Спосіб виготовлення електровводу для апаратів високого тиску
Номер патенту: 81991
Опубліковано: 25.02.2008
Автори: Марков Ігор Володимирович, Кузовков Юрій Гнатович, Адаменко Ірина Іванівна, Грігор'єв Андрій Миколайович, Булавін Леонід Анатолійович

Формула / Реферат
1. Спосіб виготовлення електровводу для апаратів високого тиску, що включає нанесення на електрод ізолятора, формування його під поперечний розмір каналу електровводу, розміщення електрода зі сформованим ізолятором в каналі, який відрізняється тим, що формування ізолятора здійснюють зі зменшенням його перерізу порівняно з перерізом каналу, який після розміщення в ньому електрода заповнюють ізолятором в текучому стані, створюють в каналі тиск та підтримують його до затвердіння ізолятора.
2. Спосіб за п. 1, який відрізняється тим, що ізолятор на електрод наносять дискретно.
Текст
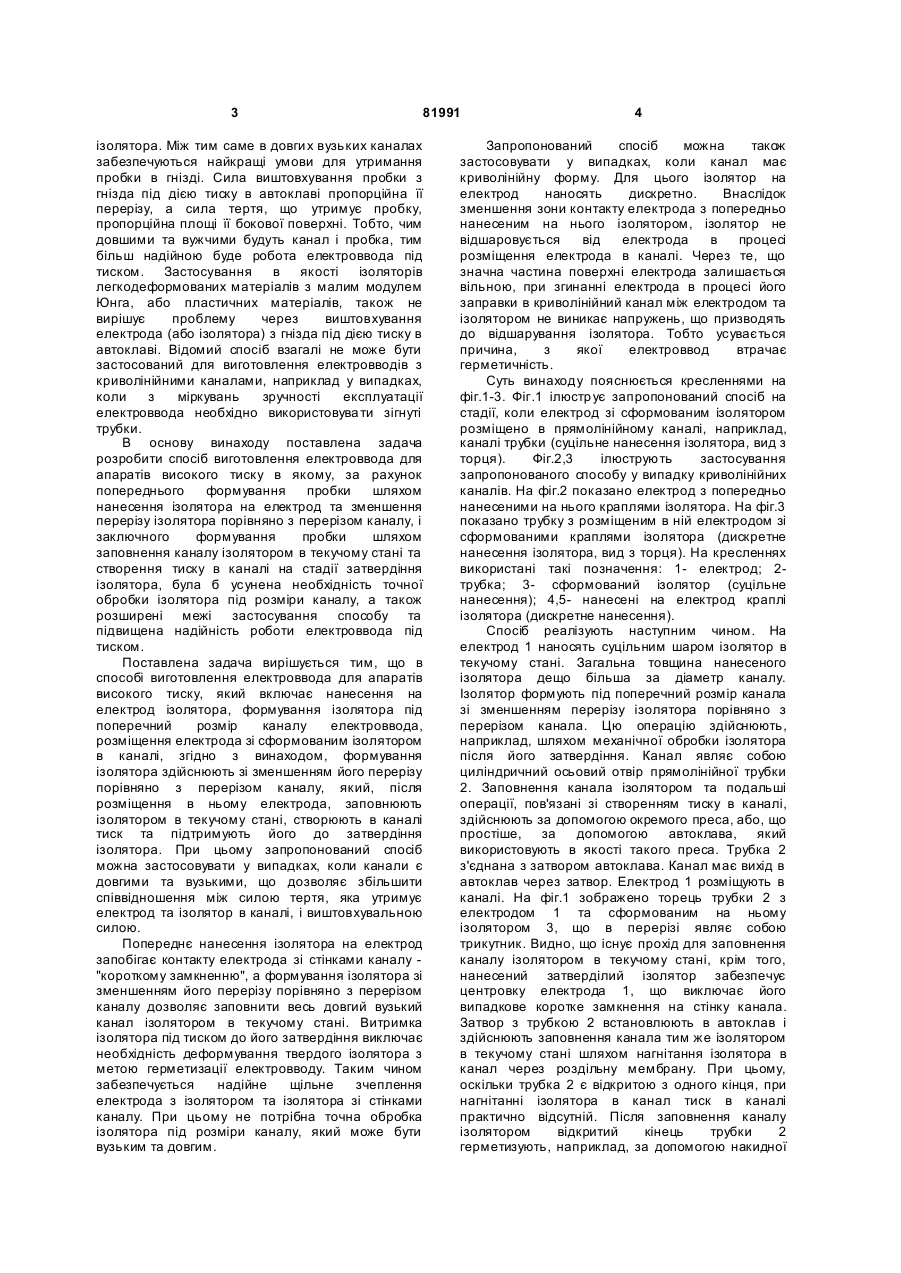
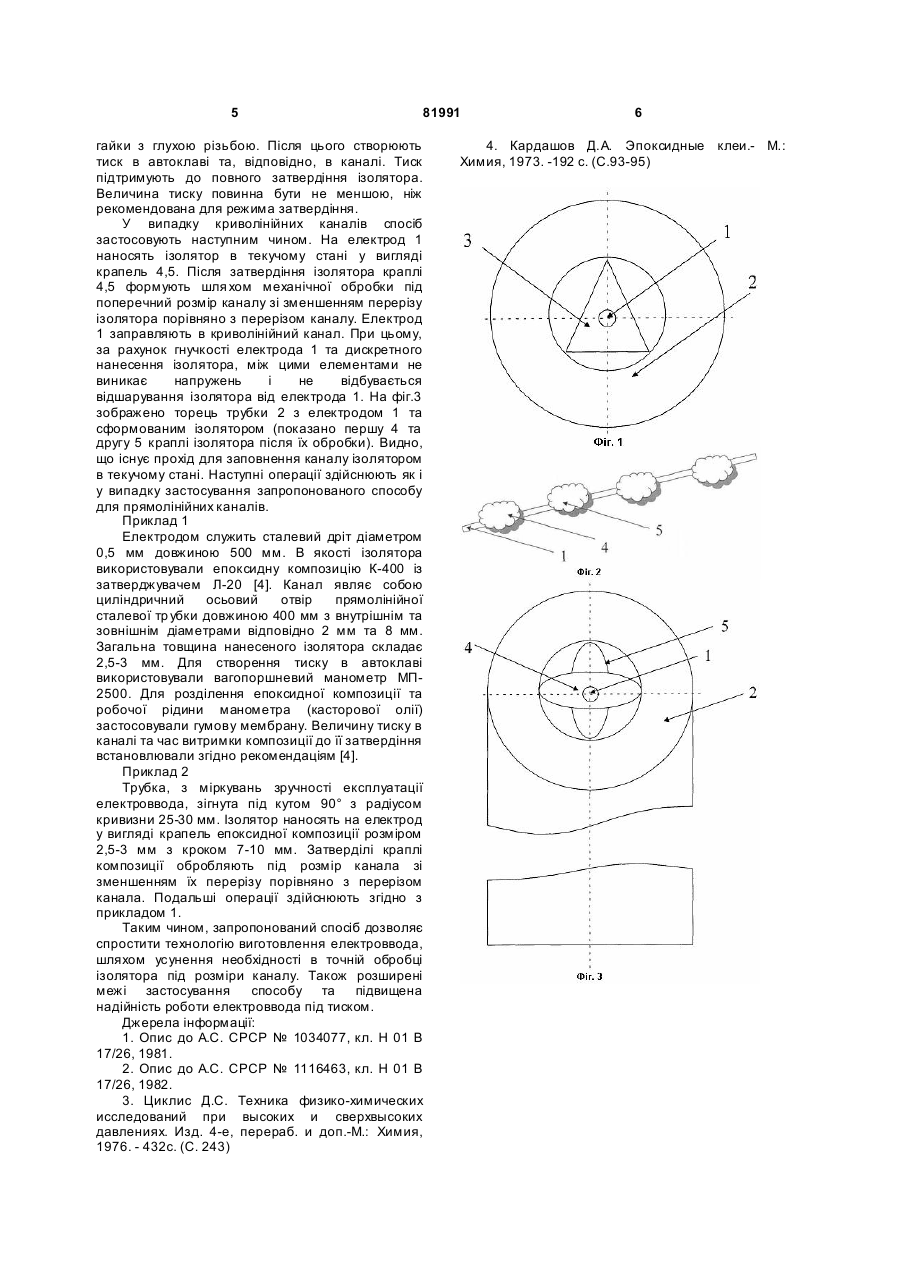
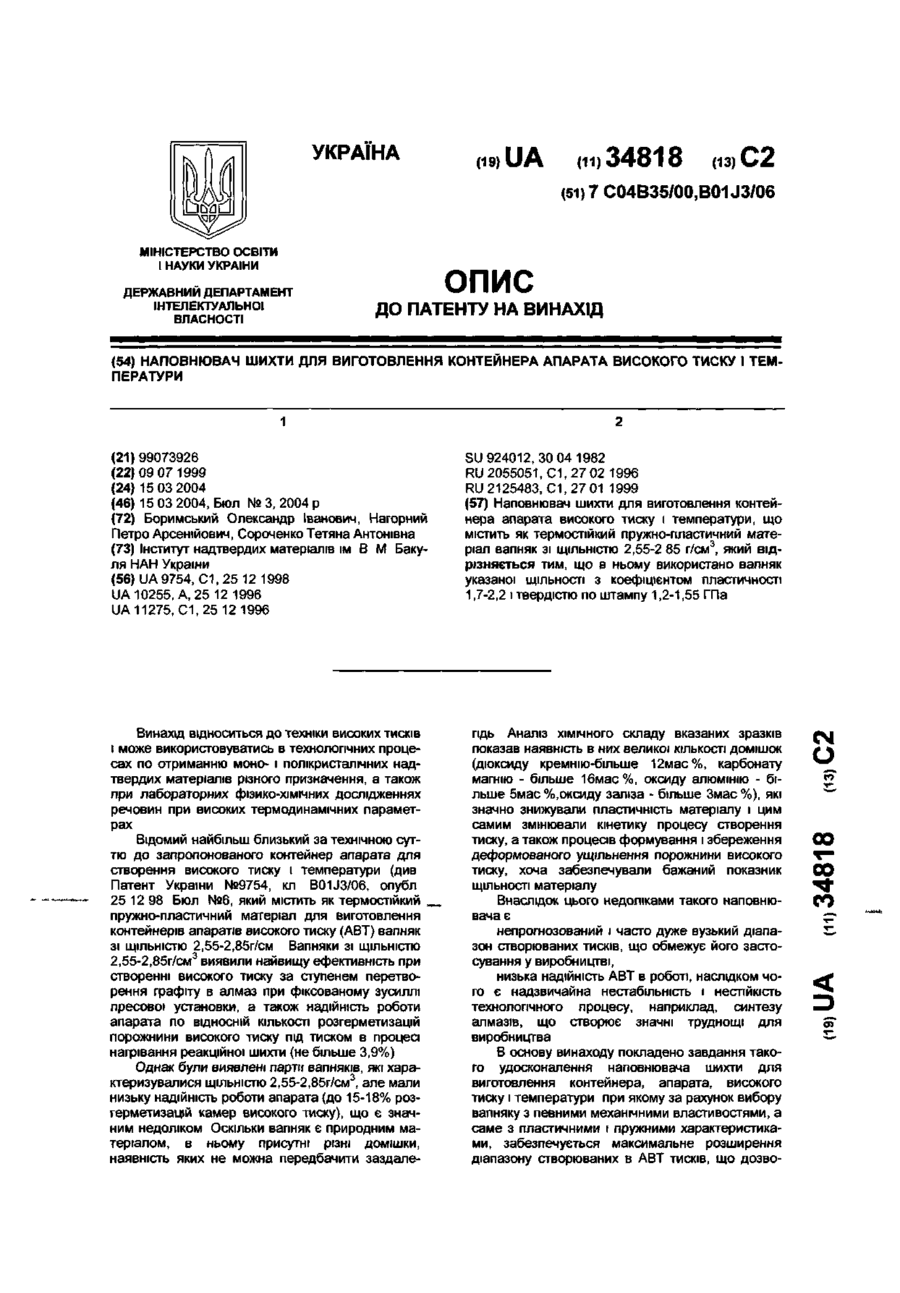
1. Спосіб виготовлення електровводу для апаратів високого тиску, що включає нанесення на електрод ізолятора, формування його під поперечний розмір каналу електровводу, розміщення електрода зі сформованим ізолятором в каналі, який відрізняється тим, що формування ізолятора здійснюють зі зменшенням його перерізу порівняно з перерізом каналу, який після розміщення в ньому електрода заповнюють ізолятором в текучому стані, створюють в каналі тиск та підтримують його до затвердіння ізолятора. 2. Спосіб за п. 1, який відрізняється тим, що ізолятор на електрод наносять дискретно. (19) (21) a200605579 (22) 22.05.2006 (24) 25.02.2008 (72) АДАМЕНКО ІРИН А ІВАНІВН А, UA, БУЛАВІН ЛЕОНІД АН АТОЛІЙОВИЧ, U A, ГРІГОР'ЄВ АНДРІЙ МИКОЛАЙОВИЧ, UA, КУЗОВКОВ ЮРІЙ ГНАТОВИЧ, UA, МАРКОВ ІГОР ВОЛОДИМИРОВИЧ, UA (73) КИЇВСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ТАРАС А ШЕВЧЕНКА, U A (56) SU 1116463, 01.11.1982 SU 1034077, 07.08.1983 US 3660539, 02.05.1972 3 81991 ізолятора. Між тим саме в довги х вузьких каналах забезпечуються найкращі умови для утримання пробки в гнізді. Сила виштовхування пробки з гнізда під дією тиску в автоклаві пропорційна її перерізу, а сила тертя, що утримує пробку, пропорційна площі її бокової поверхні. Тобто, чим довшими та вужчими будуть канал і пробка, тим більш надійною буде робота електроввода під тиском. Застосування в якості ізоляторів легкодеформованих матеріалів з малим модулем Юнга, або пластичних матеріалів, також не вирішує проблему через виштовхування електрода (або ізолятора) з гнізда під дією тиску в автоклаві. Відомий спосіб взагалі не може бути застосований для виготовлення електровводів з криволінійними каналами, наприклад у випадках, коли з міркувань зручності експлуатації електроввода необхідно використовува ти зігнуті трубки. В основу винаходу поставлена задача розробити спосіб виготовлення електроввода для апаратів високого тиску в якому, за рахунок попереднього формування пробки шляхом нанесення ізолятора на електрод та зменшення перерізу ізолятора порівняно з перерізом каналу, і заключного формування пробки шляхом заповнення каналу ізолятором в текучому стані та створення тиску в каналі на стадії затвердіння ізолятора, була б усунена необхідність точної обробки ізолятора під розміри каналу, а також розширені межі застосування способу та підвищена надійність роботи електроввода під тиском. Поставлена задача вирішується тим, що в способі виготовлення електроввода для апаратів високого тиску, який включає нанесення на електрод ізолятора, формування ізолятора під поперечний розмір каналу електроввода, розміщення електрода зі сформованим ізолятором в каналі, згідно з винаходом, формування ізолятора здійснюють зі зменшенням його перерізу порівняно з перерізом каналу, який, після розміщення в ньому електрода, заповнюють ізолятором в текучому стані, створюють в каналі тиск та підтримують його до затвердіння ізолятора. При цьому запропонований спосіб можна застосовувати у випадках, коли канали є довгими та вузькими, що дозволяє збільшити співвідношення між силою тертя, яка утримує електрод та ізолятор в каналі, і виштовхувальною силою. Попереднє нанесення ізолятора на електрод запобігає контакту електрода зі стінками каналу "короткому замкненню", а формування ізолятора зі зменшенням його перерізу порівняно з перерізом каналу дозволяє заповнити весь довгий вузький канал ізолятором в текучому стані. Витримка ізолятора під тиском до його затвердіння виключає необхідність деформування твердого ізолятора з метою герметизації електровводу. Таким чином забезпечується надійне щільне зчеплення електрода з ізолятором та ізолятора зі стінками каналу. При цьому не потрібна точна обробка ізолятора під розміри каналу, який може бути вузьким та довгим. 4 Запропонований спосіб можна також застосовувати у випадках, коли канал має криволінійну форму. Для цього ізолятор на електрод наносять дискретно. Внаслідок зменшення зони контакту електрода з попередньо нанесеним на нього ізолятором, ізолятор не відшаровується від електрода в процесі розміщення електрода в каналі. Через те, що значна частина поверхні електрода залишається вільною, при згинанні електрода в процесі його заправки в криволінійний канал між електродом та ізолятором не виникає напружень, що призводять до відшарування ізолятора. Тобто усувається причина, з якої електроввод втрачає герметичність. Суть винаходу пояснюється кресленнями на фіг.1-3. Фіг.1 ілюстр ує запропонований спосіб на стадії, коли електрод зі сформованим ізолятором розміщено в прямолінійному каналі, наприклад, каналі трубки (суцільне нанесення ізолятора, вид з торця). Фіг.2,3 ілюструють застосування запропонованого способу у випадку криволінійних каналів. На фіг.2 показано електрод з попередньо нанесеними на нього краплями ізолятора. На фіг.3 показано трубку з розміщеним в ній електродом зі сформованими краплями ізолятора (дискретне нанесення ізолятора, вид з торця). На кресленнях використані такі позначення: 1- електрод; 2трубка; 3- сформований ізолятор (суцільне нанесення); 4,5- нанесені на електрод краплі ізолятора (дискретне нанесення). Спосіб реалізують наступним чином. На електрод 1 наносять суцільним шаром ізолятор в текучому стані. Загальна товщина нанесеного ізолятора дещо більша за діаметр каналу. Ізолятор формують під поперечний розмір канала зі зменшенням перерізу ізолятора порівняно з перерізом канала. Цю операцію здійснюють, наприклад, шляхом механічної обробки ізолятора після його затвердіння. Канал являє собою циліндричний осьовий отвір прямолінійної трубки 2. Заповнення канала ізолятором та подальші операції, пов'язані зі створенням тиску в каналі, здійснюють за допомогою окремого преса, або, що простіше, за допомогою автоклава, який використовують в якості такого преса. Трубка 2 з'єднана з затвором автоклава. Канал має вихід в автоклав через затвор. Електрод 1 розміщують в каналі. На фіг.1 зображено торець трубки 2 з електродом 1 та сформованим на ньому ізолятором 3, що в перерізі являє собою трикутник. Видно, що існує прохід для заповнення каналу ізолятором в текучому стані, крім того, нанесений затверділий ізолятор забезпечує центровку електрода 1, що виключає його випадкове коротке замкнення на стінку канала. Затвор з трубкою 2 встановлюють в автоклав і здійснюють заповнення канала тим же ізолятором в текучому стані шляхом нагнітання ізолятора в канал через роздільну мембрану. При цьому, оскільки трубка 2 є відкритою з одного кінця, при нагнітанні ізолятора в канал тиск в каналі практично відсутній. Після заповнення каналу ізолятором відкритий кінець трубки 2 герметизують, наприклад, за допомогою накидної 5 81991 гайки з глухою різьбою. Після цього створюють тиск в автоклаві та, відповідно, в каналі. Тиск підтримують до повного затвердіння ізолятора. Величина тиску повинна бути не меншою, ніж рекомендована для режима затвердіння. У випадку криволінійних каналів спосіб застосовують наступним чином. На електрод 1 наносять ізолятор в текучому стані у вигляді крапель 4,5. Після затвердіння ізолятора краплі 4,5 формують шля хом механічної обробки під поперечний розмір каналу зі зменшенням перерізу ізолятора порівняно з перерізом каналу. Електрод 1 заправляють в криволінійний канал. При цьому, за рахунок гнучкості електрода 1 та дискретного нанесення ізолятора, між цими елементами не виникає напружень і не відбувається відшарування ізолятора від електрода 1. На фіг.3 зображено торець трубки 2 з електродом 1 та сформованим ізолятором (показано першу 4 та другу 5 краплі ізолятора після їх обробки). Видно, що існує прохід для заповнення каналу ізолятором в текучому стані. Наступні операції здійснюють як і у випадку застосування запропонованого способу для прямолінійних каналів. Приклад 1 Електродом служить сталевий дріт діаметром 0,5 мм довжиною 500 мм. В якості ізолятора використовували епоксидну композицію К-400 із затверджувачем Л-20 [4]. Канал являє собою циліндричний осьовий отвір прямолінійної сталевої тр убки довжиною 400 мм з внутрішнім та зовнішнім діаметрами відповідно 2 мм та 8 мм. Загальна товщина нанесеного ізолятора складає 2,5-3 мм. Для створення тиску в автоклаві використовували вагопоршневий манометр МП2500. Для розділення епоксидної композиції та робочої рідини манометра (касторової олії) застосовували гумову мембрану. Величину тиску в каналі та час витримки композиції до її затвердіння встановлювали згідно рекомендаціям [4]. Приклад 2 Трубка, з міркувань зручності експлуатації електроввода, зігнута під кутом 90° з радіусом кривизни 25-30 мм. Ізолятор наносять на електрод у вигляді крапель епоксидної композиції розміром 2,5-3 мм з кроком 7-10 мм. Затверділі краплі композиції обробляють під розмір канала зі зменшенням їх перерізу порівняно з перерізом канала. Подальші операції здійснюють згідно з прикладом 1. Таким чином, запропонований спосіб дозволяє спростити технологію виготовлення електроввода, шляхом усунення необхідності в точній обробці ізолятора під розміри каналу. Також розширені межі застосування способу та підвищена надійність роботи електроввода під тиском. Джерела інформації: 1. Опис до А.С. СРСР № 1034077, кл. Н 01 В 17/26, 1981. 2. Опис до А.С. СРСР № 1116463, кл. Н 01 В 17/26, 1982. 3. Циклис Д.С. Техника физико-химических исследований при высоких и сверхвысоких давлениях. Изд. 4-е, перераб. и доп.-М.: Химия, 1976. - 432с. (С. 243) 6 4. Кардашов Д.А. Эпоксидные клеи.- М.: Химия, 1973. -192 с. (С.93-95)
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of electrical terminals for high-pressure apparatus
Автори англійськоюAdamenko Iryna Ivanivna, Bulavin Leonid Anatoliiovych, Hryhoriev Andrii Mykolaiovych, Kuzovkin Yurii Hnatovych, Markov Ihor Volodymyrovych
Назва патенту російськоюСпособ изготовления электроввода для аппаратов высокого давления
Автори російськоюАдаменко Ирина Ивановна, Булавин Леонид Анатольевич, Григорьев Андрей Николаевич, Кузовков Юрий Игнатьевич, Марков Игорь Владимирович
МПК / Мітки
МПК: H01B 17/26
Мітки: апаратів, електровводу, виготовлення, високого, спосіб, тиску
Код посилання
<a href="https://ua.patents.su/3-81991-sposib-vigotovlennya-elektrovvodu-dlya-aparativ-visokogo-tisku.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення електровводу для апаратів високого тиску</a>
Наповнювач шихти для виготовлення контейнерів апаратів високого тиску і температури
Номер патенту: 34818
Опубліковано: 15.03.2001
Автори: Боримський Олександр Іванович, Нагорний Петро Арсенійович, Сороченко Тетяна Антонівна
МПК: B01J 3/04, C04B 35/00, C04B 35/22
Мітки: шихти, контейнерів, наповнювач, високого, апаратів, температури, тиску, виготовлення
Формула / Реферат:
Спосіб виготовлення ротора газового лічильника, що включає розрізання заготівки з лемніскатоподібним профілем на фрагменти потрібного розміру, обробку центрального отвору заготівки тіла ротора для розміщення і запресовування осі ротора, запресовування осі ротора, виконання на торцях осі ротора центрувальних отворів, обробку торців тіла ротора, посадкових місць на осі ротора під підшипники, а також обробку зовнішнього діаметра ротора, який...
Шихта для виготовлення контейнерів апаратів високого тиску
Номер патенту: 11275
Опубліковано: 25.12.1996
Автори: Виноградов Сергій Олександрович, Доценко Василь Михайлович, Давидов Микола Олексійович, Івахненко Сергій Олексійович, Ляшенко Олександр Федорович, Кацай Маргарита Яківна
МПК: C04B 35/22
Мітки: шихта, тиску, високого, апаратів, виготовлення, контейнерів
Формула / Реферат:
Шихта для изготовления контейнеров аппаратов высокого давления, содержащая наполнитель на основе известняка и связующее, отличающаяся тем, что в качестве наполнителя она содержит известняк, величина условной твердости которого составляет 100-300 МПа, при следующем соотношении компонентов, мас.%:наполнитель 80-95связующее 5-20.
Наповнювач шихти для виготовлення контейнерів апаратів високого тиску і температури
Номер патенту: 10255
Опубліковано: 29.12.1999
Автори: Боримський Олександр Іванович, Сороченко Тетяна Антонівна, Нагорний Петро Арсенійович
МПК: C04B 35/00
Мітки: наповнювач, температури, тиску, шихти, апаратів, високого, контейнерів, виготовлення
Формула / Реферат:
Наполнитель шихты для изготовления контейнеров аппаратов высокого давления и температуры, содержащий карбонат кальция и диоксид кремния, отличающийся тем, что он дополнительно содержит карбонат магния при следующем соотношении компонентов, мас.:карбонат кальция 36,0-90,0диоксид кремния 4,0-27,0карбонат магния 5,0-40,0.
Газорозрядна лампа високого тиску і спосіб її виготовлення (варіанти)
Номер патенту: 53797
Опубліковано: 17.02.2003
Автори: Осауленко Микола Федорович, Шутовський Владіслав Володимирович
МПК: H01J 61/06, H01J 61/00, H01J 1/13, H01J 17/00, H05B 33/00
Мітки: лампа, спосіб, газорозрядна, тиску, виготовлення, високого, варіанти
Формула / Реферат:
1. Газорозрядна лампа високого тиску, що містить герметичну колбу, заповнену інертним газом і парами металів, два вварених в її протилежні торці дугові електроди, кожний з яких виконано у вигляді вольфрамового стрижня, на герметичній частині якого розміщений активатор дугового розряду у вигляді спіралі, просоченої емісійноактивним оксидом, яка відрізняється тим, що між герметичною частиною вольфрамового стрижня і активатором дугового розряду...
Матеріал контейнера апарата високого тиску і температури та наповнювач шихти для виготовлення контейнера апарата високого тиску
Номер патенту: 55213
Опубліковано: 17.03.2003
Автори: Нагорний Петро Арсенійович, Боримський Олександр Іванович, Сороченко Тетяна Антонівна
МПК: C04B 35/03, B01J 3/06, C04B 35/00
Мітки: матеріал, виготовлення, температури, наповнювач, шихти, тиску, апарата, контейнера, високого
Формула / Реферат:
Запобіжний затвор для пляшок та подібних ємностей, які мають на горлі елементи поздовжньої і кутової фіксації затвора, відноситься до засобів з полімерного матеріалу для герметичного закривання рідких середовищ в пляшках і подібній тарі. Затвор містить розливальну частину і ковпачок, забезпечений відривною ділянкою і елементами зчеплення з розливальною частиною.
Попередній патент: Спосіб кріплення прихоплювальним швом деталей із гартівних сталей
Наступний патент: Пристрій для фіксації колодок упорного підшипника ковзання
Випадковий патент: Спосіб запобігання виносу піску в горизонтальну свердловину