Спосіб контролю дефектності матеріалів

Формула / Реферат
Спосіб контролю дефектності матеріалів, який полягає в тому, що в контрольованому виробі або в зразку із досліджуваного матеріалу збуджують резонансні механічні коливання і вимірюють різницю частот резонансів, який відрізняється тим, що резонансні частоти визначають при декількох амплітудах збудження зразка, одна з котрих є мінімальною, яку можливо зареєструвати, і визначають похідну від функції залежності резонансної частоти по амплітуді максимальних відносних деформацій зразка, а за значеннями похідної проводять оцінку дефектності матеріалу.
Текст
Спосіб контролю дефектності матеріалів, який полягає в тому, що в контрольованому виробі або в зразку із досліджуваного матеріалу збуджують резонансні механічні коливання і вимірюють різницю частот резонансів, який відрізняється тим, що резонансні частоти визначають при декількох амплітудах збудження зразка, одна з котрих є мінімальною, яку можливо зареєструвати, і визначають похідну від функції залежності резонансної частоти по амплітуді максимальних відносних деформацій зразка, а за значеннями похідної проводять оцінку дефектності матеріалу. Винахід стосується контролю дефектності матеріалів, в тому числі пористих та композитних, що вироблені за порошковими технологіями, і може бути використаний для діагностики дефектності будь-якого твердого тіла за параметрами його коливань. В порошковій металургії та машинобудуванні при неруйнівному контролі якості спікання (консолідації) і дефектності виробів застосовують способи, що дозволяють контролювати вироби за параметрами їх механічних коливань. Відомий спосіб контролю дефектності, що полягає у визначенні швидкості поширення ультразвукової хвилі, у тому числі за резонансною частотою відповідної моди коливань [Бергман Л. Ультразвук и его применение в науке и технике. Москва: Иностр. лит., 1957.-726с.]. Спосіб включає вимір геометричних розмірів зразків простої форми, довжина котрих більше за лінійні розміри поперечного перерізу і вимір резонансної частоти. За цими даними визначають швидкості поширення пружних хвиль формулами теорії пружності. Для поздовжніх коливань стержневого зразка розрахункове співвідношення має вигляд C1 = 2 × l × fn × n-1 де С1 - швидкість поширення пружної хвилі в стержні, l - довжина зразка, fn- частота n-ї моди резонансних поздовжніх коливань. Висновок про наявність в матеріалах дефектів роблять за результатами порівняння визначених величин з відомими із довідників характеристиками відповідних матеріалів, що не містять дефектів. Однак, для матеріалів, що містять пори, відомий спосіб не дає можливості встановити характер дефекту, тобто чи є цей дефект порою, чи тріщиноподібним дефектом, що в деяких випадках і є метою контролю якості. При виготовленні таких виробів, як фільтри, електроди, капілярно-пористі матеріали тощо потрібно забезпечити певну пористість матеріалу і одночасно створити якісні контакти між частинками порошку, тобто досягти стану, коли між елементами мікроструктури в області контактів встановляться такі самі зв'язки, як і в об'ємі матеріалу порошку, і таким чином надати виробам потрібних механічних властивостей (пружності, міцності, тріщиностійкості). Відомий, також, спосіб [Роман О.В., Скороход В.В., Фридман Г.Р. Ультразвуковой и резистометрический контроль в порошковой металлургии. Минск: Вышэйшая школа, 1989.-182с.] згідно з (19) UA (11) 82678 (13) C2 (21) a200503968 (22) 26.04.2005 (24) 12.05.2008 (46) 12.05.2008, Бюл.№ 9, 2008 р. (72) ВДОВИЧЕНКО ОЛЕКСАНДР ВАСИЛЬОВИЧ, UA (73) ІНСТИТУТ ПРОБЛЕМ МАТЕРІАЛОЗНАВСТВА ІМ. І.М. ФРАНЦЕВИЧА HАH УКРАЇНИ, UA (56) Роман О.В., Скороходов В.В., Фридман Г.Р. Ультразвуковой и резистометрический контроль в порошковой металлургии. Минск:Вышейшая школа, 1989 - 182с. SU 1770889 від 23.10.1992 SU 648902 від 28.02.1979 SU 819709 від 17.04.1981 SU 1019312 від 23.05.1983 3 яким додатково визначають пористість матеріалу за формулою q = 1 - r / r0 де р - виміряна густина пористого матеріалу, а під r0 розуміють густину матеріалу, що не містить пор. Наявність недосконалих контактів визначають порівнянням експериментальних значень характеристик пружності (швидкостей поширення пружної хвилі, модулів пружності) зі значеннями, розрахованими за теоретичними залежностями характеристик пружності від пористості. В разі виявлення певних відхилень експериментальне визначених характеристик від теоретичних вважають матеріал дефектним. Проте характеристики пружності, а відтак і резонансні частоти зразка, чутливі як до густини матеріалу, так і до структурних характеристик (просторова форма фаз, їх орієнтація відносно напрямку поширення пружної хвилі тощо). Тому існуючі теоретичні співвідношення, що їх виведено при різних припущеннях щодо структури пористих матеріалів, дають лише досить широкий діапазон можливих значень характеристик пружності в залежності від пористості. Існуючі ж емпіричні залежності справедливі лише для окремих матеріалів і чутливі до технології виготовлення. Тобто, недоліком цього методу є невисока точність визначення характеристик консолідації (якості контактів між частками або фазами), що пов'язані з властивостями міцності і тріщиностійкості виробів, одержаних за порошковими технологіями. Також відомому способу властива низька продуктивність праці, оскільки індивідуальне визначення пористості (густини) матеріалу після кожної операції при поопераційному контролі є трудомісткою задачею. Таким чином, вимірювання лише лінійних характеристик не дає змоги розділити матеріали з різними нелінійними характеристиками деформування. Відомий, також, спосіб визначення механічних характеристик виробів [а.с. №1770889 СССР, кл. G01N29/00, опубл. 23.10.1992, Бюл.№39], що за технічною суттю найбільш близький до рішення, що заявляється. Відомий спосіб полягає в тому, що вимірюють частоту резонансних коливань при малій амплітуді коливань, змінюють не менш ніж вдвічі амплітуду резонансних коливань, вимірюють при цьому частоту другого резонансу, визначають різницю частот першого і другого резонансів і використовують її при побудові градуїровочної залежності і визначенні механічних характеристик виробів. Однак, відомому способу притаманна низька точність контролю дефектності зразків матеріалів, які мають різні геометричні розміри і різні мікро- та мезоструктурні параметри, а відтак характеристики пружності. Зокрема, лінійна усадка при спіканні виробів з порошків може сягати 15% і більше, а модуль Юнга може зростати в декілька раз. Це спричиняє похибку при визначенні дефектності зразка, оскільки однаковим змінам амплітуди коливань зразка на різних стадіях виготовлення будуть відповідати різні зміни максимальних віднос 82678 4 них деформацій, які виникають в зразку при коливаннях. В основу винаходу "Спосіб контролю дефектності матеріалів" покладена задача створити такий спосіб визначення дефектності матеріалів, зокрема пористих порошкових та композитних матеріалів, який би дозволив підвищити точність і продуктивність контролю дефектності виробів або зразків матеріалів, що мають різну структуру і геометричні розміри, та їх механічних властивостей за результатами виміру нелінійних резонансних характеристик. Поставлена задача вирішується шляхом збудження у виробі або зразку матеріалу резонансних коливань певної моди і визначенні резонансних частот цих коливань при декількох амплітудах збудження зразка, одна з котрих є мінімальною, яку можливо зареєструвати, і визначення похідної від функції залежності резонансної частоти по амплітуди максимальних відносних деформацій зразка. За резонансними частотами коливань, що визначені при декількох амплітудах, встановлюють вигляд функції зміни частоти резонансних коливань зразка. За критерій дефектності беруть значення похідної від визначеної функції по амплітуди максимальних відносних циклічних деформацій. Вказана відмінність призводить до підвищення точності визначення дефектності матеріалу (виробу), що контролюється та оцінки його механічних характеристик, оскільки визначається зміна частоти резонансних коливань в залежності від відносної деформації зразка, на відміну від зміни частоти резонансних коливань при зміні амплітуди коливань на певну величину. Це дозволяє зменшити похибку при діагностуванні дефектності і фізикомеханічних характеристик зразків або виробів, лінійні розміри та фізичні властивості яких істотно відрізняються, оскільки дозволяє порівнювати нелінійні резонансні характеристики, виміряні при зміні амплітуди коливань зразка на різні величини. Внаслідок високого рівня розсіювання енергії, амплітуда резонансної кривої зразків матеріалів зі слабкими міжфазними контактами є суттєво меншою за таку резонансного відгуку бездефектного зразка при його збудженні тим самим сигналом. Спосіб, що пропонується, дає можливість контролю на тому самому обладнанні зразків та виробів з суттєво різними характеристиками без небезпеки їх руйнування сигналом збудження, що важливо при контролі виробів або зразків, які змінюють свою структуру та властивості, під час їх виготовлення. Запропонований спосіб контролю дефектності матеріалу реалізується наступним чином: - в зразку з досліджуваного матеріалу збуджують коливання, - вимірюють частоту резонансу однієї з мод коливань при мінімальному сигналі збудження, при якому можна впевнено зареєструвати резонанс, - збільшують амплітуду сигналу збудження зразка декілька раз і вимірюють резонансні частоти тієї ж моди коливань зразка при цих амплітудах збудження, 5 82678 - одночасно вимірюють амплітуду коливань зразка і визначають амплітуду максимальних деформацій зразка при коливаннях на резонансній частоті, - за результатами вимірів визначають похідну від функції резонансної частоти по деформації зразка. Приклад реалізації запропонованого способу. Виміри проводили на зразках, виготовлених з порошку конструкційного заліза ПЖЗМ2, спечених при різних температурах. Зразки мали вигляд стержнів довжиною 38... 43мм, шириною ~10мм і товщиною ~5мм. Зразок затискували одним кінцем в пристрій, який було закріплено на вібростенд ВЭДС-200, і збуджували в зразку резонансні попе 6 речні коливання по першій моді. Амплітуду коливань зразка регулювали зміною сигналу збудження, що подавався на вібратор. Частоту резонансних коливань при різних сигналах збудження вимірювали за допомогою вимірювача частоти, а амплітуду - за допомогою мікроскопу. Також вимірювали за відомим способом різницю резонансних частот Δf при збільшенні амплітуди коливань зразка в два рази. Результати вимірів, а також випробовувань на тріщиностійкість при температурі -196°С наведено в таблиці. Крім того, в таблиці за даними фрактографічних досліджень наведена частка, яку складають поверхні міжчасткового руйнування від загальної площі зламу зразка. Таблиця Зразок 1 2 3 4 5 Спосіб, що пропонуВідомий спосіб Коефіцієнт тріщиностійється кості К1с, МПа.м1/2 . -4 Δf, Гц ¶f/¶e 10 25,0 25 5 20,7 16 8 9,5 11 22 7,3 5 35 7,7 8 28 З наведених даних видно, що характеристика, яка визначається за способом, що пропонується, більш точно відповідає характеристикам руйнування зразка, ніж відомий спосіб. За способом, що пропонується, з достатнім ступенем точності можна оцінювати дефектність виробу і його характеристики руйнування, а саме коефіцієнт тріщиностійкості К1с і частку міжчасткового руйнування в зламі зразка l, що характеризує якість міжчасткових контактів, що формуються в процесі спікання. Враховуючи, що застосування способу, що пропонується, планується при контролі дефектності та якості спікання деталей, що їх виготовляють методами порошкової металургії, при порівнянні з ві Комп’ютерна верстка В. Клюкін Частка міжчасткового руйнування в зламі l,% 100 100 20 10 0 домим способом він забезпечує такі переваги: підвищення достовірності контролю якості спікання виробів, що характеризується тріщиностійкістю виробів і часткою міжчасткового руйнування неруйнівними методами, і, як наслідок, зменшення кількості пропущених дефектних деталей при контролі і зменшення кількості відмов виробів в процесі експлуатації. Спосіб може бути застосовано в порошковій металургії, машинобудуванні для діагностики дефектності будь-якого твердого тіла, при неруйнівному контролі якості спікання і дефектності виробів або, - в лабораторних умовах, - зразків. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of material defectiveness
Автори англійськоюVdovychenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ контроля дефектности материалов
Автори російськоюВдовиченко Александр Васильевич
МПК / Мітки
МПК: G01N 29/04, G01H 13/00
Мітки: контролю, спосіб, матеріалів, дефектності
Код посилання
<a href="https://ua.patents.su/3-82678-sposib-kontrolyu-defektnosti-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю дефектності матеріалів</a>
Спосіб неруйнівного контролю якості виробів з багатошарових матеріалів
Номер патенту: 79224
Опубліковано: 25.05.2007
Автор: Мозговой Олександр Всеволодович
МПК: G01N 29/04
Мітки: багатошарових, контролю, матеріалів, якості, виробів, неруйнівного, спосіб
Формула / Реферат:
1. Спосіб неруйнівного контролю якості виробів з багатошарових матеріалів, котрий включаєзбудження пружних затухаючих коливань в одній точці виробу з багатошарових матеріалів, приймання сигналу цих коливань за допомогою приймача, вимірювання фазових характеристик отриманого відповідного сигналу та визначення дефекту по зміні амплітуди взаємно кореляційної функції виміряних фазових характеристик отриманого відповідного сигналу, який...
Спосіб контролю якості діелектричних матеріалів
Номер патенту: 73599
Опубліковано: 15.08.2005
Автори: Зайцев Віктор Іванович, Дупліщева Ольга Михайлівна, Порубаймех Володимир Ілліч, Данько Анатолій Федорович
МПК: G01N 27/00
Мітки: спосіб, контролю, якості, матеріалів, діелектричних
Формула / Реферат:
Спосіб контролю якості діелектричних матеріалів, що включає установлення вимірювальної котушки у вимірювальний пристрій, настроювання вимірювального пристрою у резонанс, вимірювання добротності вимірювальної котушки, який відрізняється тим, що зразок еталонного діелектричного матеріалу поміщують у вимірювальну котушку, вимірюють номінальне значення добротності вимірювальної котушки, потім поміщують у вимірювальну котушку досліджуваний...
Спосіб оцінки дефектності зерен порошкового матеріалу (варіанти)
Номер патенту: 65129
Опубліковано: 15.03.2004
Автори: Невструєв Георгій Феодосович, Ільницька Галина Дмитриївна
МПК: G01N 27/12
Мітки: оцінки, порошкового, спосіб, зерен, матеріалу, дефектності, варіанти
Формула / Реферат:
1. Спосіб оцінки дефектності поверхні зерен порошкового матеріалу, який передбачає нанесення на дефектні мікроділянки поверхні зерен часток речовини у вигляді моношару, по кількісному визначенню яких оцінюють дефектність поверхні зерен порошкового матеріалу, який відрізняється тим, що як частки речовини використовують мікрочастки твердого матеріалу і додатково визначають масу часток речовини у вигляді моношару, що закріпилися на зернах, а...
Спосіб контролю нелінійних пружних постійних матеріалів
Номер патенту: 69419
Опубліковано: 15.09.2004
Автори: Маслов Борис Петрович, Продайвода Трохим Георгієвич, Продайвода Георгій Трохимович
МПК: G01N 29/00
Мітки: контролю, нелінійних, постійних, пружних, спосіб, матеріалів
Формула / Реферат:
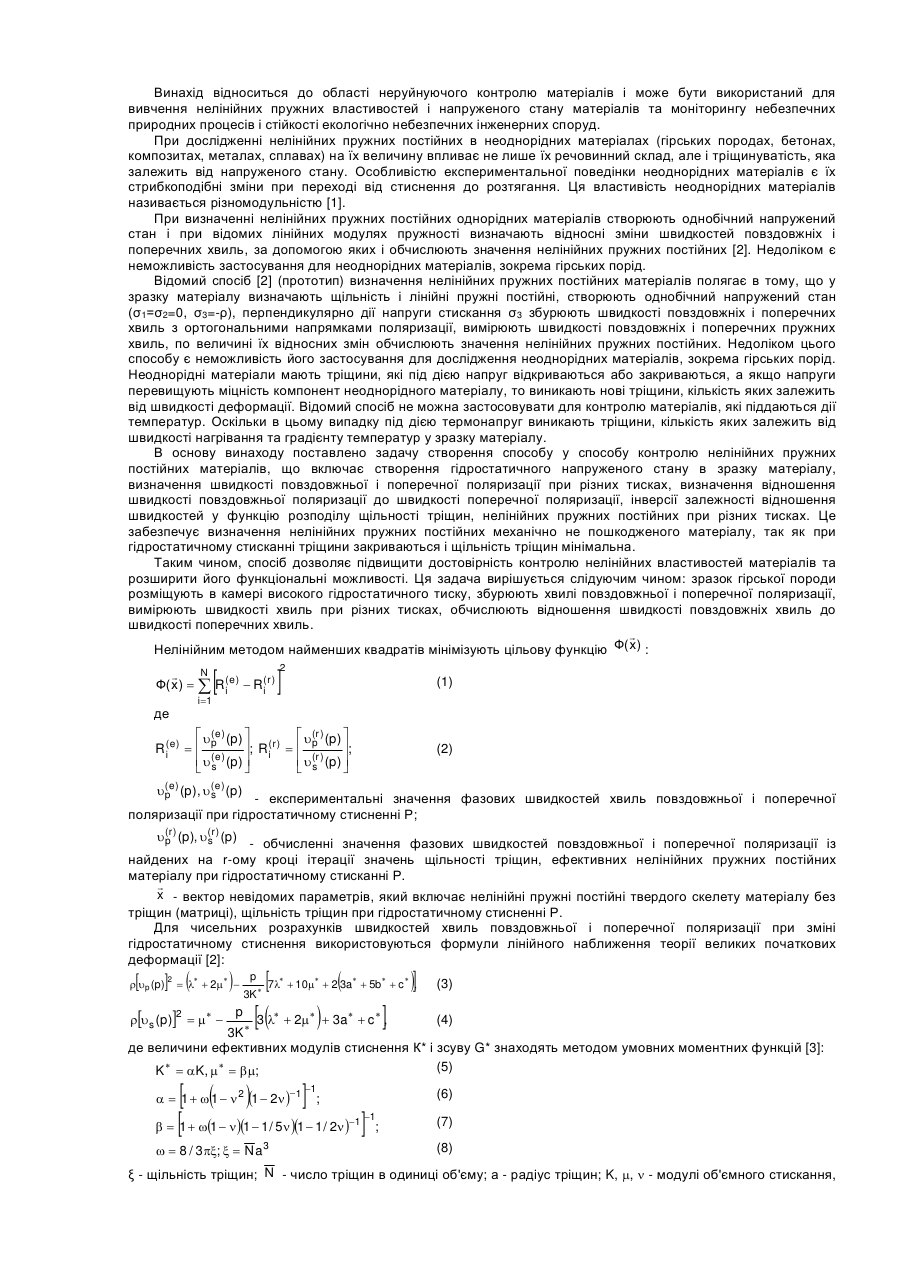
Спосіб контролю нелінійних пружних постійних матеріалів, що включає збурення і вимірювання в зразку матеріалу в гідростатичному напруженому стані швидкостей поздовжньої та поперечної поляризації, який відрізняється тим, що вибирають початкове наближення нелінійних параметрів твердого скелета матеріалу без тріщин і щільності тріщин, задають функції їх зміни при різних тисках, вимірюють швидкості пружних хвиль поздовжньої та поперечної...
Спосіб оцінки ступеня дефектності ізоляції емальпроводів
Номер патенту: 54560
Опубліковано: 17.03.2003
Автор: Вакуленко Олександр Олексійович
МПК: G01R 31/12
Мітки: ступеня, дефектності, спосіб, ізоляції, емальпроводів, оцінки
Формула / Реферат:
Спосіб оцінки ступеня дефектності ізоляції емальпроводів, що полягає у випробуванні напругою фіксованої величини їх ділянок довжиною 1 м або 5 м, занурених у струмопровідну рідину для виявлення дефектів типу "точкові пошкодження", який відрізняється тим, що до ділянок емальпроводу довжиною м прикладають плавно зростаючу змінну напругу промислової частоти, а...
Попередній патент: Пристрій для транспортування і очистки коренебульбоплодів
Наступний патент: Спосіб та пристрій для визначення ваги вантажу
Випадковий патент: Спосіб вібраційного грохочення матеріалів