Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів
Формула / Реферат
1. Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів, що включає прокатку круглого алюмінієвого дроту, одержання прямокутної стрічки, формування безперервної кліпсової стрічки, який відрізняється тим, що в установці прокатки здійснюють холодну прокатку без попереднього розтягування дроту алюмінієвого або з алюмінієвих сплавів, потім послідовно наносять іншою групою валів профільний малюнок, при цьому нанесення здійснюють безперервно в одній установці прокату, після чого формують кліпсову стрічку за допомогою штампа, в якому використовують метод передачі зусилля від пуансона на заготівку алюмінієву або з алюмінієвих сплавів стрічки через вузол бойків.
2. Спосіб за п. 1, який відрізняється тим, що для формування профілю використовують один чистовий прокатний стан.
3. Спосіб за п. 1, який відрізняється тим, що для виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів беруть алюмінієвий дріт, що має діаметр в межах від 3,8 до 4,0 мм, ширину в межах від 4, 7 до 4,75 мм та товщину в межах від 1,60 до 2,16 мм.
Текст
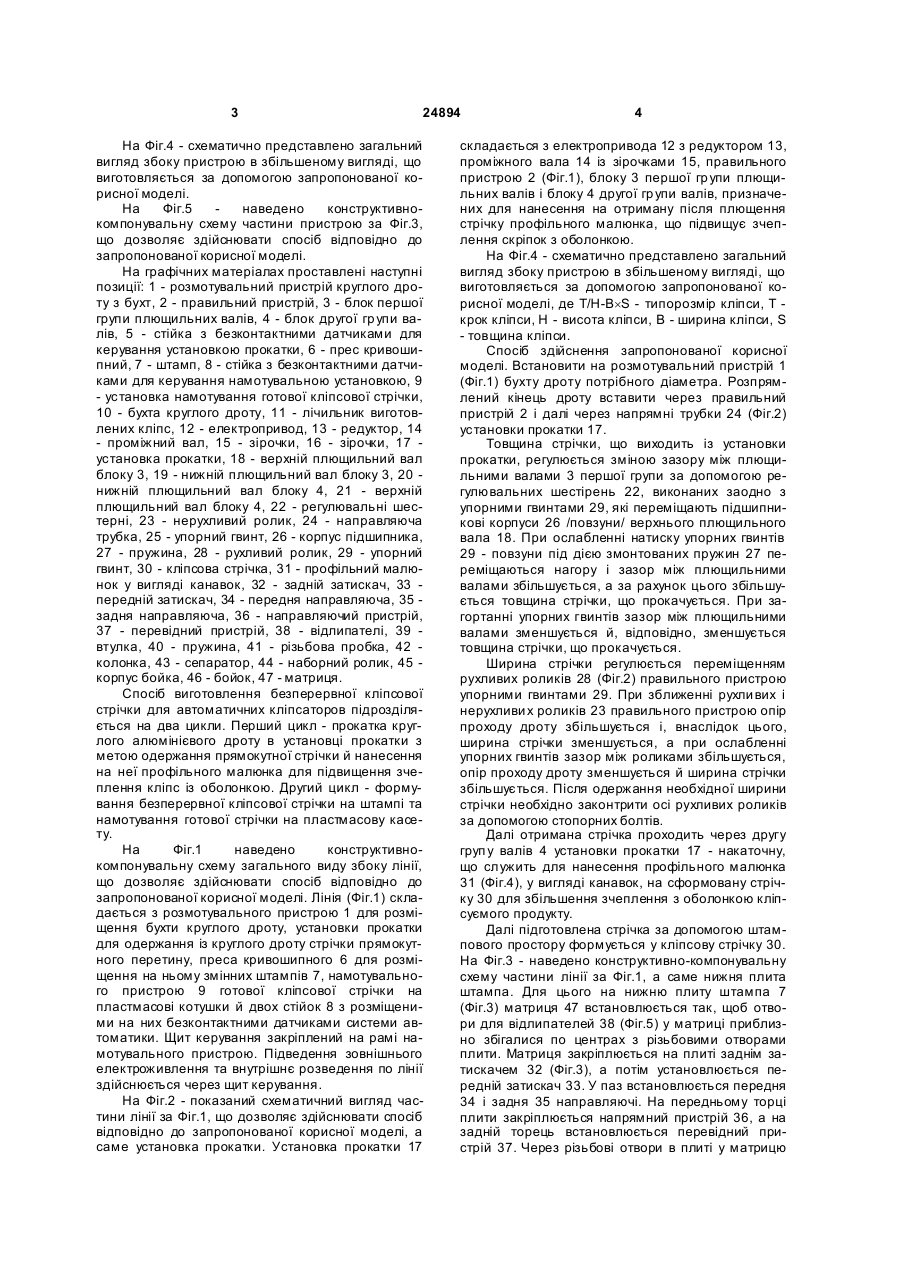
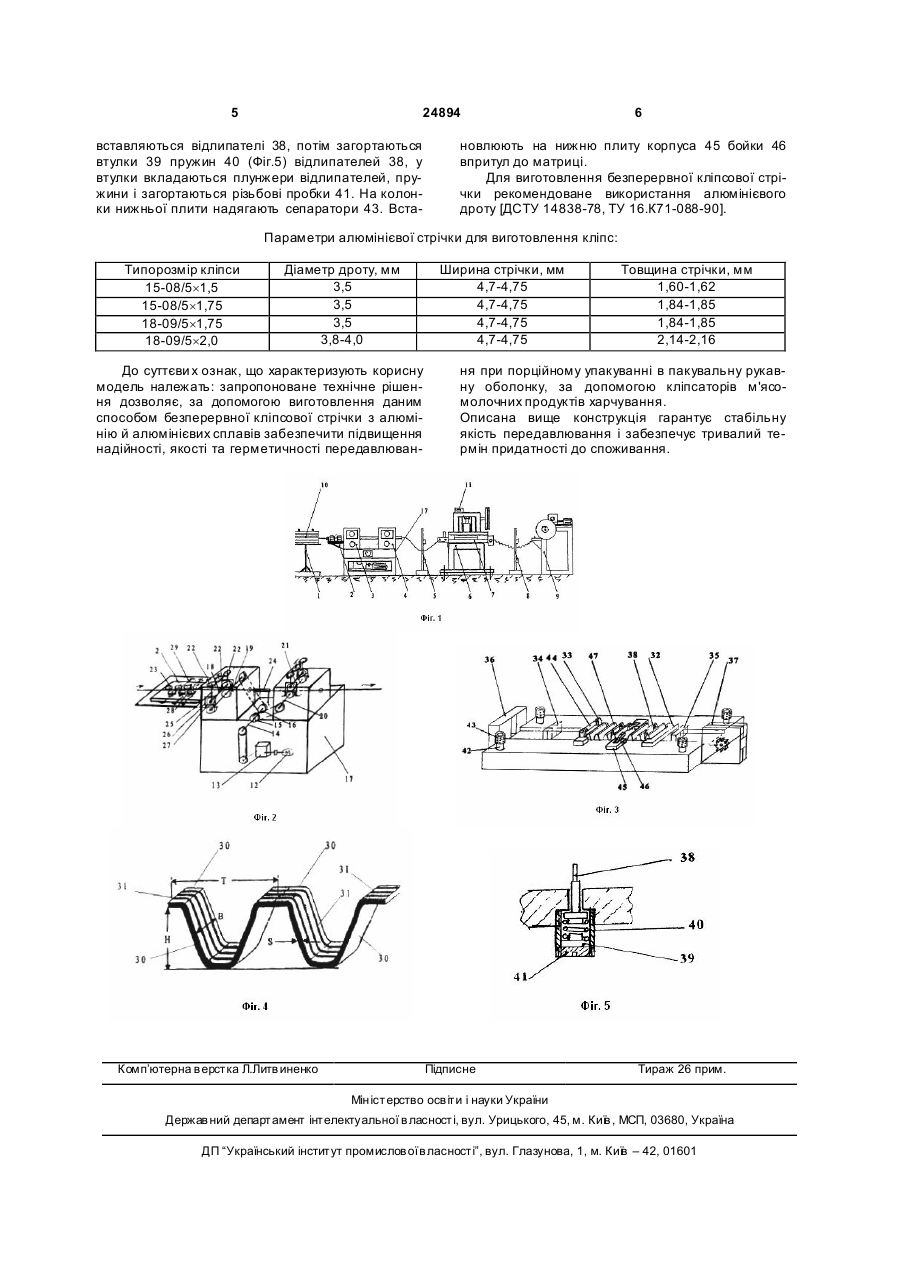
1. Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів, що включає прокатку круглого алюмінієвого дроту, одержання прямокутної стрічки, формування безперервної кліпсової стрічки, який відрізняється тим, що в установці прокатки здійснюють холодну прокатку без попереднього розтягування дроту алюмінієвого або з алюмінієвих сплавів, потім послідовно наносять іншою групою валів профільний 3 24894 На Фіг.4 - схематично представлено загальний вигляд збоку пристрою в збільшеному вигляді, що виготовляється за допомогою запропонованої корисної моделі. На Фіг.5 наведено конструктивнокомпонувальну схему частини пристрою за Фіг.3, що дозволяє здійснювати спосіб відповідно до запропонованої корисної моделі. На графічних матеріалах проставлені наступні позиції: 1 - розмотувальний пристрій круглого дроту з бухт, 2 - правильний пристрій, 3 - блок першої групи плющильних валів, 4 - блок другої гр упи валів, 5 - стійка з безконтактними датчиками для керування установкою прокатки, 6 - прес кривошипний, 7 - штамп, 8 - стійка з безконтактними датчиками для керування намотувальною установкою, 9 - установка намотування готової кліпсової стрічки, 10 - бухта круглого дроту, 11 - лічильник виготовлених кліпс, 12 - електропривод, 13 - редуктор, 14 - проміжний вал, 15 - зірочки, 16 - зірочки, 17 установка прокатки, 18 - верхній плющильний вал блоку 3, 19 - нижній плющильний вал блоку 3, 20 нижній плющильний вал блоку 4, 21 - верхній плющильний вал блоку 4, 22 - регулювальні шестерні, 23 - нерухливий ролик, 24 - направляюча трубка, 25 - упорний гвинт, 26 - корпус підшипника, 27 - пружина, 28 - рухливий ролик, 29 - упорний гвинт, 30 - кліпсова стрічка, 31 - профільний малюнок у вигляді канавок, 32 - задній затискач, 33 передній затискач, 34 - передня направляюча, 35 задня направляюча, 36 - направляючий пристрій, 37 - перевідний пристрій, 38 - відлипателі, 39 втулка, 40 - пружина, 41 - різьбова пробка, 42 колонка, 43 - сепаратор, 44 - наборний ролик, 45 корпус бойка, 46 - бойок, 47 - матриця. Спосіб виготовлення безперервної кліпсової стрічки для автоматичних кліпсаторов підрозділяється на два цикли. Перший цикл - прокатка круглого алюмінієвого дроту в установці прокатки з метою одержання прямокутної стрічки й нанесення на неї профільного малюнка для підвищення зчеплення кліпс із оболонкою. Другий цикл - формування безперервної кліпсової стрічки на штампі та намотування готової стрічки на пластмасову касету. На Фіг.1 наведено конструктивнокомпонувальну схему загального виду збоку лінії, що дозволяє здійснювати спосіб відповідно до запропонованої корисної моделі. Лінія (Фіг.1) складається з розмотувального пристрою 1 для розміщення бухти круглого дроту, установки прокатки для одержання із круглого дроту стрічки прямокутного перетину, преса кривошипного 6 для розміщення на ньому змінних штампів 7, намотувального пристрою 9 готової кліпсової стрічки на пластмасові котушки й двох стійок 8 з розміщеними на них безконтактними датчиками системи автоматики. Щит керування закріплений на рамі намотувального пристрою. Підведення зовнішнього електроживлення та внутрішнє розведення по лінії здійснюється через щит керування. На Фіг.2 - показаний схематичний вигляд частини лінії за Фіг.1, що дозволяє здійснювати спосіб відповідно до запропонованої корисної моделі, а саме установка прокатки. Установка прокатки 17 4 складається з електропривода 12 з редуктором 13, проміжного вала 14 із зірочками 15, правильного пристрою 2 (Фіг.1), блоку 3 першої гр упи плющильних валів і блоку 4 другої гр упи валів, призначених для нанесення на отриману після плющення стрічку профільного малюнка, що підвищує зчеплення скріпок з оболонкою. На Фіг.4 - схематично представлено загальний вигляд збоку пристрою в збільшеному вигляді, що виготовляється за допомогою запропонованої корисної моделі, де T/H-B´S - типорозмір кліпси, Т крок кліпси, Н - висота кліпси, В - ширина кліпси, S - товщина кліпси. Спосіб здійснення запропонованої корисної моделі. Встановити на розмотувальний пристрій 1 (Фіг.1) бухту дроту потрібного діаметра. Розпрямлений кінець дроту вставити через правильний пристрій 2 і далі через напрямні трубки 24 (Фіг.2) установки прокатки 17. Товщина стрічки, що виходить із установки прокатки, регулюється зміною зазору між плющильними валами 3 першої групи за допомогою регулювальних шестірень 22, виконаних заодно з упорними гвинтами 29, які переміщають підшипникові корпуси 26 /повзуни/ верхнього плющильного вала 18. При ослабленні натиску упорних гвинтів 29 - повзуни під дією змонтованих пружин 27 переміщаються нагору і зазор між плющильними валами збільшується, а за рахунок цього збільшується товщина стрічки, що прокачується. При загортанні упорних гвинтів зазор між плющильними валами зменшується й, відповідно, зменшується товщина стрічки, що прокачується. Ширина стрічки регулюється переміщенням рухливих роликів 28 (Фіг.2) правильного пристрою упорними гвинтами 29. При зближенні рухли вих і нерухливи х роликів 23 правильного пристрою опір проходу дроту збільшується і, внаслідок цього, ширина стрічки зменшується, а при ослабленні упорних гвинтів зазор між роликами збільшується, опір проходу дроту зменшується й ширина стрічки збільшується. Після одержання необхідної ширини стрічки необхідно законтрити осі рухливих роликів за допомогою стопорних болтів. Далі отримана стрічка проходить через другу груп у валів 4 установки прокатки 17 - накаточну, що служить для нанесення профільного малюнка 31 (Фіг.4), у вигляді канавок, на сформовану стрічку 30 для збільшення зчеплення з оболонкою кліпсуємого продукту. Далі підготовлена стрічка за допомогою штампового простору формується у кліпсову стрічку 30. На Фіг.3 - наведено конструктивно-компонувальну схему частини лінії за Фіг.1, а саме нижня плита штампа. Для цього на нижню плиту штампа 7 (Фіг.3) матриця 47 встановлюється так, щоб отвори для відлипателей 38 (Фіг.5) у матриці приблизно збігалися по центрах з різьбовими отворами плити. Матриця закріплюється на плиті заднім затискачем 32 (Фіг.3), а потім установлюється передній затискач 33. У паз встановлюється передня 34 і задня 35 направляючі. На передньому торці плити закріплюється напрямний пристрій 36, а на задній торець встановлюється перевідний пристрій 37. Через різьбові отвори в плиті у матрицю 5 24894 вставляються відлипателі 38, потім загортаються втулки 39 пружин 40 (Фіг.5) відлипателей 38, у втулки вкладаються плунжери відлипателей, пружини і загортаються різьбові пробки 41. На колонки нижньої плити надягають сепаратори 43. Вста 6 новлюють на нижню плиту корпуса 45 бойки 46 впритул до матриці. Для виготовлення безперервної кліпсової стрічки рекомендоване використання алюмінієвого дроту [ДСТУ 14838-78, ТУ 16.К71-088-90]. Параметри алюмінієвої стрічки для виготовлення кліпс: Типорозмір кліпси 15-08/5´1,5 15-08/5´1,75 18-09/5´1,75 18-09/5´2,0 Діаметр дроту, мм 3,5 3,5 3,5 3,8-4,0 До суттєви х ознак, що характеризують корисну модель належать: запропоноване технічне рішення дозволяє, за допомогою виготовлення даним способом безперервної кліпсової стрічки з алюмінію й алюмінієвих сплавів забезпечити підвищення надійності, якості та герметичності передавлюван Комп’ютерна в ерстка Л.Литв иненко Ширина стрічки, мм 4,7-4,75 4,7-4,75 4,7-4,75 4,7-4,75 Товщина стрічки, мм 1,60-1,62 1,84-1,85 1,84-1,85 2,14-2,16 ня при порційному упакуванні в пакувальну рукавну оболонку, за допомогою кліпсаторів м'ясомолочних продуктів харчування. Описана вище конструкція гарантує стабільну якість передавлювання і забезпечує тривалий термін придатності до споживання. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of continuous clip strip from aluminum and aluminum alloys
Назва патенту російськоюСпособ изготовления непрерывной клипсовой ленты из алюминия и алюминиевых сплавов
МПК / Мітки
МПК: B21B 1/00
Мітки: виготовлення, кліпсової, алюмінієвих, стрічки, сплавів, спосіб, безперервної, алюмінію
Код посилання
<a href="https://ua.patents.su/3-24894-sposib-vigotovlennya-bezperervno-klipsovo-strichki-z-alyuminiyu-ta-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення безперервної кліпсової стрічки з алюмінію та алюмінієвих сплавів</a>
Виливниця для виливання чушок з алюмінію або алюмінієвих сплавів
Номер патенту: 46671
Опубліковано: 15.08.2005
Автори: Якушев Сергій Олександрович, Сізоненко Михайло Вікторович, Коломеєць Юрій Семенович
МПК: B22D 7/06, B22D 15/00, B22D 21/00
Мітки: виливання, алюмінію, сплавів, виливниця, чушок, алюмінієвих
Формула / Реферат:
1. Спосіб лікування внутрішньочерепних крововиливів , що включає базову медикаментозну терапію і фізіотерапевтичний вплив, який відрізняється тим, що на хворого неінвазивно, дистанційно, тотально на весь організм впливають потоками електромагнітного випромінювання нетеплової інтенсивності в діапазоні 0,01-18 гГц, з потоком потужності в місці перебування пацієнта менш 2,5 мкВт/см22. Спосіб за п. 1, який відрізняється тим, що...
Спосіб виготовлення холоднокатаної стрічки із сплавів на основі міді
Номер патенту: 8321
Опубліковано: 15.07.2005
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович
МПК: B21B 3/00
Мітки: основі, виготовлення, холоднокатаної, стрічки, спосіб, сплавів, міді
Формула / Реферат:
Спосіб виготовлення холоднокатаної стрічки із сплавів на основі міді, що включає плавку металу, відливання зливків, нагрівання зливків в печі, гарячу прокатку зливка в смугу, холодну прокатку в декілька проходів і циклів, проміжні відпали між циклами, остаточну холодну прокатку, поздовжнє різання, змотування стрічки в рулон, який відрізняється тим, що в процесі відливання зливків здійснюють модифікацію металевого розплаву титаном, який...
Спосіб виготовлення модифікатора для алюмінієвих сплавів
Номер патенту: 61013
Опубліковано: 15.10.2003
Автори: Чернега Дмитро Федорович, Кудь Петро Денисович, Сороченко Віталій Федорович
Мітки: виготовлення, алюмінієвих, спосіб, модифікатора, сплавів
Формула / Реферат:
Спосіб виготовлення модифікатора для алюмінієвих сплавів, що включає отримання флюсової суміші зміцнюючих тугоплавких ультрадисперсних частинок оксиду скандію, гексафторцирконату калію, як каталізатора, та криоліту у співвідношенні 1:2:0,33, який відрізняється тим, що модифікатор виготовляють у вигляді металевих стержнів з круглим або трапецієподібним поперечним перерізом шляхом механічного замішування флюсової суміші у розплав алюмінію в...
Спосіб виготовлення напівфабрикатів із алюмінієвих сплавів
Номер патенту: 66588
Опубліковано: 15.09.2005
Автори: Крайніков Олександр Васильович, Нейков Олег Доміанович, Мільман Юлій Вікторович, Васильєва Галина Іллівна, Тохтуєв Валерій Глібович, Сірко Олександр Іванович
МПК: B22F 3/115, B22F 9/06
Мітки: алюмінієвих, спосіб, виготовлення, напівфабрикатів, сплавів
Формула / Реферат:
1. Спосіб виготовлення напівфабрикатів з алюмінієвих сплавів, що включає приготування алюмінієвого розплаву, його перегрів на 150-200°С, диспергування розплаву, дегазацію отриманого диспергованого закристалізованого сплаву з наступною його гарячою деформацією, який відрізняється тим, що розплав диспергують струменями водного розчину інгібіторів із групи слабких електролітів з отриманням диспергованого закристалізованого сплаву у вигляді...
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості
Номер патенту: 47144
Опубліковано: 17.06.2002
Автори: Кудь Петро Денисович, Сороченко Віталій Федорович, Чернега Дмитро Федорович
МПК: C22C 21/06
Мітки: алюмінієвих, ливарних, корозійної, модифікування, підвищеної, спосіб, стійкості, сплавів
Формула / Реферат:
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості, що включає введення у ливарні сплави цирконію, який відрізняється тим, що в сплав вводять цирконій у вигляді безлігатурного модифікатора гексафторцирконату калію у кількості 0,1-0,9 % мас.
Попередній патент: Полімерний тампонажний склад
Наступний патент: Пристрій для одночасного підгортання окрайків двох ден
Випадковий патент: Спосіб ректифікаційного очищення водно-спиртових розчинів