Спосіб виготовлення поверхонь тертя
Номер патенту: 77321
Опубліковано: 15.11.2006
Автори: Цирук Віктор Григорович, Антонюк Віктор Степанович, Старицький Лев Павлович, Возненко Вікторія Віталіївна, Вовк Володимир Дмитрієвич, Пономаренко Анатолій Іванович
Формула / Реферат
Спосіб виготовлення поверхонь тертя деталей, що включає формування мікрорельєфу на робочих поверхнях, який відрізняється тим, що формування мікрорельєфу дискретно-орієнтованої структури робочої поверхні у вигляді напівеліпсоїдних лунок виконують методом вібраційного обкочування із щільністю нанесення лунок Ψ=0,15-0,30, при цьому крок між лунками вибирають із співвідношення ширини канавки і щільності в межах (0,3-0,4)/Ψ з кутом нахилу поверхні лунки до поверхні деталі в напрямку руху 1-2°.
Текст
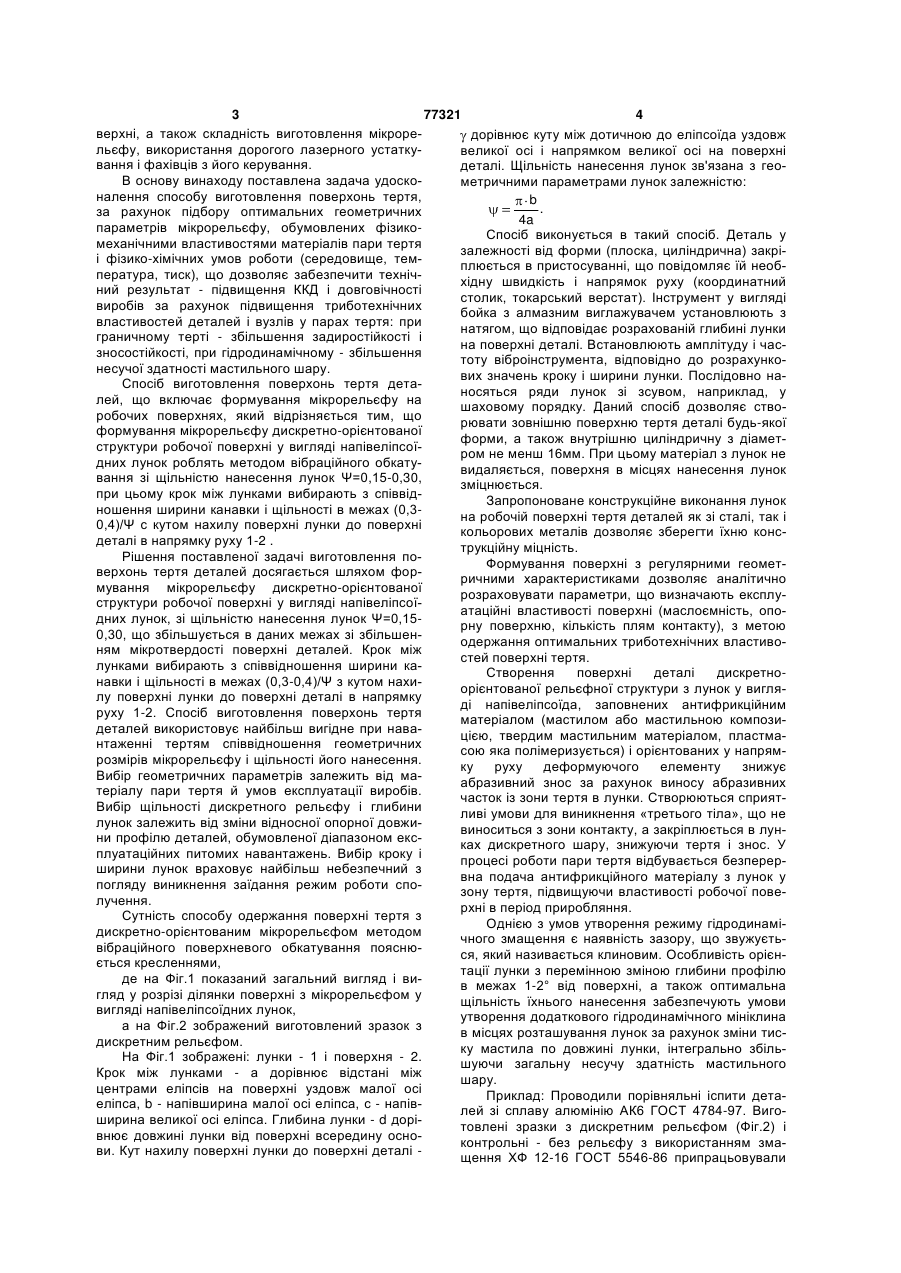
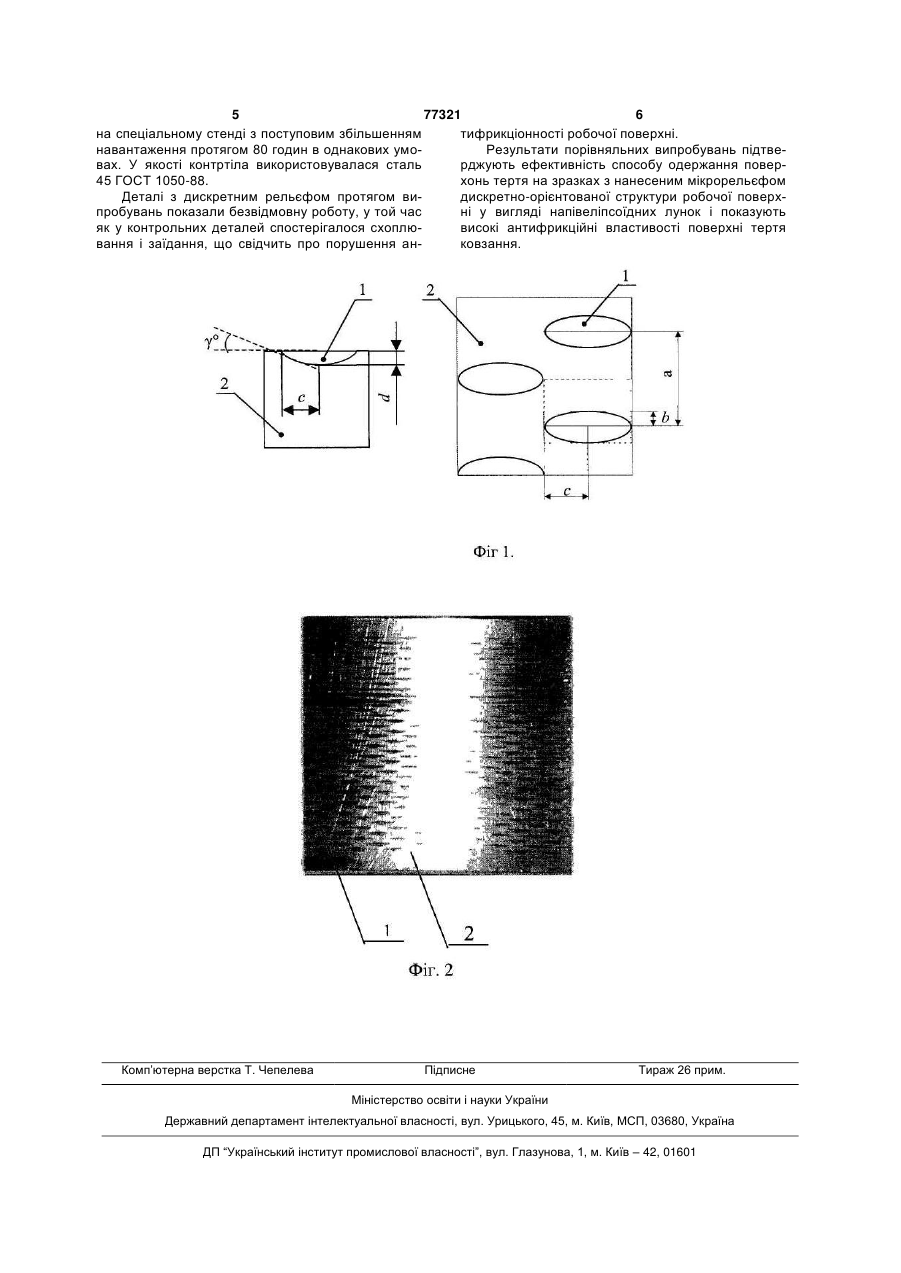
Спосіб виготовлення поверхонь тертя деталей, що включає формування мікрорельєфу на робочих поверхнях, який відрізняється тим, що формування мікрорельєфу дискретно-орієнтованої структури робочої поверхні у вигляді напівеліпсоїдних лунок виконують методом вібраційного обкочування із щільністю нанесення лунок Ψ=0,15-0,30, при цьому крок між лунками вибирають із співвідношення ширини канавки і щільності в межах (0,30,4)/Ψ з кутом нахилу поверхні лунки до поверхні деталі в напрямку руху 1-2°. (19) (21) a200500396 (22) 17.01.2005 (24) 15.11.2006 (46) 15.11.2006, Бюл. № 11, 2006 р. (72) Антонюк Віктор Степанович, Вовк Володимир Дмитрієвич, Возненко Вікторія Віталіївна, Пономаренко Анатолій Іванович, Старицький Лев Павлович, Цирук Віктор Григорович (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "НАУКОВО-ВИРОБНИЧИЙ КОМПЛЕКС "КИЇВСЬКИЙ ЗАВОД АВТОМАТИКИ ІМ.Г.І.ПЕТРОВСЬКОГО" (56) SU 1203255 A, F16C17/02, 07.01.1986 SU1763741 A1, F16C17/02, 33/10, 23.09.1992 SU 1784078, F16C33/14, 23.12.1992 SU 1247250, B24B39/00, 30.07.1986 3 77321 4 верхні, а також складність виготовлення мікроредорівнює куту між дотичною до еліпсоїда уздовж льєфу, використання дорогого лазерного устаткувеликої осі і напрямком великої осі на поверхні вання і фахівців з його керування. деталі. Щільність нанесення лунок зв'язана з геоВ основу винаходу поставлена задача удоскометричними параметрами лунок залежністю: налення способу виготовлення поверхонь тертя, b . за рахунок підбору оптимальних геометричних 4a параметрів мікрорельєфу, обумовлених фізикоСпосіб виконується в такий спосіб. Деталь у механічними властивостями матеріалів пари тертя залежності від форми (плоска, циліндрична) закріі фізико-хімічних умов роботи (середовище, темплюється в пристосуванні, що повідомляє їй необпература, тиск), що дозволяє забезпечити технічхідну швидкість і напрямок руху (координатний ний результат - підвищення ККД і довговічності столик, токарський верстат). Інструмент у вигляді виробів за рахунок підвищення триботехнічних бойка з алмазним виглажувачем установлюють з властивостей деталей і вузлів у парах тертя: при натягом, що відповідає розрахованій глибині лунки граничному терті - збільшення задиростійкості і на поверхні деталі. Встановлюють амплітуду і часзносостійкості, при гідродинамічному - збільшення тоту віброінструмента, відповідно до розрахунконесучої здатності мастильного шару. вих значень кроку і ширини лунки. Послідовно наСпосіб виготовлення поверхонь тертя детаносяться ряди лунок зі зсувом, наприклад, у лей, що включає формування мікрорельєфу на шаховому порядку. Даний спосіб дозволяє створобочих поверхнях, який відрізняється тим, що рювати зовнішню поверхню тертя деталі будь-якої формування мікрорельєфу дискретно-орієнтованої форми, а також внутрішню циліндричну з діаметструктури робочої поверхні у вигляді напівеліпсоїром не менш 16мм. При цьому матеріал з лунок не дних лунок роблять методом вібраційного обкатувидаляється, поверхня в місцях нанесення лунок вання зі щільністю нанесення лунок Ψ=0,15-0,30, зміцнюється. при цьому крок між лунками вибирають з співвідЗапропоноване конструкційне виконання лунок ношення ширини канавки і щільності в межах (0,3на робочій поверхні тертя деталей як зі сталі, так і 0,4)/Ψ с кутом нахилу поверхні лунки до поверхні кольорових металів дозволяє зберегти їхню консдеталі в напрямку руху 1-2 . трукційну міцність. Рішення поставленої задачі виготовлення поФормування поверхні з регулярними геометверхонь тертя деталей досягається шляхом форричними характеристиками дозволяє аналітично мування мікрорельєфу дискретно-орієнтованої розраховувати параметри, що визначають експлуструктури робочої поверхні у вигляді напівеліпсоїатаційні властивості поверхні (маслоємність, оподних лунок, зі щільністю нанесення лунок Ψ=0,15рну поверхню, кількість плям контакту), з метою 0,30, що збільшується в даних межах зі збільшенодержання оптимальних триботехнічних властивоням мікротвердості поверхні деталей. Крок між стей поверхні тертя. лунками вибирають з співвідношення ширини каСтворення поверхні деталі дискретнонавки і щільності в межах (0,3-0,4)/Ψ з кутом нахиорієнтованої рельєфної структури з лунок у виглялу поверхні лунки до поверхні деталі в напрямку ді напівеліпсоїда, заповнених антифрикційним руху 1-2. Спосіб виготовлення поверхонь тертя матеріалом (мастилом або мастильною композидеталей використовує найбільш вигідне при навацією, твердим мастильним матеріалом, пластмантаженні тертям співвідношення геометричних сою яка полімеризується) і орієнтованих у напрямрозмірів мікрорельєфу і щільності його нанесення. ку руху деформуючого елементу знижує Вибір геометричних параметрів залежить від маабразивний знос за рахунок виносу абразивних теріалу пари тертя й умов експлуатації виробів. часток із зони тертя в лунки. Створюються сприятВибір щільності дискретного рельєфу і глибини ливі умови для виникнення «третього тіла», що не лунок залежить від зміни відносної опорної довживиноситься з зони контакту, а закріплюється в лунни профілю деталей, обумовленої діапазоном ексках дискретного шару, знижуючи тертя і знос. У плуатаційних питомих навантажень. Вибір кроку і процесі роботи пари тертя відбувається безперерширини лунок враховує найбільш небезпечний з вна подача антифрикційного матеріалу з лунок у погляду виникнення заїдання режим роботи спозону тертя, підвищуючи властивості робочої повелучення. рхні в період приробляння. Сутність способу одержання поверхні тертя з Однією з умов утворення режиму гідродинамідискретно-орієнтованим мікрорельєфом методом чного змащення є наявність зазору, що звужуєтьвібраційного поверхневого обкатування пояснюся, який називається клиновим. Особливість орієнється кресленнями, тації лунки з перемінною зміною глибини профілю де на Фіг.1 показаний загальний вигляд і вив межах 1-2° від поверхні, а також оптимальна гляд у розрізі ділянки поверхні з мікрорельєфом у щільність їхнього нанесення забезпечують умови вигляді напівеліпсоїдних лунок, утворення додаткового гідродинамічного мініклина а на Фіг.2 зображений виготовлений зразок з в місцях розташування лунок за рахунок зміни тисдискретним рельєфом. ку мастила по довжині лунки, інтегрально збільНа Фіг.1 зображені: лунки - 1 і поверхня - 2. шуючи загальну несучу здатність мастильного Крок між лунками - а дорівнює відстані між шару. центрами еліпсів на поверхні уздовж малої осі Приклад: Проводили порівняльні іспити детаеліпса, b - напівширина малої осі еліпса, с - напівлей зі сплаву алюмінію АК6 ГОСТ 4784-97. Вигоширина великої осі еліпса. Глибина лунки - d дорітовлені зразки з дискретним рельєфом (Фіг.2) і внює довжині лунки від поверхні всередину осноконтрольні - без рельєфу з використанням змави. Кут нахилу поверхні лунки до поверхні деталі щення ХФ 12-16 ГОСТ 5546-86 припрацьовували 5 77321 6 на спеціальному стенді з поступовим збільшенням тифрикціонності робочої поверхні. навантаження протягом 80 годин в однакових умоРезультати порівняльних випробувань підтвевах. У якості контртіла використовувалася сталь рджують ефективність способу одержання повер45 ГОСТ 1050-88. хонь тертя на зразках з нанесеним мікрорельєфом Деталі з дискретним рельєфом протягом видискретно-орієнтованої структури робочої поверхпробувань показали безвідмовну роботу, у той час ні у вигляді напівеліпсоїдних лунок і показують як у контрольних деталей спостерігалося схоплювисокі антифрикційні властивості поверхні тертя вання і заїдання, що свідчить про порушення анковзання. Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make friction surfaces
Автори англійськоюAntoniuk Viktor Stepanovych, Starytskyi Lev Pavlovych
Назва патенту російськоюСпособ изготовления поверхностей трения
Автори російськоюАнтонюк Виктор Степанович, Старицкий Лев Павлович
МПК / Мітки
МПК: B24B 39/00, F16C 33/14
Мітки: спосіб, поверхонь, виготовлення, тертя
Код посилання
<a href="https://ua.patents.su/3-77321-sposib-vigotovlennya-poverkhon-tertya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поверхонь тертя</a>
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Марчук Володимир Єфремович, Ляшенко Борис Артемович, Гресько Володимир Ларіонович, Лабунець Василь Федорович
Мітки: поверхонь, обробки, електроіскрової, деталей, спосіб, струмопровідних, тертя
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму
Номер патенту: 5683
Опубліковано: 15.03.2005
Автори: Гресько Володимир Ларіонович, Лабунець Василь Федорович, Марчук Володимир Єфремович, Шульга Іван Федорович, Кудрін Анатолій Павлович
МПК: B23H 7/00
Мітки: поверхонь, струму, обробки, спосіб, джерелом, струмопровідних, тертя, деталей, електроіскровим
Формула / Реферат:
Спосіб обробки поверхонь тертя струмопровідних деталей електроіскровим джерелом струму, що включає встановлення деталі на верстат для електроіскрової обробки, утворення електродом-інструментом (катодом) заглиблень на поверхні тертя деталі, щоб зменшити зношування поверхні тертя, оброблюючи електродом-інструментом (анодом) поверхню тертя деталі, покривають шарами металів, що підвищують зношування, який відрізняється тим, що утворені...
Спосіб обробки поверхонь тертя вузлів тертя
Номер патенту: 36226
Опубліковано: 16.04.2001
Автори: Бузов Володимир Валентинович, Александров Сергій Миколайович, Зозуля Володимир Леонідович, Гамідов Ельмін Аббас-огли, Зозуля Сергій Леонідович, Нікітін Ігорь Владіміровіч
МПК: C10M 129/40
Мітки: обробки, вузлів, тертя, спосіб, поверхонь
Текст:
...тертя вузлів тертя при експлуатаційному навантаженні, забезпечуючи поліпшення триботехнічних характеристик вузлів тертя за рахунок зниження коефіцієнту тертя та відновлевання зони тертя [7], але й тим, що пропонує принципово новий підхід до формування модифікованих поверхонь шляхом використання дисперсних стр уктур модифікатора з урахуванням класу точності та чистоти обробки поверхонь тертя у вузла х тертя. Такий підхід дозволяє поширити...
Спосіб отримання комбінованого покриття поверхонь деталей пар тертя із залізовуглецевих сплавів
Номер патенту: 47261
Опубліковано: 17.06.2002
Автори: Стецько Андрій Євгенович, Стецьків Остап Петрович, Манько Олексій Васильович
МПК: C23C 10/02
Мітки: отримання, покриття, спосіб, комбінованого, тертя, поверхонь, деталей, залізовуглецевих, пар, сплавів
Формула / Реферат:
Спосіб отримання комбінованого покриття поверхонь деталей пар тертя із залізовуглецевих сплавів, який складається з нанесення на поверхню хімічного покриття з розчину, який містить лимоннокислий натрій, гіпофосфіт натрію, аміак, сірчанокислий нікель та сіль кобальту і дифузійного хромування у порошковому середовищі, який відрізняється тим, що розчин містить як сіль кобальту сірчанокислий кобальт і додатково містить хлористий амоній, при...
Спосіб виготовлення антифрикційного матеріалу, елемент вузла тертя і спосіб виготовлення елемента вузла тертя
Номер патенту: 50371
Опубліковано: 15.10.2002
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
Мітки: спосіб, елемента, антифрикційного, матеріалу, тертя, виготовлення, вузла, елемент
Формула / Реферат:
Спосіб утеплення чавуна в чавуновізних ковшах, що включає введення в ківш відходів виробництва вторинного алюмінію, який відрізняється тим, що введення відходів починають при наповненні ковша на 1/5-1/3 його висоти, а закінчують при наповненні ковша на 1/2-3/4 його висоти, причому введення відходів здійснюють окремими порціями по 0,2-0,7 кг на тонну чавуна в контейнерах з матеріалу, що має температуру плавлення рівну 0,06-0,18 від температури...
Попередній патент: Спосіб очищення промислових стічних вод і підготовлення води
Наступний патент: Спосіб добування марганцю з шлаків виробництва силікомарганцю
Випадковий патент: Комбікорм для годівлі молодняку свиней