Сталь для куль, які мелють
Номер патенту: 10414
Опубліковано: 25.12.1996
Автори: Тихонюк Леонід Сергійович, Вісторовський Микола Трохимович, Єфременко Василь Георгійович, Гуджен Федір Ілліч, Тихонюк Сергій Леонідович, Сахно Валерій Олександрович, Дегтярьов Сергій Іванович, Ворона Микола Миколайович, Грімані Євген Вітальович, Ткаченко Федір Костянтинович
Формула / Реферат
1. Сталь для мелющих шаров, содержащая углерод, кремний, марганец, хром и железо, отличающаяся тем, что дополнительно содержит мышьяк, ванадий и/или титан, и/или ниобий, и/или алюминий при следующем соотношении компонентов, мас.%:
углерод 0,50-0,90
кремний 0,20-0,80
марганец 0,70-2,20
хром 0,05-1,70
мышьяк 0,0005-0,12
ванадий и/или титан, и/или ниобий,
и/или алюминий 0,003 - 0,12
железо остальное.
2. Сталь для мелющих шаров по п. 1, отличающаяся тем, что она дополнительно содержит бор в количестве 0,0005 - 0,0035 мас. %.
3. Сталь для мелющих шаров по пп. 1 и 2, отличающаяся тем, что она дополнительно содержит кальций и/или магний в количестве 0,0005 - 0,01 мас.%.
Текст
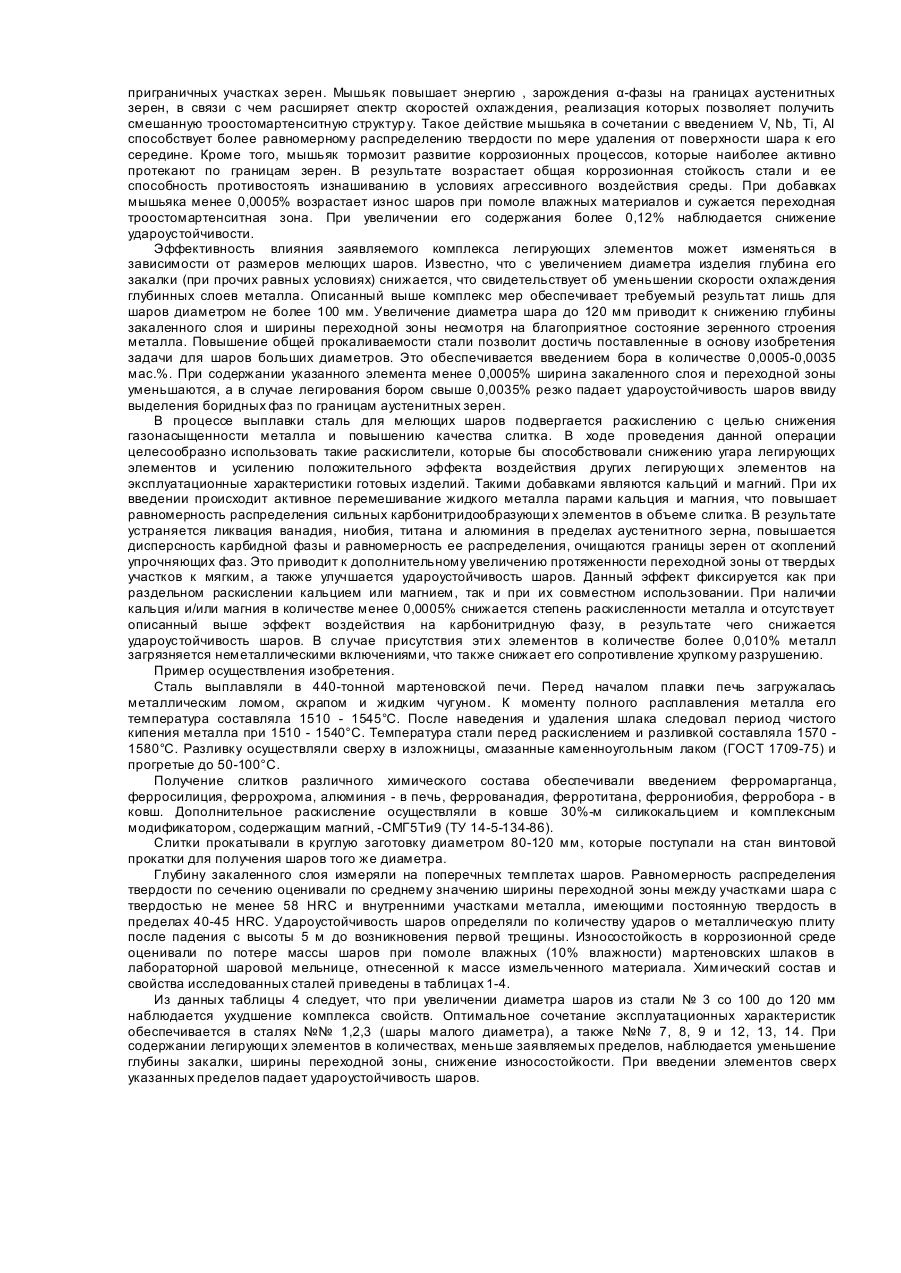
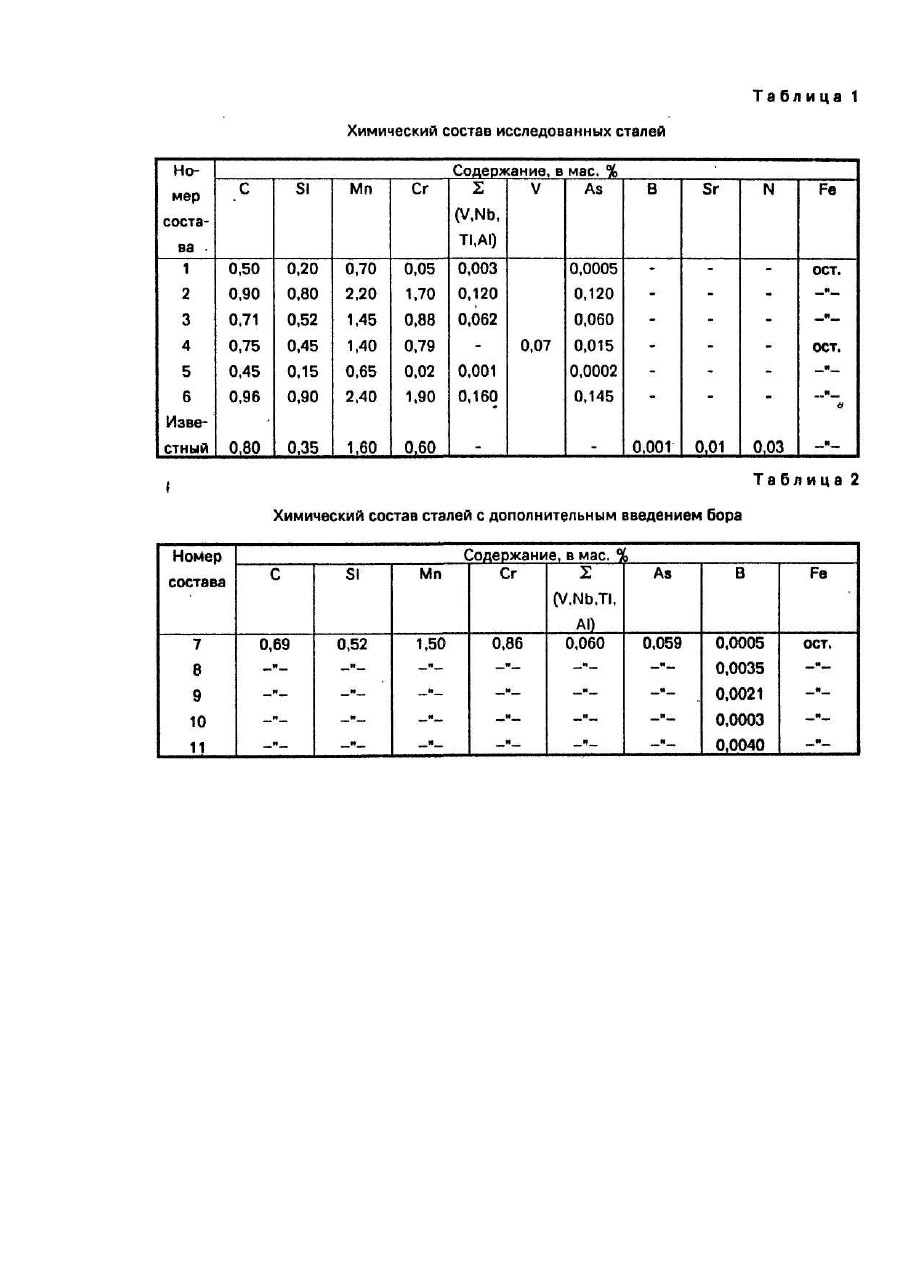
Изобретение относится к металлургическому производству и может быть использовано при изготовлении катаных мелющих шаров. Наиболее близким по технической сущности к изобретению является сталь для мелющих шаров [1], содержащая, мас.%: Сочетание указанных элементов обеспечивает повышение твердости, прочности, контактной выносливости при увеличении прокаливаемости шаров. Вместе с тем, введение стронция и азота вызывает значительные технологические трудности, а также ухудшает экологическую обстановку. Кроме того, шары из указанной стали характеризуются неравномерностью распределения глубины закаленного слоя в различных сечениях, а также резким переходом от мартенситной структуры к более мягким структурам внутренних слоев. Известно, что катаные шары изготавливаются методом поперечно-винтовой прокатки из круглой заготовки такого же диаметра, что и готовое изделие. При этом, в процессе прокатки разные точки поверхности шара подвергаются деформации с различными степенями обжатия. Сразу же по окончании прокатки в наклепанных участках металла протекает рекристаллизация, приводящая к росту зерна в наружных слоях шаров. В шарах их данной стали увеличение размера зерна протекает неконтролируемо, т.к. в составе стали отсутствуют сильные карбидообразующие и нитридообразующие элементы. Марганец, введенный в количестве до 2%, способствует росту аустенитного зерна в центральной части шаров. В результате действия этих факторов структура стали приобретает значительную неоднородность в размере зерна в различных сечениях шара. Это приводит к неравномерности глубины закаленного слоя в различных направлениях от поверхности к центру и резкому перепаду в твердости между закаленными и незакаленными участками шара. Указанные факторы обусловливают возникновение высоких структурных напряжений и, как следствие, недостаточную удароустойчивость мелющих тел, а также неравномерность их изнашивания и быструю потерю сферичности. Также следует отметить, что несмотря на высокую твердость, шары из указанной стали обладают низкой износостойкостью в условиях коррозионного воздействия рабочей среды, имеющего место при помоле увлажненных материалов. Это связано с отсутствием в составе стали элементов, препятствующих развитию коррозионных процессов по границам зерен. В основу изобретения поставлена задача создания новой стали для мелющих шаров, в которой дополнительное введение компонентов и их массовое соотношение позволит обеспечить равномерное изменение твердости по сечению шаров, увеличить удароустойчивость шаров и износостойкость в коррозионной среде при сохранении прокаливаемости и за счет этого повысить качество шаров. Для решения поставленной задачи в сталь, содержащую углерод, кремний, марганец, хром, и железо вводятся мышьяк, а также ванадий и/или титан, и/или ниобий, и/или алюминий при следующем массовом соотношении, в мас.%: При этом сталь может дополнительно содержать бор в количестве 0,0005-0,0035 мас.%, а также кальций и/или магний в количестве 0,0005-0,010 мас.%. Известно, что при введении ванадия, ниобия, титана, алюминия в стали образуются труднорастворимые карбонитриды и нитриды, играющие роль "барьеров" на пути движения растущи х аустенитных зерен. При нагреве под прокатку эти фазы сохраняют относительно мелкое зерно центральной части, а в процессе рекристаллизации препятствуют аномальному росту клапанных зерен в деформированных участках изделия. В результате достигается равномерность зеренного строения в объеме шара, что обеспечивает однородность глубины закаленного слоя в различных направлениях его сечения и, главное, расширение переходной зоны от мартенситной структуры поверхности к центру, Эти факторы способствуют снижению уровня структурных напряжений и, как следствие, росту удароустойчивости закаленных шаров, а также сохранению сферичности шара при постепенном его износе. Учитывая сходство в характере влияния ванадия, ниобия, титана и алюминия на свойства шаровой стали, предполагается их раздельное или комплексное введение в суммарном количестве 0,003-0,12 мас.%. При меньшем содержании указанных элементов эффект стабилизации структуры не наблюдается в связи с отсутствием карбонитридных и нитридных фаз. В случае суммарного введения V, Nb, Ті, АІ в количестве более 0,12% фиксируется снижение прокаливаемости за счет связывания углерода в тр уднорастворимые фазы, а также понижается удароустойчивость из-за появления грубых включений по границам зерен. Легирование мышьяком предусматривает использование его склонности к образованию сегрегации в приграничных участках зерен. Мышьяк повышает энергию , зарождения α-фазы на границах аустенитных зерен, в связи с чем расширяет спектр скоростей охлаждения, реализация которых позволяет получить смешанную троостомартенситную структур у. Такое действие мышьяка в сочетании с введением V, Nb, Ті, ΑΙ способствует более равномерному распределению твердости по мере удаления от поверхности шара к его середине. Кроме того, мышьяк тормозит развитие коррозионных процессов, которые наиболее активно протекают по границам зерен. В результате возрастает общая коррозионная стойкость стали и ее способность противостоять изнашиванию в условиях агрессивного воздействия среды. При добавках мышьяка менее 0,0005% возрастает износ шаров при помоле влажных материалов и сужается переходная троостомартенситная зона. При увеличении его содержания более 0,12% наблюдается снижение удароустойчивости. Эффективность влияния заявляемого комплекса легирующих элементов может изменяться в зависимости от размеров мелющих шаров. Известно, что с увеличением диаметра изделия глубина его закалки (при прочих равных условиях) снижается, что свидетельствует об уменьшении скорости охлаждения глубинных слоев металла. Описанный выше комплекс мер обеспечивает требуемый результат лишь для шаров диаметром не более 100 мм. Увеличение диаметра шара до 120 мм приводит к снижению глубины закаленного слоя и ширины переходной зоны несмотря на благоприятное состояние зеренного строения металла. Повышение общей прокаливаемости стали позволит достичь поставленные в основу изобретения задачи для шаров больших диаметров. Это обеспечивается введением бора в количестве 0,0005-0,0035 мас.%. При содержании указанного элемента менее 0,0005% ширина закаленного слоя и переходной зоны уменьшаются, а в случае легирования бором свыше 0,0035% резко падает удароустойчивость шаров ввиду выделения боридных фаз по границам аустенитных зерен. В процессе выплавки сталь для мелющих шаров подвергается раскислению с целью снижения газонасыщенности металла и повышению качества слитка. В ходе проведения данной операции целесообразно использовать такие раскислители, которые бы способствовали снижению угара легирующих элементов и усилению положительного эффекта воздействия других легирующи х элементов на эксплуатационные характеристики готовых изделий. Такими добавками являются кальций и магний. При их введении происходит активное перемешивание жидкого металла парами кальция и магния, что повышает равномерность распределения сильных карбонитридообразующи х элементов в объеме слитка. В результате устраняется ликвация ванадия, ниобия, титана и алюминия в пределах аустенитного зерна, повышается дисперсность карбидной фазы и равномерность ее распределения, очищаются границы зерен от скоплений упрочняющих фаз. Это приводит к дополнительному увеличению протяженности переходной зоны от твердых участков к мягким, а также улучшается удароустойчивость шаров. Данный эффект фиксируется как при раздельном раскислении кальцием или магнием, так и при их совместном использовании. При наличии кальция и/или магния в количестве менее 0,0005% снижается степень раскисленности металла и отсутствует описанный выше эффект воздействия на карбонитридную фазу, в результате чего снижается удароустойчивость шаров. В случае присутствия эти х элементов в количестве более 0,010% металл загрязняется неметаллическими включениями, что также снижает его сопротивление хрупкому разрушению. Пример осуществления изобретения. Сталь выплавляли в 440-тонной мартеновской печи. Перед началом плавки печь загружалась металлическим ломом, скрапом и жидким чугуном. К моменту полного расплавления металла его температура составляла 1510 - 1545°С. После наведения и удаления шлака следовал период чистого кипения металла при 1510 - 1540°С. Температура стали перед раскислением и разливкой составляла 1570 1580°С. Разливку осуществляли сверху в изложницы, смазанные каменноугольным лаком (ГОСТ 1709-75) и прогретые до 50-100°С. Получение слитков различного химического состава обеспечивали введением ферромарганца, ферросилиция, феррохрома, алюминия - в печь, феррованадия, ферротитана, феррониобия, ферробора - в ковш. Дополнительное раскисление осуществляли в ковше 30%-м силикокальцием и комплексным модификатором, содержащим магний, -СМГ5Ти9 (ТУ 14-5-134-86). Слитки прокатывали в круглую заготовку диаметром 80-120 мм, которые поступали на стан винтовой прокатки для получения шаров того же диаметра. Глубину закаленного слоя измеряли на поперечных темплетах шаров. Равномерность распределения твердости по сечению оценивали по среднему значению ширины переходной зоны между участками шара с твердостью не менее 58 HRC и внутренними участками металла, имеющими постоянную твердость в пределах 40-45 HRC. Удароустойчивость шаров определяли по количеству ударов о металлическую плиту после падения с высоты 5 м до возникновения первой трещины. Износостойкость в коррозионной среде оценивали по потере массы шаров при помоле влажных (10% влажности) мартеновских шлаков в лабораторной шаровой мельнице, отнесенной к массе измельченного материала. Химический состав и свойства исследованных сталей приведены в таблицах 1-4. Из данных таблицы 4 следует, что при увеличении диаметра шаров из стали № 3 со 100 до 120 мм наблюдается ухудшение комплекса свойств. Оптимальное сочетание эксплуатационных характеристик обеспечивается в сталях №№ 1,2,3 (шары малого диаметра), а также №№ 7, 8, 9 и 12, 13, 14. При содержании легирующи х элементов в количествах, меньше заявляемых пределов, наблюдается уменьшение глубины закалки, ширины переходной зоны, снижение износостойкости. При введении элементов сверх указанных пределов падает удароустойчивость шаров.
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel for grinding bullets
Автори англійськоюTkachenko Fedir Kostiantynovych, Sakhno Valerii Oleksandrovych, Tykhoniuk Leonid Serhiiovych, Yefremenko Vasyl Heorhiiovych, Tykhoniuk Serhii Leonidovych, Dehtiariov Serhii Ivanovych, Vorona Mykola Mykolaiovych, Vistorovskyi Mykola Trokhymovych, Hrimani Yevhen Vitaliovych
Назва патенту російськоюСталь для пуль, которые мелют
Автори російськоюТкаченко Федор Константинович, Сахно Валерий Александрович, Тихонюк Леонид Сергеевич, Ефременко Василий Георгиевич, Тихонюк Сергей Леонидович, Дегтярев Сергей Иванович, Ворона Николай Николаевич, Висторовский Николай Трофимович, Гримани Евгений Витальович
МПК / Мітки
МПК: C22C 38/04, C22C 38/24
Код посилання
<a href="https://ua.patents.su/4-10414-stal-dlya-kul-yaki-melyut.html" target="_blank" rel="follow" title="База патентів України">Сталь для куль, які мелють</a>
Сталь для зварних конструкцій
Номер патенту: 369
Опубліковано: 30.04.1993
Автори: Стеренбоген Юрій Олександрович, Юрчишин Олександр Вітальйович, Дяков Володимир Георгійович, Скудицький Маркс Самуїлович, Дранковський Іван Карпович, Бублик Григорій Іванович, Єгорова Світлана Василівна, Крендельова Аліса Іванівна, Сальников Геннадій Олексійович, Литвиненко Денис Онуфрійович, Ліпухін Юрій Вікторович, Бочаров Альберт Миколайович, Соліна Євгенія Миколаївна
МПК: C22C 38/38, C22C 38/18
Мітки: сталь, конструкцій, зварних
Формула / Реферат:
Формула изобретения1. Сталь для сварных конструкций, содержащая углерод, кремний, марганец, хром и железо, отличающаяся тем, что, с целью повышения ударной, вязкости, она дополнительно содержит церий, алюминий и кальций при следующем соотношении компонентов, мас. %: Углерод 0,05-0,12 Кремний 0,17-0,60 Марганец 0,46-2,40 ...
Сталь для зварювального дроту
Номер патенту: 7788
Опубліковано: 26.12.1995
Автори: Тільга Олег Степанович, Кекух Анатолій Володимирович, Макаров Дмитро Григорович, Омесь Юрій Миколайович, Макаров Костянтин Григорович, Любимов Іван Михайлович, Вихлевщук Валерій Антонович, Поляков Валерій Олександрович, Семенов Станіслав Євгенович
МПК: C22C 38/58, C22C 38/44
Мітки: дроту, зварювального, сталь
Формула / Реферат:
Сталь для сварочной проволоки, содержащая железо, углерод, марганец, кремний, хром, никель, медь, алюминий и молибден, отличающаяся тем, что она дополнительно содержит вольфрам при следующем соотношении ингредиентов, в маc. %:углерод 0,01-0,10 марганец 0,50-2,00 кремний 0,10-0,50 хром ...
Арматурна сталь

Номер патенту: 8340
Опубліковано: 29.03.1996
Автори: Ємченко Юрій Борисович, Літвінов Леонід Федорович, Парусов Володимир Васильович, Шишко Юрій Борисович, Старов Ремуальд Вікторович, Димченко Євген Миколайович, Олейник Вадім Анатольович, Катель Леонід Маркусович, Черненков Сергій Павлович, Оробцев Юрій Вікторович, Кузьмичов Генадій Михайлович
МПК: C22C 38/04
Формула / Реферат:
Арматурная сталь, содержащая железо, углерод, марганец, кремний, хром, никель, медь, азот, титан, ванадий и ниобий, отличающаяся тем, что она дополнительно содержит бор и молибден при следующем соотношении компонентов, в % по массе:углерод 0,20-0,40марганец 0,80-1,40кремний 0,01-0,13хром 0,01-0,35никель...
Сталь для зварювального дроту
Номер патенту: 10105
Опубліковано: 30.09.1996
Автори: Овдієнко Ігор Миколайович, Іващенко Геннадій Михайлович, Макаров Григорій Арестович, Кондрашкін Віталій Андрійович, Бринюк Михайло Васильович, Віхлевщук Ігор Валерійович, Поляков Валерій Олександрович, Омесь Микола Михайлович, Тапор Анатолій Пилипович, Хазанкін Моісей Григорович, Ольхович Олександр Овсійович, Губов Андрій Іванович
МПК: C22C 38/40, C22C 38/52
Мітки: сталь, зварювального, дроту
Формула / Реферат:
Сталь для сварочной проволоки, содержащая железо, углерод, марганец, кремний, хром, никель, медь, алюминий, азот, титан и кобальт, отличающаяся тем, что она дополнительно содержит мышьяк при следующем соотношении компонентов, в % по массе:углерод 0,01-0,15марганец 0,50-1,50кремний 0,10-0,50хром 0,01-0,30никель 0,80-2,00медь ...
Напівспокійна сталь /варіанти/
Номер патенту: 6797
Опубліковано: 29.12.1994
Автори: Кузьмичов Михайло Васильович, Макаров Григорій Арестович, Тільга Степан Сергійович, Полуновський Ісаак Евсєйович, Омесь Микола Михайлович, Вихлевщук Валерій Антонович, Поляков Валерій Олександрович, Пятецький Юрій Віталійович, Любимов Іван Михайлович, Шеремет Володимир Олександрович, Крускаль Леонід Маркусович, Нечепоренко Володимир Андрійович, Кекух Анатолій Володимирович
МПК: C22C 38/40, C22C 38/54, C22C 38/18, C22C 38/50
Мітки: напівспокійна, сталь, варіанти
Формула / Реферат:
1. Полуспокойная сталь, содержащая железо, углерод, марганец, кремний, хром, никель, медь, мышьяк и азот, отличающаяся тем, что в ее состав дополнительно введен титан при следующем соотношении ингредиентов, маc. %:углерод 0,20-0,40 марганец 0,80-1,40 кремний 0,01-0,10 хром 0,01-0,40 никель 0,01-0,40...
Попередній патент: Спосіб лікування гострого калькульозного холециститу
Наступний патент: Жароміцна сталь
Випадковий патент: Рибальське приладдя