Спосіб електродугового напилення покриття
Номер патенту: 107988
Опубліковано: 10.03.2015
Автори: Карпеченко Антон Анатолійович, Дубовий Олександр Миколайович, Бобров Максим Миколайович, Овсянников Василій Миколайович
Формула / Реферат
Спосіб електродугового напилення покриття, що включає напилення покриття на основу шляхом розплавлення дротів-електродів електричною дугою і розпилення розплавленого металу струменем стисненого повітря у бік поверхні основи, що напилюється, який відрізняється тим, що між ковпаком металізатора та напилюваною поверхнею накладають високовольтні імпульси певної амплітуди та частоти за допомогою додаткового джерела імпульсної напруги.
Текст
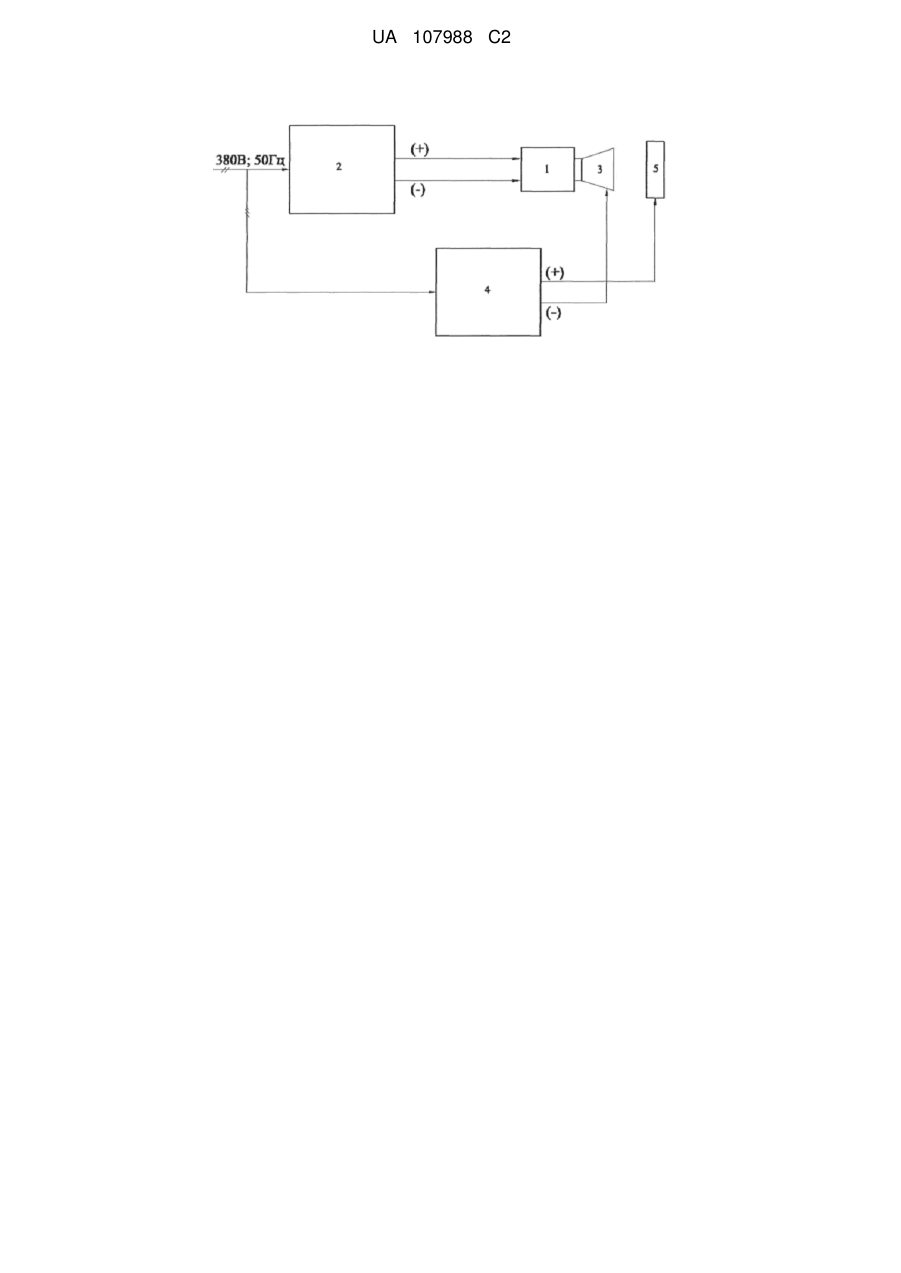
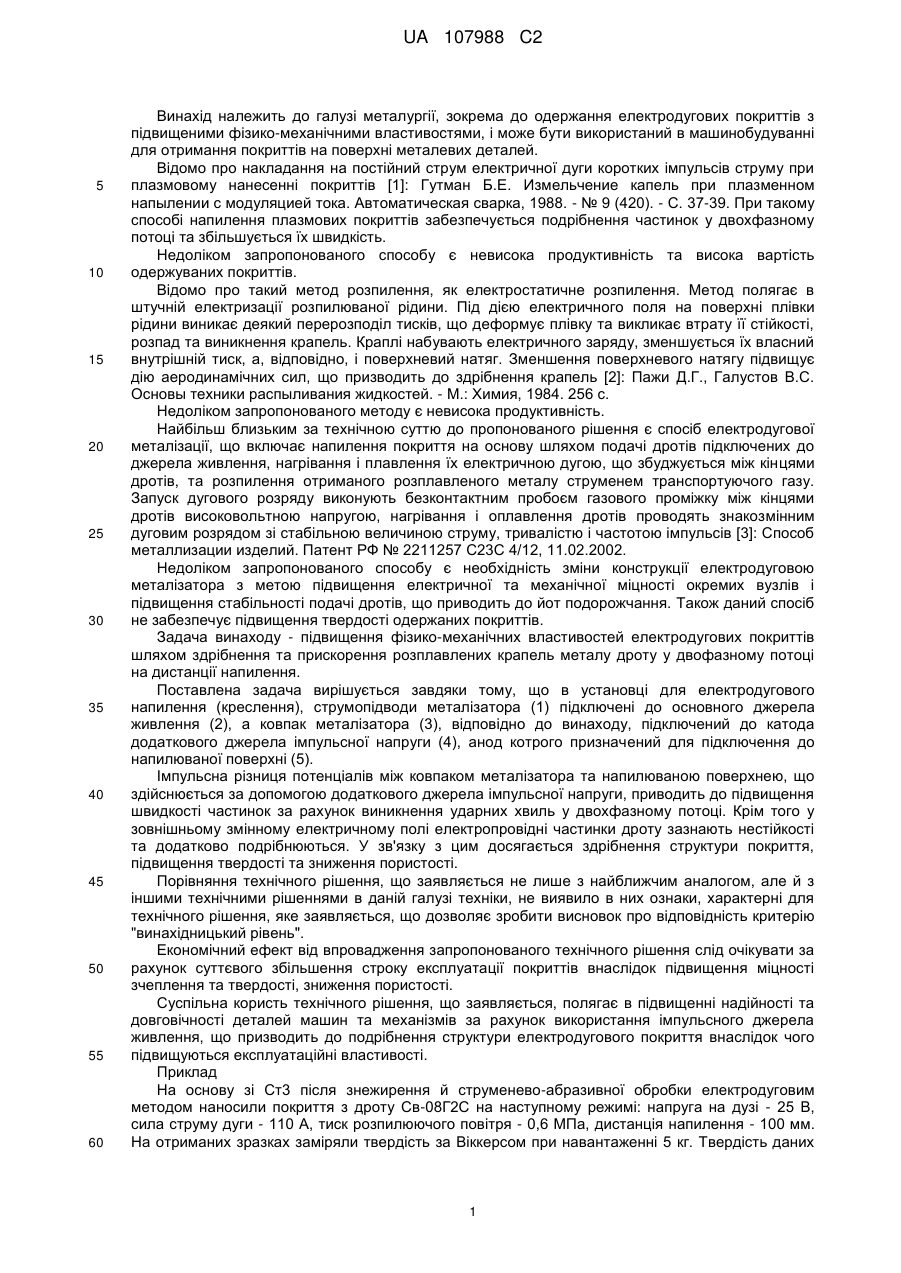
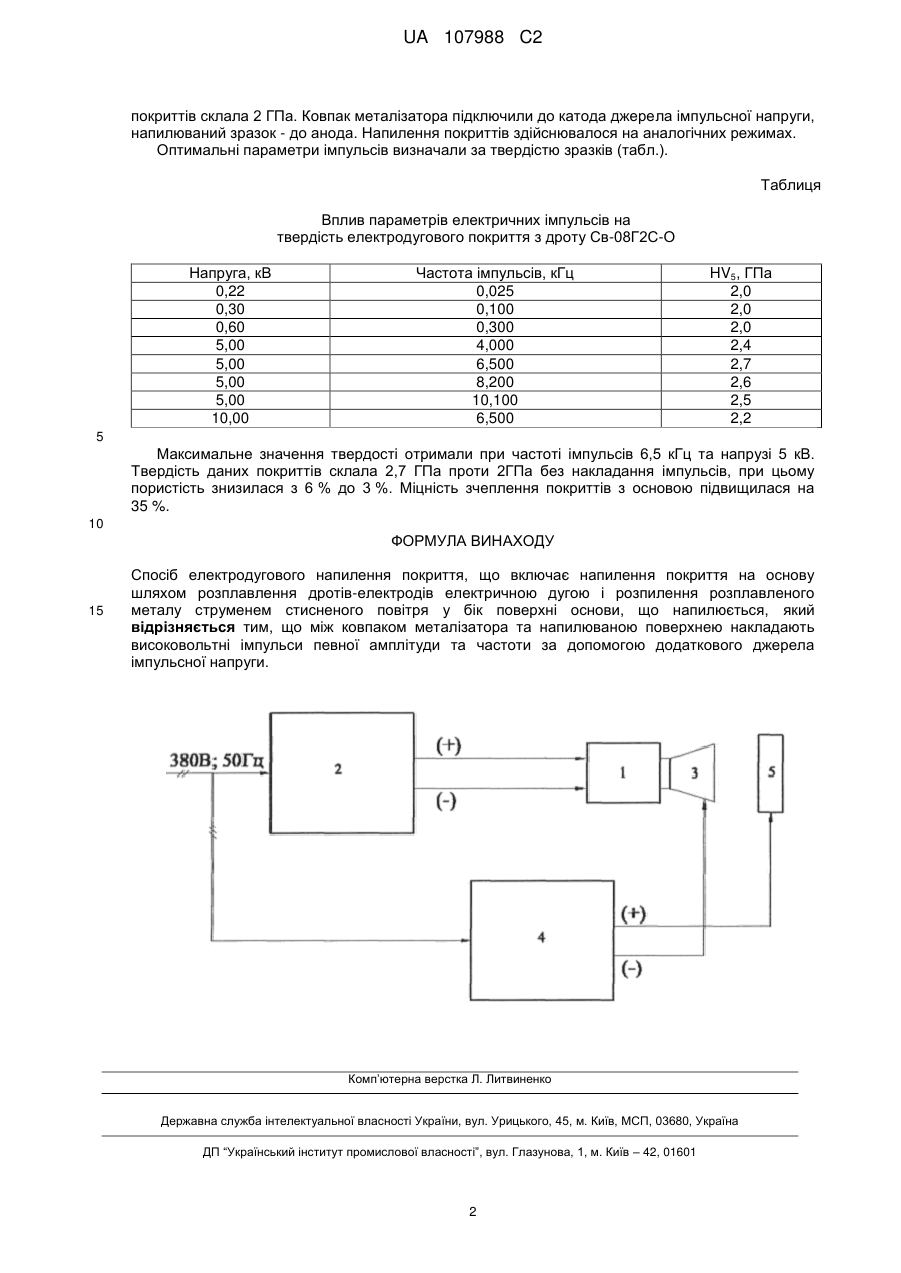
Реферат: Винахід належить до галузі металургії, а саме - до способу електродугового напилення покриття з підвищеними механічними властивостями і може бути використаний в машинобудуванні для отримання покриттів на поверхні металевих деталей. Спосіб включає нанесення покриття на основу шляхом подачі дротів, підключених до основного джерела живлення, в напрямку їх перетину, нагрівання та плавлення їх електричною дугою, що збуджується між кінцями дротів, і розпилення отриманого розплавленого металу струменем стисненого повітря, причому до ковпака металізатора та напилюваної деталі підключають додаткове джерело імпульсної напруги, ковпак металізатора підключають до катода, а напилювану деталь до анода джерела імпульсної напруги та накладають високовольтні імпульси певної амплітуди та частоти. Винахід забезпечує підвищення твердості та адгезійної міцності одержуваних покриттів, зниження їх пористості. UA 107988 C2 (12) UA 107988 C2 UA 107988 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії, зокрема до одержання електродугових покриттів з підвищеними фізико-механічними властивостями, і може бути використаний в машинобудуванні для отримання покриттів на поверхні металевих деталей. Відомо про накладання на постійний струм електричної дуги коротких імпульсів струму при плазмовому нанесенні покриттів [1]: Гутман Б.Е. Измельчение капель при плазменном напылении с модуляцией тока. Автоматическая сварка, 1988. - № 9 (420). - С. 37-39. При такому способі напилення плазмових покриттів забезпечується подрібнення частинок у двохфазному потоці та збільшується їх швидкість. Недоліком запропонованого способу є невисока продуктивність та висока вартість одержуваних покриттів. Відомо про такий метод розпилення, як електростатичне розпилення. Метод полягає в штучній електризації розпилюваної рідини. Під дією електричного поля на поверхні плівки рідини виникає деякий перерозподіл тисків, що деформує плівку та викликає втрату її стійкості, розпад та виникнення крапель. Краплі набувають електричного заряду, зменшується їх власний внутрішній тиск, а, відповідно, і поверхневий натяг. Зменшення поверхневого натягу підвищує дію аеродинамічних сил, що призводить до здрібнення крапель [2]: Пажи Д.Г., Галустов B.C. Основы техники распыливания жидкостей. - М.: Химия, 1984. 256 с. Недоліком запропонованого методу є невисока продуктивність. Найбільш близьким за технічною суттю до пропонованого рішення є спосіб електродугової металізації, що включає напилення покриття на основу шляхом подачі дротів підключених до джерела живлення, нагрівання і плавлення їх електричною дугою, що збуджується між кінцями дротів, та розпилення отриманого розплавленого металу струменем транспортуючого газу. Запуск дугового розряду виконують безконтактним пробоєм газового проміжку між кінцями дротів високовольтною напругою, нагрівання і оплавлення дротів проводять знакозмінним дуговим розрядом зі стабільною величиною струму, тривалістю і частотою імпульсів [3]: Способ металлизации изделий. Патент РФ № 2211257 С23С 4/12, 11.02.2002. Недоліком запропонованого способу є необхідність зміни конструкції електродуговою металізатора з метою підвищення електричної та механічної міцності окремих вузлів і підвищення стабільності подачі дротів, що приводить до йот подорожчання. Також даний спосіб не забезпечує підвищення твердості одержаних покриттів. Задача винаходу - підвищення фізико-механічних властивостей електродугових покриттів шляхом здрібнення та прискорення розплавлених крапель металу дроту у двофазному потоці на дистанції напилення. Поставлена задача вирішується завдяки тому, що в установці для електродугового напилення (креслення), струмопідводи металізатора (1) підключені до основного джерела живлення (2), а ковпак металізатора (3), відповідно до винаходу, підключений до катода додаткового джерела імпульсної напруги (4), анод котрого призначений для підключення до напилюваної поверхні (5). Імпульсна різниця потенціалів між ковпаком металізатора та напилюваною поверхнею, що здійснюється за допомогою додаткового джерела імпульсної напруги, приводить до підвищення швидкості частинок за рахунок виникнення ударних хвиль у двохфазному потоці. Крім того у зовнішньому змінному електричному полі електропровідні частинки дроту зазнають нестійкості та додатково подрібнюються. У зв'язку з цим досягається здрібнення структури покриття, підвищення твердості та зниження пористості. Порівняння технічного рішення, що заявляється не лише з найближчим аналогом, але й з іншими технічними рішеннями в даній галузі техніки, не виявило в них ознаки, характерні для технічного рішення, яке заявляється, що дозволяє зробити висновок про відповідність критерію "винахідницький рівень". Економічний ефект від впровадження запропонованого технічного рішення слід очікувати за рахунок суттєвого збільшення строку експлуатації покриттів внаслідок підвищення міцності зчеплення та твердості, зниження пористості. Суспільна користь технічного рішення, що заявляється, полягає в підвищенні надійності та довговічності деталей машин та механізмів за рахунок використання імпульсного джерела живлення, що призводить до подрібнення структури електродугового покриття внаслідок чого підвищуються експлуатаційні властивості. Приклад На основу зі Ст3 після знежирення й струменево-абразивної обробки електродуговим методом наносили покриття з дроту Св-08Г2С на наступному режимі: напруга на дузі - 25 В, сила струму дуги - 110 А, тиск розпилюючого повітря - 0,6 МПа, дистанція напилення - 100 мм. На отриманих зразках заміряли твердість за Віккерсом при навантаженні 5 кг. Твердість даних 1 UA 107988 C2 покриттів склала 2 ГПа. Ковпак металізатора підключили до катода джерела імпульсної напруги, напилюваний зразок - до анода. Напилення покриттів здійснювалося на аналогічних режимах. Оптимальні параметри імпульсів визначали за твердістю зразків (табл.). Таблиця Вплив параметрів електричних імпульсів на твердість електродугового покриття з дроту Св-08Г2С-О Напруга, кВ 0,22 0,30 0,60 5,00 5,00 5,00 5,00 10,00 Частота імпульсів, кГц 0,025 0,100 0,300 4,000 6,500 8,200 10,100 6,500 HV5, ГПа 2,0 2,0 2,0 2,4 2,7 2,6 2,5 2,2 5 Максимальне значення твердості отримали при частоті імпульсів 6,5 кГц та напрузі 5 кВ. Твердість даних покриттів склала 2,7 ГПа проти 2ГПа без накладання імпульсів, при цьому пористість знизилася з 6 % до 3 %. Міцність зчеплення покриттів з основою підвищилася на 35 %. 10 ФОРМУЛА ВИНАХОДУ 15 Спосіб електродугового напилення покриття, що включає напилення покриття на основу шляхом розплавлення дротів-електродів електричною дугою і розпилення розплавленого металу струменем стисненого повітря у бік поверхні основи, що напилюється, який відрізняється тим, що між ковпаком металізатора та напилюваною поверхнею накладають високовольтні імпульси певної амплітуди та частоти за допомогою додаткового джерела імпульсної напруги. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюDubovyi Oleksandr Mykolaiovych, Karpechenko Anton Anatoliovych, Bobrov Maksym Mykolaiovych
Автори російськоюДубовый Александр Николаевич, Карпеченко Антон Анатольевич, Бобров Максим Николаевич
МПК / Мітки
МПК: C23C 4/00, C23C 4/12, C23C 4/08, B05B 7/22
Мітки: електродугового, покриття, напилення, спосіб
Код посилання
<a href="https://ua.patents.su/4-107988-sposib-elektrodugovogo-napilennya-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового напилення покриття</a>
Пристрій для електродугового напилення покриття
Номер патенту: 83603
Опубліковано: 25.07.2008
Автори: Дубовий Олександр Миколайович, Шумов Сергій Миколайович, Карпеченко Антон Анатолійович
МПК: C23C 4/12, C23C 4/06, C23C 4/10, C23C 4/00, C23C 4/04, B05B 7/24, B05B 7/16
Мітки: пристрій, електродугового, напилення, покриття
Формула / Реферат:
Пристрій для електродугового напилення покриття, що містить корпус з розміщеним усередині нього турбінним приводом, механізмом подачі дротів, розміщеним зовні корпуса повітряним краном і розпилюючою головкою, яка включає передню стінку з підведеним кабелем, з'єднаним шиною з контактною трубкою, башмак з закріпленими на ньому деталями, закріплений клемовими затискачами на контактній трубці, ковпак, накручений на передню стінку корпусу, що...
Шихта порошкового дроту для електродугового напилення
Номер патенту: 68859
Опубліковано: 16.08.2004
Автори: Фень Євген Костянтинович, Пащенко Валерій Миколайович
МПК: C23C 4/04, C23C 24/00
Мітки: електродугового, порошкового, напилення, дроту, шихта
Формула / Реферат:
Шихта порошкового дроту для електродугового напилення, що містить порошок ферохрому та порошок заліза, який відрізняється тим, що шихта додатково містить порошки нітриду алюмінію та феромарганцю при наступному співвідношенні компонентів, масові %: нітрид алюмінію 16... 20 ферохром марки ФХ850 або ФХ900 18... 20 феромарганець ФМн88 6... 8 ...
Порошковий дріт для електродугового напилення зносостійких покриттів
Номер патенту: 66911
Опубліковано: 15.06.2004
Автори: Петров Станіслав Володимирович, Роянов Вячеслав Олександрович, Семенов Володимир Павлович, Сааков Олександр Герасимович, Зусін Володимир Якович
МПК: B22F 7/04, C23C 4/06, B32B 15/18, C23C 4/12
Мітки: напилення, дріт, зносостійких, електродугового, покриттів, порошковий
Формула / Реферат:
(21) 2001096178 (57) Порошковий дріт для електродугового напилення зносостійких покриттів, який складається із сталевої оболонки та осердя, матеріал якого містить алюміній, залізо, ферохром, який відрізняється тим, що матеріал осердя додатково містить гематит та перманганат калію при наступних співвідношеннях компонентів дроту, мас. %: алюміній 4,0 - 6,0 ферохром ...
Пристрій для електродугового напилення
Номер патенту: 30382
Опубліковано: 25.02.2008
Автори: Карпеченко Антон Анатолійович, Шумов Сергій Миколайович, Дубовий Олександр Миколайович
МПК: C23C 4/00
Мітки: електродугового, напилення, пристрій
Формула / Реферат:
Пристрій для електродугового напилення, що містить корпус з розміщеним усередині турбінним приводом, механізмом подачі дротів, розміщеним зовні корпусу повітряним краном і розпилюючою головкою, що включає передню стінку з підведеним кабелем, з'єднаним шиною з контактною трубкою, башмак, із закріпленими на ньому деталями, що закріплений клемовими затискачами на контактній трубці, ковпак, установлений на передню стінку, що містить сопло,...
Склад шихти порошкового дроту для електродугового та плазмового напилення покриттів
Номер патенту: 40136
Опубліковано: 25.03.2009
Автор: Фень Євген Костянтинович
МПК: C23C 24/00, C23C 4/04
Мітки: електродугового, порошкового, дроту, склад, покриттів, плазмового, шихти, напилення
Формула / Реферат:
Склад шихти порошкового дроту для електродугового та плазмового напилення покриттів, що містить порошки феромарганцю, хрому та заліза, який відрізняється тим, що він додатково містить порошки сплаву алюміній-скандій та нітриду бору при наступному співвідношенні компонентів, мас. %: феромарганець марки ФМн88 8...10 хром марок ПХ1 або ПХ2 13...17 сплав...
Попередній патент: Фільтрувальний блок з оксиду алюмінію
Наступний патент: Спосіб двостадійної обробки проб завислих речовин і донних відкладів
Випадковий патент: Спосіб збереження стійкості гірничих виробок