Спосіб виготовлення дзеркальних поверхонь
Номер патенту: 100925
Опубліковано: 10.08.2015
Автори: Харченко Надія Анатоліївна, Лобанов Валентин Іванович, Голубовська Ганна Анатоліївна

Формула / Реферат
Спосіб виготовлення дзеркальних поверхонь, що включає формування з'єднувального шару з алюмінію шляхом плавлення, випаровування і його осадження на скляній поверхні у вакуумній камері, подальше нанесення на нього шару захисного покриття та охолодження до кімнатної температури, який відрізняється тим, що як захисне покриття використовують метал-діелектрик, який наносять шляхом випаровування його з твердої фази, причому процес випаровування обох речовин, алюмінію і металу-діелектрика, здійснюють у вакуумній камері за допомогою одного випарника, що являє собою набір розміщених в порядку рівномірного чергування джгутів та корзинок із вольфрамового дроту, по яких проводять електричний струм, причому на джгутах розміщують алюміній, в корзинках - метал-діелектрик, крім того вакуумну камеру герметизують, вакуумують до тиску 2´10-4 мм рт. ст., нагрівають до температури 1400-1500 °С і формують з'єднувальний шар з алюмінію в єдиному технологічному циклі з подальшим нанесенням шару захисного покриття з металу-діелектрика.
Текст
Реферат: Спосіб виготовлення дзеркальних поверхонь включає формування з'єднувального шару з алюмінію шляхом плавлення, випаровування і його осадження на скляній поверхні у вакуумній камері, подальше нанесення на нього шару захисного покриття та охолодження до кімнатної температури. Як захисне покриття використовують метал-діелектрик, який наносять шляхом випаровування його з твердої фази. Процес випаровування обох речовин, алюмінію і металудіелектрика, здійснюють у вакуумній камері за допомогою одного випарника, що являє собою набір розміщених в порядку рівномірного чергування джгутів та корзинок із вольфрамового дроту, по яких проводять електричний струм, причому на джгутах розміщують алюміній, в -4 корзинках - метал-діелектрик. Вакуумну камеру герметизують, вакуумують до тиску 210 мм рт. ст., нагрівають до температури 1400-1500 °С і формують з'єднувальний шар з алюмінію в єдиному технологічному циклі з подальшим нанесенням шару захисного покриття з металудіелектрика. UA 100925 U (12) UA 100925 U UA 100925 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі порошкової металургії, з метою захисту дзеркальних поверхонь, що використовуються в домашньому побуті, в астрономічній, оптичній та електротехнічних галузях виробництва. Відомий спосіб виготовлення дзеркальних поверхонь, за яким послідовно на скло наноситься шар срібла, захисний шар міді чи спеціальних хімікатів, а потім два шари захисного лакофарбного покриття [1]. Недоліками є невисока і нестабільна якість продукції. Як прототип був вибраний спосіб виготовлення дзеркальних поверхонь методом вакуумного магнетронного розпилення, що включає формування з'єднувального алюмінієвого шару шляхом плавлення на скляній підкладці у вакуумній камері в середовищі аргону [2]. Перед нанесенням алюмінієвого шару поверхню скла спеціально готують: промивають водою, полірують водяною суспензією діоксиду цирконію, знову промивають водою, сушать гарячим повітрям та протирають аміачним розчином і спиртом. Підготовлені таким чином заготовки надходять до вакуумної камери для нанесения алюмінієвого шару (УВ-18, 6ВБ), в якій їх встановлюють рядами вертикально, з незначним нахилом. Між двома рядами скла встановлюється випарник - рамка з червоної міді, що переміщується вздовж камери. Поперек рамки на пучках із вольфрамових дротів навиті смужки із алюмінію шириною 5 мм і товщиною 0,1 мм. Процес алюмування складається із електричної очистки, оплавлення джгутів і випаровування. Камеру герметизують, вакуумують до 13,33 Па і вмикають напругу 1500 В, вакуум підвищують до 0,133 Па, вмикають струм 25-35 А і напругу 4-5 В. Потім робочу напругу підвищують до 5-6,5 В, а силу струму - до 45-50 А. Загальний час алюмування 17-20 хвилин. Після нанесення шару алюмінію скло виймають із апарата і наносять захисний шар із емалі АК5164 чи МЛ-12 і лаку МЦ-25 електростатичним способом під напругою 70 кВ чи поливною машиною, під якою дзеркало проходить зі швидкістю 100 м/хв. Після нанесення захисне покриття сушать при температурі 100 °C протягом 10-15 хвилин. Загальна товщина покриття становить: алюмінієвий шар - 0,012-0,15 мкм, захисний шар - >40 мкм. Недоліком цього способу є складність процесу, трудомісткість, значні енергетичні та матеріальні витрати. В основу корисної моделі поставлена задача зниження енерго- та матеріаловитрат, трудомісткості процесу шляхом зменшення кількості технологічних етапів виготовлення дзеркальних поверхонь. Поставлена задача вирішується тим, що в способі виготовлення дзеркальних поверхонь, який включає формування з'єднувального шару з алюмінію шляхом плавлення, випаровування і його осадження на скляній поверхні у вакуумній камері, подальше нанесення на нього шару захисного покриття та охолодження до кімнатної температури, згідно з корисною моделлю, як захисне покриття використовується метал-діелектрик, який наносять шляхом випаровування його з твердої фази, причому процес випаровування обох речовин, алюмінію і металудіелектрика, здійснюють у вакуумній камері за допомогою одного випарника, що являє собою набір розміщених в порядку рівномірного чергування джгутів та корзинок із вольфрамового дроту, по яких проводять електричний струм, причому на джгутах розміщується алюміній, в корзинках - метал-діелектрик, крім того вакуумну камеру герметизують, вакуумують до тиску -4 210 мм рт. ст., нагрівають до температури 1400-1500 °C і формують з'єднувальний шар з алюмінію в єдиному технологічному циклі з подальшим нанесенням шару захисного покриття з металу-діелектрика. Використання способу, що заявляється, у сукупності з усіма суттєвими ознаками, включаючи відмінні, дозволяє знизити енерго- та матеріаловитрати, а також трудомісткість процесу шляхом зменшення кількості технологічних етапів виготовлення дзеркальних поверхонь, за рахунок здійснення процесу випаровування алюмінію та металу-діелектрика з одного випарника в одному технологічному циклі. Спосіб здійснюють наступним чином: до робочої камери вакуумної установки УВМ-15У, в якій розташований випарник, завантажують промите водою, відполіроване, повторно промите, висушене та знежирене скло. Випарник являє собою набір розміщених в порядку рівномірного чергування джгутів та корзинок із вольфрамового дроту, по яких проводиться електричний струм. На джгутах розміщується алюміній, в корзинках - матеріал захисного покриття метал-4 діелектрик. Камеру герметизують, вакуумують до тиску 210 мм рт. ст., нагрівають до температури 1400-1500 °C. Подача електричного струму приводить до того, що першим протікає процес плавлення, випаровування та осадження алюмінію на поверхню скла. Час плавлення алюмінію - 0,5 хв., час випаровування алюмінію - 0,8 хв. Потім, після повної витрати алюмінію, починається випаровування металу-діелектрика з твердої фази. Загальний час 1 UA 100925 U 5 10 процесу обробки - 5,0 хв. Вироби охолоджують в камері до кімнатної температури. В результаті насичення на поверхні скла утворюються покриття товщиною 0,2-0,3 мкм. Покриття забезпечує захист дзеркальних поверхонь від механічних та корозійних пошкоджень. Запропонований метод простий та економічний завдяки реалізації процесу випаровування плівок алюмінію та метало-діелектричного захисного покриття з одного випарника в одному технологічному циклі, при використанні традиційного обладнання, відносно низьких робочих температур, не вимагає від обслуговуючого персоналу високої кваліфікації, вибухобезпечний. Джерела інформації: 1. http://www.pro-100.com.ua/materiali-dlya-obrabotki/steklo-zerkalo.html. 2.http://msd.com.ua/texnologiya-stroitelnogo-i-texnicheskogo-stekla-i-shlakositallov/proizvodstvozerkal/. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Спосіб виготовлення дзеркальних поверхонь, що включає формування з'єднувального шару з алюмінію шляхом плавлення, випаровування і його осадження на скляній поверхні у вакуумній камері, подальше нанесення на нього шару захисного покриття та охолодження до кімнатної температури, який відрізняється тим, що як захисне покриття використовують металдіелектрик, який наносять шляхом випаровування його з твердої фази, причому процес випаровування обох речовин, алюмінію і металу-діелектрика, здійснюють у вакуумній камері за допомогою одного випарника, що являє собою набір розміщених в порядку рівномірного чергування джгутів та корзинок із вольфрамового дроту, по яких проводять електричний струм, причому на джгутах розміщують алюміній, в корзинках - метал-діелектрик, крім того вакуумну -4 камеру герметизують, вакуумують до тиску 210 мм рт. ст., нагрівають до температури 14001500 °С і формують з'єднувальний шар з алюмінію в єдиному технологічному циклі з подальшим нанесенням шару захисного покриття з металу-діелектрика. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G02B 5/08, G02B 23/02, C03C 17/06, C23C 18/10, C03C 14/00
Мітки: виготовлення, дзеркальних, спосіб, поверхонь
Код посилання
<a href="https://ua.patents.su/4-100925-sposib-vigotovlennya-dzerkalnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення дзеркальних поверхонь</a>
Випромінювач для глибоких дзеркальних антен
Номер патенту: 71462
Опубліковано: 10.07.2012
Автор: Сахацький Віталій Дмитрович
МПК: H01Q 13/00
Мітки: глибоких, випромінювач, антен, дзеркальних
Формула / Реферат:
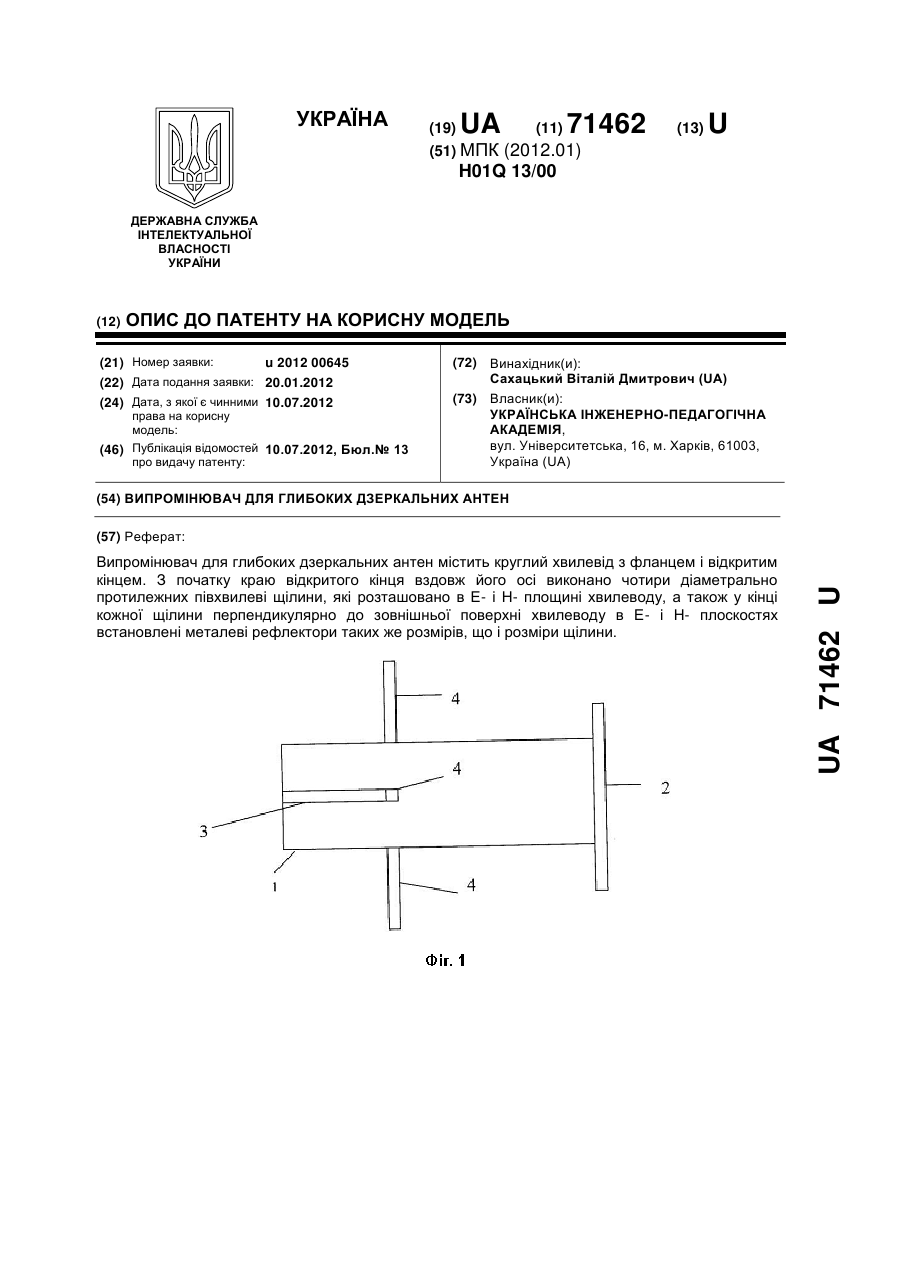
Випромінювач для глибоких дзеркальних антен, що містить круглий хвилевід з фланцем і відкритим кінцем, який відрізняється тим, що в ньому з початку краю відкритого кінця вздовж його осі виконано чотири діаметрально протилежні півхвилеві щілини, які розташовано в Е- і Н- площині хвилеводу, а також у кінці кожної щілини перпендикулярно до зовнішньої поверхні хвилеводу в Е- і Н- плоскостях встановлені металеві рефлектори таких же розмірів, що і...
Спосіб перетворення форми діаграми спрямованості дзеркальних антен радіотехнічних засобів наземного автоматизованого комплексу управління космічними апаратами
Номер патенту: 52229
Опубліковано: 25.08.2010
Автори: Ломоносов Сергій Євгенійович, Залужний Руслан Миколайович, Поляков Олександр Леонідович, Пашков Дмитро Павлович
МПК: H04B 7/00
Мітки: дзеркальних, діаграми, наземного, спрямованості, спосіб, антен, космічними, комплексу, автоматизованого, засобів, радіотехнічних, управління, форми, апаратами, перетворення
Формула / Реферат:
Спосіб перетворення форми діаграми спрямованості дзеркальних антен радіотехнічних засобів наземного автоматизованого комплексу управління космічними апаратами, який полягає в розрахунку розмірів концентричних фрагментів та параметрів їх монтажу в відповідності з умовами проведення сеансів зв'язку та за виразами, що враховують характер дзеркальної системи та випромінювача і приводять до звуження діаграми спрямованості антени у відповідній...
Спосіб виготовлення поверхонь тертя
Номер патенту: 77321
Опубліковано: 15.11.2006
Автори: Старицький Лев Павлович, Цирук Віктор Григорович, Антонюк Віктор Степанович, Пономаренко Анатолій Іванович, Вовк Володимир Дмитрієвич, Возненко Вікторія Віталіївна
МПК: F16C 33/14, B24B 39/00
Мітки: спосіб, поверхонь, виготовлення, тертя
Формула / Реферат:
Спосіб виготовлення поверхонь тертя деталей, що включає формування мікрорельєфу на робочих поверхнях, який відрізняється тим, що формування мікрорельєфу дискретно-орієнтованої структури робочої поверхні у вигляді напівеліпсоїдних лунок виконують методом вібраційного обкочування із щільністю нанесення лунок Ψ=0,15-0,30, при цьому крок між лунками вибирають із співвідношення ширини канавки і щільності в межах (0,3-0,4)/Ψ з кутом...
Спосіб юстирування великогабаритних дзеркальних антен надвисокочастотних радіотехнічних систем
Номер патенту: 42190
Опубліковано: 25.06.2009
Автори: Рачинський Олександр Петрович, Ломоносов Сергій Євгенійович, Богдановський Олексій Миколайович, Залужний Руслан Миколайович
МПК: H04B 7/00
Мітки: радіотехнічних, дзеркальних, систем, надвисокочастотних, спосіб, антен, великогабаритних, юстирування
Формула / Реферат:
Спосіб юстирування великогабаритних дзеркальних антен надвисокочастотних радіотехнічних систем, який полягає в почерговому виключенні поясів фацет і порівнянні отриманих параметрів діаграми спрямованості з еталонними значеннями, визначеними до використання способу та наступним визначенням факту відхилень, який відрізняється тим, що використовують алгоритм визначення пояса фацет головного дзеркала антени, в якому знаходяться елементи, що...
Елемент з мінеральної вати, спосіб його виготовлення і спосіб ізоляції криволінійних поверхонь
Номер патенту: 99336
Опубліковано: 10.08.2012
Автори: Сеппянен Еса, Хевосмаа Рісто, Сатка Лассе
МПК: F16L 59/08, B32B 15/14, F16L 59/02
Мітки: ізоляції, виготовлення, мінеральної, криволінійних, спосіб, поверхонь, вати, елемент
Формула / Реферат:
1. Елемент (7) з мінеральної вати, що містить ізолюючий шар (2) мінеральної вати з двома протилежними основними поверхнями, який відрізняється тим, що одна з двох протилежних основних поверхонь шару (2) мінеральної вати покрита гнучким елементом (1) з листового металу, а інша не містить вказаного покриття, причому покритий листовим металом шар мінеральної вати виконаний з можливістю вигину разом з елементом з листового металу.2....