Акустичний спосіб безконтактного контролю глибини корозійного пошкодження трубопроводів
Номер патенту: 90007
Опубліковано: 25.03.2010
Автори: Рибіцький Ігор Володимирович, Карпаш Максим Олегович, Карпаш Олег Михайлович, Котурбаш Тарас Тарасович
Формула / Реферат
Акустичний спосіб безконтактного контролю глибини корозійного пошкодження трубопроводів, що полягає в їх неперервному однобічному скануванні і реєстрації відбитих коливань від поверхні труби, який відрізняється тим, що для сканування використовують безконтактний ультразвуковий перетворювач, реєструють час проходження ультразвукових коливань від перетворювача до об'єкта контролю на ділянці без корозії, потім, переміщуючи перетворювач паралельно поверхні труби, розташовують його над корозійною ділянкою та проводять вимірювання часу поширення ультразвукових коливань, при цьому величину корозійного пошкодження визначають за формулою:
![]() ,
,
де tp1, tp2 - час проходження УЗК при відсутності та наявності корозійного пошкодження відповідно,
спов - швидкість поширення УЗК в повітрі.
Текст
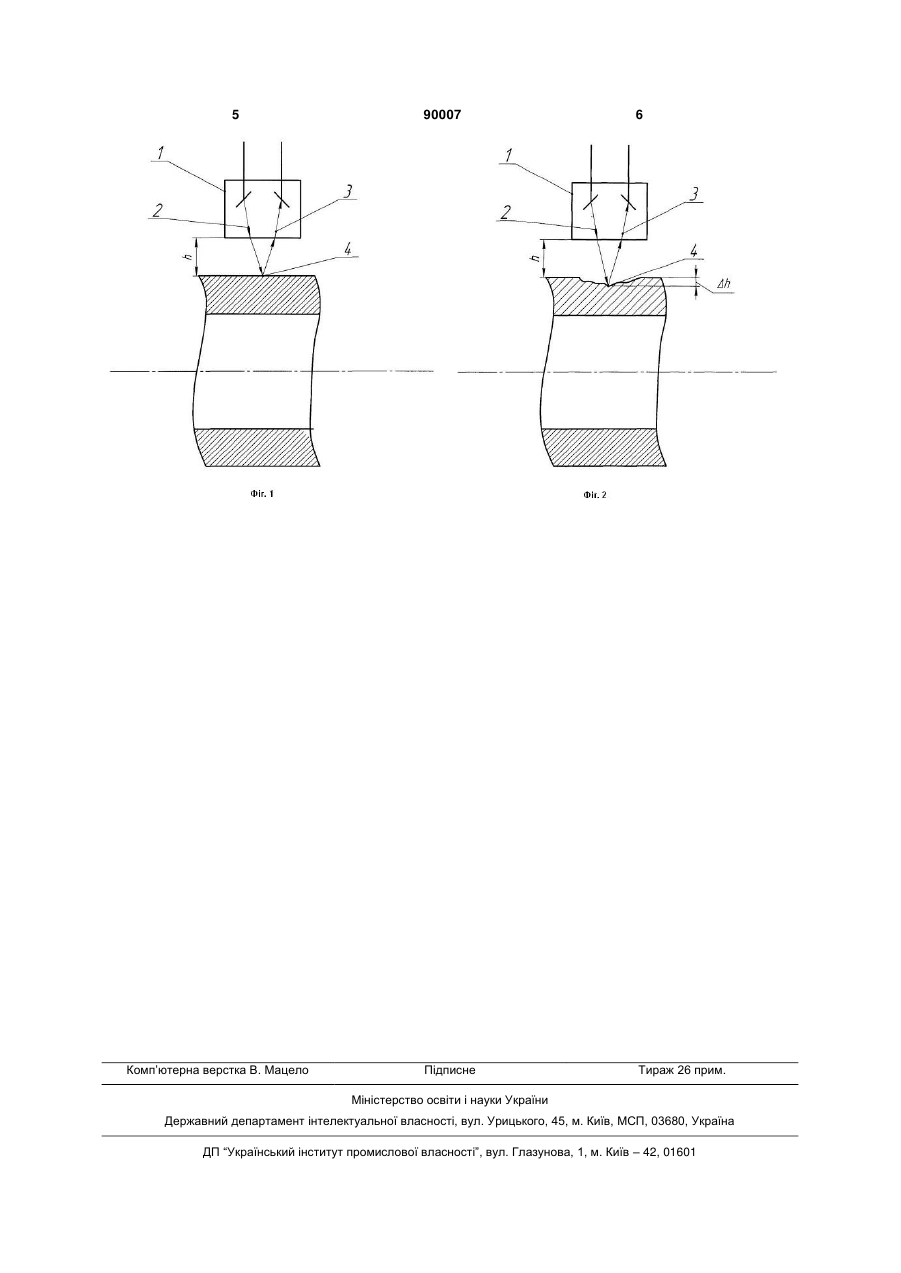
Акустичний спосіб безконтактного контролю глибини корозійного пошкодження трубопроводів, C2 1 3 90007 4 шці, яка розміщена з іншої сторони металоконстролю. Спочатку визначають час поширення ультрукції. Час, який вимірюється між початком збуразвукових коливань від поверхні труби на ділянці дження випромінюючої котушки та моментом виповерхні труби без корозії та реєструють його. никнення електромагнітних коливань у приймаючій Потім проводять вимірювання часу поширення котушці, буде пропорційний до глибини корозійноультразвукових коливань від поверхні труби на го пошкодження та товщини стінки. кородованій ділянці поверхні труби та реєструють Недоліками даного способу є необхідність зайого. Величину корозійного пошкодження з зовнібезпечення двостороннього доступу до об'єкта шньої поверхні труби визначають за формулою: контролю, вплив неоднорідності магнітної проникt p1 t p2 c пов ності, питомого електричного опору, фізикоh 2 механічних характеристик та температури навкоде h - величини корозійних пошкоджень зовлишнього середовища на результати вимірюваннішньої поверхні, ня. Інший недолік даного способу полягає у немоtp1, tp2 - час проходження ультразвукових колижливості контролю феромагнітних матеріалів. вань при відсутності та наявності корозійного пошНайбільш близьким по суті до запропонованокодження відповідно, го є ультразвуковий спосіб контролю товщини стіспов – швидкість поширення ультразвукових нки труби [3]. Метод вимірювання товщини стінки коливань в повітрі. Висота розташування п'єзопетруби включає в себе випромінювання ультразвуретворювача над стінкою труби повинна задовокових коливань через шар рідини у виріб. Ультральняти умову: звукові коливання, відбиті від стінки труби, прий20мм h 100мм, мають ультразвуковим перетворювачем і Винахід ілюструється кресленнями, де на Фіг.1 проводять їх обробку цифровою частотною фільтзображена схема розміщення п'єзоперетворювача рацією та методом швидкого перетворення Фур'є з на некородованій поверхні, на Фіг.2 зображена отриманням параметрів пропорційних товщині схема розміщення п'єзоперетворювача на кородовиробу. ваній поверхні. Даний спосіб акустичного контролю Недоліком даного методу є неможливість виглибини корозійного пошкодження та залишкової ділення в отриманому результаті величини глибитовщини виробів здійснюють наступним чином. ни корозійного пошкодження зовнішньої поверхні Збуджені за допомогою ультразвукового п'єзопеокремо, тобто за допомогою даного методу отриретворювача (ПЕП) 1, розміщеного зовні над об'ємують тільки значення залишкової товщини вироктом (Фіг.1), ультразвукові коливання 2 (УЗК), чебу, а також необхідність використання контактної рез повітря направляються в зону контролю. УЗК рідини ускладнює автоматизацію процесу контрона грані розділу двох середовищ (повітря-метал) лю. зазнають відбивання, тобто УЗК 3, пройшовши Задача даного способу полягає в удосконачерез повітря, відбиваються від зовнішньої поверленні неруйнівного способу контролю глибини кохні виробу 4 і, пройшовши зворотній шлях, попарозійного пошкодження сталевих труб магістральдають на ПЕП. них трубопроводів при умові забезпечення При розміщенні ультразвукового п'єзоперетпостійної відстані від перетворювача до поверхні ворювача на поверхні виробу на ділянці з відсуттрубопроводу, що дозволить вимірювати величину ньою зовнішньою корозією, проводять вимірюванглибини корозійного пошкодження поверхні трубоня часу проходження УЗК 3 і приймають це проводу, та безконтактності вимірювання, що значення за базове. При паралельному переміщедасть можливість автоматизувати сканування. ні ультразвукового перетворювача (Фіг.2) відносно Для вирішення поставленої задачі у спосіб неповерхні труби (паралельно осі труби) і його розруйнівного контролю глибини корозійних пошкоміщення над ділянкою із наявною зовнішньою коджень трубопроводів, який полягає в їх неперерозією, час проходження УЗК 4 збільшується. рвному однобічному скануванні і реєстрації Шляхом віднімання значення часового інтервідбитих коливань від поверхні труби і відрізняєтьвалу, заміряного на некородованій ділянці і на ся тим, що для сканування використовується безкородованій, отримують часовий інтервал який контактний ультразвуковий перетворювач та ребуде пропорційний величині зовнішньої корозії. єструють час проходження ультразвукових Перелік посилань: коливань від перетворювача до об'єкта контролю. 1. Патент Японії №19940172169 G01N29/07. Згідно з винаходом п'єзоперетворювач ультразву2. Патент Японії №19990267586 G01В7/06. кових коливань розміщують над виробом на сталій 3. Патент Республіки Молдова №2367 віддалі від п'єзоперетворювачем поверхні труби, і G01N29/04. вимірюють час поширення ультразвукових коливань від перетворювача до поверхні об'єкту конт 5 Комп’ютерна верстка В. Мацело 90007 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAcoustic method for contact-less control of depth of corrosion damage of pipelines
Автори англійськоюKarpash Oleh Mykhailovych, Karpash Maksym Olehovych, Rybitskyi Ihor Volodymyrovych, Koturbash Taras Tarasovych
Назва патенту російськоюАкустический способ бесконтактного контроля глубины коррозионного повреждения трубопроводов
Автори російськоюКарпаш Олег Михайлович, Карпаш Максим Олегович, Рыбицкий Игорь Владимирович, Котурбаш Тарас Тарасович
МПК / Мітки
МПК: G01N 29/04, G01B 17/02
Мітки: трубопроводів, контролю, пошкодження, глибини, корозійного, безконтактного, спосіб, акустичний
Код посилання
<a href="https://ua.patents.su/3-90007-akustichnijj-sposib-bezkontaktnogo-kontrolyu-glibini-korozijjnogo-poshkodzhennya-truboprovodiv.html" target="_blank" rel="follow" title="База патентів України">Акустичний спосіб безконтактного контролю глибини корозійного пошкодження трубопроводів</a>
Спосіб неруйнівного контролю глибини корозійного пошкодження та товщини металевих виробів
Номер патенту: 36639
Опубліковано: 10.11.2008
Автори: Криничний Петро Якович, Рибіцький Ігор Володимирович, Карпаш Олег Михайлович, Карпаш Максим Олегович
МПК: G01B 17/02, G01N 29/04
Мітки: корозійного, металевих, товщини, спосіб, пошкодження, глибини, виробів, неруйнівного, контролю
Формула / Реферат:
Спосіб неруйнівного контролю глибини корозійного пошкодження та товщини металевих виробів, що включає їх неперервне однобічне ультразвукове сканування за допомогою п'єзоперетворювача ультразвукових коливань і реєстрацію відбитих коливань від протилежних стінок поверхонь металевого виробу, який відрізняється тим, що п'єзоперетворювач ультразвукових коливань розміщують над виробом на сталій висоті між п'єзоперетворювачем і стінкою виробу,...
Первинний акустичний перетворювач для безконтактного неруйнівного контролю покриттів
Номер патенту: 32541
Опубліковано: 26.05.2008
Автори: Чорний Зіновій Денисович, Назаренко Олег Пантелеймонович, Зєвако Василь Сергійович, Надха Олег Сергійович, Мащенко Олександр Миколайович, Желтов Павло Миколайович, Кравченко Іван Сергійович
МПК: G01N 29/04
Мітки: контролю, безконтактного, первинний, акустичний, покриттів, неруйнівного, перетворювач
Формула / Реферат:
1. Первинний акустичний перетворювач для безконтактного неруйнівного контролю покриттів, який містить корпус, закріплений на обоймі з роликами, у якому розташовані ударник для збудження звукових коливань та зрізана порожниста піраміда, що основою закріплена на обоймі і на верхньому зрізі якої встановлена приймальна п'єзопластина, яка за розмірами рівна площі у місці верхнього зрізу піраміди, який відрізняється тим, що зрізана порожниста...
Спосіб контролю корозійного стану залізобетонних облицювань меліоративних каналів
Номер патенту: 44575
Опубліковано: 12.10.2009
Автори: Вітковський Юрій Антонович, Коваленко Олександр Васильович, Литвиненко Петро Євгенович
МПК: G01N 33/38
Мітки: контролю, стану, облицювань, залізобетонних, меліоративних, спосіб, каналів, корозійного
Формула / Реферат:
Спосіб контролю корозійного стану залізобетонних облицювань меліоративних каналів, що включає розміщення електродів вимірювання на плитах облицювань в місцях їх можливої корозії і визначення корозійного стану залізобетонних конструкцій, який відрізняється тим, що на поверхні конструкцій вимірюють потенціал електричного поля корозії, причому нейтральність вимірюваного рівня електричного поля забезпечують наявністю в електричній схемі...
Засіб діагностики глибини пошкодження оголених кісток склепіння черепа та пристрій для його здійснення
Номер патенту: 24607
Опубліковано: 04.08.1998
Автори: Лішенко Евген Анатолійович, Фісталь Еміль Якович
МПК: A61B 6/00
Мітки: склепіння, діагностики, черепа, здійснення, пошкодження, пристрій, оголених, кісток, засіб, глибини
Формула / Реферат:
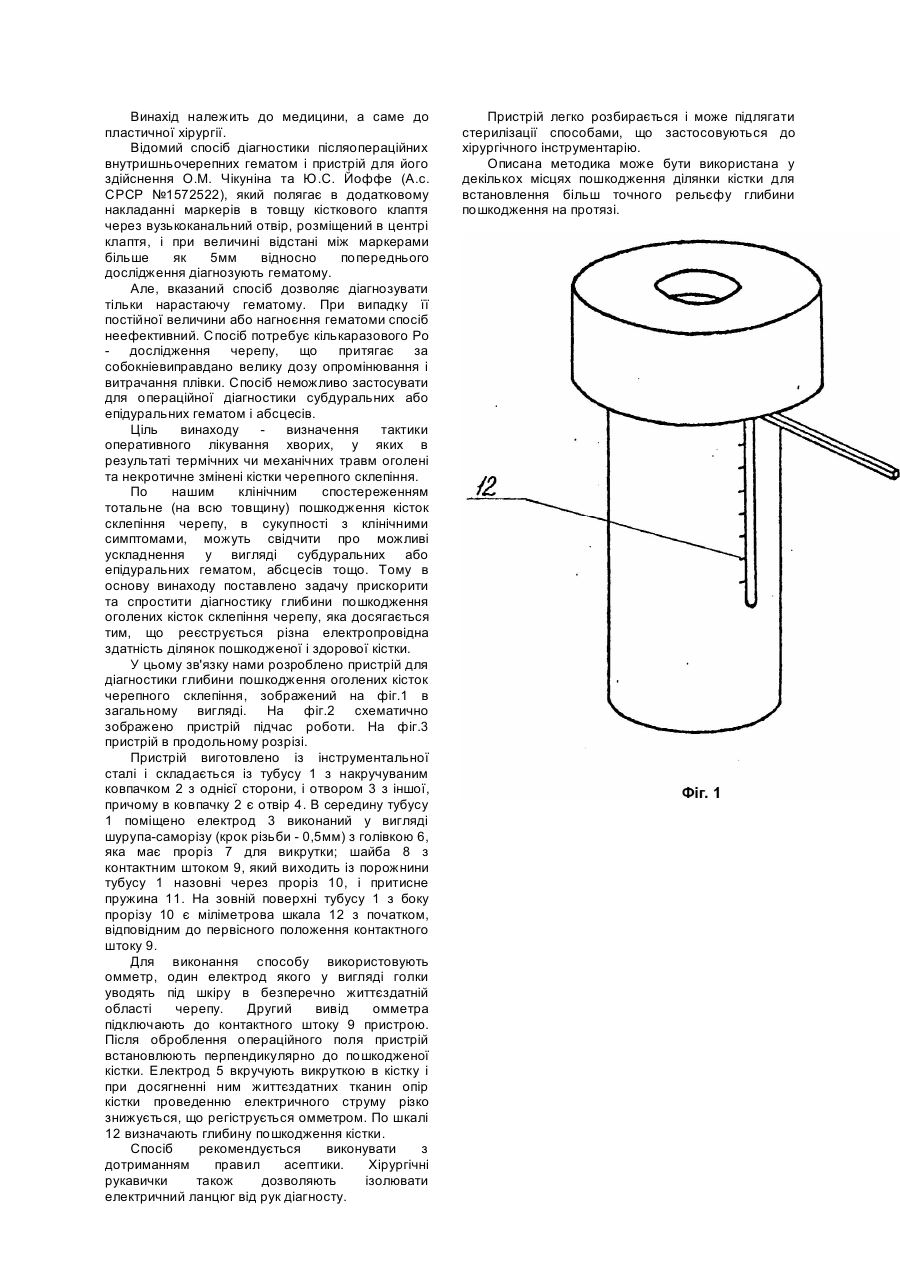
1. Засіб діагностики глибини пошкодження оголених кісток склепіння черепа, який полягає у вимірюванні опору електричного току ділянки гістеонекрозу і життєздатних тканин за допомогою омметру, один електрод якого у вигляді голки вводять під шкіру в безперечно життєздатній області черепу, а другий - вкручують в пошкоджену кістку до досягнення здорових тканин, який відрізняється тим, що регіструють різну електропровідну здатність ділянок...
Спосіб безконтактного вимірювання струму і глибини закладення захованих лінійних підземних провідників
Номер патенту: 20821
Опубліковано: 07.10.1997
Автори: Мізюк Леонід Якович, Дуб Петро Богданович
МПК: G01R 19/00
Мітки: глибини, провідників, спосіб, лінійних, захованих, підземних, безконтактного, струму, закладення, вимірювання
Формула / Реферат:
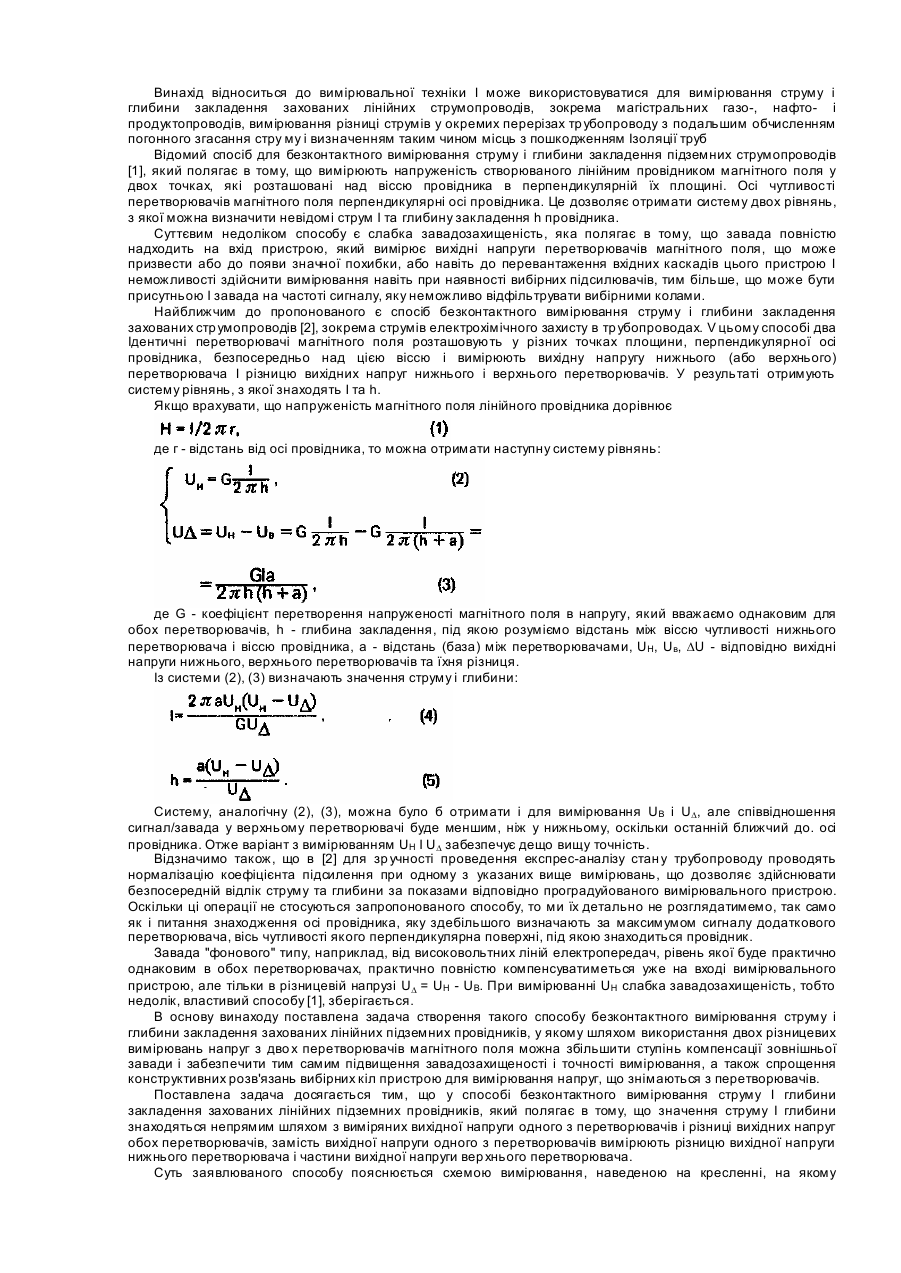
Спосіб безконтактного вимірювання струму і глибини закладення захованих лінійних підземних провідників, який полягає у тому, що два Ідентичні перетворювачі магнітного поля з паралельними осями чутливості розташовують на різній відстані від провідника в площині, перпендикулярній його осі, а значення струму і глибини визначають непрямим шляхом з результатів двох вимірювальних операцій, у першій з яких вимірюють різницю вихідних напруг обох...
Попередній патент: Магнітний сепаратор
Наступний патент: Склад сталі для зварних конструкцій
Випадковий патент: Спосіб формування об'єму крони та регулювання росту і плодоношення плодових дерев