Спосіб кріплення прихоплювальним швом деталей із гартівних сталей
Номер патенту: 81990
Опубліковано: 25.02.2008
Автори: Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович, Черторильський Леонід Олексійович, Кулик Віктор Михайлович
Формула / Реферат
1. Спосіб кріплення прихоплювальним швом деталей із гартівних сталей, який полягає у переривчастому дуговому зварюванні коротких тимчасових швів довжиною, у багато разів меншою за проміжки між ними, який відрізняється тим, що під час та/або після охолодження зварюваних коротких тимчасових швів виконують дугові нагрівання їх, переважно поза ними.
2. Спосіб за п. 1, який відрізняється тим, що додатково заварюють короткі шви на ділянках, прилеглих до раніше виконаних коротких швів, переважно без розплавлення останніх.
Текст
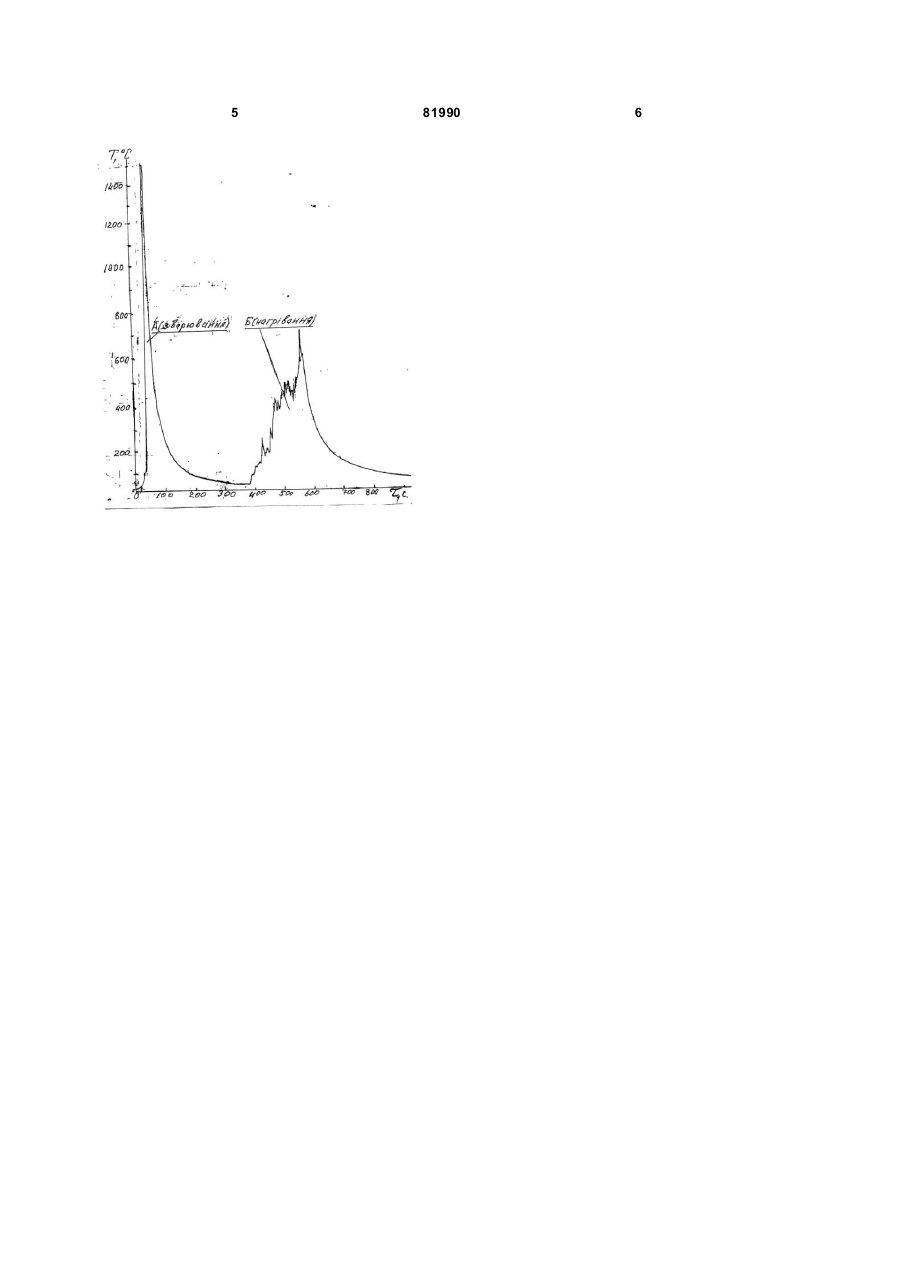
1. Спосіб кріплення прихоплювальним швом деталей із гартівних сталей, який полягає у переривчастому дуговому зварюванні коротких тимчасових швів довжиною, у багато разів меншою за проміжки між ними, який відрізняє ться тим, що під час та/або після охолодження зварюваних коротких тимчасових швів виконують дугові нагрівання їх, переважно поза ними. 2. Спосіб за п. 1, який відрізняється тим, що додатково заварюють короткі шви на ділянках, прилеглих до раніше виконаних коротких швів, переважно без розплавлення останніх. (19) (21) a200605547 (22) 22.05.2006 (24) 25.02.2008 (72) КУЛИК ВІКТОР МИХАЙЛОВИЧ, U A, САВИЦЬКИЙ МИХАЙЛО МИ ХАЙЛОВИЧ, UA, ЛУПАН АРКАДІЙ ПИЛИПОВИЧ, UA, ЧЕРТОРИЛЬСЬКИЙ ЛЕОНІД ОЛЕКСІЙОВИЧ, UA (73) ІНСТИТУТ ЕЛЕКТРОЗВАРЮВАННЯ ІМ. Є.О. ПАТОН А Н АН УКРАЇНИ, U A (56) SU 1549695 A1, 15.03.1990 RU 2185267 C1, 20.07.2002 Технология электрической сварки металлов и сплавов плавлением. - М.: Машиностроение, 1974. - С. 180-183. 3 81990 зварюваних коротких тимчасових швів виконують дугові нагрівання їх, переважно поза ними. Такі нагрівання здійснюють, додатково зварюючи короткі шви на ділянках, прилеглих до раніше виконаних коротких швів, переважно без розплавлення останніх. Відмінність винаходу від відомого способу за прототипом полягає у принципі, прийомах, умовах дії дуги на зварювані короткі тимчасові шви прихоплювального шва гартівної сталі. Дугові нагрівання під час та/або після охолодження зварюваних швів уповільнюють охолодження, збільшують час перебування металу в нагрітому стані, подрібнюють структур у, призводять до відпуску (в залежності від температури охолодження після заварювання і наступного нагрівання). Це зменшує загартованість і твердість, збільшує пластичність та тріщиностійкість металу коротких тимчасових швів. Дугові дії поза зварюваних коротких швів полегшують регулювання температури і тривалості нагрівання та уповільнюють їх охолодження. Дугове зварювання додаткових коротких швів, прилеглих до раніше виконаних швів, істотно підвищує надійність кріплення гартівних сталей завдяки поліпшенню властивостей металу коротких швів, зварених в першу чергу, і збільшенню сумарної довжини всіх коротких тимчасових швів. Уникнення розплавлення коротких швів, зварених в першу чергу, тобто забезпечення проміжку між сусідніми швами гартівних сталей, унеможливлює розповсюдження холодних тріщин в раніше зварених шва х при утворенні та розвитку їх у додатково зварених коротких шва х. Запропонований спосіб кріплення перевірено при ручному аргонодуговому зварюванні вольфрамовим електродом прихоплювальних поздовжніх швів звальцьованих заготовок обичайок із гартівної сталі 30ХГСА товщиною 3 мм, зварні з'єднання якої схильні до утворення холодних тріщин. Обичайки збирали встик у складально-стискувальному пристрої, кріплення стиків виконували прихоплювальними швами, довжина коротких швів в яких становила 10-15 мм при проміжках між ними 200-250 мм. Ручне аргонодугове нагрівання вольфрамовим електродом виконували під час та/або після охолодження коротких швів, діючи дугою переважно поза межами зварених ділянок без розплавлення або з розплавленням зварюваної сталі. Останнє здійснювали в більшості під час заварювання додаткових коротких швів, прилеглих до раніше виконаних, з утворенням та/або без утворення переривчастості між сусідніми швами. Температуру коротких тимчасових швів, зварюваних в першу чергу, контролювали вольфрамреній-вольфрамренієвою термопарою ВР 20/5 з потенціометром КСП-4, що видно на графіку. Після зварювання прихоплювальних швів примусове стискання кромок припиняли; обичайки з прихоплювальними швами виймали зі складально-стискувального пристрою і піддавали автоматичному аргонодуговому зварюванню 4 основними безперервними швами на спеціальній установці. Встановлено, що в період зварювання А на графіку має місце охолодження від рідкого стану зі швидкістю 10-20 °С/с в інтервалі температур мінімальної сталості аустеніту і відбувається загартування металу коротких швів і прилеглих до них ділянок прихоплювального шва. Це зумовлює руйнування прихоплювального шва, звареного за прототипом, при припиненні примусового стискання поздовжніх кромок обичайок. При аргонодуговому нагріванні вольфрамовим електродом зварюваного короткого шва в період Б на графіку кількаразово збільшується тривалість перебування в нагрітому стані, уповільнюється охолодження і метал швів стає менш загартованим або відпущеним. Прихоплювальні шви, зварені за запропонованим способом, не руйнувались принаймні на протязі кількох годин після охолодження і припинення стискування обичайок до зварювання основного шва, якщо короткі шви, зварені в першу чергу, нагрівали дугою опосередковано до температур відпуску, у тому числі при аргонодуговому зварюванні прилеглих до них ділянок стику. У випадках виконання неопосередкованих дугови х нагрівань коротких зварених в першу чергу швів до температур 900-1200 °С (аустенізації) відбувається повторне загартування в умовах уповільненого охолодження, що забезпечує збільшення порівняно з прототипом (до 20-60 хвилин) терміну руйнування прихоплювальних швів обичайок після припинення стискування. Кріплення прихоплювальним швом деталей із гартівних сталей за заявленим способом підвищує надійність тимчасового з'єднання і спрощує наступне зварювання основного шва. Застосування запропонованого способу кріплення доцільне при зварюванні поздовжніх і кільцевих швів посудин тиску, цистерн, резервуарів, різних конструкцій, деталей, вузлів тощо із високоміцних сталей, які схильні до загартування при зварюванні. 5 81990 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fastening by tack weld of parts from hardened steels
Автори англійськоюKulyk Viktor Mykhailovych, Savytskyi Mykhailo Mykhailovych, Lupan Arkadii Pylypovych, Chertorylskyi Leonid Oleksiiovych
Назва патенту російськоюСпособ крепления прихваточным швом деталей из закалочных сталей
Автори російськоюКулик Виктор Михайлович, Савицкий Михаил Михайлович, Лупан Аркадий Филиппович, Черторыльский Леонид Алексеевич
МПК / Мітки
Мітки: швом, спосіб, прихоплювальним, деталей, сталей, гартівних, кріплення
Код посилання
<a href="https://ua.patents.su/3-81990-sposib-kriplennya-prikhoplyuvalnim-shvom-detalejj-iz-gartivnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб кріплення прихоплювальним швом деталей із гартівних сталей</a>
Спосіб контактного стикового зварювання оплавленням деталей з ферітно-аустенітних сталей
Номер патенту: 16877
Опубліковано: 29.08.1997
Автори: Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Швець Юрій Васильович, Нікітін Анатолій Сергійович
МПК: B23K 11/04
Мітки: зварювання, деталей, оплавленням, сталей, ферітно-аустенітних, контактного, стикового, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплавлением деталей из ферритно-аустенитных сталей, при котором детали оплавляют и осаживают в определенной среде, а затем сварное соединение подвергают дополнительной обработке, отличающийся тем, что, с целью упрощения технологии сварки, детали оплавляют и осаживают на воздухе. припуск на оплавление устанавливают равным толщине свариваемых деталей, величину осадки устанавливают в 1—2 раза меньше припуска на...
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей
Номер патенту: 79844
Опубліковано: 25.07.2007
Автор: Фастовець Павло Миколайович
МПК: B23K 9/04, B22D 19/00
Мітки: наплавлення, спосіб, вуглецевих, деталей, електродом, плавким, сталей
Формула / Реферат:
Спосіб наплавлення плавким електродом деталей із вуглецевих сталей, при якому зношені циліндричні поверхні деталей наплавляють по гвинтовій траєкторії із частковим переплавленням суміжних валиків, який відрізняється тим, що вміст вуглецю в наплавленому металі обмежують верхньою та нижньою границями, при цьому верхня границя дорівнює 0,7 %, а нижня – 0,5 %.
Спосіб гартування деталей , виготовленних із високолегованих марок сталей
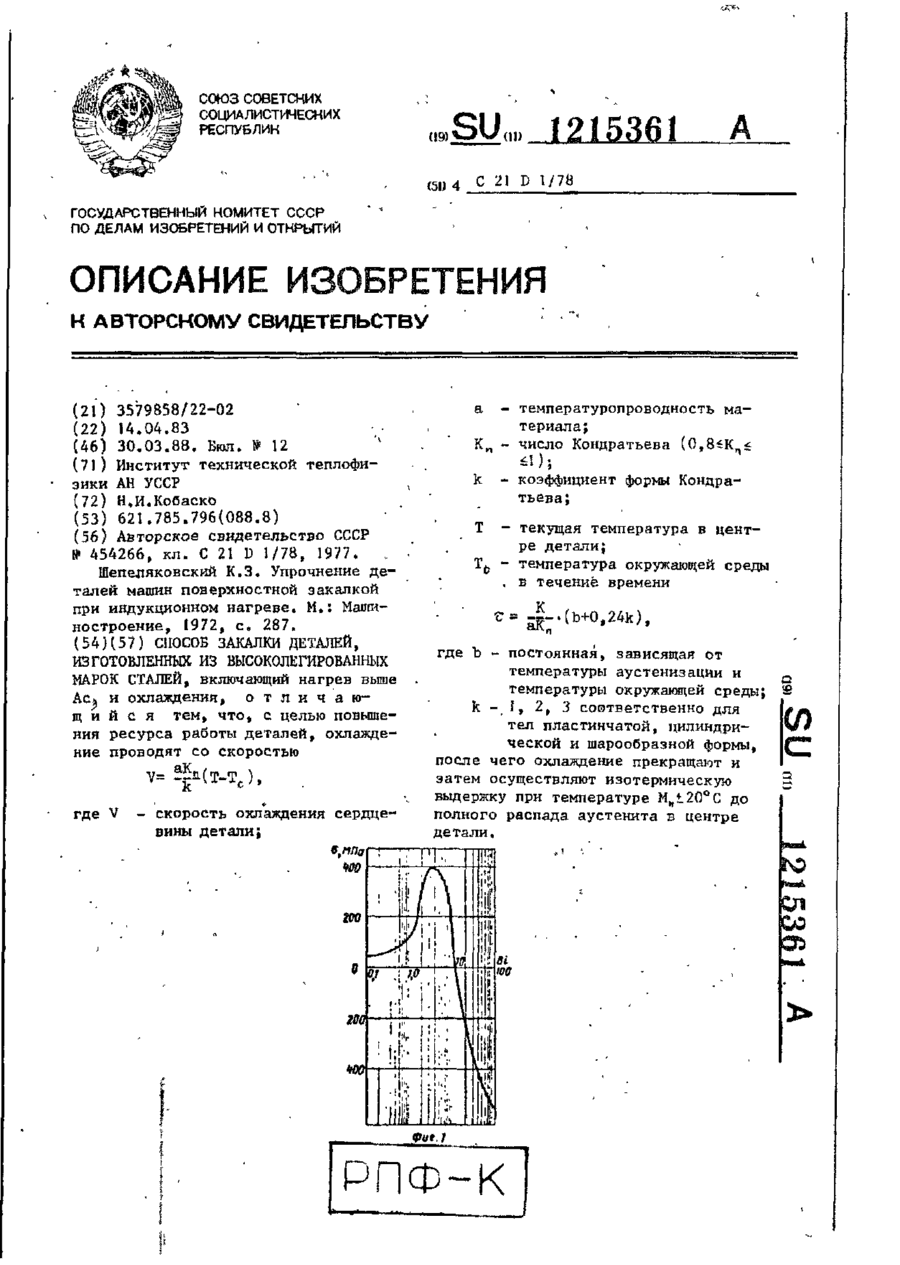
Номер патенту: 4448
Опубліковано: 27.12.1994
Автор: Кобаско Микола Іванович
МПК: C21D 1/78
Мітки: марок, сталей, спосіб, деталей, високолегованих, виготовленних, гартування
Формула / Реферат:
Способ закалки деталей, изготовленных из высоколегированных марок сталей, включающий нагрев выше Аc3, и охлаждения, отличающийся тем, что, с целью повышения ресурса работы деталей, охлаждение проводят со скоростью где V - скорость охлаждения сердцевины детали; а - температуропроводность материала; Кn -число Кондратьева (0,8 £ Kn £ 1);К - коэффициент формы Кондратьева; Т -...
Спосіб наплавлення деталей із вуглецевих сталей
Номер патенту: 57352
Опубліковано: 16.06.2003
Автори: Тивончук Петро Опанасович, Фастовець Павло Миколайович
МПК: B23K 9/04
Мітки: сталей, наплавлення, деталей, вуглецевих, спосіб
Формула / Реферат:
1. Спосіб наплавлення деталей із вуглецевих сталей, при якому спрацьовані циліндричні поверхні деталей наплавляють електродом, що плавиться, із вуглецевої сталі по гвинтовій траекторії із частковим переплавленням суміжних валиків, причому зварювальну ванну захищають газовим полум'ям із внутрішнім поздовжнім потоком кисню, орієнтуючи потік кисню під гострим кутом до електрода, який відрізняється тим, що потік кисню спрямовують у хвостову...
Спосіб обробки деталей із сталей, легованих тугоплавкими нітридоутворюючими елементами
Номер патенту: 19094
Опубліковано: 25.12.1997
Автори: Османов Володимир Абібулаєвич, Пархоменко Володимир Димитрович, Крижановський Михайло Вікторович, Будюк Едуард Димитрович, Лисенко Олександр Леонідович, Окара Сергій Володимирович
МПК: C23C 8/24
Мітки: елементами, деталей, легованих, спосіб, тугоплавкими, сталей, обробки, нітридоутворюючими
Формула / Реферат:
Способ обработки деталей из сталей, легированных тугоплавкими нитридообразующими элементами, включающий обработку поверхности азотсодержащей плазмой со среднемассовой температурой струи 6000-10000 ((отличающийся тем, что обработку проводят плазменной струей азота с добавлением 2-10 об.% водорода или 3-15 об.% аммиака при скорости истечения плазменной струи 500-1500 м/с, температуре нагрева поверхностного слоя выше 1200 К, но ниже температуры...
Попередній патент: Пароутворювач
Наступний патент: Спосіб виготовлення електровводу для апаратів високого тиску
Випадковий патент: Спосіб будування протифільтраційно-дренажної конструкції