Спосіб герметизації деталей
Номер патенту: 83122
Опубліковано: 10.06.2008
Автори: Барабаш Віктор Андрійович, Шинський Олег Йосипович, Яковишин Олег Анатолійович, Русаков Петро Володимирович
Формула / Реферат
1. Спосіб герметизації деталей, що включає просочення деталі герметизуючою рідиною під регульованим тиском, який відрізняється тим, що просочення здійснюють з боку внутрішньої робочої поверхні деталі шляхом підвищення тиску рідини до рівня випробувального і, при досягненні встановленого значення тиску, проводять витримку деталі в навантаженому стані протягом 0,5-5 хв.
2. Спосіб за п. 1, який відрізняється тим, що операцію просочення проводять, контролюючи тиск, і, при виявленні ознак появи герметизуючої рідини на зовнішній поверхні деталі, підйом тиску припиняють і проводять операцію твердіння герметизуючої рідини, після цього цикл герметизації за п. 1 повторюють до досягнення граничного значення випробувального тиску.
Текст
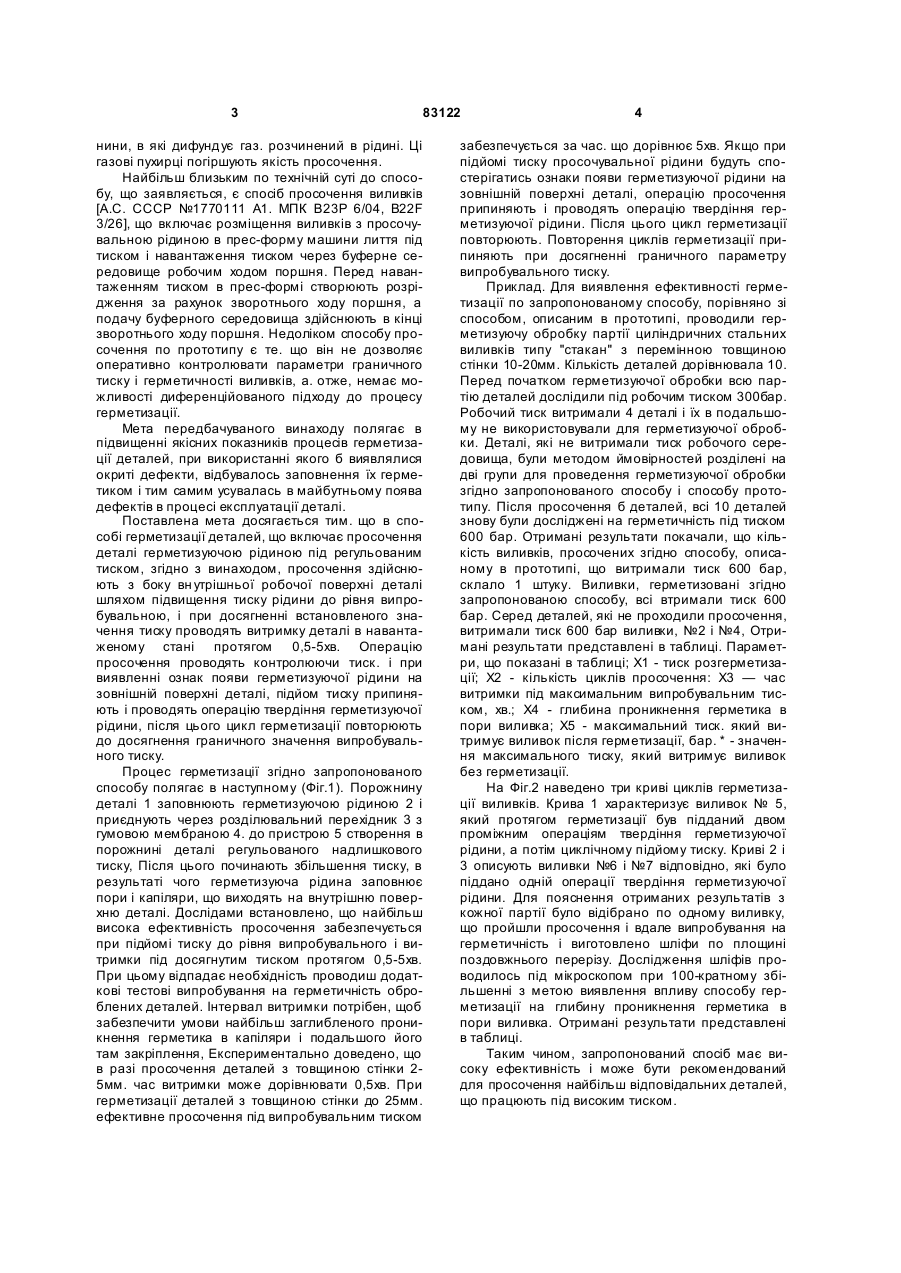
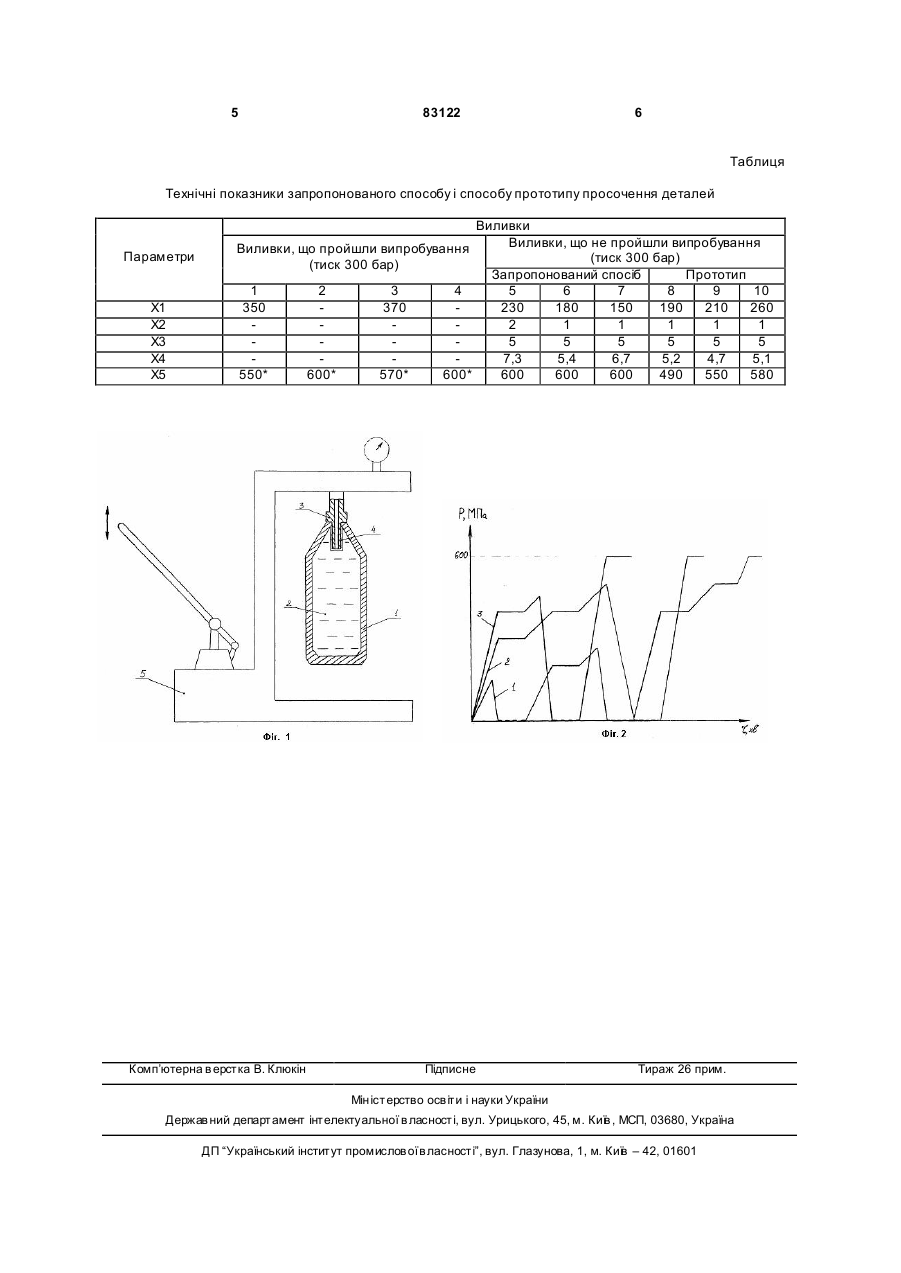
1. Спосіб герметизації деталей, що включає просочення деталі герметизуючою рідиною під регульованим тиском, який відрізняється тим, що просочення здійснюють з боку внутрішньої робочої поверхні деталі шляхом підвищення тиску рідини до рівня випробувального і, при досягненні встановленого значення тиску, проводять витримку деталі в навантаженому стані протягом 0,5-5хв. 2. Спосіб за п. 1, який відрізняється тим, що операцію просочення проводять, контролюючи тиск, і, при виявленні ознак появи герметизуючої рідини на зовнішній поверхні деталі, підйом тиску припиняють і проводять операцію твердіння герметизуючої рідини, після цього цикл герметизації за п. 1 повторюють до досягнення граничного значення випробувального тиску. Винахід відноситься до технології просочення і може бути використаний в ливарному виробництві, металургійній, машинобудівній промисловостях. Відомий спосіб герметизації ливарних дефектів [А.С. СССР №1731565 Al МПК В23Р 6/04]- згідно якого на дефектне місце по периметру приклеюють резинову пластину. Під пластину закачують композицію для герметизації, Під дією сил пружності пластини композиція надходить в пори. Недоліком даного способу є незначні величини тиску сил пружності пластини, під дією яких герметик закачується в пори. Цього тиску може бути недостатньо для глибокого проникнення герметика в пори виливка, що знижує рівень просочення. Із зміною площі дефекту, перпендикулярної до напрямку дії сили пружності, змінюється і величина тиску необхідного для дії на герметик. Це створює незручності, пов'язані з нерегульованістю процесу герметизації в кожному конкретному випадку. Відомий спосіб герметизації ливарних дефектів корпусних деталей з порожнинами [А.С. СССР №1344564, МПК В23Р 6/04- 1986], що передбачає нанесення шару герметизуючої композиції, в конк ретному випадку епоксидного клею. на місце дефекту і наступне нанесення на нього шару швидкотверднучої еластичної композиції, наприклад клею БФ-2. Після затвердіння шару БФ-2 корпусну деталь встановлюють на стенд, де створюють надлишковий тиск 5-6кгс/см 2 буферною рідиною. Під тиском буферної рідини герметизуючу композицію закачують в ливарний дефект і доводять до твердого стану. Надлишок герметизуючої та еластичної композиції після їх тверднення вилучають простим механічним прийомом. Недоліками даного способу є велика трудоємність, енергоємність герметизації дефектів, нестабільність якості герметизації. Відомий спосіб просочення волокнистого матеріалу [А.С. СССР №1833758 A1, МПК B05D 1/18, В29В 13/08, B29L/05/04. 1993], який полягає в періодичному зниженні надлишкового тиску технологічної рідини до виникнення в ній кавітації і періодичного підйому його до величини пригнічення кавітації. Хоч ефективність цього способу досить велика, внаслідок кавітаційних явищ, викликаних акустичними коливаннями в рідині. що заповнила пори і капіляри виробу, можуть утворитися порож (19) UA (11) 83122 (13) C2 (21) a200609952 (22) 18.09.2006 (46) 10.06.2008, Бюл.№ 11, 2008 р. (72) ШИНСЬКИЙ ОЛЕГ ЙОСИПОВИЧ, UA, РУСАКОВ ПЕТРО ВОЛОДИ МИРОВИЧ, UA, БАРАБАШ ВІКТОР АНДРІЙОВИЧ, U A, ЯКОВИШИН ОЛЕГ АН АТОЛІЙОВИЧ, U A (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ Н АН УКРАЇНИ, UA (56) EP 0513685A1 19.11.1992 US 4653569 31.03.1987 JP 60015061 A 25.01.1985 GB 920350 26.09.1960 SU 676387 30.07.1979 SU 1770111 A1 23.10.1992 SU 358088 03.11.1972 SU 385674 14.06.1973 SU 1344564 A1 15.10.1987 3 83122 нини, в які дифундує газ. розчинений в рідині. Ці газові пухирці погіршують якість просочення. Найбільш близьким по технічній суті до способу, що заявляється, є спосіб просочення виливків [А.С. СССР №1770111 А1. МПК В23Р 6/04, B22F 3/26], що включає розміщення виливків з просочувальною рідиною в прес-форму машини лиття під тиском і навантаження тиском через буферне середовище робочим ходом поршня. Перед навантаженням тиском в прес-формі створюють розрідження за рахунок зворотнього ходу поршня, а подачу буферного середовища здійснюють в кінці зворотнього ходу поршня. Недоліком способу просочення по прототипу є те. що він не дозволяє оперативно контролювати параметри граничного тиску і герметичності виливків, а. отже, немає можливості диференційованого підходу до процесу герметизації. Мета передбачуваного винаходу полягає в підвищенні якісних показників процесів герметизації деталей, при використанні якого б виявлялися окриті дефекти, відбувалось заповнення їх герметиком і тим самим усувалась в майбутньому поява дефектів в процесі експлуатації деталі. Поставлена мета досягається тим. що в способі герметизації деталей, що включає просочення деталі герметизуючою рідиною під регульованим тиском, згідно з винаходом, просочення здійснюють з боку вн утрішньої робочої поверхні деталі шляхом підвищення тиску рідини до рівня випробувальною, і при досягненні встановленого значення тиску проводять витримку деталі в навантаженому стані протягом 0,5-5хв. Операцію просочення проводять контролюючи тиск. і при виявленні ознак появи герметизуючої рідини на зовнішній поверхні деталі, підйом тиску припиняють і проводять операцію твердіння герметизуючої рідини, після цього цикл герметизації повторюють до досягнення граничного значення випробувального тиску. Процес герметизації згідно запропонованого способу полягає в наступному (Фіг.1). Порожнину деталі 1 заповнюють герметизуючою рідиною 2 і приєднують через розділювальний перехідник 3 з гумовою мембраною 4. до пристрою 5 створення в порожнині деталі регульованого надлишкового тиску, Після цього починають збільшення тиску, в результаті чого герметизуюча рідина заповнює пори і капіляри, що виходять на внутрішню поверхню деталі. Дослідами встановлено, що найбільш висока ефективність просочення забезпечується при підйомі тиску до рівня випробувального і витримки під досягнутим тиском протягом 0,5-5хв. При цьому відпадає необхідність проводиш додаткові тестові випробування на герметичність оброблених деталей. Інтервал витримки потрібен, щоб забезпечити умови найбільш заглибленого проникнення герметика в капіляри і подальшого його там закріплення, Експериментально доведено, що в разі просочення деталей з товщиною стінки 25мм. час витримки може дорівнювати 0,5хв. При герметизації деталей з товщиною стінки до 25мм. ефективне просочення під випробувальним тиском 4 забезпечується за час. що дорівнює 5хв. Якщо при підйомі тиску просочувальної рідини будуть спостерігатись ознаки появи герметизуючої рідини на зовнішній поверхні деталі, операцію просочення припиняють і проводять операцію твердіння герметизуючої рідини. Після цього цикл герметизації повторюють. Повторення циклів герметизації припиняють при досягненні граничного параметру випробувального тиску. Приклад. Для виявлення ефективності герметизації по запропонованому способу, порівняно зі способом, описаним в прототипі, проводили герметизуючу обробку партії циліндричних стальних виливків типу "стакан" з перемінною товщиною стінки 10-20мм. Кількість деталей дорівнювала 10. Перед початком герметизуючої обробки всю партію деталей дослідили під робочим тиском 300бар. Робочий тиск витримали 4 деталі і їх в подальшому не використовували для герметизуючої обробки. Деталі, які не витримали тиск робочого середовища, були методом ймовірностей розділені на дві групи для проведення герметизуючої обробки згідно запропонованого способу і способу прототипу. Після просочення б деталей, всі 10 деталей знову були досліджені на герметичність під тиском 600 бар. Отримані результати покачали, що кількість виливків, просочених згідно способу, описаному в прототипі, що витримали тиск 600 бар, склало 1 штуку. Виливки, герметизовані згідно запропонованою способу, всі втримали тиск 600 бар. Серед деталей, які не проходили просочення, витримали тиск 600 бар виливки, №2 і №4, Отримані результати представлені в таблиці. Параметри, що показані в таблиці; X1 - тиск розгерметизації; Х2 - кількість циклів просочення: Х3 — час витримки під максимальним випробувальним тиском, хв.; Х4 - глибина проникнення герметика в пори виливка; Х5 - максимальний тиск. який витримує виливок після герметизації, бар. * - значення максимального тиску, який витримує виливок без герметизації. На Фіг.2 наведено три криві циклів герметизації виливків. Крива 1 характеризує виливок № 5, який протягом герметизації був підданий двом проміжним операціям твердіння герметизуючої рідини, а потім циклічному підйому тиску. Криві 2 і 3 описують виливки №6 і №7 відповідно, які було піддано одній операції твердіння герметизуючої рідини. Для пояснення отриманих результатів з кожної партії було відібрано по одному виливку, що пройшли просочення і вдале випробування на герметичність і виготовлено шліфи по площині поздовжнього перерізу. Дослідження шліфів проводилось під мікроскопом при 100-кратному збільшенні з метою виявлення впливу способу герметизації на глибину проникнення герметика в пори виливка. Отримані результати представлені в таблиці. Таким чином, запропонований спосіб має високу ефективність і може бути рекомендований для просочення найбільш відповідальних деталей, що працюють під високим тиском. 5 83122 6 Таблиця Технічні показники запропонованого способу і способу прототипу просочення деталей Параметри Х1 Х2 Х3 Х4 Х5 Виливки Виливки, що не пройшли випробування Виливки, що пройшли випробування (тиск 300 бар) (тиск 300 бар) Запропонований спосіб Прототип 1 2 3 4 5 6 7 8 9 10 350 370 230 180 150 190 210 260 2 1 1 1 1 1 5 5 5 5 5 5 7,3 5,4 6,7 5,2 4,7 5,1 550* 600* 570* 600* 600 600 600 490 550 580 Комп’ютерна в ерстка В. Клюкін Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hermetically sealing components
Автори англійськоюShynskyi Oleh Yosypovych, Rusakov Petro Volodymyrovych, Barabash Viktor Andriiovych, Yakovyshyn Oleh Anatoliiovych
Назва патенту російськоюСпособ герметизации деталей
Автори російськоюШинский Олег Иосифович, Русаков Петр Владимирович, Барабаш Виктор Андреевич, Яковишин Олег Анатольевич
МПК / Мітки
Мітки: герметизації, спосіб, деталей
Код посилання
<a href="https://ua.patents.su/3-83122-sposib-germetizaci-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб герметизації деталей</a>
Пристрій для герметизації при випробовуванні тиском фланцевих з’єднань високого тиску нафтогазопромислового обладнання

Номер патенту: 23136
Опубліковано: 10.05.2007
Автори: Храпов Юрій Якович, Ленкевич Юрій Євгенович
МПК: E21B 33/00
Мітки: тиску, герметизації, фланцевих, обладнання, випробовуванні, високого, пристрій, з'єднань, нафтогазопромислового, тиском
Формула / Реферат:
Пристрій для герметизації при випробовуванні тиском фланцевих з'єднань високого тиску нафтогазопромислового обладнання, що містить заглушку з каналом для подачі рідини, якою проводять випробовування, поршень, вузли кріплення заглушки до випробовуваного виробу та ущільнення, який відрізняється тим, що поршень виконано кільцевим, пристрій оснащено роздільником середовищ, роздільник середовищ виконано як поршень з обмежувачем руху, в заглушці...
Пристрій для герметизації прохідної печі для спікання порошкових деталей
Номер патенту: 15086
Опубліковано: 16.10.2000
Автори: Волошин Ігор Владиславович, Кривенко Олександр Миколайович, Бондаренко Борис Іванович, Манькус Юрій Васильович
МПК: F27D 7/00, F27D 17/00, F27D 1/18
Мітки: печі, герметизації, пристрій, спікання, деталей, прохідної, порошкових
Формула / Реферат:
1. Устройство для герметизации проходной печи для спекания порошковых деталей, содержащее корпус, образованный основанием, боковыми стенками, крышкой, параллельными друг другу передней и задней стенками с проходными окнами и снабженный опорной и разделительной поперечными перегородками с проходными окнами, в котором на крышке между верхними торцами передней стенки и опорной поперечной перегородки, разделительной поперечной перегородки и...
Спосіб герметизації шпурів для вибухових робіт при проходженні виробок
Номер патенту: 37016
Опубліковано: 16.04.2001
Автори: Смоланов Сергій Миколайович, Луньов Сергій Георгійович, Кукоба Леонід Іванович, Люєв Сергій Вячеславович, Любарський Борис Семенович, Люєв Вячеслав Андрійович
Мітки: вибухових, спосіб, герметизації, проходженні, виробок, шпурів, робіт
Формула / Реферат:
Cпосіб герметизації шпурів для вибухових робіт при проходженні виробок, що включає введення у вільну частину шпура набійки для затримання продуктів детонації вибухових речовин у замкнутому об’ємі, який відрізняється тим, що як набійку застосовують рукав із щільного матеріалу, заповнений піском, всередині якого розташовують латексну трубку із клапаном, через який здійснюють розпір за посередництвом нагнітання води під тиском.
Спосіб ремонту деталей
Номер патенту: 28362
Опубліковано: 10.12.2007
Автори: Яблоков Володимир Васильович, Грибачов Михайло Васильович, Данилюк Володимир Євгенович
МПК: B23K 9/00
Мітки: спосіб, деталей, ремонту
Формула / Реферат:
Спосіб ремонту деталей, при якому закривають порожнину ураження усередині деталі накладкою, приварюють накладку до зовнішньої поверхні деталі за допомогою зварного шва, який відрізняється тим, що перед тим, як закрити порожнину ураження усередині деталі накладкою, заповнюють порожнину ураження усередині деталі сумішшю із керамічних кульок і полімерного герметика за допомогою технологічних засобів.
З’єднання деталей та спосіб його здійснення
Номер патенту: 62374
Опубліковано: 15.12.2003
Автори: Носік Віктор Сергійович, Сігбатулін Олександр Томович, Яковина Валерій Іванович, Оборський Іван Леонідович, Кулюкін Сергій Васильович, Кантур В'ячеслав Григорович
МПК: B23P 11/02, B23P 19/02
Мітки: здійснення, спосіб, з'єднання, деталей
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи у вигляді заклепок та рельєф, яке відрізняється тим, що на торцях обох деталей виконаний рельєф з висотою 0,001<h<1,3 мм, а сполучні елементи заклепки виконані конусними.2. З'єднання деталей за п.1, яке відрізняється тим, що додатково містить прошарок в стику між деталями, що сполучаються.3. З'єднання деталей за пп. 1, 2, яке...
Попередній патент: Гібридні органічно-неорганічні нанокомпозити та спосіб їх одержання
Наступний патент: Двовимірний фотонний кристал
Випадковий патент: Лопатка газотурбінного двигуна