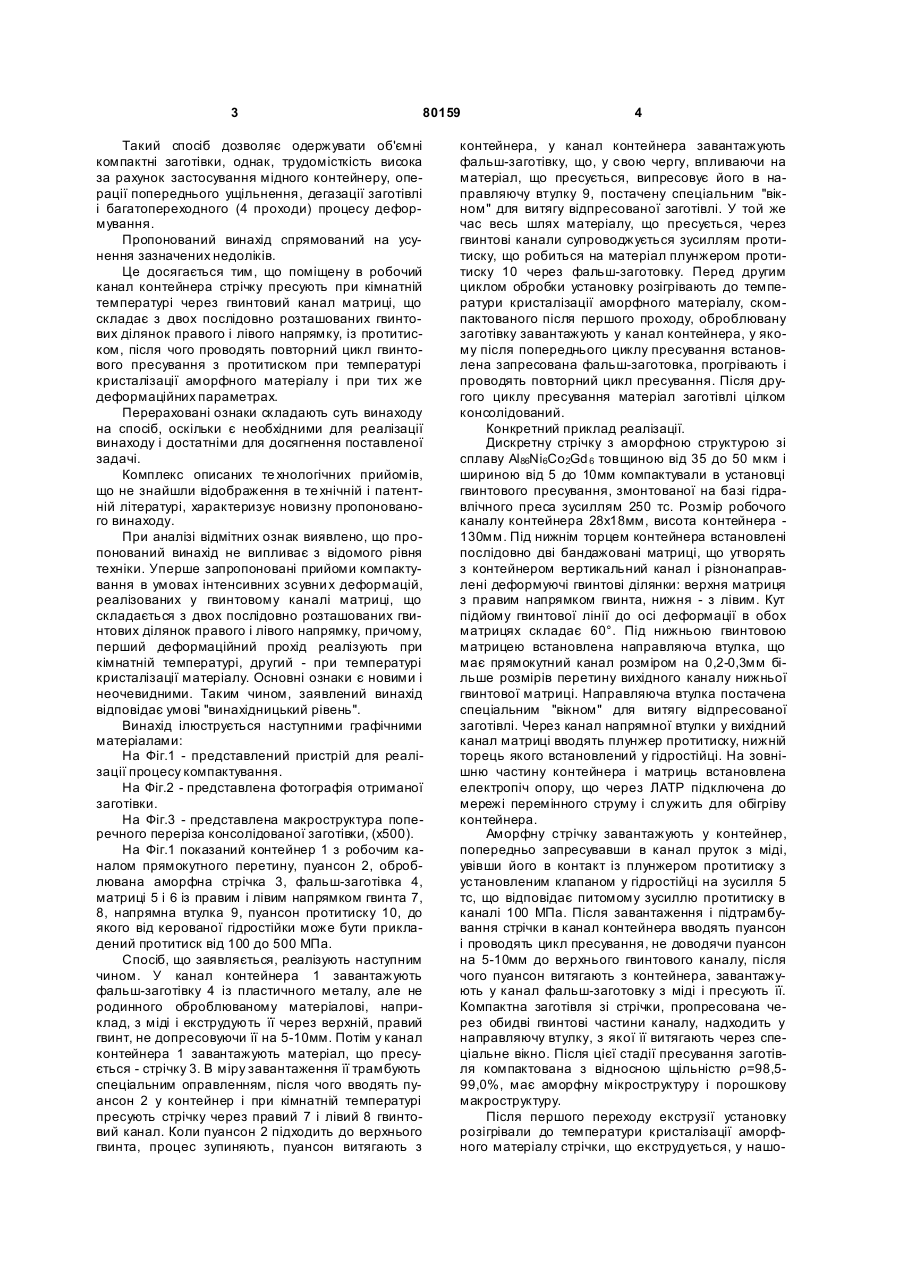
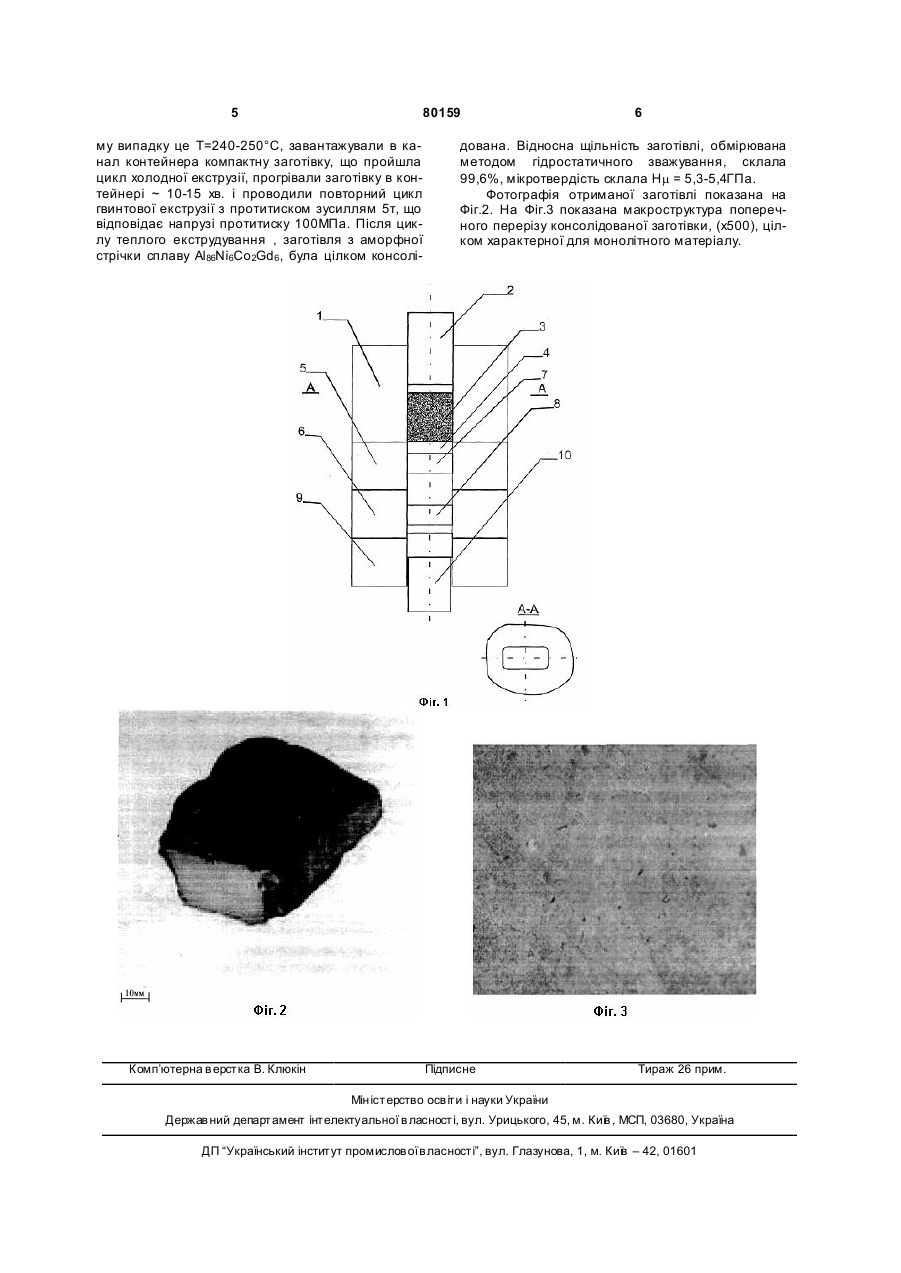
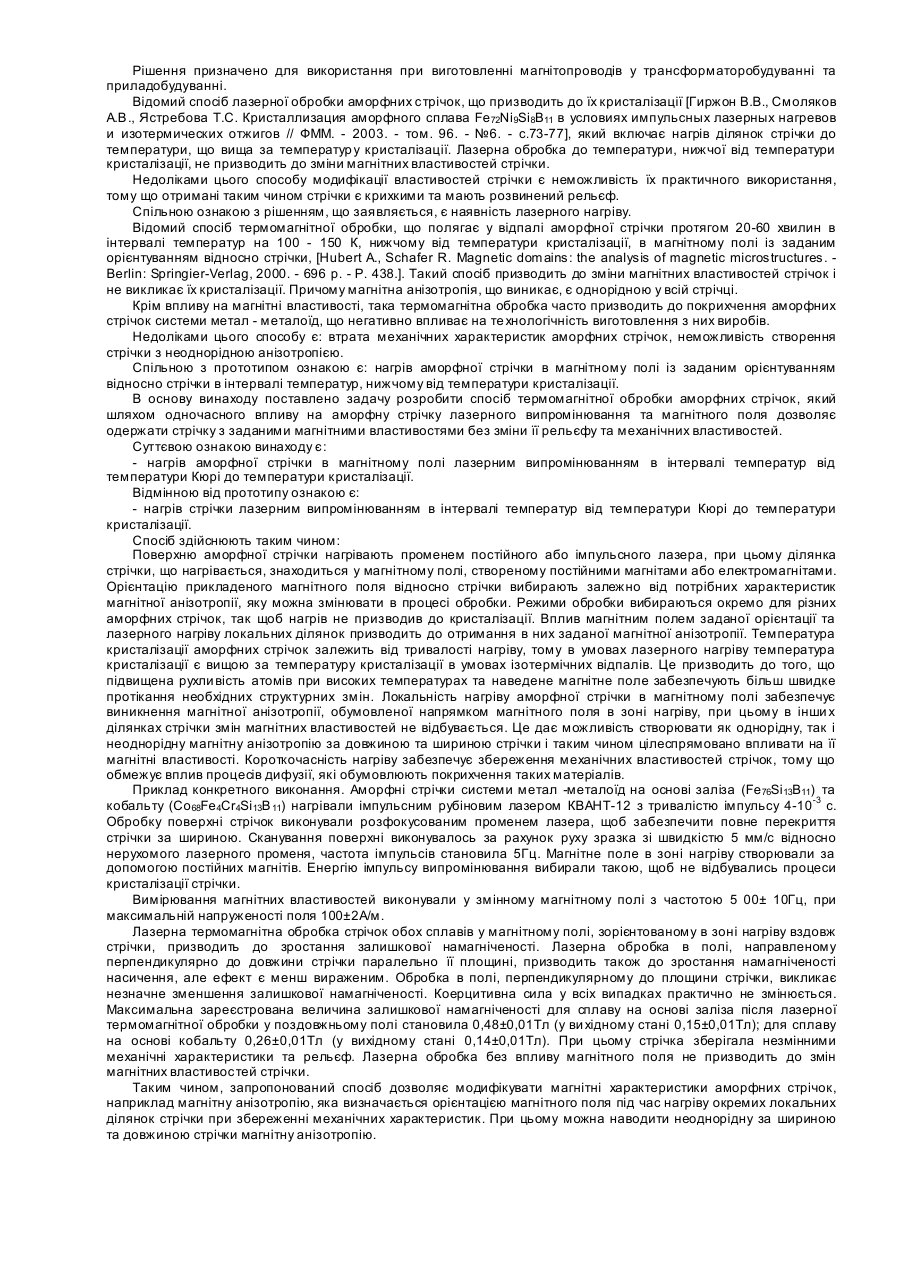
Спосіб консолідації аморфної стрічки на основі алюмінію, що включає операції упаковки стрічки в контейнер, її компактування, нагрів та багатоперехідну екструзію методом інтенсивної пластичної деформації, який відрізняється тим, що завантажену в робочий канал контейнера стрічку компактують та екструдують в першому деформаційному переході, при кімнатній температурі, через гвинтовий канал матриці, що складається з двох послідовно розташованих гвинтови х ділянок правого і лівого напрямів, з протитиском, потім завантажують в робочий канал контейнера екструдовану після першого переходу заготівку і прогрівають її в контейнері до температури кристалізації матеріалу стрічки, після чого проводять повторний цикл гвинтової екструзії при тих же деформаційних параметрах з протитиском. Пропонований винахід відноситься до області обробки металів тиском і може бути використаний в металургійній, машинобудівній і авіакосмічній галузях промисловості. Отримані двофазні (аморфна фаза + кристалічна) або мікрокристалічні (одна або кілька кристалічних фаз з дуже малим розміром зерна) матеріали можуть мати високу зносостійкість, підвищену міцність, жароміцність і ін. [Б.С. Ми тин, Β.Α. Васильєв. Порошковая металлургия аморфных и микрокристаллических материалов]. Відомий спосіб, у якому тонкі стрічки швидкозагартованого сплаву піддають інтенсивної пластичної деформації крутінням у ковадлах Бриджмена при кімнатній температурі і тиску 6 ГПа. У результаті такої обробки з швидкозагартованих стрічок були отримані монолітні зразки товщиною близько 0,2мм і діаметром до 10мм [Р.З. Валиев, В.Г. Пушин, Д.В. Гундеров, А.Г. Попов. Использование интенсивных деформаций для получения объёмных нанокристаллических материалов из аморфных сплавов.// Доклады Академии Наук, 2004, том 398, №1, с.54-56]. Розміри заготівок, одержуваних за таким способом, досить обмежені для виготовлення з них виробів. Найбільш близьким до заявленого є спосіб консолідації аморфио-кристалічного порошку на основі алюмінієвого сплаву Al85Ni10 Y2,5La2,5 [Senkov O.N., Mirarle D.B., Scott I.M., Senkova S.V. Equal channel angular extrusion compaction of semiamorphous Al85Ni10Y2,5La2,5 alloy powder.// Alloys and Compounds - 2004.-Vol.365.- p.p.126-133]. Суть способу полягає в наступному. Порошок номінального складу Al85Ni10 Y2,5La2,5 отриманий газовим розпиленням, мав розміри £ 40 мкм і частково аморфну структуру. Для консолідації методом рівноканальної кутової екструзії (РКУЕ) була використана мідний прямокутний контейнер з зовнішніми розмірами 50х50х150мм 3 внутрішнім діаметром 30мм і довжиною 130мм. Порошок компактувався у контейнері в холодному виді до 67% теоретичної щільності, дегазувався у вакуумі 16 годин при температурі 280°С, а потім контейнер герметизували. Контейнер з порошком екструдували при температурі 280°С через канал з кутом 90° при швидкості екструзії 26,0мм/с. Було проведено 4 проходи з послідовним поворотом контейнера на 90° по годинній стрілці після кожного проходу. За 4 проходи при 280°С була досягнута 99% щільність, а мікротвердість компактованого матеріалу (35% аморфної фази) склала 3,0-3,8ГПа. (19) UA (11) 80159 (13) C2 (21) a200504472 (22) 13.05.2005 (24) 27.08.2007 (46) 27.08.2007, Бюл. №13, 2007р. (72) Бейгельзимер Яків Юхимович, Синков Сергій Григор`євич, Варюхін Віктор Миколайович, Ткач Віктор Іванович, Маслов Валерій Вікторович, Шпак Анатолій Петрович, Синков Олександр Сергійович, Решетов Олексій Валерійович, Орлов Дмитро Валентинович, Носенко Віктор Костянтинович, Рассолов Сергій Геннадійович (73) ДОНЕЦЬКИЙ ФІЗИКО-ТЕХНІЧНИЙ ІНСТИТУТ ІМ.О.О.Г АЛКІНА НАН УКРАЇНИ (56) UA 68973, 15.08.2004 UA 71720, 15.12.2004 RU 2003123183, 20.01.2005 JP 2002164584, 07.06.2002 3 80159 Такий спосіб дозволяє одержувати об'ємні компактні заготівки, однак, трудомісткість висока за рахунок застосування мідного контейнеру, операції попереднього ущільнення, дегазації заготівлі і багатопереходного (4 проходи) процесу деформування. Пропонований винахід спрямований на усунення зазначених недоліків. Це досягається тим, що поміщену в робочий канал контейнера стрічку пресують при кімнатній температурі через гвинтовий канал матриці, що складає з двох послідовно розташованих гвинтових ділянок правого і лівого напрямку, із протитиском, після чого проводять повторний цикл гвинтового пресування з протитиском при температурі кристалізації аморфного матеріалу і при тих же деформаційних параметрах. Перераховані ознаки складають суть винаходу на спосіб, оскільки є необхідними для реалізації винаходу і достатніми для досягнення поставленої задачі. Комплекс описаних те хнологічних прийомів, що не знайшли відображення в те хнічній і патентній літературі, характеризує новизну пропонованого винаходу. При аналізі відмітних ознак виявлено, що пропонований винахід не випливає з відомого рівня техніки. Уперше запропоновані прийоми компактування в умовах інтенсивних зсувни х деформацій, реалізованих у гвинтовому каналі матриці, що складається з двох послідовно розташованих гвинтових ділянок правого і лівого напрямку, причому, перший деформаційний прохід реалізують при кімнатній температурі, другий - при температурі кристалізації матеріалу. Основні ознаки є новими і неочевидними. Таким чином, заявлений винахід відповідає умові "винахідницький рівень". Винахід ілюструється наступними графічними матеріалами: На Фіг.1 - представлений пристрій для реалізації процесу компактування. На Фіг.2 - представлена фотографія отриманої заготівки. На Фіг.3 - представлена макроструктура поперечного переріза консолідованої заготівки, (х500). На Фіг.1 показаний контейнер 1 з робочим каналом прямокутного перетину, пуансон 2, оброблювана аморфна стрічка 3, фальш-заготівка 4, матриці 5 і 6 із правим і лівим напрямком гвинта 7, 8, напрямна втулка 9, пуансон протитиску 10, до якого від керованої гідростійки може бути прикладений протитиск від 100 до 500 МПа. Спосіб, що заявляється, реалізують наступним чином. У канал контейнера 1 завантажують фальш-заготівку 4 із пластичного металу, але не родинного оброблюваному матеріалові, наприклад, з міді і екструдують її через верхній, правий гвинт, не допресовуючи її на 5-10мм. Потім у канал контейнера 1 завантажують матеріал, що пресується - стрічку 3. В міру завантаження її трамбують спеціальним оправленням, після чого вводять пуансон 2 у контейнер і при кімнатній температурі пресують стрічку через правий 7 і лівий 8 гвинтовий канал. Коли пуансон 2 підходить до верхнього гвинта, процес зупиняють, пуансон витягають з 4 контейнера, у канал контейнера завантажують фальш-заготівку, що, у свою чергу, впливаючи на матеріал, що пресується, випресовує його в направляючу втулку 9, постачену спеціальним "вікном" для витягу відпресованої заготівлі. У той же час весь шлях матеріалу, що пресується, через гвинтові канали супроводжується зусиллям протитиску, що робиться на матеріал плунжером протитиску 10 через фальш-заготовку. Перед другим циклом обробки установку розігрівають до температури кристалізації аморфного матеріалу, скомпактованого після першого проходу, оброблювану заготівку завантажують у канал контейнера, у якому після попереднього циклу пресування встановлена запресована фальш-заготовка, прогрівають і проводять повторний цикл пресування. Після другого циклу пресування матеріал заготівлі цілком консолідований. Конкретний приклад реалізації. Дискретну стрічку з аморфною структурою зі сплаву Al86Ni6Co2Gd 6 товщиною від 35 до 50 мкм і шириною від 5 до 10мм компактували в установці гвинтового пресування, змонтованої на базі гідравлічного преса зусиллям 250 тс. Розмір робочого каналу контейнера 28х18мм, висота контейнера 130мм. Під нижнім торцем контейнера встановлені послідовно дві бандажовані матриці, що утворять з контейнером вертикальний канал і різнонаправлені деформуючі гвинтові ділянки: верхня матриця з правим напрямком гвинта, нижня - з лівим. Кут підйому гвинтової лінії до осі деформації в обох матрицях складає 60°. Під нижньою гвинтовою матрицею встановлена направляюча втулка, що має прямокутний канал розміром на 0,2-0,3мм більше розмірів перетину вихідного каналу нижньої гвинтової матриці. Направляюча втулка постачена спеціальним "вікном" для витягу відпресованої заготівлі. Через канал напрямної втулки у вихідний канал матриці вводять плунжер протитиску, нижній торець якого встановлений у гідростійці. На зовнішню частину контейнера і матриць встановлена електропіч опору, що через ЛАТР підключена до мережі перемінного струму і служить для обігріву контейнера. Аморфну стрічку завантажують у контейнер, попередньо запресувавши в канал пруток з міді, увівши його в контакт із плунжером протитиску з установленим клапаном у гідростійці на зусилля 5 тс, що відповідає питомому зусиллю протитиску в каналі 100 МПа. Після завантаження і підтрамбування стрічки в канал контейнера вводять пуансон і проводять цикл пресування, не доводячи пуансон на 5-10мм до верхнього гвинтового каналу, після чого пуансон витягають з контейнера, завантажують у канал фальш-заготовку з міді і пресують її. Компактна заготівля зі стрічки, пропресована через обидві гвинтові частини каналу, надходить у направляючу втулку, з якої її витягають через спеціальне вікно. Після цієї стадії пресування заготівля компактована з відносною щільністю ρ=98,599,0%, має аморфну мікроструктуру і порошкову макроструктуру. Після першого переходу екструзії установку розігрівали до температури кристалізації аморфного матеріалу стрічки, що екструдується, у нашо 5 80159 му випадку це Т=240-250°С, завантажували в канал контейнера компактну заготівку, що пройшла цикл холодної екструзії, прогрівали заготівку в контейнері ~ 10-15 хв. і проводили повторний цикл гвинтової екструзії з протитиском зусиллям 5т, що відповідає напрузі протитиску 100МПа. Після циклу теплого екструдування , заготівля з аморфної стрічки сплаву Al86Ni6Co2Gd6 , була цілком консолі Комп’ютерна в ерстка В. Клюкін 6 дована. Відносна щільність заготівлі, обмірювана методом гідростатичного зважування, склала 99,6%, мікротвердість склала Нm = 5,3-5,4ГПа. Фотографія отриманої заготівлі показана на Фіг.2. На Фіг.3 показана макроструктура поперечного перерізу консолідованої заготівки, (х500), цілком характерної для монолітного матеріалу. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of consolidation of amorphous tape on the basis of aluminium
Автори англійськоюBeihelzymer Yakiv Yukhymovych, Variukhin Viktor Mykolaiovych, Tkach Viktor Ivanovych, Maslov Valerii Viktorovych, Shpak Anatolii Petrovych, Synkov Oleksandr Serhiiovych, Nosenko Viktor Kostiantynovych, Rassolov Serhii Hennadiiovych
Назва патенту російськоюСпособ консолидации аморфной ленты на основе алюминия
Автори російськоюБейгельзимер Яков Ефимович, Варюхин Виктор Николаевич, Ткач Виктор Иванович, Маслов Валерий Викторович, Шпак Анатолий Петрович, Синков Александр Сергеевич, Носенко Виктор Константинович, Рассолов Сергей Геннадьевич
МПК / Мітки
МПК: B21C 25/00, B21C 23/02, B21C 29/00
Мітки: основі, спосіб, аморфної, стрічки, консолідації, алюмінію
Код посилання
<a href="https://ua.patents.su/3-80159-sposib-konsolidaci-amorfno-strichki-na-osnovi-alyuminiyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб консолідації аморфної стрічки на основі алюмінію</a>
Спосіб термомагнітної обробки аморфної стрічки
Номер патенту: 78903
Опубліковано: 25.04.2007
Автори: Смоляков Олександр Васильович, Гіржон Василь Васильович
МПК: H01F 1/12, C21D 1/04, C21D 9/52, C22C 45/00
Мітки: аморфної, обробки, спосіб, термомагнітної, стрічки
Формула / Реферат:
Спосіб термомагнітної обробки аморфної стрічки, який включає нагрів аморфної стрічки в магнітному полі в заданому інтервалі температур, який нижче температури кристалізації стрічки, який відрізняється тим, що нагрівають аморфну стрічку лазерним випромінюванням в інтервалі температур між точкою Кюрі та температурою кристалізації.
Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів
Номер патенту: 24894
Опубліковано: 25.07.2007
Автор: Луцків Ігор Петрович
МПК: B21B 1/00
Мітки: стрічки, алюмінію, виготовлення, спосіб, безперервної, сплавів, кліпсової, алюмінієвих
Формула / Реферат:
1. Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів, що включає прокатку круглого алюмінієвого дроту, одержання прямокутної стрічки, формування безперервної кліпсової стрічки, який відрізняється тим, що в установці прокатки здійснюють холодну прокатку без попереднього розтягування дроту алюмінієвого або з алюмінієвих сплавів, потім послідовно наносять іншою групою валів профільний малюнок, при цьому...
Спосіб одержання водних розчинів солей алюмінію на основі гідроксихлоридів алюмінію
Номер патенту: 73252
Опубліковано: 15.06.2005
Автори: Бабенко Володимир Пимонович, Лівшиць Леонід Мусійович, Константинов Олександр Петрович, Острейко Євген Олегович, Катиш Анатолій Миколаєвич, Щепачов Борис Михайлович, Торшин Олександр Євгенович
МПК: C01F 7/00, C01F 7/56, C01F 7/60
Мітки: водних, розчинів, одержання, гідроксихлоридів, спосіб, солей, алюмінію, основі
Формула / Реферат:
1. Спосіб одержання водних розчинів солей алюмінію на основі гідроксихлоридів алюмінію, що включає взаємодію гідроксиду алюмінію з соляною кислотою і з хлоридом алюмінію при температурі 130-200°С під власним тиском парів реакційної суміші в автоклаві, причому співвідношення в завантаженій в автоклав реакційній суміші кількості хлору, введеного з соляною кислотою, і кількості хлору, введеного з хлоридом алюмінію, складає (1-4):1.2....
Спосіб виготовлення холоднокатаної стрічки із сплавів на основі міді
Номер патенту: 8321
Опубліковано: 15.07.2005
Автори: Клюєв Сергій Петрович, Шпаковскій Вадім, Клюєв Андрій Петрович
МПК: B21B 3/00
Мітки: спосіб, сплавів, стрічки, виготовлення, основі, холоднокатаної, міді
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки із сплавів на основі міді, що включає плавку металу, відливання зливків, нагрівання зливків в печі, гарячу прокатку зливка в смугу, холодну прокатку в декілька проходів і циклів, проміжні відпали між циклами, остаточну холодну прокатку, поздовжнє різання, змотування стрічки в рулон, який відрізняється тим, що в процесі відливання зливків здійснюють модифікацію металевого розплаву титаном, який...
Керамічний електродний матеріал на основі нітриду алюмінію для електроіскрового легування алюмінію та його сплавів
Номер патенту: 79775
Опубліковано: 25.07.2007
Автори: Панасюк Алла Денисівна, Юречко Дмитро Віталійович, Подчерняєва Ірина Олександрівна, Варюхно Володимир Васильович, Григор'єв Олег Миколайович, Уманський Олександр Павлович
МПК: C04B 35/58, C04B 35/581, C22C 29/00
Мітки: сплавів, керамічний, основі, електродний, легування, алюмінію, матеріал, нітриду, електроіскрового
Формула / Реферат:
Керамічний електродний матеріал для електроіскрового легування алюмінію і його сплавів, який містить нітрид алюмінію, який відрізняється тим, що додатково містить диборид титану та/або цирконію, гексаборид лантану та карбід кремнію при такому співвідношенні компонентів, мас. %: диборид титану та/або цирконію 30-40 гексаборид лантану 10-16 карбід кремнію ...
Попередній патент: Спосіб тригонометричного нівелювання
Наступний патент: Похідні [6,7-дигідро-5н-імідазо[1,2-a]імідазол-3-сульфоніламіно]-пропіонаміду
Випадковий патент: Полімерна композиція