Спосіб лазерної обробки отворів
Номер патенту: 103189
Опубліковано: 10.12.2015
Автори: Спаська Олександра Олександрівна, Котляров Валерій Павлович
Формула / Реферат
Спосіб лазерної обробки отворів, в якому використовують декілька імпульсів для формування отворів, який відрізняється тим, що над поверхнею заготівки, що обробляється, створюють розрідження, відкачуючи повітря із камери, яку ущільнює заготівка, через змінну діафрагму з отвором, діаметр якого вибирають за рівнянням: ![]() , де:
, де: ![]() - діаметр отвору, що пробивається,
- діаметр отвору, що пробивається, ![]() - вага заготівки, що обробляється,
- вага заготівки, що обробляється, ![]() - площа поверхні заготівки, що ущільнюється,
- площа поверхні заготівки, що ущільнюється, ![]() - тиск оточуючого середовища.
- тиск оточуючого середовища.
Текст
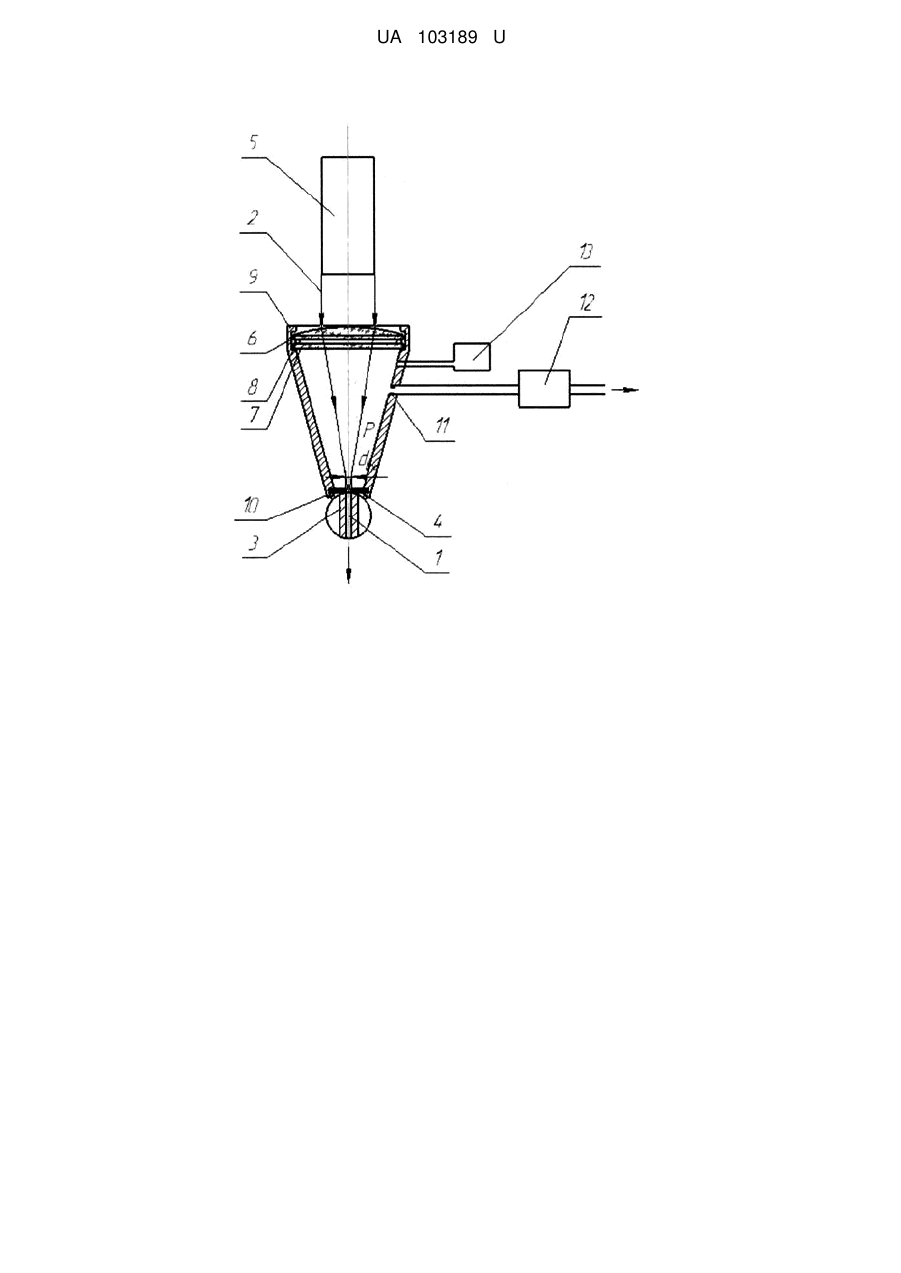
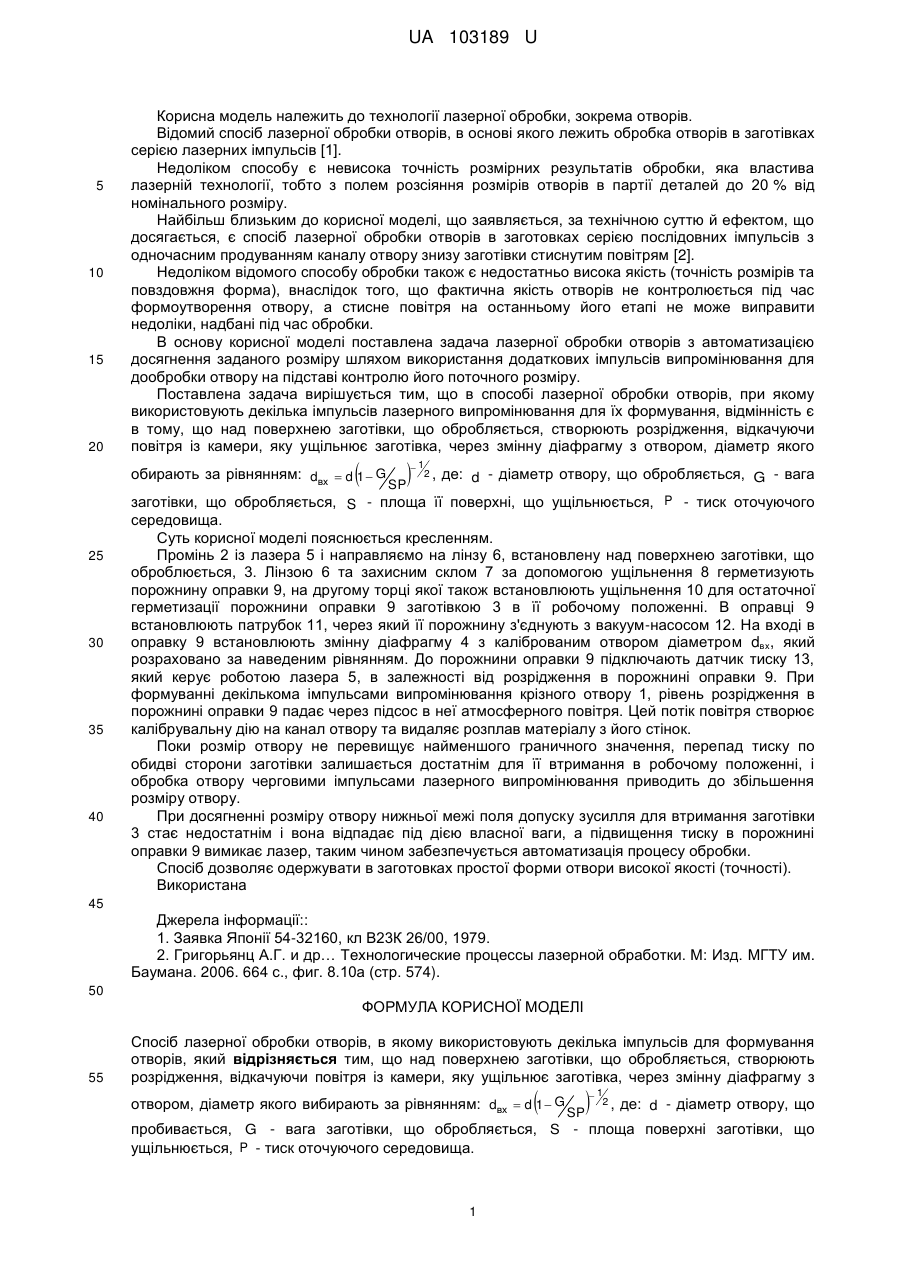
Реферат: Спосіб лазерної обробки отворів, в якому використовують декілька імпульсів для формування отворів. В якому над поверхнею заготівки, що обробляється, створюють розрідження, відкачуючи повітря із камери, яку ущільнює заготівка, через змінну діафрагму з отвором, діаметр якого вибирають за рівнянням: dвх d 1 G SP 1 2, де: d - діаметр отвору, що пробивається, G - вага заготівки, що обробляється, S - площа поверхні заготівки, що ущільнюється, P - тиск оточуючого середовища. UA 103189 U (54) СПОСІБ ЛАЗЕРНОЇ ОБРОБКИ ОТВОРІВ UA 103189 U UA 103189 U 5 10 15 20 Корисна модель належить до технології лазерної обробки, зокрема отворів. Відомий спосіб лазерної обробки отворів, в основі якого лежить обробка отворів в заготівках серією лазерних імпульсів [1]. Недоліком способу є невисока точність розмірних результатів обробки, яка властива лазерній технології, тобто з полем розсіяння розмірів отворів в партії деталей до 20 % від номінального розміру. Найбільш близьким до корисної моделі, що заявляється, за технічною суттю й ефектом, що досягається, є спосіб лазерної обробки отворів в заготовках серією послідовних імпульсів з одночасним продуванням каналу отвору знизу заготівки стиснутим повітрям [2]. Недоліком відомого способу обробки також є недостатньо висока якість (точність розмірів та повздовжня форма), внаслідок того, що фактична якість отворів не контролюється під час формоутворення отвору, а стисне повітря на останньому його етапі не може виправити недоліки, надбані під час обробки. В основу корисної моделі поставлена задача лазерної обробки отворів з автоматизацією досягнення заданого розміру шляхом використання додаткових імпульсів випромінювання для дообробки отвору на підставі контролю його поточного розміру. Поставлена задача вирішується тим, що в способі лазерної обробки отворів, при якому використовують декілька імпульсів лазерного випромінювання для їх формування, відмінність є в тому, що над поверхнею заготівки, що обробляється, створюють розрідження, відкачуючи повітря із камери, яку ущільнює заготівка, через змінну діафрагму з отвором, діаметр якого обирають за рівнянням: dвх d 1 G SP 25 30 35 40 1 2, де: d - діаметр отвору, що обробляється, G - вага заготівки, що обробляється, S - площа її поверхні, що ущільнюється, P - тиск оточуючого середовища. Суть корисної моделі пояснюється кресленням. Промінь 2 із лазера 5 і направляємо на лінзу 6, встановлену над поверхнею заготівки, що оброблюється, 3. Лінзою 6 та захисним склом 7 за допомогою ущільнення 8 герметизують порожнину оправки 9, на другому торці якої також встановлюють ущільнення 10 для остаточної герметизації порожнини оправки 9 заготівкою 3 в її робочому положенні. В оправці 9 встановлюють патрубок 11, через який її порожнину з'єднують з вакуум-насосом 12. На вході в оправку 9 встановлюють змінну діафрагму 4 з каліброваним отвором діаметром dвх, який розраховано за наведеним рівнянням. До порожнини оправки 9 підключають датчик тиску 13, який керує роботою лазера 5, в залежності від розрідження в порожнині оправки 9. При формуванні декількома імпульсами випромінювання крізного отвору 1, рівень розрідження в порожнині оправки 9 падає через підсос в неї атмосферного повітря. Цей потік повітря створює калібрувальну дію на канал отвору та видаляє розплав матеріалу з його стінок. Поки розмір отвору не перевищує найменшого граничного значення, перепад тиску по обидві сторони заготівки залишається достатнім для її втримання в робочому положенні, і обробка отвору черговими імпульсами лазерного випромінювання приводить до збільшення розміру отвору. При досягненні розміру отвору нижньої межі поля допуску зусилля для втримання заготівки 3 стає недостатнім і вона відпадає під дією власної ваги, а підвищення тиску в порожнині оправки 9 вимикає лазер, таким чином забезпечується автоматизація процесу обробки. Спосіб дозволяє одержувати в заготовках простої форми отвори високої якості (точності). Використана 45 Джерела інформації:: 1. Заявка Японії 54-32160, кл В23К 26/00, 1979. 2. Григорьянц А.Г. и др… Технологические процессы лазерной обработки. М: Изд. МГТУ им. Баумана. 2006. 664 с., фиг. 8.10а (стр. 574). 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб лазерної обробки отворів, в якому використовують декілька імпульсів для формування отворів, який відрізняється тим, що над поверхнею заготівки, що обробляється, створюють розрідження, відкачуючи повітря із камери, яку ущільнює заготівка, через змінну діафрагму з отвором, діаметр якого вибирають за рівнянням: dвх d 1 G SP 1 2, де: d - діаметр отвору, що пробивається, G - вага заготівки, що обробляється, S - площа поверхні заготівки, що ущільнюється, P - тиск оточуючого середовища. 1 UA 103189 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюThe method of laser processing of holes
Автори англійськоюSpaska Oleksandra Oleksandrivna, Kotliarov Valerii Pavlovych
Назва патенту російськоюСпособ лазерной обработки отверстий
Автори російськоюСпасская Александра Александровна, Котляров Валерий Павлович
МПК / Мітки
МПК: B23K 26/00
Мітки: отворів, лазерної, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/4-103189-sposib-lazerno-obrobki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерної обробки отворів</a>
Пристрій для лазерної обробки отворів
Номер патенту: 102361
Опубліковано: 26.10.2015
Автори: Котляров Валерій Павлович, Мазур Вадим Анатолійович
МПК: B23K 26/04
Мітки: лазерної, пристрій, обробки, отворів
Формула / Реферат:
Пристрій для лазерної обробки отворів, що містить лазер, фокусуючу лінзу в оправці та стіл для розміщення заготовки, який відрізняється тим, що лінза в оправці утворює поршень пневмоциліндра, корпус якого виготовлений у вигляді стакана із отвором на дні, що має ззовні ущільнення у вигляді кільця та зворотній клапан на боковій стінці та слугує столом для утримання заготовки.
Спосіб лазерної обробки отворів в металевих заготовках
Номер патенту: 42516
Опубліковано: 10.07.2009
Автори: Котляров Валерій Павлович, Хамеді Фархуд
МПК: B23K 26/06
Мітки: обробки, лазерної, заготовках, отворів, металевих, спосіб
Формула / Реферат:
Спосіб лазерної обробки отворів в металевих заготовках, що включає виконання обробки серією імпульсів лазерного випромінювання з інтенсивністю, достатньою для випаровування оброблювального матеріалу, який відрізняється тим, що їх подають по черзі з імпульсами випромінювання, інтенсивність яких достатня для структурних перетворень в оброблювальному матеріалі.
Пристрій для лазерної обробки отворів без вхідного конуса і ґрата
Номер патенту: 76424
Опубліковано: 10.01.2013
Автори: Лашта Андрій Віталійович, Котляров Валерій Павлович
МПК: B23K 26/00
Мітки: лазерної, обробки, отворів, ґрата, конуса, вхідного, пристрій
Формула / Реферат:
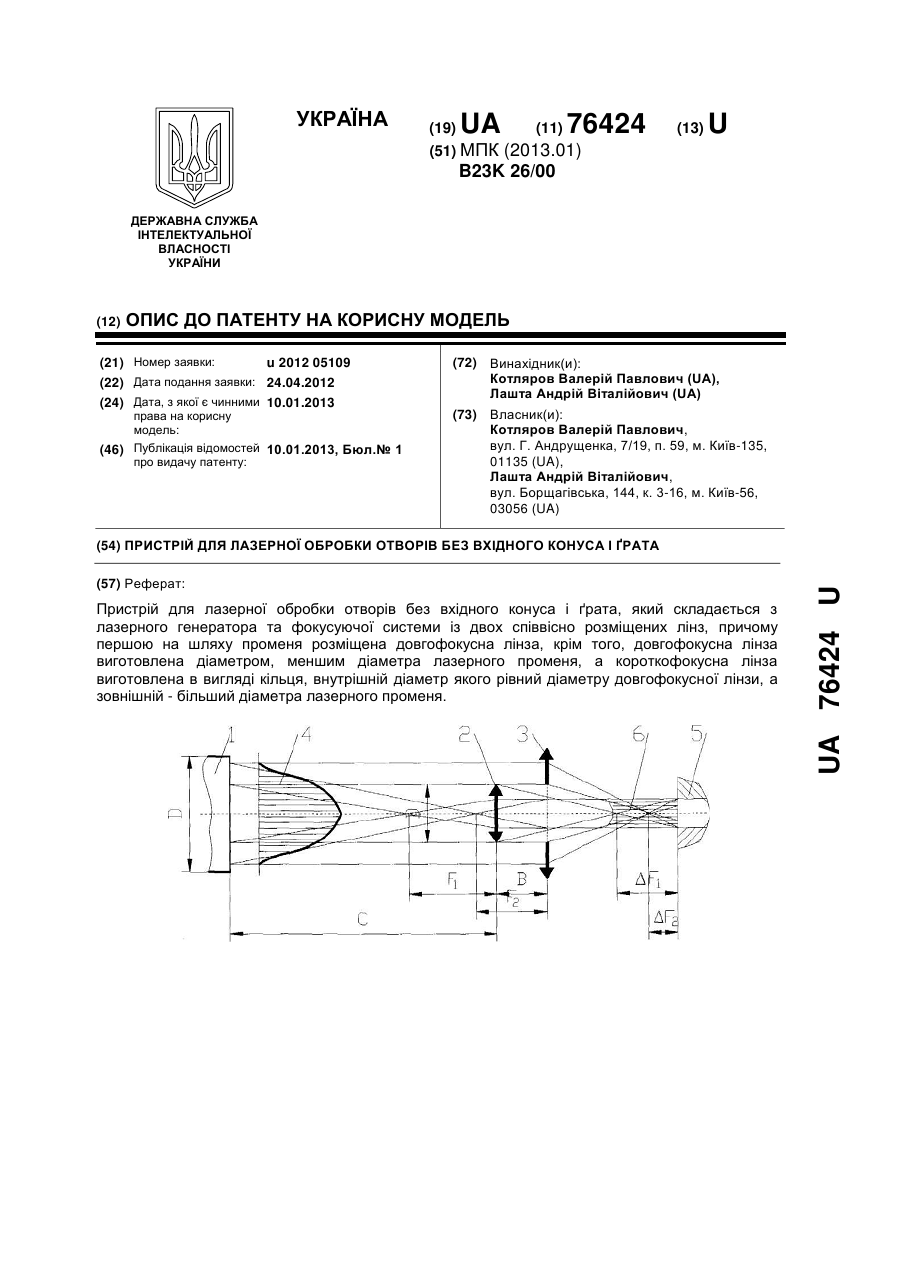
1. Пристрій для лазерної обробки отворів без вхідного конуса і ґрата, який складається з лазерного генератора та фокусуючої системи із двох співвісно розміщених лінз, причому першою на шляху променя розміщена довгофокусна лінза, який відрізняється тим, що довгофокусна лінза виготовлена діаметром, меншим діаметра лазерного променя, а короткофокусна лінза виготовлена в вигляді кільця, внутрішній діаметр якого рівний діаметру довгофокусної...
Пристрій для лазерної обробки отворів в металевих заготовках
Номер патенту: 42519
Опубліковано: 10.07.2009
Автори: Місагі Масіг, Аліверді Мохаммад Алі, Вахдатінія Ілназ, Котляров Валерій Павлович
МПК: B23K 26/06
Мітки: металевих, заготовках, пристрій, обробки, отворів, лазерної
Формула / Реферат:
Пристрій для лазерної обробки отворів в металевих заготовках, що містить лазер з блоком живлення, в резонаторі якого з можливістю обертання навколо осі, паралельної осі лазера, розташовано диск із непрозорого матеріалу з кільцевим пазом для виводу інтенсивної частини імпульсу випромінювання та отвором для пропуску сигналу синхронізації початку обертання диска з початком генерації випромінювання між джерелом світла та фотоелементом, які...
Спосіб лазерної пробивки крізних отворів
Номер патенту: 75168
Опубліковано: 26.11.2012
Автори: Котляров Валерій Павлович, Котельніков Дмитро Володимирович
МПК: B23K 26/00
Мітки: отворів, лазерної, крізних, пробивки, спосіб
Формула / Реферат:
Спосіб лазерної пробивки крізних отворів, при якому обробку виконують в багатоімпульсному режимі, який відрізняється ним, що в процесі обробки вимірюють тиск в порожнині деталі, підключаючи її до датчика тиску.
Попередній патент: Застосування 1-(4-сl-бензил)-3-сl-4-(cf3-феніламіно)-1н-пірол-2,5-діону як засобу лікування виразкового коліту
Наступний патент: Спосіб підготовки переднього кінця гільзи перед прокаткою
Випадковий патент: Радіально-упорний гідростатодинамічний підшипник